Токарно расточные станки: Координатно-расточные станки купить по выгодной цене с доставкой в Москве, по всей России и СНГ
Содержание
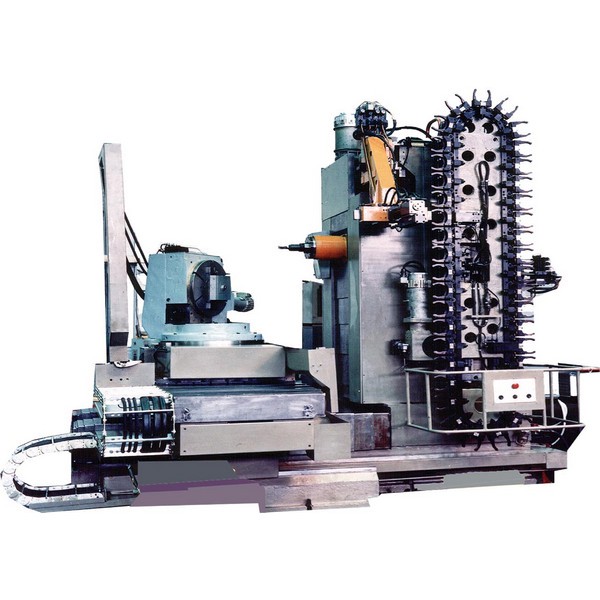
Одностоечный вертикальный координатно-расточной станок 2А450АФ10
Главная / Станки по металлу / Расточные и сверлильные станки / Координатно-расточные станки / Координатно-расточной станок 2А450АФ10
Цена: по запросу
Одностоечный вертикальный координатно-расточной станок 2А450АФ10 предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
Наряду с расточкой на станке 2А450АФ10 могут выполняться сверление, чистовое фрезерование, разметка и контроль линейных размеров, в частности межцентровых расстояний.
Применяя поворотные столы можно производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2А450АФ10 предназначен для работы в инструментальных и механических цехах для точной обработки деталей без специальной оснастки.
На станке установлена электронная отсчетно-измерительная система типа «Цифровая индикация», программируемый контроллер, частотные привода подач и главного движения в комплекте с асинхронными двигателями. Зажим стола и салазок (координаты Х и У) осуществляется от электродвигателя. Зажим гильзы (координата Z) и шпиндельной бабки осуществляется вручную.
Зажим стола и салазок (координаты Х и У) осуществляется от электродвигателя. Зажим гильзы (координата Z) и шпиндельной бабки осуществляется вручную.
Наше предложение лучшее в Москве. Узнать цену на 20.03.2023
Я согласен на обработку персональных данных
- Технические характеристики
- Фото / Видео
| Параметры | Значения |
|---|---|
| Модель | 2А450АФ10 |
| Класс точности станка | А |
| Размеры рабочей поверхности стола, мм | |
| Длина х ширина | 1100 х 630 |
| Наибольшее перемещение стола, мм | |
| продольное | 1000 |
| поперечное | 630 |
| Число Т-образных пазов | 7 |
| Расстояние между пазами, мм | 80 |
| Ширина паза, мм | 14 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | |
| Наибольшее — наименьшее | 750 — 250 |
| Наибольший ход гильзы шпинделя, мм | 250 |
| Вылет шпинделя, мм | 710 |
| Конус шпинделя | спец 5 град. |
| Пределы частоты вращения шпинделя, об/мин | 50…2000 |
| Число скоростей шпинделя | 33 |
| Скорость рабочего перемещения стола, мм/мин | 16…315 |
| Допустимый вес обрабатываемого изделия, кг | 600 |
| Величина ускоренного перемещения стола и салазок, мм/мин | 1200 |
| Мощность привода главного движения, кВт | 4 |
| Наибольший диаметр сверления по стали, мм | 30 |
| Наибольший диаметр расточки, мм | 250 |
| Дискретность отсчета координат по осям X, У,мм | 0,001 |
| Тип устройства УЦИ | 2-х координатное |
| Тип датчиков по осям Х,У. | фотоэлектрические |
| Габаритные размеры станка, мм | |
| Длина х ширина х высота | 2560 х 2330 х 2710 |
| Масса станка (без инструмента и принадлежностей), кг | 7300 |
| Параметры | Значения |
|---|---|
| Модель | 2А450АФ10 |
| Класс точности станка | А |
| Размеры рабочей поверхности стола, мм | |
| Длина х ширина | 1100 х 630 |
| Наибольшее перемещение стола, мм | |
| продольное | 1000 |
| поперечное | 630 |
| Число Т-образных пазов | 7 |
| Расстояние между пазами, мм | 80 |
| Ширина паза, мм | 14 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | |
| Наибольшее — наименьшее | 750 — 250 |
| Наибольший ход гильзы шпинделя, мм | 250 |
| Вылет шпинделя, мм | 710 |
| Конус шпинделя | спец 5 град. |
| Пределы частоты вращения шпинделя, об/мин | 50…2000 |
| Число скоростей шпинделя | 33 |
| Скорость рабочего перемещения стола, мм/мин | 16…315 |
| Допустимый вес обрабатываемого изделия, кг | 600 |
| Величина ускоренного перемещения стола и салазок, мм/мин | 1200 |
| Мощность привода главного движения, кВт | 4 |
| Наибольший диаметр сверления по стали, мм | 30 |
| Наибольший диаметр расточки, мм | 250 |
| Дискретность отсчета координат по осям X, У,мм | 0,001 |
| Тип устройства УЦИ | 2-х координатное |
| Тип датчиков по осям Х,У. | фотоэлектрические |
| Габаритные размеры станка, мм | |
| Длина х ширина х высота | 2560 х 2330 х 2710 |
| Масса станка (без инструмента и принадлежностей), кг | 7300 |
Также посетители сайта смотрят
-
Координатно-расточной станок 2Е450АФ30 (ЧПУ NC230) -
Координатно-расточной станок 2А459А -
Координатно-расточной станок 2В440АФ10 -
Координатно-расточной станок вертикальный 2Д450АФ10
настольный токарный станок
токарный станок
купить пресс ножницы
сверлильные станки по металлу
токарные станки по металлу
шлифовальный станок
фрезерный станок с чпу
токарно-винторезные станки
станок отрезной
токарно-винторезный станок
ножницы гильотинные
сверлильно-фрезерный станок
резьбонарезной станок
фрезерный станок по металлу
листогибочный пресс
трубогибочный станок
сверлильно фрезерный станок
зубофрезерный станок
токарно-сверлильный станок
зубодолбежный станок
дисковый отрезной станок
координатно-расточной станок
круглошлифовальный станок
плоскошлифовальный станок
трубонарезной станок
гидравлические гильотинные ножницы
радиально-сверлильный станок
балансировочный станок
заточной станок
пресс-ножницы по металлу
точильно-шлифовальные станки
трубонарезные станки
прессы гидравлические
листогибочный пресс
горизонтально фрезерный станок
вертикально-фрезерный станок
сверлильно-фрезерный стано
отрезной станок по металлу
круглошлифовальные станки
плоскошлифовальные станки
токарно-винторезные станки
трубонарезные станки
консольно-фрезерные станки
вертикально-сверлильные станки
Координатно-расточной одностоечный вертикальный 2Е450АФ1 с УЦИ
Координатно-расточный станок мод. 2Е450АФ1 с устройством цифровой индикации предназначен для обработки отверстий в кондукторах, приспособлениях и деталях с точным расположением осей в прямоугольной системе координат.
2Е450АФ1 с устройством цифровой индикации предназначен для обработки отверстий в кондукторах, приспособлениях и деталях с точным расположением осей в прямоугольной системе координат.
На станке, применяя поставляемые со станком принадлежности, можно производить:
• обработку наклонных взаимно перпендикулярных отверстий;
• торцевую обработку плоскостей, перпендикулярную оси расточки;
• обработку отверстий с расположением осей в полярной системе координат.
Точная измерительная система позволяет производить разметку шаблонов, проверку линейных размеров и контроль межосевых расстояний, т.е., использовать станок в качестве измерительной машины. При технологической необходимости, на станке возможно производить сверление отверстий диаметром до 30 мм. Станок выгодно применять при обработке деталей с большим числом отверстий, при обработке часто повторяющихся деталей (или партиях деталей), а также во всех случаях, когда время, затрачиваемое на установку координат, сравнительно велики по сравнению с машинным временем.
Технические характеристики
|
Параметр
|
Значение
|
|
Рабочая поверхность стола (дл,шир.), мм
|
1120 х 630
|
|
Наибольшее перемещение стола продольное
|
1000
|
|
Наибольшее перемещение стола поперечное
|
630
|
|
Вылет шпинделя (расстояние от стойки до оси шпинделя),мм
|
700
|
|
Конус отверстия шпинделя (специальный)
|
45 (7 : 24)
|
|
Пределы частоты вращения шпинделя Min об/мин
|
6,3
|
|
Пределы частоты вращения шпинделя Max об/мин
|
35-2000
|
|
Наибольший диаметр сверления в стали, мм
|
30
|
|
Наибольший диаметр растачивания, мм
|
250
|
|
Пределы подач шпинделя мм/об
|
1,2-400
|
|
Число скоростей шпинделя
|
24
|
|
Ускоренный ход шпинделя, стола, салазок, мм/мин
|
1500
|
|
Пределы рабочих подач стола, салазок, шпинделя.
|
2,5-1000
|
|
Допускаемая масса обрабатываемого изделия. кг
|
600
|
|
Наибольший диаметр расточки, мм
|
250
|
|
Наибольший диаметр сверления, мм
|
30
|
|
Наибольшее усилие подачи по осям X Y Z, кг
|
1000
|
|
Наибольший крутящий момент на шпинделе, мм
|
300
|
|
Дискретность отсчета координат по осям X Y Z, мм
|
0.
|
|
Тип устройства ЦИ
|
TNC 145
|
|
Габаритные размеры станка, мм
|
3000х3500х2832
|
|
Масса станка. кг
|
8250
|
 мм/мин
мм/мин 001
001Что такое процесс растачивания и расточный станок: 3 различных способа растачивания
2020/02/12 15:57:49
Растачивание — это распространенный метод обработки, который можно использовать для исправления ошибок. В этом руководстве мы познакомим с процессом сверления и типами станков, которые он использует, а также с разницей между сверлением и сверлением. Как сверлить отверстия? 3 метода обработки для растачивания отверстий для справки.
Что такое процесс сверления?
Растачивание — это процесс механической обработки, в котором используется специально разработанный режущий инструмент, такой как сверло, для увеличения отверстия, уже имеющегося в детали, для повышения точности. Резка удаляет материал из внутренней части заготовки. Растачивание имеет широкий спектр применения, им можно обрабатывать отверстия разных размеров и разной степени точности. Для отверстий большого диаметра, высокой точности размеров и расположения расточка является чуть ли не единственным методом обработки. Растачивание на токарном станке можно выполнить, установив держатель и расточной инструментальный стержень с фрезой на стойке инструмента и вращая деталь.
Резка удаляет материал из внутренней части заготовки. Растачивание имеет широкий спектр применения, им можно обрабатывать отверстия разных размеров и разной степени точности. Для отверстий большого диаметра, высокой точности размеров и расположения расточка является чуть ли не единственным методом обработки. Растачивание на токарном станке можно выполнить, установив держатель и расточной инструментальный стержень с фрезой на стойке инструмента и вращая деталь.
Что такое сверлильный станок и типы сверлильных станков
Сверлильный станок — это оборудование, которое может производить более точные и гладкие отверстия за счет увеличения существующих отверстий, созданных сверлением или другими методами, он часто используется для обработки глубоких отверстий в заготовках маслом. цилиндр, цилиндр и гидравлический цилиндр или отверстие шпинделя, глухое отверстие и ступенчатое отверстие станка. В зависимости от обработки имеются три расточных станка:
— Горизонтально-расточные станки: просверливают отверстия шпинделем, расположенным параллельно рабочему столу.
— Вертикально-сверлильные станки: использует вращающуюся деталь, прикрепленную к горизонтальному столу, сверло может двигаться вверх или вниз.
— Линейно-расточные станки: расточная оправка поддерживается с обоих концов.
Разница между растачиванием и сверлением
1.Функция и назначение
Сверление предназначено для создания отверстия, а расточка выполняется для увеличения диаметра отверстия.
2.Последовательность обработки
Сверление следует выполнять после сверления.
3. Режущий инструмент
При сверлении используется сверло, а при расточке — расточная оправка. Кроме того, расточная оправка является одноточечной фрезой, а сверло основано на многоточечной.
4. Длина отверстия
Процесс сверления может увеличить осевую длину отверстия, в то время как расточка — нет.
5. Влияние стружки
Удаление стружки является проблемой при сверлении, из-за чего операция не может выполняться непрерывно, при растачивании этой проблемы не существует.
6. Точность, гладкость поверхности
Поверхность просверленных деталей шероховатая, а края отверстия могут быть шероховатыми, но при расточке можно получить точные размеры, высокую точность, жесткие допуски и гладкую поверхность.
7. Диаметр отверстия
Диаметр просверленного отверстия обычно такой же, как у сверла, поэтому можно создать конусное отверстие. При растачивании конические отверстия легко получить.
3 способа растачивания — Как растачивать отверстия
(1) Заготовка вращается, а фреза подается, как обычно на токарном станке. Центр отверстия после обработки согласуется с осью вращения обрабатываемой детали, круглость отверстия в первую очередь определяется точностью вращения шпинделя станка, а погрешность осевой геометрии отверстия в основном зависит от точности положения направление подачи инструмента относительно оси вращения заготовки. Этот метод растачивания подходит для обработки отверстий, требующих соосности с поверхностью внешнего круга.
(2) Режущий инструмент вращается и подает заготовку. Шпиндель сверлильного станка приводит во вращение сверлильный станок, а рабочий стол приводит в движение заготовку для подачи.
(3) Фреза вращается и подается. При применении этого процесса расточки изменяется длина вылета расточной оправки, а также изменяется напряжение деформации оправки. Диаметр отверстия рядом с коробкой шпинделя больше, а диаметр отверстия вдали от коробки шпинделя меньше, образуя конусное отверстие. Кроме того, с увеличением длины вылета борштанги увеличивается изгибающая деформация шпинделя, вызванная собственным весом, и ось обрабатываемого отверстия изгибается. Этот метод растачивания подходит только для обработки коротких отверстий.
Знания станкостроения — Растачивание (производство): тип станка, определение станка и станок для проходки тоннелей как при расточке ствола орудия или цилиндра двигателя.
Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Расточной станок, устройство для получения гладких и точных отверстий в заготовке путем расширения существующих отверстий с помощью отверстия, которое может иметь один режущий наконечник из стали, цементированного карбида или алмаза или может представлять собой небольшой шлифовальный круг. Однолезвийные инструменты, зажатые в расточной головке, прикрепленной к вращающемуся шпинделю, перемещаются по окружности к краям существующих отверстий. Диаметр отверстия, выметываемого инструментом, регулируется регулировкой расточной головки.
Фрезы шлифовальные имеют планетарное движение, быстро вращаясь вокруг своих осей, которые в свою очередь медленно вращаются вместе с расточной головкой вокруг оси шпинделя; диаметр отверстия регулируется путем регулировки расстояния между осью колеса и осью шпинделя. Шпиндели расточных станков могут вращаться вокруг вертикальной или горизонтальной оси.
Сверлильные станки, используемые в инструментальных мастерских, имеют один вертикальный шпиндель и рабочий стол, который можно перемещать горизонтально в двух направлениях, перпендикулярных друг другу, для точного расположения отверстий. На некоторых машинах ошибка интервала составляет менее 0,002 процента. На заводах массового производства распространены специальные расточные станки с несколькими шпинделями.
Расточной станок Тип
Существуют различные типы расточных станков. Расточная оправка может поддерживаться на обоих концах (что работает только в том случае, если существующее отверстие является сквозным) или на одном конце (что работает как для сквозных, так и для глухих отверстий). Lineboring (линейное сверление, линейное сверление) подразумевает первое. Обратное растачивание (обратное растачивание, обратное растачивание) — это процесс просверливания существующего отверстия и последующего растачивания на «тыльной» стороне заготовки (относительно передней бабки станка).
Из-за ограничений конструкции инструмента, налагаемых тем фактом, что заготовка в основном окружает инструмент, расточка по своей природе является несколько более сложной задачей, чем точение, с точки зрения меньшей жесткости держателя инструмента, требований к повышенному заднему углу (ограничение величины опоры, которая может быть приданной режущей кромке), и трудностью контроля получаемой поверхности (размер, форма, шероховатость поверхности). Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Станки бывшие в употреблении
Процесс растачивания может выполняться на различных станках, включая
- станки общего назначения или универсальные, такие как токарные станки (/токарные центры) или фрезерные станки (/обрабатывающие центры)
- станки, предназначенные для растачивания в качестве основной функции, такие как координатно-расточные станки и расточные станки или расточные станки, которые включают в себя вертикально-расточные станки (заготовка вращается вокруг вертикальной оси, в то время как расточная оправка/головка перемещается линейно; по сути, вертикальный токарный станок) и горизонтальные расточные станки (заготовка располагается на столе, а расточная оправка вращается вокруг горизонтальной оси; по сути, это специализированный горизонтально-фрезерный станок).

Туннелепроходческая машина
Туннелепроходческая машина (ТПМ), также известная как «крот», представляет собой машину, используемую для проходки туннелей с круглым поперечным сечением через различные слои почвы и горных пород. Их также можно использовать для микротоннелирования. Они могут быть спроектированы так, чтобы бурить что угодно, от твердой породы до песка. На сегодняшний день диаметр туннеля может варьироваться от одного метра (3,3 фута) (с микро-ТБМ) до 17,6 метра (58 футов). Туннели диаметром менее метра или около того обычно строятся с использованием методов бестраншейного строительства или горизонтально-направленного бурения, а не ТБМ. TBM также могут быть спроектированы для проходки тоннелей некруглой формы, включая U-образные или подковообразные, а также квадратные или прямоугольные тоннели.
Машины для проходки тоннелей используются в качестве альтернативы методам бурения и взрывных работ (D&B) в горных породах и традиционной ручной добыче полезных ископаемых в почве.