Температура плавления 12х18н10т: Всё о нержавеющей стали марки AISI 321 аналога 12х18н10т
Содержание
Сталь 12Х18Н10Т нержавеющая — узнать цены, характеристики и свойства.
курс цб рф
USD:
79.9667
EUR:
85.919
Никель:
| Никель | BID | 0.00 | ASK | 0.00 |
Стальной лист 12х18н10т относится к категории высокоуглеродистого и устойчивого к образованию коррозии металла. Это свойство данной марки определяет длительный ресурс эксплуатации, а также востребованность нержавеющей стали во многих отраслях производства.
Химический состав
Элементы, присутствующие в химсоставе:
- марганец;
- кремний;
- углерод;
- сера;
- фосфор;
- молибден.
Химсостав листового металла в соответствии с ГОСТом, включает в себя титан. Если содержание этого элемента в 12х18н10т составляет меньше 1,5%, это может не указываться в маркировке. Также в химическом составе металла присутствуют хром и никель, являющиеся обязательными для любой нержавейки.
Если содержание этого элемента в 12х18н10т составляет меньше 1,5%, это может не указываться в маркировке. Также в химическом составе металла присутствуют хром и никель, являющиеся обязательными для любой нержавейки.
Физические свойства
Сталь 12х18н10т характеризуется хорошей свариваемостью, но после процесса должна быть выполнена обработка швов. Данный листовой металл характеризуется повышенной устойчивостью к межкристаллитной коррозии. При эксплуатации в агрессивной среде расплавление листовой стали 12х18н10т возможно при 350 градусах, в слабоагрессивных условиях этот показатель увеличивается до 600 градусов. Температура плавления стального листа составляет 1 420 °C.
Аналоги и использование
Аналогичные марки металла в зависимости от страны-производителя:
- 0Cr18Ni10Ti – китайская;
- 1.4541, 1.4878 – немецкая;
- SUS321 – японская;
- Х6CrNiTi18-11 – итальянская;
- 321F00, Z6CN18-10 – французская;
- 321S12, 321S18, 321S20 – английская;
- Н5Тi, КО36Ti – венгерская;
- 0Н18N10T — польская
- F.
 3523 – сталь испанского производства;
3523 – сталь испанского производства; - 2337 – шведская;
- 17246, 17248 – чешская.
Самым близким в плане химического состава и свойств аналогом стали 12х18н10т является нержавейка Aisi 321.
Что касается эксплуатации, то такой листовой металл может использоваться в любых отраслях промышленности и производства. В основном он применяется при выпуске запчастей и деталей для машин, транспортных средств и механизмов, функционирующих при температуре не более 600 градусов. Листы 12х18н10т могут использоваться для сборки сварных конструкций, которые взаимодействуют со щелочами и другими агрессивными растворами, в частности, трубопроводов и т. д.
Чтобы купить нержавейку по низкой цене в Москве или Нижнем Новгороде, достаточно оформить заказ прямо на сайте или связаться с нашим представителем. Специалист компании проконсультирует вас по любым вопросам, касающимся стоимости и технических характеристик.
Запросить прайс-лист
Я ознакомился и принимаю условия
политики конфиденциальноcти
12Х18Н10Т — BAZAMET.
 RU
RU
12Х18Н10Т — BAZAMET.RU
АрмавирГрозныйКраснодарМайкопМахачкалаМоскваНальчикНевинномысскНовороссийскПятигорскРеспублика КрымРостов-на-ДонуСочиСтавропольЧеркесск
Корзина
Личный кабинет
Компания Стилман производит поставки нержавеющей стали 12Х18Н10Т в листах, рулонах, трубах и прутках. Мы предлагаем обширный ассортимент листового (нержавеющий лист) и сортового проката (нержавеющий круг, труба, квадрат) всех типоразмеров на складе и поставку нержавейки под заказ в кратчайшие сроки. Благодаря прямому сотрудничеству с металлургическими заводами у нас доступные цены на продукцию высокого качества. Оказываем квалифицированные услуги по резке, шлифовке, перфорации и доставке металла. Заготовки из 12Х18Н10Т – практичный материал для производства разнообразных изделий по эскизам заказчика. Мы оперативно рассчитаем трудозатраты и стоимость будущего проекта, подготовим всю необходимую документацию.
Реализуем сортовой прокат из нержавеющей стали 12Х18Н10Т: горячекатаный нержавеющий круг и квадрат в прутках мерной или немерной длины. Поверхность нержавейки: матовая. Диаметр кругов: 8-320 мм. Сторона квадрата: 6-250 мм. Технические условия регламентируются ГОСТ 5949-75. Сортамент указан в ГОСТ 2590-88 (круглый), ГОСТ 2591-88 (квадратный).
Поверхность нержавейки: матовая. Диаметр кругов: 8-320 мм. Сторона квадрата: 6-250 мм. Технические условия регламентируются ГОСТ 5949-75. Сортамент указан в ГОСТ 2590-88 (круглый), ГОСТ 2591-88 (квадратный).
Нержавеющая сталь 12Х18Н10Т является одним из наиболее распространенных типов нержавеющей стали и имеет следующие характеристики:
Марка: 12Х18Н10Т (старое название Х18Н10Т, заменители: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т)
Использование в промышленности: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса
| Химический состав в % стали 12Х18Н10Т (стар. Х18Н10Т) | ||
| C | до 0,12 | |
| Si | до 0,8 | |
| Mn | до 2 | |
| Ni | 9 — 11 | |
| S | до 0,02 | |
| P | до 0,035 | |
| Cr | 17 — 19 | |
| Cu | до 0,3 | |
| Ti | 0,4-1 | |
| Fe | ~67 | |
Зарубежные аналоги марки стали 12Х18Н10Т (стар. Х18Н10Т) Х18Н10Т) | |
| США | 321, 321H, S32100, S32109 |
| Германия | 1.4541, 1.4878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония | SUS321 |
| Франция | Z10CNT18-10, Z10CNT18-11, Z6CNT18-10, Z6CNT18-12 |
| Англия | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евросоюз | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия | X6CrNiTi18-11, X6CrNiTi18-11KG, X6CrNiTi18-11KT |
| Испания | F.3523, X6CrNiTi18-10 |
| Китай | 0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция | 2337 |
| Болгария | 0Ch28N10T, Ch28N12T, Ch28N9T, X6CrNiTi18-10 |
| Венгрия | H5Ti, KO36Ti, KO37Ti, X6CrNiTi18-10 |
| Польша | 0h28N10T, 1h28N10T, 1h28N12T, 1h28N9T |
| Румыния | 10TiNiCr180, 12TiNiCr180 |
| Чехия | 17246, 17247, 17248 |
| Австрия | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия | 321 |
| Корея | STS321, STS321TKA, STSF321 |
- Удельный вес: 7920 кг/м3
- Термообработка: Закалка 1050 — 1100oC, вода
- Температура ковки: начала 1200 °С, конца 850 °С.
 Сечения до 350 мм охлаждаются на воздухе
Сечения до 350 мм охлаждаются на воздухе - Свариваемость материала: без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка
- Обрабатываемость резанием: в закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35
- Флокеночувствительность: не чувствительна
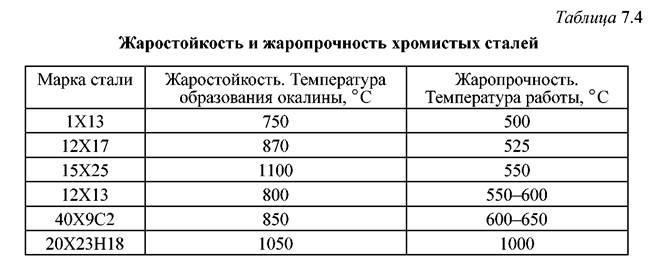
- Жаростойкость: в воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости
- Предел выносливости: σ-1=279 МПа, n=107
Физические свойства:
- Плотность: 7,9 г/см³
- Температура плавления: 1398-1420°C
- Теплопроводность: 14 Вт/(м·К)
- Удельная теплоемкость: 500 Дж/(кг·К)
- Электропроводность: 0,75 МСм/м
Механические свойства:
- Предел прочности: не менее 520 МПа
- Предел текучести: не менее 205 МПа
- Удлинение при разрыве: не менее 35%
- Твердость по Бринеллю: 170-190 НВ
- Модуль упругости: 193 ГПа
- Технические свойства:
- Свариваемость: хорошая
- Обрабатываемость: хорошая
- Ковкость: хорошая
- Легко поддается обработке на станках с ЧПУ
- Имеет высокую устойчивость к коррозии
Сферы применения:
- Химическая и нефтегазовая промышленность
- Пищевая и фармацевтическая промышленность
- Медицинская техника
- Изготовление кухонной утвари, мебели и элементов декора
Диапазон рабочих температур: Рабочая температура от -196 до +600°C
Коррозионная стойкость:
Устойчивость к коррозии обусловлена содержанием в составе стали хрома, никеля и молибдена.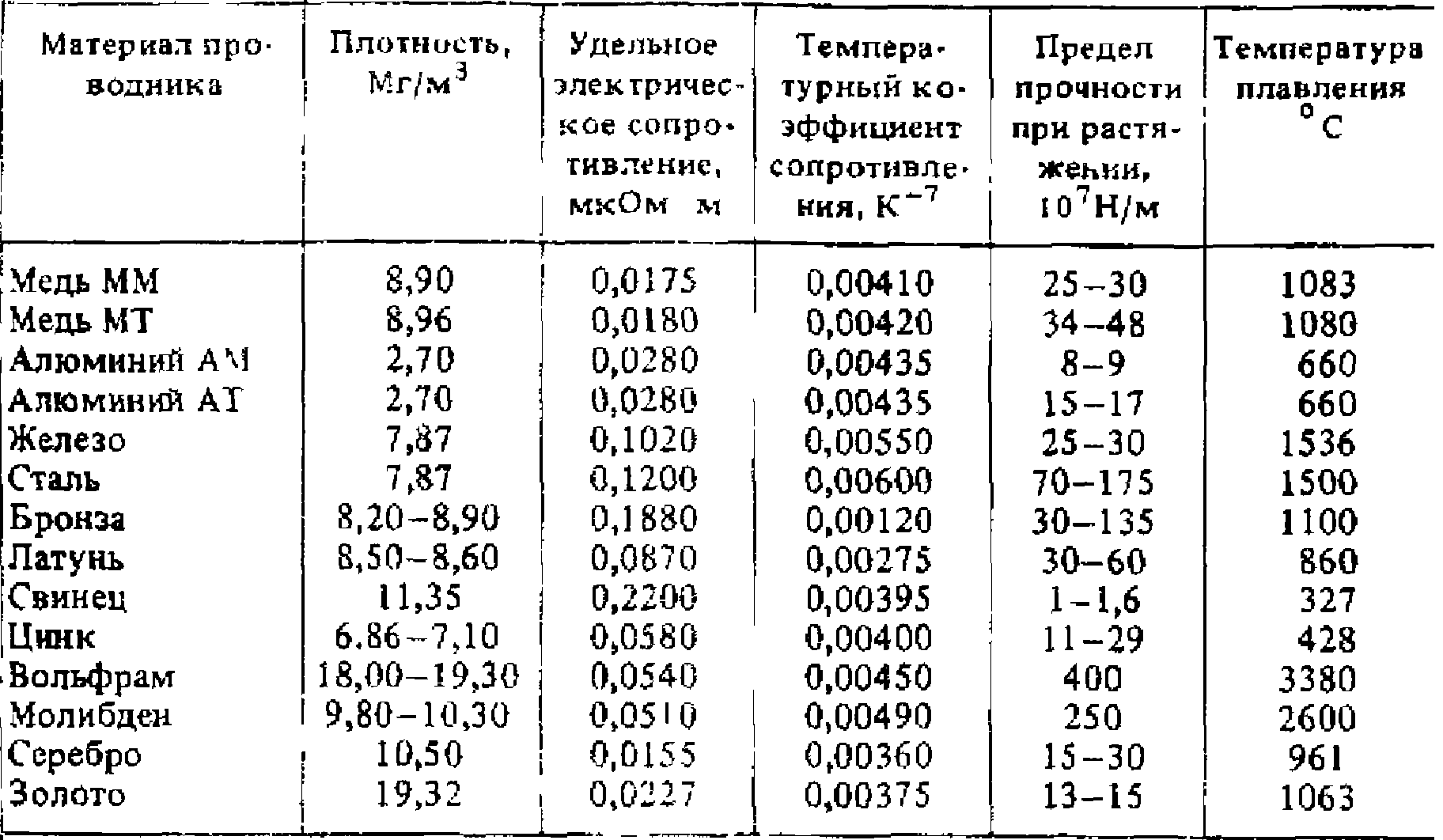
В целом, нержавеющая сталь 12Х18Н10Т — это высококачественный материал, имеющий хорошие механические и физические свойства, а также высокую коррозионную стойкость, что обуславливает его широкое применение в различных областях
WhatsApp
Позвонить
Высокочастотная сварка. Купить сварные трубы сегодня. Лучшая цена от поставщика. / Auremo
Высокочастотная сварка
Газоэлектрическая сварка
Методы сварки нержавеющей стали
Особенности сварки нержавеющей стали 12Х18н10т
Прокат из нержавеющей стали
сварка постоянным током
Сварка нержавеющей стали
Сварка труб из нержавеющей стали
Актуальность
Сварка токами высокой частоты, чаще всего применяется для изготовления сварных труб из нержавеющей стали малого и среднего диаметра. Поставщик «Ауремо» предлагает купить продукцию высокого качества, соответствующую ГОСТу и международным стандартам.
Сварка высокочастотная
Сварка высокочастотная имеет ряд преимуществ:
— Изготовление труб из различных марок стали — легированных, высоколегированных, углеродистых, а также цветных металлов, на одной сварке оборудование
— Минимальное энергопотребление.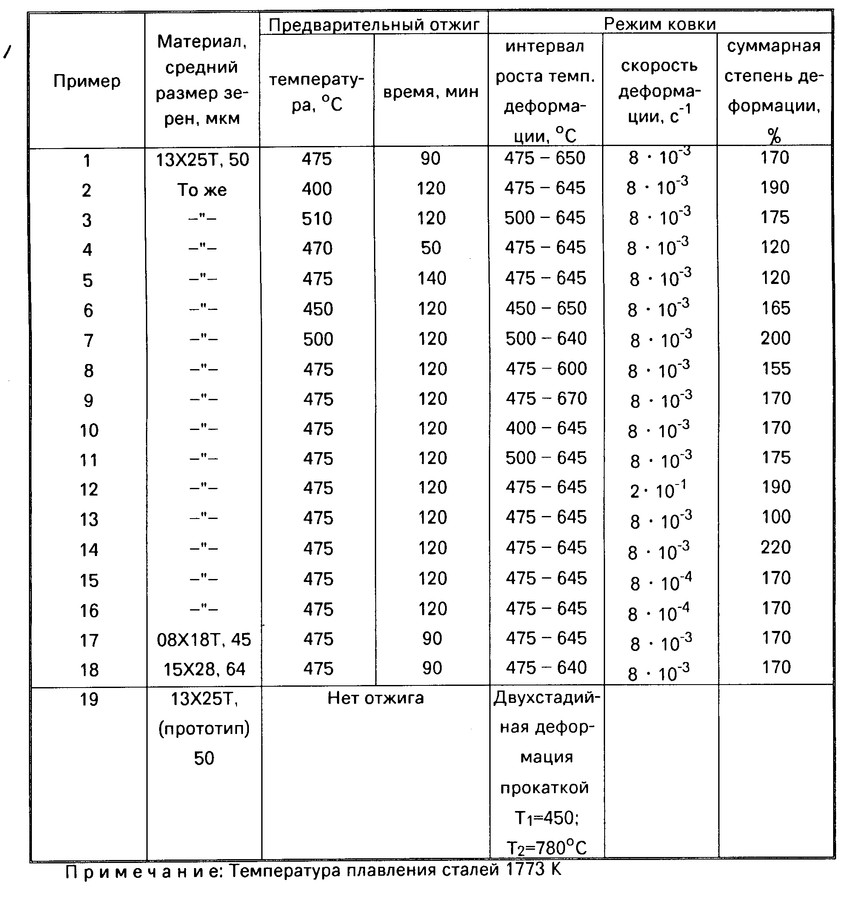
— Возможно достижение высокой скорости сварки — до 2-2,5 м/с без потери качества сварного шва.
— Использование исходных заготовок из различных материалов и получение достаточно прочного сварного шва.
Способ контакта
Максимальный ток, сосредоточенный на поверхности кромок, вызывает быстрый нагрев. Когда кромки сближаются роликами, сжимающими сварной шов, образуя калибр сварки, плотность тока увеличивается. В точке, где края сходятся, температура максимальна. Сближение нагретых кромок и сжатие приводит к образованию сварного шва. При минимальном диаметре трубы из нержавеющей стали байпасный ток нагревает весь периметр, что приводит к необходимости увеличения подводимой мощности на сварку. Недостатком контактного ввода тока является то, что заготовку можно использовать только с высокой чистотой поверхности. Но и в этом случае износ контактов, вертикальные колебания кромок, изменения поверхности неизбежны и приводят к нарушению режима сварки, снижению производительности. В этом случае сварка может привести к прожогу трубы.
В этом случае сварка может привести к прожогу трубы.
Индукционный метод
Вихревые токи в металле возбуждаются с помощью кольцевых индукторов. По диаметру нержавеющих труб устанавливаются наружные индукторы, а если труба толще 200 мм – и внутренние. Индукционные токи концентрируются на концевых кромках. Чем выше магнитная проницаемость, тем выше сила тока и нагрев стали. Преимущества и недостатки. Индукционный метод хорош тем, что вне зависимости от поверхности заготовки обеспечивает стабильный подвод энергии, а также высокое качество сварного шва. Это преимущество сделало индукционный метод наиболее востребованным.
Электропитание и частота
Индукторы ТЭСА питаются как от ламповых генераторов (до 450 тыс. Гц), так и от машинных генераторов (10 тыс. Гц). При сварке труб из стали и никелевых сплавов диаметром до 100 мм выбирают частоту 450 кГц, латунных сплавов — 70 кГц. При сварке стальных труб Ø>200 мм со стенками 6-20 мм снижают частоту до 10 кГц для более глубокого прогрева. Скорость сварки снижают до 0,5-1 м/с, чтобы довести нагрев до точки плавления сварного шва. Наличие оксидов, в частности тугоплавких, требует до 1600 кВт для сварки труб среднего диаметра. Высокочастотная сварка позволяет применять различные режимы сварки — одно из важных преимуществ метода.
Скорость сварки снижают до 0,5-1 м/с, чтобы довести нагрев до точки плавления сварного шва. Наличие оксидов, в частности тугоплавких, требует до 1600 кВт для сварки труб среднего диаметра. Высокочастотная сварка позволяет применять различные режимы сварки — одно из важных преимуществ метода.
Грат
Высокочастотная сварка приводит к образованию как внешнего, так и внутреннего грата до 60% толщины стенки трубы. Это считается существенным недостатком. Внешний заусенец удаляется с помощью съемника заусенцев, который устанавливается в линию мельницы. Образование внутренних заусенцев предотвращается приданием кромкам формы путем резки или прокатки и обжига. Это приводит к более высокому качеству и более широкому спектру применения готовых труб. Наиболее применимы внутренние колосники с одним ножом для непрерывной резки. Однако необходимость частой смены резцов и необходимость остановки для этого делает целесообразным их использование только при выпуске ограниченных партий высококачественных труб.
Furnizor
Вас интересует высокочастотная сварка? Сварка высокочастотной стали от поставщика Auremo соответствует ГОСТу и международным стандартам качества. Поставщик «Ауремо» предлагает купить нержавеющую сталь на выгодных условиях, цена оптимальная. Предлагаем купить металлопрокат со специализированных складов с доставкой в любой город. Оптовым покупателям цена — выгодная. Всегда в нержавеющем сплаве, цена — оптимальная от поставщика. Мы ждем ваших заказов.
Купите по выгодной цене.
Поставщик «Ауремо» предлагает купить нержавеющую сталь, цена — обусловлена технологическими особенностями производства без учета дополнительных затрат. На сайте компании отображается информация о последних поступлениях продукции, есть каталог, цена. На заказ возможно купить изделия с нестандартными параметрами. Цена заказа зависит от объема и дополнительных условий поставки. Поставщик «Ауремо» предлагает купить нержавеющую сталь оптом или в рассрочку. У нас лучшее соотношение цены и качества на весь ассортимент продукции. В этом сегменте компания «Ауремо» является выгодным поставщиком. Купи сегодня.
В этом сегменте компания «Ауремо» является выгодным поставщиком. Купи сегодня.
Анкета для заказа теплообменника по ТУ 3644-006-00220302-97
| Символ единицы измерения | В трубах | В корпусе | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. | Заселение и условия работы. Параметры окружающей среды | ||||||||||||||||||||||
| 1.1 | Давление: | ||||||||||||||||||||||
| рабочее давление | |||||||||||||||||||||||
| расчетное давление | |||||||||||||||||||||||
| 1.2 | Рабочая температура, °С: | ||||||||||||||||||||||
| на входе | |||||||||||||||||||||||
| розетка | |||||||||||||||||||||||
| 1.3 | Температура стенок кожуха и труб, °С | ||||||||||||||||||||||
| 1.4 | Расчетная температура, °С | ||||||||||||||||||||||
| 1,5 | Минимально допустимая (отрицательная) температура стенки агрегата под давлением, °С | ||||||||||||||||||||||
| 1,6 | Средняя температура воздуха наиболее холодной пятидневки района установки агрегата, °С | ||||||||||||||||||||||
| 1,7 | Температура кипения рабочей среды при давлении 0,07 МПа, °С | ||||||||||||||||||||||
| 1,8 | Наименование рабочей среды и процентный состав | ||||||||||||||||||||||
| 1,9 | Физическое состояние рабочей среды | газпаржидкость | газпаржидкость | ||||||||||||||||||||
1. 10 10 | Характеристики рабочей среды: | ||||||||||||||||||||||
| Вредность по ГОСТ 12.1.007 (с указанием класса опасности) | |||||||||||||||||||||||
| Горючесть по ГОСТ 12.1.004 | Да Нет | Да Нет | |||||||||||||||||||||
| Взрывоопасность по ГОСТ 12.1.011 (с указанием категории и группы смеси) | |||||||||||||||||||||||
| Вызывает ли среда коррозионное растрескивание? Если да, то проведите тест | Да Нет | Да Нет | |||||||||||||||||||||
| 2. | Материал прокладки | ||||||||||||||||||||||
| 3. | Необходимость установки деталей для крепления теплоизоляции (детали устанавливаются для устройств с диаметром корпуса ≥500мм) | Да Нет | |||||||||||||||||||||
| 4. | Необходимость проведения испытаний на межкристаллитную коррозию сварных соединений.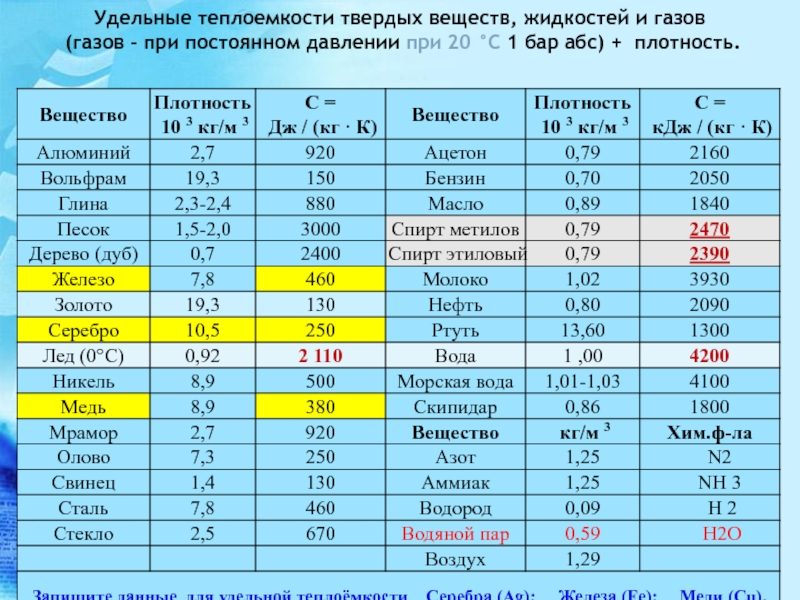 Если «да», то указать способ по ГОСТ 6032 (заполнить для узлов, в которых используются стали марок 08Х18Н10Т; 12Х18Н10Т; 10Х17Н13М2Т) Если «да», то указать способ по ГОСТ 6032 (заполнить для узлов, в которых используются стали марок 08Х18Н10Т; 12Х18Н10Т; 10Х17Н13М2Т) | Да Нет | |||||||||||||||||||||
| 5. | Указать: шарниры (шарнирные устройства устанавливаются на горизонтальные устройства с диаметром корпуса 400-800мм на Ру≤6,3 МПа, 900-1200мм – Ру≤4,0МПа, 1400мм – Ру≤2,5МПа): | влево и вправо не требуется | |||||||||||||||||||||
| 6. | Горизонтальные теплообменники устанавливаются: | на бетонном основаниина металлических конструкциях | |||||||||||||||||||||
| 7. | Указать крепление труб в трубных сетках: | развальцовка или сварка с развальцовкой | |||||||||||||||||||||
| 8. | Бесшовные трубы: | Да Нет | |||||||||||||||||||||
| 9. | Схема устройства с привязкой размеров арматуры и опор (приводить для устройств, в которых есть отличия от настоящих ТУ) ФИТИНГИ
ПРИМЕЧАНИЯ:  | ||||||||||||||||||||||
