Токарно расточные станки: Расточные станки: устройство, принцип работы, виды
Содержание
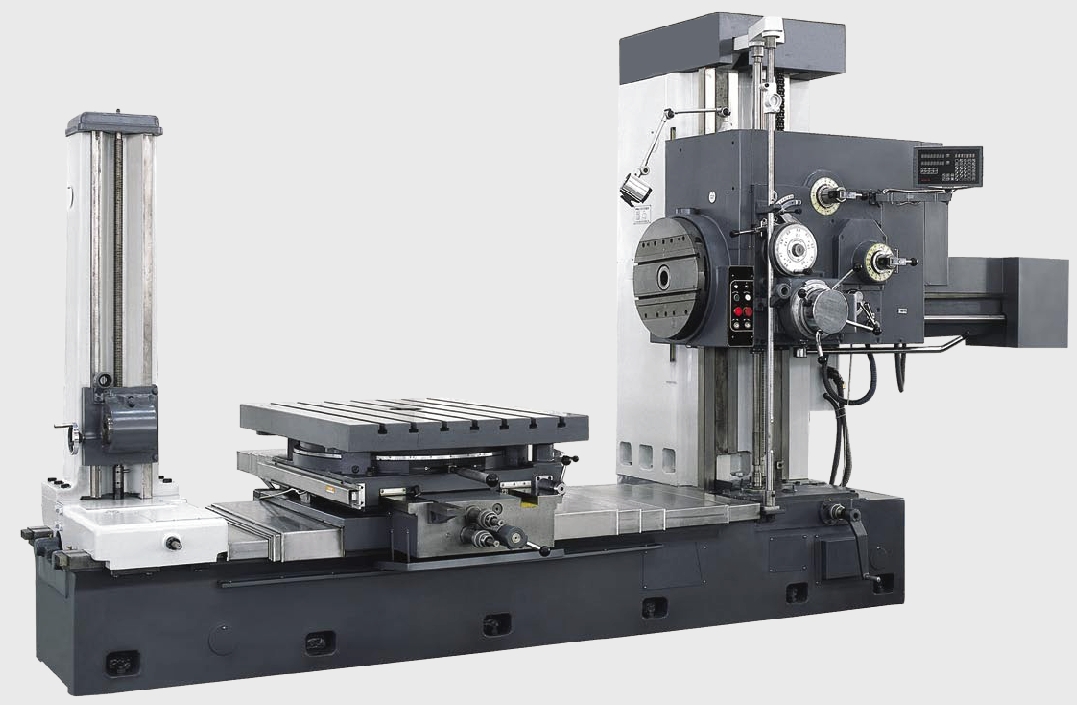
Токарно-расточной станок с ЧПУ WRF 130
Производитель: FERMAT GROUP A.S.(Чехия)
Горизонтально-расточной станок с ЧПУ WRF 130 – мощный и универсальный горизонтально-расточной станок. Применяется для точной и эффективной обработки крупногабаритных, тяжелых заготовок из стали, литой стали и чугуна.
Оборудование возможно дооснастить большим количеством технических приспособлений, которые значительно повышают функциональность станков: горизонтально и вертикально подвижной кабиной оператора, магазином инструмента, фрезерными головками, планшайбами и др.
Заготовка может быть закреплена как на поворотном столе, так и на плитном настиле.
Особенности конструкции:
- Диаметр шпинделя 130 мм;
- выдвижение шпинделя 800 мм;
- выдвижение ползуна 1000 мм;
- заготовка закрепляется на поворотном столе или на напольных зажимных плитах;
- поворотный стол может иметь линейное перемещение;
- Вертикальное перемещение шпиндельной бабки по оси Y до 6 000 мм
- Может быть оснащен как ручными, так и полностью автоматическими фрезерными головками и планшайбами, а так же большим количеством дополнительных аксессуаров.


Технические характеристики:
Технические характеристики | Ед. изм | WRF 130 |
Диаметр шпинделя | мм | 130 |
Конус шпинделя | ISO 50 / BT 50 / CAT 50 / опция — BIG+ | |
Макс. скорость вращения шпинделя | Об/мин | 3000 |
Размер торца шпиндельной бабки | мм | 430х425 |
Мощность главного двигателя SIEMENS S1/S6 | кВт | 41 / 61,5; 53/77,9 |
Макс. крутящий момент SIEMENS S1/S6 | Нм | 2099 / 3149; 2713 / 3989 |
Мощность главного двигателя FANUC S1/S3 | кВт | 37 / 45; 53 / 62 |
Максимальный крутящий момент FANUC S1/S3 | Нм | 2362 / 2873; 2713 / 3989 |
Перемещение колонны по оси X | мм | 1800 — 27500 |
Перемещение шпиндельной бабки по оси Y | мм | 2500 / 3000 / 3500 / 4000 / 4500 / 5000 / 5500 / 6000 |
Выдвижение шпинделя по оси W | мм | 800 |
Выдвижение ползуна по оси Z | мм | 1000 |
Быстрый ход по осям X, Y | мм/мин | 20000, 15000 |
Быстрый ход по осям Z, W | мм/мин | 10000, 8000 |
Поворотный стол — опция | ||
Макс. | кг | T25 — 25000 / T40 — 40000 / T50 — 50000 / T60 — 60000 / T80 — 80000 / T100 — 100000 |
Размер зажимной поверхности стола | мм | 2000 x 2000; 2000 x 2500; 2500 x 2500; 2500 x 3000; 3000 x 3000; 3000 x 3500; 3500 x 3500; 3000 x 4000; 4000 x 4000 |
 грузоподъемность стола
грузоподъемность столавиды, технические характеристики и область применения
Для того чтобы просверлить отверстия в детали с точным размещением осей, необязательно требуется сверлильный станок. Выполнить сверление, а также некоторые фрезерные работы можно при помощи одного только расточного станка.
Что это за станок и для чего он нужен?
Расточные станки относятся к группе сверлильных металлорежущих станков и предназначаются для обработки крупных корпусных деталей, которые нельзя обрабатывать иным способом. Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих аппаратах можно выполнять:
- растачивание;
- зенкерование;
- центрирование отверстий;
- нарезание резьбы;
- обтачивание и подрезание торцов.

Кроме того, расточной станок может пригодиться для точного измерения и разметки линейных размеров заготовки. Например, можно быстро отмерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приборов и приспособлений.
Виды расточных станков
Всего есть два основных вида станков:
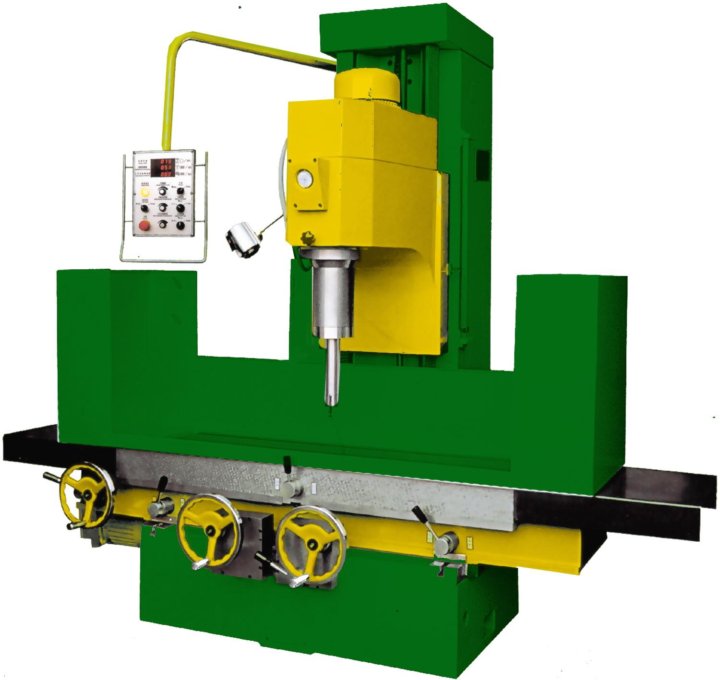
- Горизонтально-расточной станок, который используется для черновой и чистовой обработки заготовок больших размеров. Он имеет горизонтальное расположение шпинделя. Главным его движением является поступательно-вращательное движение шпинделя относительно своей оси. Вспомогательные движения: вертикальное перемещение бабки шпинделя, перемещение стола по двум координатам, перемещения задней стойки и люнета. Как и на любом другом, на горизонтальном станке есть возможность настройки необходимого значения скорости и подачи.
- Координатно-расточной станок, который используют в тех случаях, когда нужно достичь максимальной точности выполнения отверстия или группы отверстий.
 Для успешного сверления координатные станки оснащены всеми необходимыми приспособлениями. Например, каждый такой аппарат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Для успешного сверления координатные станки оснащены всеми необходимыми приспособлениями. Например, каждый такой аппарат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Популярными моделями станков являются: 2А78, 2А450, 2435П, 2620 и 2622А. Кроме того, некоторые модели дополнительно оснащены стойками с численным программным управлением (ЧПУ) и устройствами цифровой индикации (УЦИ), которые упрощают и ускоряют работу.
Цифровое и буквенное обозначение
Согласно стандартной классификации расточной станок относится к сверлильной группе, что обозначается первой цифрой «2» в названии модели. Цифры «4» и «7» говорят о том, что аппарат относится к координатно-расточным и горизонтально-расточным металлорежущим станкам соответственно.
Буквы, находящиеся между цифрами, обозначают модернизацию относительно базовой модели. Например, базовая модель станка 2А450 – это 2450.
Буквы, находящиеся после цифр, говорят о точности. Например, 2622А – расточной станок особо высокой точности, а 2435П – повышенной.
Например, 2622А – расточной станок особо высокой точности, а 2435П – повышенной.
Две цифры в конце названия обозначают максимальный диаметр обработки.
Технические характеристики
Чтобы выбрать расточной станок для обработки конкретного типа деталей, необходимо обратить внимание на основные технические характеристики. К таковым относятся:
- Наибольший диаметр растачиваемого отверстия и обтачиваемого торца. Например, у горизонтально-расточного станка модели 2620 – это 320 и 530 мм. Соответственно, невозможно обработать отверстие или торец больше этих размеров.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес обрабатываемой детали. Например, у координатно-расточного станка модели 2Е440А предел по весу – 320 кг.
- Размеры станка. В производственных условиях на эту характеристику никто не обратил бы внимания.
 Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
Выбор подходящего расточной инструмента
Сверление, развертывание и растачивание являются основными операциями обработки отверстий. Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия.
Операции растачивания на токарных станках обычно менее сложны, чем операции растачивания на фрезерных станках. На токарных станках расточный инструмент перемещается станком постепенно, тогда как на фрезерных станках расточный инструмент (расточная головка) должен быть отрегулирован для достижения желаемого размера отверстия. Теоретически расточные инструменты для токарной обработки могут просверлить отверстие любого размера, если стержень входит в отверстие. Однако расточные головки для фрезерных станков ограничены определенным диапазоном.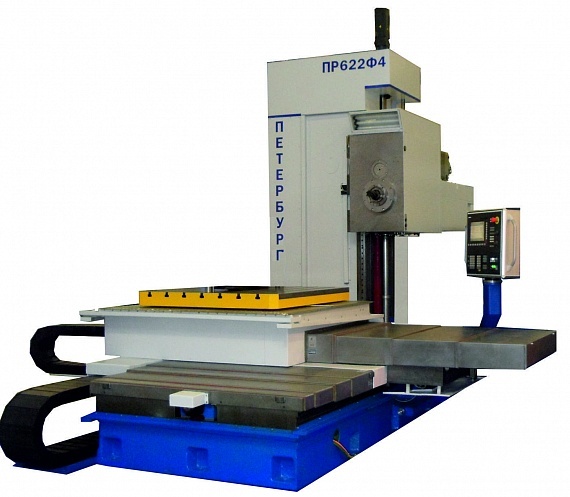
Базовая расточная оправка
Базовые расточные оправки, которые подходят для твердосплавных пластин, хорошо подходят для большинства операций и экономичны.
Чистовая расточная головка для чистовой обработки отверстий с жесткими допусками. Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.
Стальные стержни начинают вибрировать, когда глубина осевого DOC превышает 4 диаметра. Таким образом, конечный пользователь, скорее всего, заметит дребезжание стержня диаметром 1 дюйм (25,4 мм), если он выступает из револьверной головки более чем на 4 дюйма (101,6 мм). Машинист сказал бы, что он слишком сильно «торчит».
Отсутствие вибрации
Вибрацию при сверлении на токарном станке можно устранить. Самый простой способ — применить борштангу большего диаметра. Однако полоса большего размера не всегда возможна, и потребуются другие средства.
Самый простой способ — применить борштангу большего диаметра. Однако полоса большего размера не всегда возможна, и потребуются другие средства.
Иногда решение так же просто, как изменение скорости резания и количества стружки для изменения давления резания на инструмент. Можно увеличить давление инструмента, увеличив скорость подачи, уменьшив скорость резания или сделав и то, и другое одновременно. Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха.
Из-за более низкой стоимости стальные расточные оправки являются наиболее распространенными, но также доступны и другие материалы. Например, производители режущего инструмента разработали стержни из тяжелого металла и карбида для уменьшения вибрации. Стержни из тяжелых металлов изготавливаются из вольфрамовых сплавов, которые тяжелее стали. Эти сплавы гасят вибрацию. Хотя стержни из тяжелых металлов дороже, чем стальные, они могут применяться с более высоким отношением длины к диаметру. В то время как сталь допускает соотношение 4:1, стержни из тяжелого металла могут повысить это соотношение до 6:1 или выше с некоторой настройкой скорости и подачи.
В то время как сталь допускает соотношение 4:1, стержни из тяжелого металла могут повысить это соотношение до 6:1 или выше с некоторой настройкой скорости и подачи.
Стержни из карбида вольфрама обеспечивают еще более высокое отношение глубины к диаметру. Твердосплавные стержни изготавливаются путем пайки стальной головки, которая подвергается механической обработке для установки вставки на твердосплавный стержень. Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше.
Виброгасящие стержни имеют внутренние механизмы, исключающие вибрацию. Поскольку эти стержни могут быть дорогими, покупайте их со сменными головками, которые подходят для разных вставок.
Твердосплавные стержни диаметром более 1 дюйма нецелесообразны из-за высокой стоимости. В ситуациях, когда использование карбида слишком дорого, может потребоваться перестраиваемый стержень. Как следует из названия, эти стержни имеют функцию регулировки, которая позволяет пользователь может настроить шину для конкретного применения.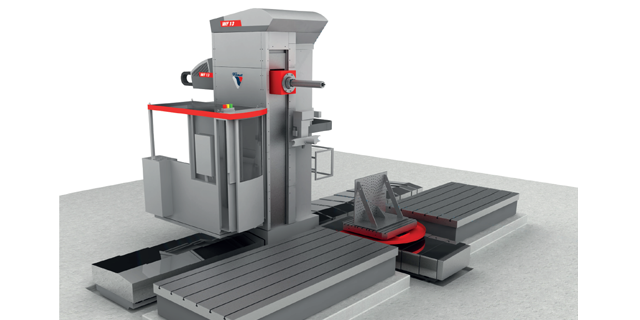 Внутренний механизм изменяет собственную частоту шины, предотвращая вибрацию и допуская очень большое отношение длины к диаметру. Некоторые производители инструментов сообщают о возможности выполнять разрезы в соотношении 20: 1.
Внутренний механизм изменяет собственную частоту шины, предотвращая вибрацию и допуская очень большое отношение длины к диаметру. Некоторые производители инструментов сообщают о возможности выполнять разрезы в соотношении 20: 1.
Расточные станки и фрезы
В отличие от расточной оправки для токарного станка, инструмент, используемый на фрезерном станке, должен регулироваться для достижения нужного размера. Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку.
Наиболее часто используемые расточные головки смещают борштангу ближе или дальше от оси отверстия для достижения желаемого диаметра отверстия. Эти сверлильные головки стоят недорого. С помощью этих головок пользователи могут растачивать отверстия самых разных размеров, поскольку расточная оправка может быть установлена в нескольких различных
позиций.
Расточные головки обычно используются на обычных фрезерных станках, но их можно использовать и на станках с ЧПУ.![]()
Эта двухголовая расточная оправка может выполнять черновую обработку больших отверстий на горизонтально-расточном станке.
В отличие от токарного станка при растачивании на фрезерном станке можно задействовать более одной режущей кромки. Некоторые расточные головки часто используются в условиях высокой производительности. Сдвоенные расточные головки устанавливаются одним из двух способов. В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
Финишные штрихи
Головки сдвоенного типа лучше всего подходят для черновой обработки, потому что их нелегко отрегулировать в тех случаях, когда необходимы небольшие пошаговые изменения диаметра растачивания. При чистовой обработке лучше выбрать чистовую расточной головку, чтобы внести небольшие коррективы в диаметр.
Чистовая обработка отверстий с жесткими допусками часто требует специальных расточных инструментов, которые можно точно регулировать с небольшим шагом. Эти расточные головки часто называют головками для чистового растачивания — некоторые из них можно точно отрегулировать с шагом до 0,0001 дюйма (0,0025 мм). Головки для чистового растачивания бывают нескольких типов. В некоторых используются обычные круглые расточные оправки, а в других используются специальные держатели пластин. Они дороги и обычно предназначены для растачивания отверстий с допусками на диаметр менее 0,001 дюйма (0,025 мм).
Этот виброгасящий брус малого диаметра имеет несколько режущих головок.
Расточные операции и инструменты требуют от машинистов такого же пристального внимания к деталям, как и другие процессы и режущие инструменты. Хотя на успешность операции растачивания влияет множество факторов, соблюдение следующих правил поможет обеспечить желаемые результаты:
- Обеспечьте надежную поддержку материалов заготовки.

- Минимизируйте неподдерживаемую длину инструмента.
- Используйте инструмент максимально возможного диаметра.
- Боритесь с вибрацией, регулируя давление инструмента, прежде чем инвестировать в более дорогую технологию.
Знания станков — расточные работы (производство): тип машины, определение машины и туннелепроходческий станок
- Главная
- Понимание
Знания
- Знание станков — Расточные работы (производство): тип машины, определение машины и туннельно-сверлильный станок
Знания
В механической обработке растачиванием называется процесс расширения отверстия, которое уже было просверлено, с помощью одноточечного режущего инструмента, например, при растачивании ствола орудия или цилиндра двигателя.
Опубликовано: 25 августа 2020 г.
- Расточной станок Тип
- Станки бывшие в употреблении
- Туннелепроходческая машина
Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Расточной станок, устройство для получения ровных и точных отверстий в заготовке путем расширения существующих отверстий с помощью отверстия, которое может иметь один режущий наконечник из стали, цементированного карбида или алмаза или может представлять собой небольшой шлифовальный круг. Однолезвийные инструменты, зажатые в расточной головке, прикрепленной к вращающемуся шпинделю, перемещаются по окружности к краям существующих отверстий. Диаметр отверстия, выметываемого инструментом, регулируется регулировкой расточной головки.
Фрезы точильные круговые имеют планетарное движение, быстро вращаясь вокруг своих осей, которые в свою очередь медленно вращаются вместе с расточной головкой вокруг оси шпинделя; диаметр отверстия регулируется путем регулировки расстояния между осью колеса и осью шпинделя. Шпиндели расточных станков могут вращаться вокруг вертикальной или горизонтальной оси.
Шпиндели расточных станков могут вращаться вокруг вертикальной или горизонтальной оси.
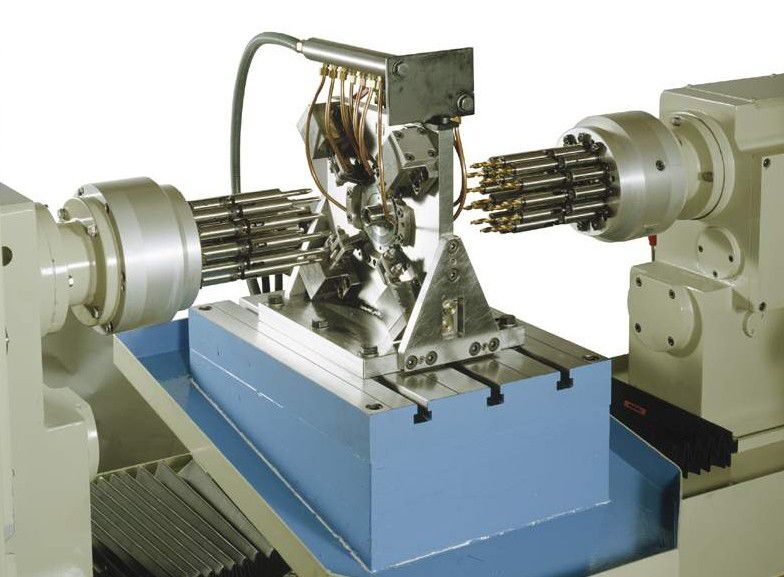
Расточные станки, используемые в инструментальных мастерских, имеют один вертикальный шпиндель и рабочий стол, который можно перемещать горизонтально в двух направлениях, перпендикулярных друг другу, для точного расположения отверстий. На некоторых машинах ошибка интервала составляет менее 0,002 процента. На заводах массового производства распространены специальные расточные станки с несколькими шпинделями.
Расточной станок Тип
Существуют различные типы расточных станков. Расточная оправка может поддерживаться на обоих концах (что работает только в том случае, если существующее отверстие является сквозным) или на одном конце (что работает как для сквозных, так и для глухих отверстий). Lineboring (линейное сверление, линейное сверление) подразумевает первое. Обратное растачивание (обратное растачивание, обратное растачивание) — это процесс просверливания существующего отверстия и последующего растачивания на «тыльной» стороне заготовки (относительно передней бабки станка).
Из-за ограничений конструкции инструмента, налагаемых тем фактом, что заготовка в основном окружает инструмент, расточка по своей природе является несколько более сложной задачей, чем точение, с точки зрения меньшей жесткости держателя инструмента, требований к повышенному заднему углу (ограничение величины опоры, которая может быть приданной режущей кромке), и трудностью контроля получаемой поверхности (размер, форма, шероховатость поверхности). Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Станки бывшие в употреблении
Процесс растачивания может выполняться на различных станках, включая
- станки общего назначения или универсальные, такие как токарные станки (/токарные центры) или фрезерные станки (/обрабатывающие центры)
- станки, предназначенные для растачивания в качестве основной функции, такие как координатно-расточные станки и расточные станки или расточные станки, которые включают в себя вертикально-расточные станки (заготовка вращается вокруг вертикальной оси, в то время как расточная оправка/головка перемещается линейно; по сути, вертикальный токарный станок) и горизонтальные расточные станки (заготовка располагается на столе, а расточная оправка вращается вокруг горизонтальной оси; по сути, это специализированный горизонтально-фрезерный станок).

Туннелепроходческая машина
Туннелепроходческая машина (ТПМ), также известная как «крот», представляет собой машину, используемую для проходки туннелей с круглым поперечным сечением через различные слои почвы и горных пород. Их также можно использовать для микротоннелирования. Они могут быть спроектированы так, чтобы бурить что угодно, от твердой породы до песка. На сегодняшний день диаметр туннеля может варьироваться от одного метра (3,3 фута) (с микро-ТБМ) до 17,6 метра (58 футов). Туннели диаметром менее метра или около того обычно строятся с использованием методов бестраншейного строительства или горизонтально-направленного бурения, а не ТБМ. TBM также могут быть спроектированы для проходки тоннелей некруглой формы, включая U-образные или подковообразные, а также квадратные или прямоугольные тоннели.
Машины для проходки тоннелей используются в качестве альтернативы методам бурения и взрывных работ (D&B) в горных породах и традиционной ручной добыче полезных ископаемых в почве. Преимущество ТБМ заключается в том, что они ограничивают воздействие на окружающий грунт и создают гладкую стенку туннеля. Это значительно снижает стоимость облицовки туннеля и делает их пригодными для использования в сильно урбанизированных районах. Существенным недостатком является первоначальная стоимость. Строительство ТБМ дорого, и их может быть трудно транспортировать. Чем длиннее туннель, тем меньше относительная стоимость туннелепроходческих машин по сравнению с буровзрывными методами. Это связано с тем, что прокладка туннелей с помощью ТБМ намного эффективнее и приводит к сокращению времени завершения при условии, что они работают успешно. Однако буровзрывные работы остаются предпочтительным методом при работе в сильно трещиноватых и расколотых слоях горных пород.
Преимущество ТБМ заключается в том, что они ограничивают воздействие на окружающий грунт и создают гладкую стенку туннеля. Это значительно снижает стоимость облицовки туннеля и делает их пригодными для использования в сильно урбанизированных районах. Существенным недостатком является первоначальная стоимость. Строительство ТБМ дорого, и их может быть трудно транспортировать. Чем длиннее туннель, тем меньше относительная стоимость туннелепроходческих машин по сравнению с буровзрывными методами. Это связано с тем, что прокладка туннелей с помощью ТБМ намного эффективнее и приводит к сокращению времени завершения при условии, что они работают успешно. Однако буровзрывные работы остаются предпочтительным методом при работе в сильно трещиноватых и расколотых слоях горных пород.
Опубликовано 25 августа 2020 г.
Источник: википедия,
Источник: википедия,
Источник: britannica
Дальнейшее чтение
Что такое фреза и ее классификация?
Что такое литье металлов под давлением (MIM)?
Что такое смазочно-охлаждающая жидкость и ее функции?
Что такое процесс гибки?
В чем разница между токарным, фрезерным, сверлильным, шлифовальным, сверлильным, строгальным станком, перфоратором?
Обзор интеллектуального производства в Сингапуре и тенденции развития станкостроения
Процедура настройки процесса токарной обработки и сопутствующие вопросы, требующие внимания
Мать машин — Обзор станков
Что такое пятиосевой контроллер?
Что такое измельчитель металла? Используется в сталелитейной промышленности для производства металлолома.
Что такое процесс фрезерования?
Традиционный процесс литья: технология литья в песчаные формы
Актуальная тема
Вас также может заинтересовать …
Заголовок
Знания
Технология высокоскоростной передачи данных — универсальная последовательная шина 4
Спрос на высокоскоростную передачу данных растет день ото дня, что способствовало быстрому развитию технологии USB (универсальной последовательной шины) в последние годы. Появление центрального процессора (ЦП), поддерживающего USB4, символизирует начало новой эры технологии USB.
Появление центрального процессора (ЦП), поддерживающего USB4, символизирует начало новой эры технологии USB.
Заголовок
Знания
Каковы классификации абразивов?
Абразивы — общий термин для абразивов и абразивных инструментов, включая абразивные изделия и абразивные изделия.
Заголовок
Знания
Что такое Силовые машины?
Производство, эксплуатация и техническое обслуживание наземных, морских и воздушных транспортных средств входят в сферу энергетического машиностроения.
Заголовок
Знания
Техническая одежда: технический текстиль
Одним из самых простых способов классификации является классификация текстиля, кроме текстиля для одежды и предметов интерьера, в качестве технического текстиля. Давайте посмотрим, что такое так называемый технический текстиль.
Давайте посмотрим, что такое так называемый технический текстиль.
Заголовок
Знания
Что такое Текстильная промышленность?
Предшественником цепи текстильной промышленности является нефтехимическое сырье. После изготовления нейлонового волокна, полиэфирного волокна, вискозного волокна, углеродного волокна и других продуктов из человеческого волокна, оно превращается в пряжу, затем вплетается в ткань, а затем отбеливается, окрашивается, печатается. Процедуры окрашивания и отделки, такие как покрытие, отделка, пошив и пошив швейных изделий или других сопутствующих текстильных изделий. Процесс производства текстиля можно разделить на четыре этапа: волокно, текстиль, крашение и отделка, готовая одежда / домашний текстиль, среди которых текстиль можно разделить на два этапа: прядение и ткачество: прядение — это преобразование ровницы в крученая пряжа. После отправки на фабрику пряжа вставляется в рабочую ось стола текстильной машины, а стол текстильной машины тянет пряжу вверх и отправляет ее на текстильную машину; следующий шаг — шаг ткачества, на этом этапе в текстильной машине используется челнок. Он непрерывно перемещается взад и вперед и, наконец, сплетает его в кусок ткани. После отделки тканевой ткани (включая хлопок, шерсть, синтетическое волокно и т. д.) в коробку ее можно отправить производителям для последующей обработки, чтобы сформировать цепочку текстильной промышленности.
После отправки на фабрику пряжа вставляется в рабочую ось стола текстильной машины, а стол текстильной машины тянет пряжу вверх и отправляет ее на текстильную машину; следующий шаг — шаг ткачества, на этом этапе в текстильной машине используется челнок. Он непрерывно перемещается взад и вперед и, наконец, сплетает его в кусок ткани. После отделки тканевой ткани (включая хлопок, шерсть, синтетическое волокно и т. д.) в коробку ее можно отправить производителям для последующей обработки, чтобы сформировать цепочку текстильной промышленности.
Заголовок
Знания
Автоматический метод определения общего содержания углеводородов в воздухе
Суммарные нефтяные углеводороды представляют собой смесь многих различных соединений. Люди могут подвергаться воздействию нефтяных углеводородов несколькими способами, включая топливные насосы, разлитое на дороге масло и использование химикатов на работе или дома. Некоторые общие нефтяные углеводороды могут воздействовать на нервную систему, вызывая головные боли и головокружение.
Некоторые общие нефтяные углеводороды могут воздействовать на нервную систему, вызывая головные боли и головокружение.
Заголовок
Знания
Подводная робототехника — наука и техника для подводных исследований
Подводная робототехника используется не только в спасательных и поисковых работах, она уже применялась при разведке морских ресурсов, топографической съемке морского дна, строительстве и обслуживании морских инженерных сооружений.
Заголовок
Знания
Что такое процесс формования углеродного волокна?
Композитные материалы из углеродного волокна необходимо обрабатывать с использованием процесса формования от препрега до конечной детали.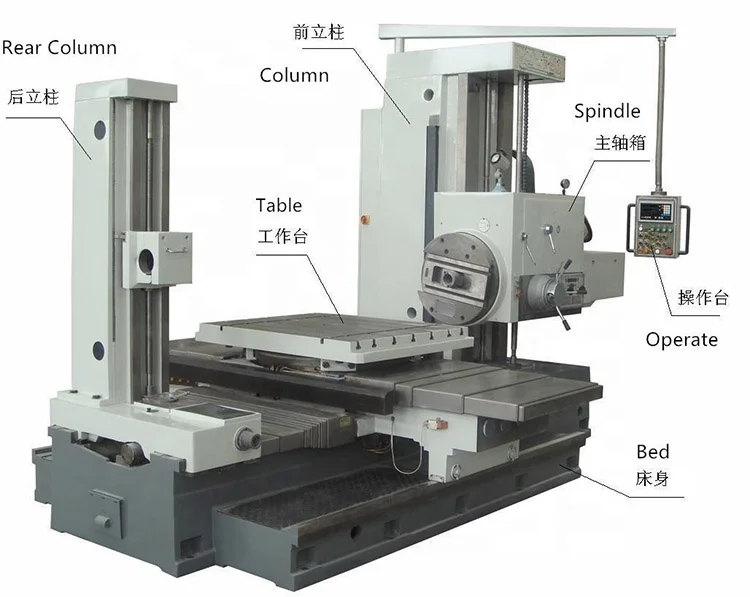 С развитием технологии углеродного волокна процесс формования композитных материалов из углеродного волокна также постоянно совершенствуется. Тем не менее, различные процессы формования композитных материалов из углеродного волокна не существуют для обновления и устранения, и часто различные процессы сосуществуют для достижения наилучшего эффекта в различных условиях и различных ситуациях.
С развитием технологии углеродного волокна процесс формования композитных материалов из углеродного волокна также постоянно совершенствуется. Тем не менее, различные процессы формования композитных материалов из углеродного волокна не существуют для обновления и устранения, и часто различные процессы сосуществуют для достижения наилучшего эффекта в различных условиях и различных ситуациях.
Заголовок
Знания
Что такое конденсатор?
Конденсаторы используются в цепях переменного тока и импульсных цепях. В цепях постоянного тока конденсаторы обычно играют роль блокировки постоянного тока.
Заголовок
Знания
Что такое толщиномер?
Толщиномеры — это инструменты, используемые для измерения толщины материалов и объектов, чтобы удовлетворить различные потребности в высокоточных измерениях и испытаниях.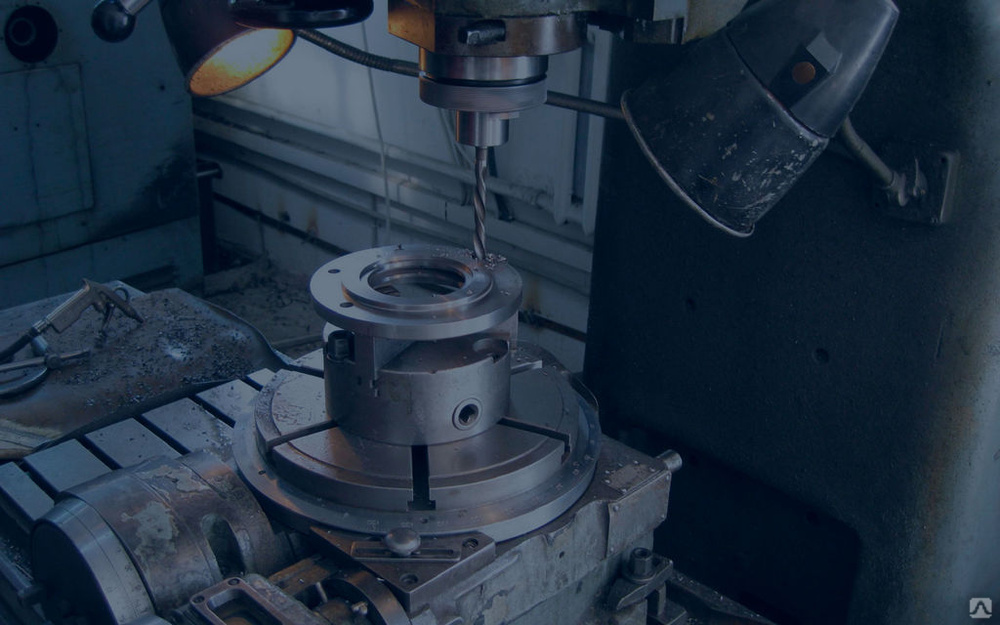
Заголовок
Знания
Что такое инструмент CBN?
Токарные инструменты из CBN плотно спечены на основе нитрида бора и карбида вольфрама. Твердость нитрида бора близка к PCD. Он обладает превосходной химической стабильностью и не вызывает сродства с железом, кобальтом и металлами на основе никеля. Поэтому он особенно подходит для деформационного упрочнения стали с твердостью выше 45 HRC. Подходят также закаленный чугун и жаропрочная сталь (инконель).
Заголовок
Знания
Различные функции обычных ключей
Гаечный ключ — это инструмент, используемый для закручивания болтов, гаек и других предметов, которые трудно поворачивать вручную.
