Точность гидроабразивной резки: Выдающее качество реза гидроабразивной технологии
Содержание
Выдающее качество реза гидроабразивной технологии
В сравнении с механическим резанием, дуговой, плазменной или лазерной резкой качество реза при гидроабразивной резке стоит особняком. Более гладкая (выглядящая отпескоструенной) поверхность кромки реза, не имеющая окалины, заусенцев, грата позволяет сэкономить на необязательной финишной обработке. Гидроабразивный рез, как правило, рассматривают, как финишный (законченный) рез и часто используется для логотипов и вывесок, пользуясь популярностью за счет эстетики. Это справедливо и для многих других областей применения, так как кромка реза, как правило, наиболее гладкая и чистая. См. рисунок
Отсутствие зон температурного изменения.
В отличие от плазменной или лазерной резки, которые могут вызвать обжигание или оплавление материалов, восприимчивых к воздействию температуры, детали, изготовленные с помощью гидроабразивной резки, остаются в целости за счет использования воды как рабочего тела. Вода известна своими теплоизоляционными и теплопоглощающими свойствами. Это может быть критически важно там, где материал не должен изменить свою форму или цвет, или на материалах, которые не могут быть обработаны лазерной резкой из-за риска возгорания, и выделения токсинов в атмосферу. При гидроабразивной резке вырабатывается и переносится на материал очень малое количество тепла. Это очень важно при работе с инструментальной сталью, нержавеющей сталью, редкими сплавами и другими металлами, где тепло может изменить свойства металла. Это также касается пластиков, акрилов, композитов, ламинатов и фенолов.
Это может быть критически важно там, где материал не должен изменить свою форму или цвет, или на материалах, которые не могут быть обработаны лазерной резкой из-за риска возгорания, и выделения токсинов в атмосферу. При гидроабразивной резке вырабатывается и переносится на материал очень малое количество тепла. Это очень важно при работе с инструментальной сталью, нержавеющей сталью, редкими сплавами и другими металлами, где тепло может изменить свойства металла. Это также касается пластиков, акрилов, композитов, ламинатов и фенолов.
Результатом является отсутствие зоны термической деформации на материале. Благодаря этому последующая обработка может проводиться без закалки материала, заливки или коробления. Также гидроабразивная резка может применяться и для предварительно закаленных материалов.
Отсутствие механических напряжений.
Гидроабразивная резка не создает механических напряжений в заготовке. Отсутствует давление с торцов, так как струя воды направлена строго вертикально, прижимая материал к столу. За счет этого требуется минимальное крепление заготовки к рабочей поверхности станка гидроабразивной резки, а зачастую на практике такая фиксация не требуется совсем. Так как при гидроабразивной резке отсутствует контакт металла с металлом, технология не предполагает создания внутренних напряжений в обрабатываемом металле.
За счет этого требуется минимальное крепление заготовки к рабочей поверхности станка гидроабразивной резки, а зачастую на практике такая фиксация не требуется совсем. Так как при гидроабразивной резке отсутствует контакт металла с металлом, технология не предполагает создания внутренних напряжений в обрабатываемом металле.
Гидроабразивная технология против лазерной резки.
Лазерная резка использует лазерный луч, сфокусированный на поверхности материала, предназначенный для оплавления, сжигания и испарения материала. Лазер в качестве рабочего тела может использовать газ (такой как CO2) или быть твердотельным. Луч может быть статическим, когда материал движется вдоль луча или же лазер может перемещаться по поверхности материала.
Преимущества гидроабразивной резки
Больший спектр разрезаемых материалов
Гидроабразивной резкой можно обрабатывать отражающие материалы, такие как медь или алюминий, что недоступно стандартному лазеру.
Гидроабразивная резка может быть использована для широкого спектра материалов без изменения настроек.
Гидроабразивная резка может резать термочувствительные материалы, которые будут сжигаться лазером.
Отсутствие зоны термического воздействия
Гидроабразивная резка не нагревает изделие. Отсутствует термическая дисторсия (расширение материала), которая может возникнуть при лазерной резке. Гидроабразивная резка не изменяет свойства материалов.
Дружественность к окружающей среде
В гидроабразивной резке в качестве рабочего абразивного материала используется гранатовый песок. Этот материал инертен и не оказывает воздействия на окружающую среду. Также отсутствуют токсические испарения, так как не происходит нагрев материала. Отсутствует риск пожара.
Равномерность материала неважна!
Технология лазерной резки требует, чтобы обрабатываемый лист был относительно ровным.
При резке неровных материалов, теряется фокус лазера, что приводит к снижению мощности.
Современные модели станков гидроабразивной резки развивают давление до 60 000 фунтов на квадратный дюйм, что обеспечивает равномерное качество реза неровных материалов.
Лучшая точность на толстых материалах
Гидроабразивная резка обладает лучшей точностью при резке материалов толщиной более 12 мм.
Более толстые материалы
Гидроабразивная резка работает с материалами толщиной от 0,5 мм до 200 мм и более.
Лазер теряет практическую эффективность при толщине металла более 12 мм.
Лучшее качество кромки
Благодаря природе гидроабразивной технологии, получается гладкая «отпескоструенная» поверхность реза.
Лазерная резка, как правило, создает более острую кромку, которая может потребовать дополнительной обработки.
Гидроабразивная резка металла в Екатеринбурге
Материлы, которые мы режем:
сталь латунь титан алюминий медь зеркало камень резину стекло керамогранит
Заказы на гидроабразивную резку принимаются по телефонам:
+7 (343) 289-13-80, +7 (919) 360-01-99 или по эл.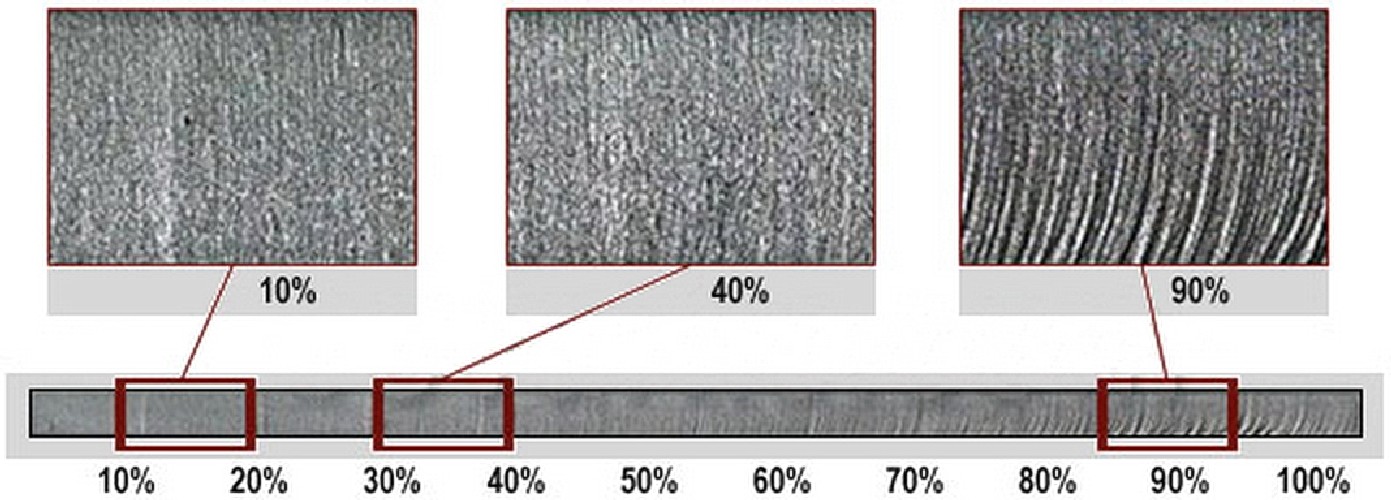 почте: [email protected]
почте: [email protected]
Адрес: г. Екатеринбург, ул. Раевского, д. 21.
Постоянно растущий уровень потребителей к показателям качества и производительности процессов резки, разработка новых материалов, большой сортамент и номенклатура разрезаемых изделий, многократность использования операции резки на стадиях изготовления детали потребовал новых подходов к технологии резки. Так, отвечая всем перечисленным условиям, появился способ гидроабразивной резки (ГАР).
Принцип ГАР состоит в следующем: вода под сверхвысоким давлением проходит через специальное сопло, которое формирует тонкую струю, которая в смесительной камере режущей головки смешивается с абразивом, далее подается через фокусирующую трубку режущей головки непосредственно к разрезаемому материалу.
Сущность резки водой
Резка металла струей воды не является инновационной технологией, она начала применяться в 1960-х годах. Первой компанией, использовавшей этот тип режущего станка, была американская авиастроительная компания. Именно руководство этой компании выступило с официальным заявлением об этом методе, описав его преимущества и рекомендовав использовать его для резки металла и других твердых материалов. С тех пор абразивная гидроабразивная резка металла активно используется компаниями и становится все более популярной.
Именно руководство этой компании выступило с официальным заявлением об этом методе, описав его преимущества и рекомендовав использовать его для резки металла и других твердых материалов. С тех пор абразивная гидроабразивная резка металла активно используется компаниями и становится все более популярной.
Суть этой технологии заключается в том, что вода, содержащая абразивные вещества, подается под высоким давлением в зону резания. Станок гидроабразивной резки работает по следующей схеме.
- Вода и абразив, в основном мелкий песок, подаются из специального резервуара в смеситель.
- После смешивания вода и абразив транспортируются к соплу машины.
- Форсунка создает тонкую струю водно-абразивной смеси, которая под высоким давлением подается в зону резания.
Технология, реализованная в рамках такой системы, не только позволяет осуществлять резку быстро и качественно, но и значительно экономит на расходных материалах, самым дорогим из которых является обычный песок. Следует отметить, что скорость абразивной гидроабразивной резки сопоставима с плазменной технологией, а качество получаемого реза — с лазерной.
Следует отметить, что скорость абразивной гидроабразивной резки сопоставима с плазменной технологией, а качество получаемого реза — с лазерной.
ДАННАЯ ТЕХНОЛОГИЯ РЕЗКИ ПОЗВОЛЯЕТ ОБРАБАТЫВАТЬ РАЗЛИЧНЫЕ МАТЕРИЛЫ:
- труднообрабатываемые материалы
- материалы, засоряющие режущий инструмент
- мрамор, гранит, стекло, керамику, алмаз
- резину, пенные материалы, кожу, дерево
- композиционные материалы, материалы в пакете
- все виды стали, включая нержавеющую
- пищевую продукцию
- бумагу
Преимущества гидроабразивной резки
- Толщина реза металла от 0,5 мм
- Широкий спектр обрабатываемых материалов и поверхностей
- Материал режется без воздействия высоких температур, что позволяет вырезать сложные детали
- Очень экономичный раскрой
- Начать резку материала можно в любой его точке
- Взрывобезопасные и пожаробезопасный способ резки
Гидроабразивная резка зеркал
При традиционном подходе к раскрою стекла материал сначала режется, потом подвергается шлифовке и полировке. При гидроабразивной резке зеркал достаточно лишь одного этапа: получаемый рез с высокой точностью повторяет эскиз и не требует дальнейшей обработки. Таким образом получаются детали любой степени сложности: плавные контуры, резкие углы, любая конструкция. Для этой цели станки оборудованы удобным и надежным программным обеспечением.
При гидроабразивной резке зеркал достаточно лишь одного этапа: получаемый рез с высокой точностью повторяет эскиз и не требует дальнейшей обработки. Таким образом получаются детали любой степени сложности: плавные контуры, резкие углы, любая конструкция. Для этой цели станки оборудованы удобным и надежным программным обеспечением.
Гидроабразивная резка камня
Камень — один из самых прочных и сложных в обработке материалов. Станки для гидроабразивной резки камня позволяют работать с крупногабаритными элементами сложной конфигурации. С высокой скоростью подавая под давлением воду с абразивным материалом, камень разрезается под любым углом. В результате получается тонкий рез, не требующий дальнейшей обработки. Высококачественные станки для резки могут использоваться для обработки керамогранита, искусственного и натурального камня. Для работы с любым материалом оборудование оснащено высокоточным, надежным и удобным ПО.
Гидроабразивная резка металла
Данный метод позволяет обрабатывать и различные металлы: алюминий, медь, олово, титан, сталь (в том числе легированную) и т.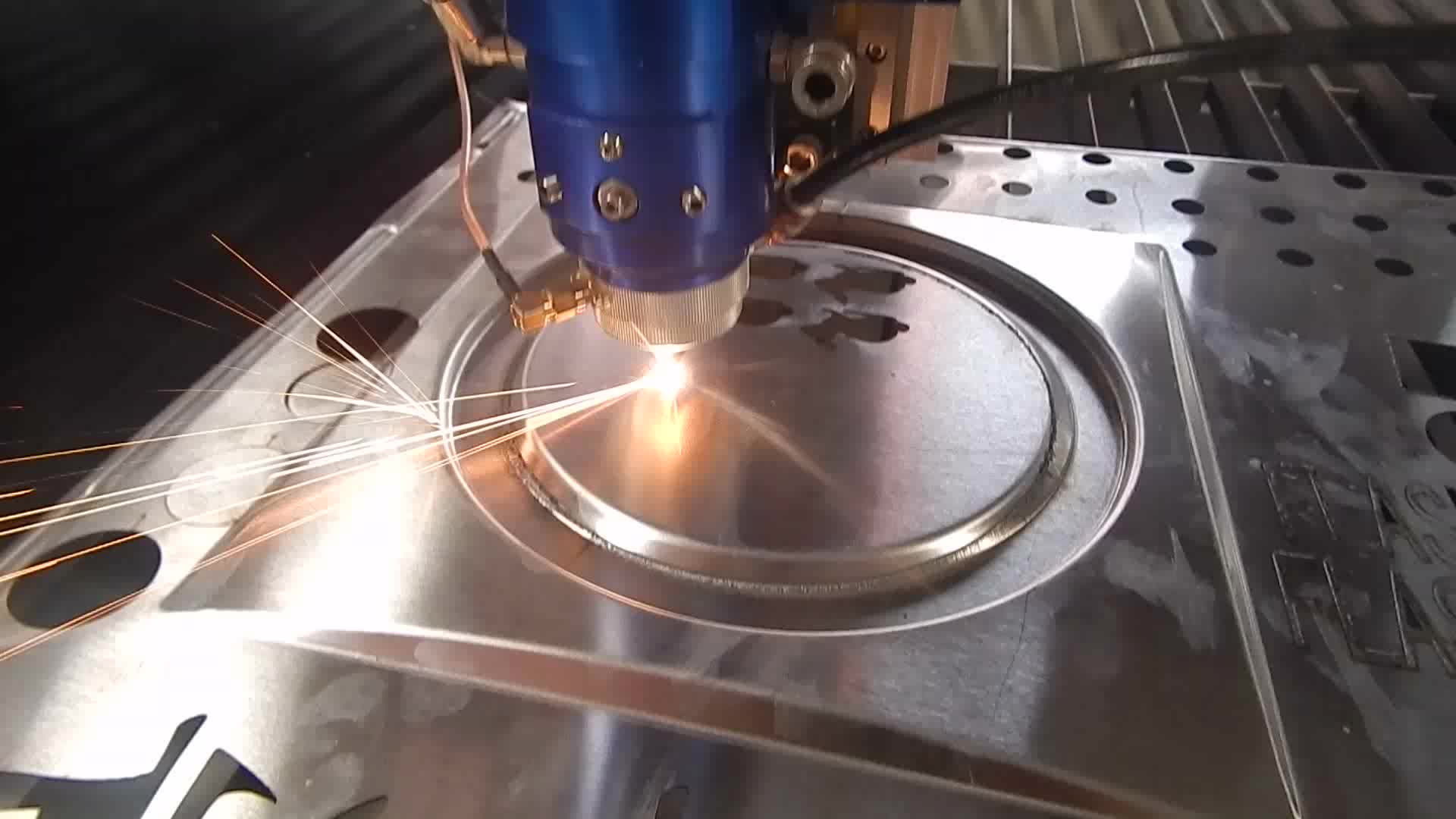 д. При этом получается ровный, тонкий рез, без деформации в кромочной и прилегающих областях. Кроме того, резка металла может производится в единичном и пакетном вариантах. В первом случае используются листы различной толщины, однако холостые проходы режущей головки снижают производительность станка. Во втором случае несколько тонких листов разрезаются вместе, что повышает производительность и не сказывается на качестве каждого отдельного листа стали.
д. При этом получается ровный, тонкий рез, без деформации в кромочной и прилегающих областях. Кроме того, резка металла может производится в единичном и пакетном вариантах. В первом случае используются листы различной толщины, однако холостые проходы режущей головки снижают производительность станка. Во втором случае несколько тонких листов разрезаются вместе, что повышает производительность и не сказывается на качестве каждого отдельного листа стали.
Способ отличает высокая технологичность и универсальность, создано и эксплуатируется оборудование для трехмерной резки, координатный стол с абразивным и водостойким покрытием. Оси Х и У являются программно-управляемыми (линейная и круговая интерполяция). Ось Z управляется вручную с панели управления. Точность позиционирования 0,1 мм. Стол позволяет помимо головки абразивной струи использовать и лазер.
ПРЕДЛАГАЕМ ВАМ:
- комплексные поставки оборудования с технологией ГАР
- гарантийный и послегарантийный сервис;
- поставки запасных частей и абразивных материалов
- технологические консультации
Особенности гидроабразивной резки зависят от типа, толщины материала, а также от требований, предъявляемых к конечному результату.
Оборудование для гидроабразивной резки:
Цех компании ТВиМ оснащен станками чешского производителя PTV, поэтому мы гарантируем высокое качество выполнения услуг резки.
1. Станок ЧПУ гидроабразивной резки PTV Cobra
- Повторная точность: +/- 0.03 мм
- Максимальная рабочая скорость: 20 000 мм/мин
- Максимальная скорость холостых переездов: 30 000 мм/мин
- Подъем оси Z: 500 — 700 мм
- Количество осей Z: 1 — 2
- Количество режущих головок: 1 — 4
- Макс. ширина портала: 4 м
- Точность позиционирования: +/- 0.04 мм/300 мм
- Макс. длина линейных направляющих: до 30 000 мм
2. Станок ЧПУ гидроабразивной резки PTV Precise Jet
Станок ЧПУ гидроабразивной резки PTV Precise Jet
- Линейная точность положения: +/- 0.01 мм/1 000 мм
- Повторная точность: +/- 0.007мм
- Максимальная рабочая скорость: 30 000 мм/мин
- Максимальная скорость холостых переездов: 90 000 мм/мин
- Подъем оси Z: 100 мм
- Количество осей Z: 1
- Количество режущих головок: 1
- Минимальная/максимальная длина портала: 2 000 мм
- Минимальная/максимальная длина линейных направляющих: 2 000 мм
3. Станок ЧПУ гидроабразивной резки PTV Smart Jet II — S
- Линейная точность положения: +/- 0.05 мм/300 мм
- Повторная точность: +/- 0.04 мм
- Максимальная рабочая скорость: 12 000 мм/мин
- Максимальная скорость холостых переездов: 30 000 мм/мин
- Подъем оси Z: 200 мм
- Количество осей Z: 1 — 2
- Количество режущих головок: 1 — 2
- Минимальная/максимальная длина портала: 2 500 мм
- Минимальная/максимальная длина линейных направляющих: 1 000/10 000 мм
Примеры работ гидроабразивной резки
Цена на услуги гидроабразивной резки нержавеющей и черной стали
Цены не являются публичной офертой. Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
| Толщина металла, мм | Нержавеющая сталь | Черная сталь | ||||
| Грубый рез RZ120 | Средний рез RZ60 | Качественный рез RZ20 | Грубый рез RZ120 | Средний рез RZ60 | Качественный рез RZ20 | |
| 2 | 69,90 руб | 91,40 руб | 119,13 руб | 69,51 руб | 90,95 руб | 118,64 руб |
| 3 | 80,74 руб | 110,89 руб | 154,52 руб | 80,24 руб | 110,23 руб | 153,69 руб |
| 5 | 95,58 руб | 140,92 руб | 219,80 руб | 94,85 руб | 139,85 руб | 218,14 руб |
| 8 | 180,65 руб | 266,38 руб | 415,53 руб | 179,27 руб | 264,36 руб | 412,24 руб |
| 10 | 244,71 руб | 360,80 руб | 563,06 руб | 242,89 руб | 358,07 руб | 558,82 руб |
| 12 | 313,79 руб | 462,87 руб | 721,58 руб | 311,53 руб | 459,19 руб | 716,61 руб |
| 16 | 465,76 руб | 686,35 руб | 1 070,49 руб | 462,05 руб | 680,97 руб | 1 061,75 руб |
| 18 | 547,56 руб | 807,86 руб | 1 259,71 руб | 543,63 руб | 801,63 руб | 1 250,63 руб |
| 20 | 633,69 руб | 934,04 руб | 1 457,30 руб | 629,08 руб | 927,37 руб | 1 445,17 руб |
| 25 | 864,23 руб | 1 275,14 руб | 1 985,72 руб | 857,09 руб | 1 265,85 руб | 1 970,68 руб |
| 30 | 1 116,44 руб | 1 646,40 руб | 2 562,86 руб | 1 106,92 руб | 1 630,90 руб | 2 550,29 руб |
| 40 | 1 678,26 руб | 2 477,44 руб | 3 853,77 руб | 1 667,50 руб | 2 454,05 руб | 3 825,45 руб |
| 50 | 2 322,59 руб | 3 422,77 руб | 5 308,77 руб | 2 302,03 руб | 3 400,40 руб | 5 308,77 руб |
| 60 | 3 024,76 руб | 4 485,00 руб | 6 936,80 руб | 3 007,29 руб | 4 446,68 руб | 6 936,80 руб |
| 70 | 3 825,45 руб | 5 655,00 руб | 8 817,97 руб | 3 797,52 руб | 5 594,19 руб | 8 671,00 руб |
| 80 | 4 687,02 руб | 6 936,80 руб | 10 838,75 руб | 4 645,19 руб | 6 845,53 руб | 10 617,54 руб |
| 90 | 5 594,19 руб | 8 258,09 руб | 13 006,50 руб | 5 594,19 руб | 8 258,09 руб | 12 689,27 руб |
| 100 | 6 670,00 руб | 9 816,22 руб | 15 301,75 руб | 6 585,57 руб | 9 634,46 руб | 15 301,75 руб |
Цены на гидроабразивную резку латуни
Цены не являются публичной офертой. Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
| Толщина | Стоимость гидроабразивной резки латуни за метр | ||
| Грубый рез RZ120 | Средний рез RZ60 | Качественный рез RZ20 | |
| 2 мм | 55,86 руб | 74,75 руб | 100,45 руб |
| 3 мм | 62,58 руб | 87,30 руб | 124,49 руб |
| 5 мм | 71,14 руб | 104,90 руб | 163,66 руб |
| 8 мм | 91,04 руб | 134,23 руб | 209,37 руб |
| 10 мм | 134,47 руб | 198,28 руб | 309,32 руб |
| 12 мм | 182,16 руб | 268,58 руб | 418,89 руб |
| 16 мм | 233,61 руб | 344,31 руб | 537,45 руб |
| 18 мм | 346,62 руб | 511,06 руб | 796,72 руб |
| 20 мм | 407,72 руб | 600,76 руб | 937,40 руб |
| 25 мм | 471,68 руб | 695,54 руб | 1 083,88 руб |
| 30 мм | 643,10 руб | 947,65 руб | 1 478,01 руб |
| 40 мм | 831,09 руб | 1 224,15 руб | 1 912,72 руб |
| 50 мм | 1 250,63 руб | 1 844,88 руб | 2 874,37 руб |
| 60 мм | 1 728,43 руб | 2 550,29 руб | 3 971,45 руб |
| 70 мм | 2 252,20 руб | 3 334,99 руб | 5 202,60 руб |
| 80 мм | 2 842,94 руб | 4 195,65 руб | 6 503,25 руб |
| 90 мм | 3 491,68 руб | 5 151,09 руб | 8 004,00 руб |
| 100 мм | 4 195,65 руб | 6 193,29 руб | 9 634,46 руб |
Цены на гидроабразивную резку титана
Цены не являются публичной офертой. Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
| Толщина | Стоимость гидроабразивной резки титана | ||
| Грубый рез RZ120 | Средний рез RZ60 | Качественный рез RZ20 | |
| 2 мм | 79,94 руб | 104,59 руб | 136,43 руб |
| 3 мм | 92,27 руб | 126,76 руб | 176,74 руб |
| 5 мм | 109,08 руб | 160,83 руб | 250,86 руб |
| 8 мм | 206,16 руб | 304,01 руб | 474,08 руб |
| 10 мм | 279,33 руб | 411,78 руб | 642,64 руб |
| 12 мм | 358,26 руб | 528,06 руб | 824,10 руб |
| 16 мм | 531,35 руб | 783,11 руб | 1 221,01 руб |
| 18 мм | 625,18 руб | 921,88 руб | 1 438,22 руб |
| 20 мм | 723,45 руб | 1 066,47 руб | 1 661,95 руб |
| 25 мм | 985,65 руб | 1 455,73 руб | 2 266,29 руб |
| 30 мм | 1 272,96 руб | 1 875,54 руб | 2 932,83 руб |
| 40 мм | 1 917,62 руб | 2 822,16 руб | 4 399,26 руб |
| 50 мм | 2 647,33 руб | 3 910,46 руб | 6 105,09 руб |
| 60 мм | 3 458,38 руб | 5 113,68 руб | 7 977,32 руб |
| 70 мм | 4 367,15 руб | 6 433,31 руб | 9 971,65 руб |
| 80 мм | 5 341,96 руб | 7 872,36 руб | 12 210,17 руб |
| 90 мм | 6 433,31 руб | 9 496,81 руб | 14 592,67 руб |
| 100 мм | 7 573,40 руб | 11 079,62 руб | 17 597,02 руб |
Цены на гидроабразивную резку алюминия
Цены не являются публичной офертой.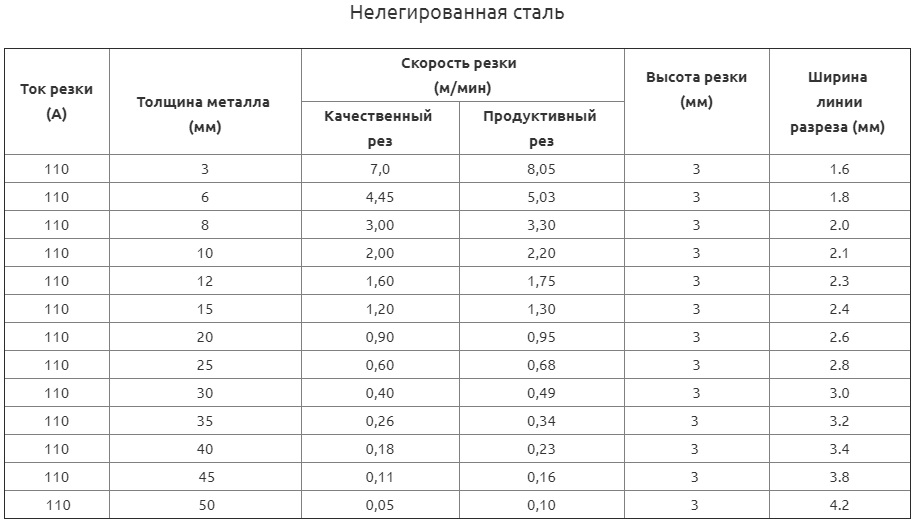 Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
| Толщина | Стоимость гидроабразивной резки алюминия за метр | ||
| Грубый рез RZ120 | Средний рез RZ60 | Качественный рез RZ20 | |
| 2 мм | 24,83 руб | 35,89 руб | 55,54 руб |
| 3 мм | 24,47 руб | 38,56 руб | 62,18 руб |
| 5 мм | 30,71 руб | 45,27 руб | 70,62 руб |
| 8 мм | 58,03 руб | 85,57 руб | 133,47 руб |
| 10 мм | 78,61 руб | 115,90 руб | 180,83 руб |
| 12 мм | 100,83 руб | 148,66 руб | 231,84 руб |
| 16 мм | 149,59 руб | 220,53 руб | 344,08 руб |
| 18 мм | 175,94 руб | 259,48 руб | 404,56 руб |
| 20 мм | 203,55 руб | 300,04 руб | 468,29 руб |
| 25 мм | 277,62 руб | 409,33 руб | 638,35 руб |
| 30 мм | 358,55 руб | 528,71 руб | 824,51 руб |
| 40 мм | 539,68 руб | 795,51 руб | 1 241,67 руб |
| 50 мм | 744,29 руб | 1 097,60 руб | 1 711,39 руб |
| 60 мм | 974,27 руб | 1 437,18 руб | 2 242,50 руб |
| 70 мм | 1 227,03 руб | 1 806,47 руб | 2 827,50 руб |
| 80 мм | 1 503,63 руб | 2 213,87 руб | 3 468,40 руб |
| 90 мм | 1 806,47 руб | 2 668,00 руб | 4 162,08 руб |
| 100 мм | 2 132,21 руб | 3 153,09 руб | 4 908,12 руб |
Цены на гидроабразивную резку меди
Цены не являются публичной офертой. Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
Каждый заказ считается индивидуально по предоставленным клиентом чертежам или эскизам. [email protected], +7-343-289-13-80
| Толщина | Стоимость гидроабразивной резки меди за метр | ||
| Грубый рез RZ120 | Средний рез RZ60 | Качественный рез RZ20 | |
| 2 мм | 55,86 руб | 74,75 руб | 100,45 руб |
| 3 мм | 62,58 руб | 87,30 руб | 124,49 руб |
| 5 мм | 71,14 руб | 104,90 руб | 163,66 руб |
| 8 мм | 91,04 руб | 134,23 руб | 209,37 руб |
| 10 мм | 134,47 руб | 198,28 руб | 309,32 руб |
| 12 мм | 182,16 руб | 268,58 руб | 418,89 руб |
| 16 мм | 233,61 руб | 344,31 руб | 537,45 руб |
| 18 мм | 346,62 руб | 511,06 руб | 796,72 руб |
| 20 мм | 407,72 руб | 600,76 руб | 937,40 руб |
| 25 мм | 471,68 руб | 695,54 руб | 1 083,88 руб |
| 30 мм | 643,10 руб | 947,65 руб | 1 478,01 руб |
| 40 мм | 831,09 руб | 1 224,15 руб | 1 912,72 руб |
| 50 мм | 1 250,63 руб | 1 844,88 руб | 2 874,37 руб |
| 60 мм | 1 728,43 руб | 2 550,29 руб | 3 971,45 руб |
| 70 мм | 2 252,20 руб | 3 334,99 руб | 5 202,60 руб |
| 80 мм | 2 842,94 руб | 4 195,65 руб | 6 503,25 руб |
| 90 мм | 3 491,68 руб | 5 151,09 руб | 8 004,00 руб |
| 100 мм | 4 195,65 руб | 6 193,29 руб | 9 634,46 руб |
преимуществ технологии гидроабразивной резки — Flow Waterjet
Технология гидроабразивной резки является одним из наиболее быстро развивающихся основных процессов станкостроения в мире благодаря своей универсальности и простоте эксплуатации. Добавление возможностей гидроабразивной резки в вашу мастерскую дает множество преимуществ.
Добавление возможностей гидроабразивной резки в вашу мастерскую дает множество преимуществ.
Универсальность — наш главный актив
Гидроабразивная резка материала толщиной от 1/16 дюйма до более 10 дюймов в больших или малых объемах. Независимо от того, режете ли вы одно и то же каждый день или меняете материалы в соответствии с требованиями заказчика, гидроабразивная резка Flow выполнит вашу работу.
Расскажите нам о своем приложении
Металлы
Композиты
Камень и плитка
Продукты питания
Стекло
Бумага
Штабелирование
Толстый
Точность
Фаски
Гидроабразивная резка — идеальный станок для любой области применения.
 Почему? Помимо максимальной универсальности, гидроабразивная резка имеет три основных преимущества.
Почему? Помимо максимальной универсальности, гидроабразивная резка имеет три основных преимущества.
Процесс холодной резки
Это означает, что разрезаемый материал не подвергается воздействию тепла или напряжения.
Гладкая гладкая кромка
Это означает, что вы можете снимать деталь прямо со стола для резки, дополнительная обработка не требуется.
Минимальный пропил
Минимальный пропил и высокая точность в сочетании с возможностью резать практически любой материал открывают больше возможностей.
Типичные отрасли промышленности, использующие технологию гидроабразивной резки:
- Аэрокосмическая промышленность
- Автомобилестроение
- Энергия
- Нефть и газ
- Сельское хозяйство
- Архитектура
- Транспорт
- Художественный
Сделайте это проще с гидроабразивной струей
Гидроабразивная резка Flow позволяет легко резать различные материалы. Установка и фиксация выполняются всего за несколько минут. Независимо от формы, размеров или материала, наше простое в использовании программное обеспечение упрощает работу. Благодаря гидроабразивной резке вы можете рассчитывать на повышенную производительность, быструю резку и высокое качество деталей.
Установка и фиксация выполняются всего за несколько минут. Независимо от формы, размеров или материала, наше простое в использовании программное обеспечение упрощает работу. Благодаря гидроабразивной резке вы можете рассчитывать на повышенную производительность, быструю резку и высокое качество деталей.
Работа внутри компании
Верните контроль и убедитесь, что вы получаете детали самого высокого качества с возможностью выполнить любую работу самостоятельно.
Разрезать любой материал
Благодаря технологии гидроабразивной резки ваша мастерская получает преимущество в непревзойденной универсальности.
Упростите процесс
Гидроабразивная резка обеспечивает быстрое выполнение заданий благодаря чрезвычайно быстрому программированию и настройке машины.
Программный пакет FlowXpert
Точность
Точная гидроабразивная резка начинается со стабильности стола и заканчивается контролем потока гидроабразивной резки.

Гидроабразивная резка Flow может изготавливать детали с очень жесткими допусками, некоторые системы могут создавать детали с допуском до 0,001 дюйма (0,025 мм). Для гидроабразивной резки типичные допуски деталей находятся в диапазоне от 0,003 дюйма до 0,005 дюйма дюйма. материалы толщиной более 1 дюйма, станки будут производить детали толщиной от +/- 0,005 до 0,100 дюйма (от 0,12 до 2,5 мм)9.0003
Допуски сильно различаются в зависимости от производителя из-за различий в технологиях, таких как управление, а также в конструкции машин.
Зеленые преимущества
Гидроабразивная резка — это процесс холодной резки, при котором исключается деформация шлака и отходы окалины — неблагоприятные эффекты, характерные для процессов плазменной и лазерной резки. Кроме того, как гранат, используемый при абразивной резке, так и вода подлежат вторичной переработке.
Все, что вам нужно знать о точности гидроабразивной резки для прецизионной резки
Автор: Southern Fabricating Machinery Sales | Опубликовано: 16 октября 2018 г.
Производство машин
Во многих механических цехах точность процесса может иметь жизненно важное значение для обеспечения функциональности готовой детали или продукта. Например, производители, поставляющие детали для аэрокосмических компаний, часто должны соблюдать допуски деталей с точностью до +/- 0,005 дюйма, чтобы избежать фатального дефекта в самолете. Если такие допуски не соблюдаются, то деталь придется забраковать, а если производитель не может последовательно соблюдать допуски на деталь, то его клиентам придется искать высокоточные детали в другом месте.
Таким образом, чтобы сохранить клиентов и увеличить доходы, многие механические мастерские должны найти наиболее точные методы резки и формовки деталей. Имея это в виду, многие механические мастерские рассматривают многочисленные процессы резки, такие как лазеры, штамповки с ЧПУ, плазменные горелки и гидроабразивная резка.
Насколько точна гидроабразивная резка? И что влияет на точность гидроабразивной резки? Вот что вам нужно знать о точности гидроабразивной резки для производственных цехов.
Какова базовая точность процесса гидроабразивной резки?
Условно говоря, процесс гидроабразивной резки отличается высокой точностью. Как только начинается резка (это означает, что начальное сквозное отверстие готово), станок для гидроабразивной резки может обеспечить постоянство допуска деталей +/- 0,001 дюйма. Это делает процесс гидроабразивной резки очень желательным для резки точных деталей. Однако есть несколько различных факторов, которые могут повлиять на точность резки, выполненной с помощью гидроабразивной машины.
Толщина заготовки и точность гидроабразивной резки
Чем толще заготовка, тем труднее ее точно разрезать на станке гидроабразивной резки. Для материалов толще дюйма точность гидроабразивной резки обычно падает до 0,1 дюйма — значительное снижение. Частично это связано с тем, что для точной резки гидроабразивной струей сначала необходимо просверлить отверстие в заготовке.
Первоначальное отверстие, сделанное на станке для гидроабразивной резки, часто имеет несколько неправильную форму. Чем толще заготовка, тем более неравномерным будет отверстие из-за дополнительной работы, связанной с выполнением этого начального разреза. Однако после разрезания остальная часть линии разреза должна быть невероятно точной. Из-за этого некоторые производители могут заметить небольшую деформацию заготовки рядом с началом и концом разреза, при этом остальная часть разреза практически идеальна.
Чем толще заготовка, тем более неравномерным будет отверстие из-за дополнительной работы, связанной с выполнением этого начального разреза. Однако после разрезания остальная часть линии разреза должна быть невероятно точной. Из-за этого некоторые производители могут заметить небольшую деформацию заготовки рядом с началом и концом разреза, при этом остальная часть разреза практически идеальна.
Одна из идей повышения точности гидроабразивной резки более толстых заготовок состоит в том, чтобы предварительно просверлить пилотные отверстия в заготовке с помощью электроэрозионной обработки (EDM) или других методов резки, а затем переключиться на гидроабразивную резку. Однако это увеличивает сложность производства, и может быть лучше использовать другой процесс резки, такой как лазерная резка или штамповка с ЧПУ, если только необходимый тип резки не требует минимальной зоны термического влияния (ЗТВ) или если рез невозможен. с ЧПУ-пуансоном.
Элементы управления и точность деталей при гидроабразивной резке
Система управления станка для гидроабразивной резки играет важную роль в определении точности станка.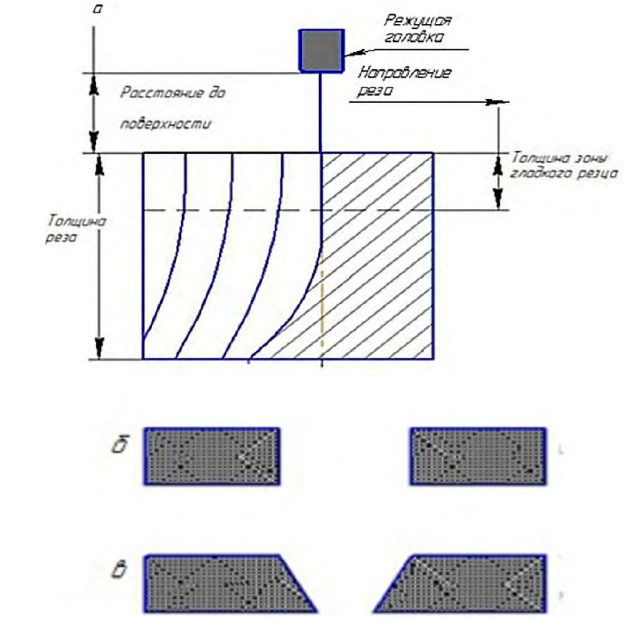 Более точный контроллер, естественно, приведет к более точной и регулярной резке. Однако из-за широкого круга производителей и проблем технического обслуживания машин, влияющих на точность контроллера, может быть трудно делать общие выводы о точности конкретных контроллеров.
Более точный контроллер, естественно, приведет к более точной и регулярной резке. Однако из-за широкого круга производителей и проблем технического обслуживания машин, влияющих на точность контроллера, может быть трудно делать общие выводы о точности конкретных контроллеров.
Некоторые станки для гидроабразивной резки имеют пятую ось движения, что позволяет станку выполнять резку под углом в различных заготовках. Это может значительно увеличить сложность деталей, которые можно изготовить с помощью процесса гидроабразивной резки.
Гидроабразивная резка и допуски деталей
Одним из факторов, о котором легко забыть, рассматривая точность станка для гидроабразивной резки по сравнению с другими высокоточными методами резки (такими как лазерная резка), является выделение тепла при резке. процесс. Лазеры часто рассматриваются как альтернатива гидроабразивной резке из-за их сверхточных методов резки и способности оставлять гладкие края.
Однако, в отличие от гидроабразивной резки, лазеры передают огромное количество тепла заготовке при ее резке. Это приводит к большой ЗТВ, которая выходит за пределы места разреза, потенциально влияя на физические свойства заготовки, как если бы она подвергалась термической обработке. Это может негативно сказаться на конечном продукте.
Это приводит к большой ЗТВ, которая выходит за пределы места разреза, потенциально влияя на физические свойства заготовки, как если бы она подвергалась термической обработке. Это может негативно сказаться на конечном продукте.
Поскольку гидроабразивная резка не передает столько тепловой энергии, она идеально подходит для избежания проблем, связанных с ЗТВ. Если такие проблемы связаны с обеспечением того, чтобы заготовка соответствовала допускам на ее детали, то гидроабразивная резка была бы идеальным решением для резки деталей.
Точность гидроабразивной резки и травление/частичная резка
Одним из недостатков гидроабразивной резки по сравнению с электроэрозионной резкой или штамповкой с ЧПУ является то, что она не очень точна при резке на определенную глубину. Для достижения максимально возможной точности станок для гидроабразивной резки должен прорезать заготовку насквозь. Кроме того, может быть сложно контролировать синхронизацию движения станка для гидроабразивной резки для достижения постоянной глубины гравировки.
