Токарно револьверные станки модели: 1341 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Содержание
Токарно-револьверные станки: устройство, принцип работы
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.
Токарно-револьверные станки
Содержание
Общие характеристики
Появление револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Это связано с тем, что данная конструкция в сочетании с ЧПУ позволяет существенно ускорить обработку заготовок, повысить точность размеров и шероховатости поверхности. Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
- Подобное оборудование зачастую приобретают лишь для установки в цехах, которые выпускают продукцию крупными партиями. Только в этом случае универсальные токарно-револьверные станки оправдывают свою высокую стоимость.
- Характеристика токарно-револьверного станка определяет возможность обработки при высокой скорости и большой подаче, так как в зону резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот момент, что основные узлы токарно-револьверного станка расположены также, как и у других токарных станков, определяет вид и количество проводимых операций. Технические характеристики токарно-револьверного станка определяют возможность быстрой смены режущих инструментов. Поэтому за одну установку можно провести сразу несколько операций, при этом затрачиваемое время на смену режущего инструмента снижается в несколько раз.
При рассмотрении общих характеристик следует уделить внимание именно револьверной головке. Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.
Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.
Револьверная головка
Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели.
 Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
- Модель токарно-револьверного станка 1341
- Токарно-револьверный станок 1341
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.

Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.

- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении.
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру.
 Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.
Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров. Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.
Основные характеристики
Выбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный следует уделить внимание на следующие характеристики:
- Класс точности. Для определения возможности применения той или иной модели станка для получения заготовок учитывается то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Наибольшие показатели размеров заготовки (длина и диаметр), а также размещения узлов относительно друг друга.

- Из какого материала изготовлена заготовка. Как правило, может обрабатываться углеродистая, легированная сталь, чугун или другие сплавы. С учетом материала выбирается инструмент и режимы резания.
- Максимальное количество оборотов в минуту. Деталь с определенными параметрами шероховатости и точности размеров можно получить только при раскручивании заготовок до определенной скорости. При этом следует учитывать количество передач.
- В описание производители также заносят информацию о том, с какой скоростью могут перемещаться отдельные узлы при быстрой подаче. Кроме этого есть и рабочая подача, которая также имеет определенную скорость.
- Мощность установленного мотора и их количество. Малогабаритный станок оснащается моторами меньшей мощности, так как заготовки имеют небольшие размеры и за один проход снимается меньше металла. Серийный метод производства определяет то, что устанавливаемые моторы должны выдерживать длительную работу.
- Габаритные размеры оборудования, а также его вес.
 Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Стоит учитывать, что кинематическая схема токарно-револьверного станка также может существенно отличаться. Старые модели созданы так, что для нарезания определенной резьбы приходится проводить установку определенных сменных колес. Для наладки можно использовать чертеж токарно-револьверного станка.
Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ
Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом.
 Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ. - При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.
Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.
Токарно-револьверные станки
Токарно-револьверные станки предназначены для обработки деталей сложной формы в серийном производстве, когда согласно технологическому процессу требуется применение многих инструментов: резцов, сверл, зенкеров, плашек и т. д. Эти станки менее универсальны, чем токарно-винторезные, но значительно превосходят их по производительности, так как машинное время обработки на них сокращается вследствие использования многоинструментальных державок.
Вспомогательное время уменьшается в результате предварительной настройки на размер режущего инструмента и ограничителей ходов, а также при применении автоматического управления изменениями частот вращения шпинделя и величин подач, имеющегося в большинстве современных моделей станков.
Токарно-револьверные станки по виду обрабатываемой заготовки делят на станки для обработки деталей из прутка и из отдельных заготовок. Типажом предусмотрены токарно-револьверные станки для обработки прутков диаметром 10 – 100 мм, а заготовок диаметром 160 – 630 мм. Часть станков приспособлена для обработки обоих видов работ.
Типажом предусмотрены токарно-револьверные станки для обработки прутков диаметром 10 – 100 мм, а заготовок диаметром 160 – 630 мм. Часть станков приспособлена для обработки обоих видов работ.
Токарно-револьверные станки не имеют задней бабки и ходового винта, а на их продольном суппорте установлена поворотная револьверная головка, в гнездах которой устанавливают различный режущий инструмент, а при использовании специальных комбинированных державок в одном гнезде револьверной головки устанавливают несколько режущих инструментов. Каждый режущий инструмент при повороте револьверной головки последовательно производит обработку детали. Эти станки рекомендуется применять в серийном производстве при партии деталей не менее 10 – 20 штук и если технологический процесс предусматривает применение большого числа режущего инструмента.
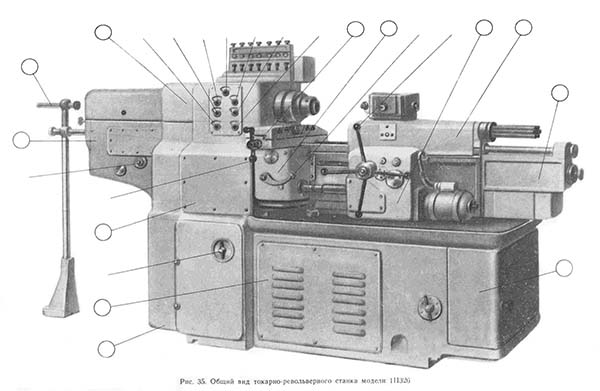
Компоновка токарно-револьверных станков определяется, в основном, расположением оси револьверной головки. На рис. 3. 9 приведены два основных вида компоновки токарно-револьверных станков.
На рис. 3. 9 приведены два основных вида компоновки токарно-револьверных станков.
а б
Рис. 3. 9. Внешний вид токарно-револьверных станков
На станине 1 токарно-револьверного станка с вертикальной осью револьверной головки (рис. 3.9,а) слева расположены коробка подач 2 и коробка 3 привода вращения шпинделя 4. На направляющих станины размещены каретка 11, несущая поперечный суппорт 5, и продольный суппорт 7, несущий револьверную головку 6 с вертикальной осью, как правило, с пятью — восемью гнездами для установки инструментов. Ходовые валы 8, 9, 10 обеспечивают кинематическую связь коробки подач 2 с тяговыми валами каретки 11, поперечного 5 и продольного 7 суппортов.
Легкие и средние токарно-револьверные станки не имеют поперечного суппорта, а на их продольном суппорте устанавливают револьверную головку с горизонтальной осью. На станине 1 таких станков (рис. 3.9,б) станков расположены слева коробка подач 2 и коробка 3 круговых частот шпинделя, а справа – продольный суппорт 6, несущий револьверную головку с горизонтальной осью вращения 4 и барабан упоров 5. Револьверная головка имеет до 16-ти гнезд для инструментов.
На станине 1 таких станков (рис. 3.9,б) станков расположены слева коробка подач 2 и коробка 3 круговых частот шпинделя, а справа – продольный суппорт 6, несущий револьверную головку с горизонтальной осью вращения 4 и барабан упоров 5. Револьверная головка имеет до 16-ти гнезд для инструментов.
Токарно-револьверный станок модели 1Г340.Относится к станкам с горизонтальной осью револьверной головки, имеющей 16 гнезд для различных инструментов. На станке можно обрабатывать детали как из прутка, так и из заготовок. Область использования – серийное производство.
Рис. 3.10. Кинематическая схема токарно-револьверного станка модели 1Г340
Техническая характеристика. Максимальный диаметр обрабатываемого прутка – 40 мм; максимальный диаметр заготовки, обрабатываемой в патроне – 400 мм; количество частот вращения шпинделя – 12, диапазон частот вращения шпинделя – 45-2000 мин-1; количество продольных и/или поперечных (круговых) подач – 12, диапазон подач: продольных – 0,035-1,6 мм/об, поперечных (круговых) – 0,02-0,8 мм/об.
Формообразующая часть кинематической структуры станка (рис. 3.10) включает две основные частные структуры: токарную Фv(В1), Фs1(П2) для продольной обработки и токарную Фv(В1), Фs2(В3) для поперечной (торцовой) обработки. Группа скорости резания Фv(В1) входит в обе частные структуры. Переход от одной структуры к другой осуществляется посредством механизмов управления станка.
Структура для продольной обработки состоит из простых групп скорости резания Фv(В1) и продольной подачи Фs1(П2), соединенных между собой электродвигателем и общей частью внешних связей.
Группа Фv(В1) воспроизводит образующую обрабатываемой поверхности. Ее внутренняя связь:
подшипниковые опоры → шпиндель (В1).
Внешняя связь — кинематическая цепь, состоящая из двух зубчато-ременных передач и коробки скоростей КС, соединяющая двухскоростной электродвигатель М со шпинделем, являющемся звеном соединения связей:
М → 20/24 → КС → 26/30 → шпиндель (В1).
Группа настраивается на скорость – изменением круговой частоты электродвигателя и коробкой скоростей КС (орган настройки iv). При этом переключение частоты вращения шпинделя осуществляется посредством электромагнитных муфт М1 – М5 автоматически при смене позиций револьверной головки в соответствующие положения по программе, заданной на штекерной панели пульта управления.
Расчетная цепь для органа настройки на скорость совпадает с внешней связью группы. Поэтому РП для круговой частоты вращения шпинделя имеют вид:
nм мин-1 электродвигателя → ni , {i = 1, 2,3, …, 12} шпинделя (В1) мин-1.
Ряд круговых частот шпинделя:
;
;
;
;
;
;
;
;
;
;
;
;
.
Торможение шпинделя производится одновременным включением муфт М4 и М5.
Группа Фs1(П2) воспроизводит направляющую обрабатываемой поверхности. Ее внутренняя связь:
направляющие станины → продольный суппорт (П2).
Внешняя связь – кинематическая цепь, соединяющая двухскоростной электродвигатель М с продольным суппортом (звено соединения связей) посредством трех зубчато-ременных передач, коробки скоростей КС, коробки подач КП, фартука Ф и тягового вала (зубчато-реечной передачи):
М→20/24→КС→27/38→27/27→КП→Ф→πmz→продольный суппорт (П2).
Группа настраивается на скорость (продольную подачу) – коробкой подач КП (орган настройки is), на путь – по упору с отсчетом величины пути по лимбу Л, расположенному на валу XV11 фартука Ф.
При каждом положении подвижного блока 18-28 при смене позиций револьверной головки в соответствующие положения по программе, заданной на штекерной панели пульта управления, автоматически посредством включения соответствующих электромагнитных муфт М6 – М10 получается шесть ступеней продольной подачи.
Продольная подача включается муфтой М11, при этом М12 выключена (муфты сблокированы). Ручное перемещение осуществляется маховиком Р1 через включенную муфту М12 , передачи 40/53, 35/61 и реечное колесо z12 (ведущее звено тягового вала).
Расчетная цепь продольных подач не совпадает с внешней связью рассматриваемой группы, а связывает шпиндель станка с тяговым валом. Для этой цепи РП имеют вид:
1 оборот шпинделя → sпрод.. мм перемещения суппорта (П1).
Минимальная продольная подача
Максимальная продольная подача
Группа Фs2(П3) воспроизводит направляющую обрабатываемой поверхности при торцовой обработке. Ее внутренняя связь:
Ее внутренняя связь:
подшипниковые опоры → револьверная головка Г (П3).
Внешняя связь, соединяющая электродвигатель М с револьверной головкой (звено соединения связей), включает общую с внешней связью группы Фs1(П2) часть от электродвигателя до вала X111 коробки подач КП и последовательно расположенные передачи 16/32, 32/44, 36/36 (реверс, управляемый муфтой М13), 1/33 (муфта М14), 19/152.
Группа настраивается на скорость круговую (торцовую) подачу — коробкой подач КП, на путь – упорами, на направление – реверсом. Ручное круговое движение подачи осуществляется маховиком Р2 при включенной муфте М14. Ручной поворот револьверной головки при смене позиций осуществляется маховиком Р3 при выключенной муфте М14.
Расчетная цепь круговых подач связывает шпиндель станка с револьверной головкой. Для этой цепи РП имеют вид:
Для этой цепи РП имеют вид:
1 оборот шпинделя → sкр. мм перемещения револьверной головки (П3).
Минимальная круговая подача
Максимальная круговая подача
В приведенных формулах 100 – расстояние от оси поворота револьверной головки до осей гнезд для инструментов, равное R (рис. 3.10,б).
При работе станка частоту вращения шпинделя и подачу можно изменять вручную с помощью переключателей. Автоматическое переключение режимов обработки при смене позиций револьверной головки осуществляется через зубчатую передачу 50/50, связанную с коллектором управления КУ, а на штекерной панели пульта управления программируются режимы обработки для каждой позиции головки.
Длину пути суппорта устанавливают в соответствующих позициях револьверной головки, посредством регулируемых упоров на барабане Б.
Для нарезания наружных и внутренних резьб резцами или гребенками в структуре станка предусмотрена также резьбонарезная (винторезная) группа Фv(В1П4). Ее внутренняя связь:
Ее внутренняя связь:
(В1) шпиндель Ш → 40/40 → 33/33 или 22/44 → копир К →
резьбовая гайка →штанга V111 → державка инструмента И (П4).
Внешняя связь совпадает с внешней связью группы Фv(В1), т.е. представляет собой кинематическую (структурную) цепь, связывающую электродвигатель со звеном соединения связей – шпинделем.
Группа настраивается на траекторию, путь и направление – сменными комплектами копир К – резьбовая гайка и блоком зубчатых колес 33-22. Причем при включении передачи 33/33 шаг нарезаемой резьбы равен шагу резьбы копира, а при включении передачи 22/44 – вдвое меньше.
При нарезании резьбы инструмент И закрепляют в державке, связанной со штангой V111. Штангу поворачивают рукояткой Р4, подводя инструмент к заготовке и вводя резьбовую гайку на левом конце штанги в зацепление с резьбовым копиром К. Копир получает вращение от шпинделя через передачу 40/40 и блок зубчатых колес 33-22. При этом резьбовая гайка со штангой V111 и инструментом И движется вдоль оси.
Копир получает вращение от шпинделя через передачу 40/40 и блок зубчатых колес 33-22. При этом резьбовая гайка со штангой V111 и инструментом И движется вдоль оси.
Предыдущая9101112131415161718192021222324Следующая
Электрооборудование металлообрабатывающих станков,принципиальная электрическая схема токарно-револьверного станка модели 1П 365
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
УГ 9326 Конструкция автоматической револьверной головки
Состав автоматической револьверной головки УГ9326
В состав автоматической головки входит инструментальный диск, корпус, включающий привод головки, механизм фиксации и датчик положения.
Спецификация автоматической восьмипозиционной головки УГ9326
- УГ9326.0300.000 — Диск инструментальный восьмипозиционный
- УГ9321.0000.108 — Крышка
- УГ9321.0000.100 — Полумуфта подвижная
- УГ9321.
 0000.101 — Кулачок управления индексацией
0000.101 — Кулачок управления индексацией - Болт — М6-8g-20.66.05 ГОСТ 7805
- Гайка — М6-6Н.6.05 ГОСТ 5927
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9321.0000.104 — Гайка
- УГ9321.0000.113 — Шайба сферическая (3 шт)
- УГ9321.0000.103 — Пята (6 шт)
- УГ9326.0000.011 — Плунжер (клапан подачи СОЖ)
- УГ9326.0000.007 — Коллектор (Блок СОЖ)
- УГ9311.0200.081 — Втулка
- УГ9321.0000.102 — Полумуфта неподвижная
- УГ9321.0000.112 — Пружина расцепления муфт
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Планетарный редуктор. Блок зубчатых колес — ремкомплект
- УГ9321.0000.111-02 — Корпус
- УГ9321.0000.
 001 — Планка
001 — Планка - Микровыключатель контроля сцепления муфт — (S2) ВП61-21-А111112-00УХЛ3,2
- УГ9311.0200.046 — Проставок (поворотная поводковая муфта)
- УГ9311.0200.013 — Электродвигатель, вал ротора
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик углового положения инструментальной головки
- УГ9311.0208.000 — Муфта датчика
- УГ9311.0200.067-01 — Фланец электродвигателя
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9326.0000.003-06 — Корпус головки
- УГ9311.0207.000 — Водило, эксцентрик (входит в состав планетарного редуктора)
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка регулировки гильзы
- УГ9326.
 0400.000 — Полумуфта фиксирующая неподвижная, закрепленная на корпусе
0400.000 — Полумуфта фиксирующая неподвижная, закрепленная на корпусе - УГ9326.0400.000 — Полумуфта фиксирующая подвижная, связанная с инструментальным диском
- Пружина тарельчатая — ГОСТ 3057-90, 1-2-3-40х20х2х1 (18 шт)
- УГ9326.0000.002 — Корона
- Пробка — К1/4″ ОСТ 2Г96-1-85 (2 шт)
- УГ9321.0000.063 — Фиксатор с пружиной
- УГ9321.0000.106 — Упор
- УГ9321.0000.0053 — Пружина фиксатора (2 шт)
УГ9321.0000.128 — Втулка
УГ9321.0000.091 — Штифт
УГ9326.0000.009 — компенсатор
УГ9326.0000.010 — компенсатор
Типы датчиков, с которыми может поставляться головка мод. УГ9326-06:
- переключатель герконовый модели ПКГ-8 (выходной сигнал — контакт геркона)
- фотоэлектрический модели УГ9326.06 (выходной сигнал — кодовый 1-2-4-8-строб, 24 В)
- угла поворота мод. ХДП-0,3 (выходной сигнал — аналоговый, 0…6В)
УГ9311.0200.000-09 — Привод головки автоматической восьмипозиционной УГ9326 в сборе (головка без корпуса и диска)
- Шайба — 7019-0396 Химическое оксидирование прм.
 ГОСТ 13438
ГОСТ 13438 - Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9311.0200.081 — Втулка
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Блок зубчатых колес (сателлит), (входит в состав планетарного редуктора) — ремкомплект
- УГ9311.0200.046 — Муфта поворотная поводковая (Проставок)
- УГ9311.0200.013 — Вал
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик
- УГ9311.0208.000 — Муфта вала датчика
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9311.0207.000 — Водило планетарного редуктора
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.
 055 — Колесо зубчатое неподвижное (входит в состав планетарного редуктора)
055 — Колесо зубчатое неподвижное (входит в состав планетарного редуктора) - Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка
- пакет тарельчатых пружин (18шт.)
Состав планетарного редуктора к УГ9326 и УГ9321
- УГ9311.0200.057 — Колесо зубчатое подвижное
- УГ9311.0200.053 — Блок зубчатых колес (сателлит) — ремкомплект
- УГ9311.0207.000 — Водило планетарного редуктора (эксцентрик)
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления
Описание конструкции головки
Конструкция головки показана на рис.2. Движение от электродвигателя 27, встроенного в гильзу 33 корпуса 34, посредством (поворотной) поводковой муфты 25, выполненной на торце вала ротора 26 и водила 35 планетарного редуктора, сообщается блоку сателлитов 21. Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления 37, а другой — с подвижным зубчатым колесом 18. На его ступице выполнен зубчатый венец, на который насажены кулачок управления индексацией 4 и полумуфта 3. Радиальной опорой служит гайка 40 подшипники 38 и 19.
На его ступице выполнен зубчатый венец, на который насажены кулачок управления индексацией 4 и полумуфта 3. Радиальной опорой служит гайка 40 подшипники 38 и 19.
Полумуфта 16, закрепленная на корпусе 22, сопрягается с полумуфтой 3 пятами 12 и шайбами сферическими 11. В ступице зубчатого колеса 18 расположен пакет тарельчатых пружин 43, шайбы 7 и 8, насаженные на втулку 15. Натяжение тарельчатых пружин 43 усилием 1600 кг производится гайкой 9, на которую навинчена гайка 10, позволяющая установить выход корпуса 22 требуемой величины. Зачеканка гайки 9 в паз втулки 15, болт 5, установленный в один из пазов гайки 10, позволяют сохранить постоянство произведенной регулировки узла предварительного напряжения. К корпусу 22 прикреплены инструментальный диск 1 и фиксирующая полумуфта 42.
Вторая полумуфта 41 закреплена на корпусе головки. На торце гильзы 33 установлен датчик 29 углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем 2 корпуса 22 посредством валика 32 и муфты 30. Датчик защищен кожухом.
Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов. RC — цепочки двигателя и микропереключатель 24 контроля сцепления полумуфт 41 и 42.
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диска I на толкатель клапана 13, встроенного в коллектор 14, прикрепленный к корпусу головки.
Принцип работы головки
Работа головки осуществляется по циклу. Исходное положение показано на рис.2. Зафиксированное положение: снятие усилия и расцепление плоскозубчатых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение подвижного зубчатого колеса 18, кулачка 4, полумуфты 3, которая поворачивает зажатые пяты 12. В результате этого движения происходит расцепление зажатых полумуфт 41 и 42 под действием пружины 17. К окончанию расцепления приурочено соприкосновение уступа кулачка 4 с упором 47 и выход фиксатора 46 из пазов фланца 44. При дальнейшем вращении привода происходит сцепление привода и корпуса.
При дальнейшем вращении привода происходит сцепление привода и корпуса.
Когда инструментальный диск достигает необходимого углового положения, по команде датчика 29 осуществляется реверсирование двигатели соответственно, изменение направления вращения деталей головки. При этом фиксатор 46 западает в паз фланца 44, кулачок освобождается, и происходит расцепление привода и корпуса. Одновременно осуществляется сближение пят, расположенных на полумуфте 3 и полумуфте 16, а также осуществляется сцепление фиксирующих полумуфт 41 и 42 и создание на них необходимого натяга.
В конце цикла зажима ротор электродвигателя привода перестает вращаться. Через статор течет максимальный ток, приводящий к срабатыванию токового реле, который вместе с предварительным сигналом от микровыключателя 24 управляет отключением электродвигателя привода. Токовое реле с вставкой по току 3 А должно быть предусмотрено в электросхеме станка.
Основные регулировки головки
Поворот шпинделя должен начинаться после полного выхода полумуфты 42 из зацепления с полумуфтой 41 корпуса 34 с образованием зазора между ними 0,5 ± 0,2 мм. Эта величина устанавливается гайкой 10.
Эта величина устанавливается гайкой 10.
При сборке привода необходимо пакет тарельчатых пружин сжать предварительно до 1600 кг. Сборку головки производить в положении зафиксированных полумуфт 41 и 42. Кулачок 4 довести до упора 47 вращением ротора вручную против часовой стрелки за шлицевой паз ротора. Установка кулачка показана на рис.2. Шарнирную полумуфту 3 установить на выходной вал редуктора, совместив технологические отверстия в полумуфте 3 и кулачке 4. Расфиксировать полумуфты. Расфиксация производится вращением ротора в направлении часовой стрелки, при этом гайка 10 должна быть наживлена. Произвести сжатие гайкой 10 полумуфт 41 и 42 вне позиций до соприкосновения, после чего произвести отжим этой же гайкой на величину одного деления шести лунок на гайке 9, при этом обеспечивается минимальный зазор между полумуфтами. Занятое положение зафиксировать болтом 5 и гайкой 6. Проверить легкость вращения редуктора и шпинделя головки. Установить и зажать в первой позиции диск 1. В случае большого усилия, создаваемого тарельчатыми пружинами (большие усилия двигателя), необходимо отпустить гайку 10 до следующей лунки гайки.
Для правильной фиксации шпинделя необходим его перебег относительно заданной позиции на 3…50. Эта величина устанавливается поворотом фланца 2 или датчиком 29.
Микровыключатель 24 должен срабатывать за 0,5…1,0 мм до конца хода корпуса 22. Это достигается перемещением планки 23 микровыключателя.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.

- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Важно!
Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.
1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.
ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.
Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными агрегатами.
Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными агрегатами.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Различают одношпиндельные и многошпиндельный автоматы. Современные многошпиндельные автоматы успешно выпускаются с ЧПУ и сервоприводами. дата внесения изменений 29.04.2016
Новые и подержанные вертикальные токарно-револьверные станки на продажу
[
{
«description»: «Esco Machine & Supply предлагает большой выбор новых и бывших в употреблении VTL (вертикальных револьверных станков) от таких брендов, как D-F, BULLARD, KING и других. Посетите наш сайт, чтобы запросить расценки сегодня.»,
Посетите наш сайт, чтобы запросить расценки сегодня.»,
«twitter:description»: «У Esco Machine & Supply есть большой выбор новых и подержанных VTL (вертикальных револьверных станков) для продажи от таких брендов, как D-F, BULLARD, KING и других. Посетите наш сайт, чтобы запросить расценки сегодня.»,
«twitter:title»: «Новые и подержанные токарно-револьверные станки на продажу | Esco Machine & Supply»,
«twitter:card»: «резюме»
},
{
«og:description»: «Esco Machine & Supply предлагает большой выбор новых и бывших в употреблении VTL (вертикальных револьверных станков) от таких брендов, как D-F, BULLARD, KING и других. Посетите наш сайт, чтобы запросить расценки сегодня.»,
«og:title»: «Новые и подержанные токарно-револьверные станки на продажу | Esco Machine & Supply»,
«og:locale»: «en_US»,
«og:site_name»: «Эско Машины и Поставка»,
«og:type»: «веб-сайт»
}
]Новое и подержанное оборудование Токарно-револьверные станки для продажи | Esco Машины и поставка
Категории оборудования Марки Спецификации
_НЕИЗВЕСТНО_ CK52160
Токарные станки, VTL (вертикально-револьверный токарный станок)
Новое — в наличии
16 м x 6 м под рельсом Вертикальный токарный станок с колонной. (Также доступны с фрезерным шпинделем, ось «C».
(Также доступны с фрезерным шпинделем, ось «C».
1976 BERTHIEZ BM 225
Токарные станки, VTL (вертикально-револьверный токарный станок)
Б/у — В хорошем состоянии
177 BERTHIEZ Модель BM 225 , Новый 1976
Вертикально-токарный станок Betts 168″ с двойной колонной, двухцилиндровым ползунком, напольная модель, яма не требуется
Токарные станки, VTL (вертикально-револьверный токарный станок)
Артикул: 1081
Б/у — Хорошее
BETTS 168” (4,2 м) Сверхмощная вертикальная и поворотная токарный станок. Новый 1944
12ft
Таблица Dia
168in
Swing
96IN
Работа HT-U/R
—
Power
1951 Bullard 36 ”Cutmaster
88
1951 36″ Cutmaster
8
Токарные станки, VTL (вертикально-револьверный токарный станок)
Артикул: 1049
36-дюймовый патрон Bullard Cutmaster с 3 кулачками, 5-позиционная револьверная головка, боковая головка, серийный номер: 28548. Новый 1953
Новый 1953
1951 BULLARD 36″ CUTMASTER
Токарные станки, VTL (вертикальный токарно-револьверный станок)
Б/у — В хорошем состоянии
36-дюймовый Bullard Cutmaster, 4-кулачковый независимый регулируемый патрон, 5-позиционная револьверная головка, боковая головка, S/N: 28327. Новый 1951 г.
BULLARD 74
Токарные станки, VTL (вертикально-револьверный токарный станок)
Б/у — хорошее
74-дюймовый вертикальный револьверный станок Bullard Cutmaster с 3 головками
1955 BULLARD CUTMASTER 54
Токарные станки, VTL (вертикальный револьверный токарный станок)
Б/у — Хорошее
54 Вертикальная револьверная головка Bullard Cutmaster, боковая револьверная станция, 5 3-х кулачковый 54-й диаметр Комбинированный патрон и копировальная насадка Серийный номер: 29328. Новый 1955
74-дюймовый вертикальный револьверный токарный станок Bullard Cutmaster с 3 головками
— Хорошо
74-дюймовый вертикальный револьверный станок Bullard Cutmaster, револьверная головка с 5 позициями, плунжерная головка, боковая головка, 4-кулачковый патрон диаметром 74. Серийный номер: 22750. Новый 1943
Серийный номер: 22750. Новый 1943
74 дюйма
Диаметр стола
82 дюйма
Поворотный
62 дюйма
Work Ht-U/R
30 л.с.
Power
140 дюймов Bullard Dyn-Au-Tape Вертикально-расточной станок с ЧПУ Fanuc 15-T CNC Controls
Токарные станки Stock90 #: 1072
Вертикально-расточной станок с ЧПУ Bullard Dyn-Au-Tape 140″ с системой ЧПУ Fanuc 15-T
124IN
Таблица DIA
140IN
Swing
65IN
Работа HT-U/R
125HP
Power
D-F C2531
Lathes, VTL (VERTICAL TURE Артикул
D-F 3,1 м (122,06) Двухстоечный обычный вертикальный токарный станок Модель C5231V 98-7/16 Высота и 35 200 фунтов. Вместимость заготовки.
D-F CK5112
Токарные станки, VTL (вертикально-револьверный токарный станок)
Артикул: 1005
New — In-Stock
D-F 1. 2m (47.25) Single Column CNC Vertical Lathe Model CK5112-Heavy Type
2m (47.25) Single Column CNC Vertical Lathe Model CK5112-Heavy Type
D-F CK5112HM
Lathes, VTL (Vertical Turret Lathe)
Stock #: 1003
New — In -Stock
D-F 1 м (39,375) Модель CK5112HM Вертикальный токарный/фрезерный центр с приводным инструментом, осью C и ATC. 53 макс качели.
D-F CK5116HM
Токарные станки, VTL (вертикально-револьверный токарный станок)
Новинка — в наличии
D-F 1,4 м (55,125) Модель CK5116HM Вертикальный токарный/фрезерный центр с приводным инструментом, осью C и ATC. 63 макс качели.
D-F CK5116M
Lathes, VTL (Vertical Turret Lathe)
New — In-Stock
New 1.6m (63) D-F CNC Model CK5116M Single Column Vertical Turret Lathe with C axis and ATC
D-F CK5123HM
Lathes , VTL (Вертикальный револьверный токарный станок)
Новый — В наличии
D-F 2,3 м (90,563) Модель CK5123HM Вертикальный токарный/фрезерный центр с приводным инструментом, осью C и ATC. 90,563 макс. поворот
90,563 макс. поворот
D-F CK5225V-ATC
Токарные станки, VTL (вертикальный токарно-револьверный станок)
Новый — В наличии
D-F 2,5 м (98.438) Двухстоечный вертикальный токарный станок с ЧПУ Модель CK5225V-ATC (с вертикальным ходом ползуна 1,75 м + размер ползуна HD)
D-F CK5225V-ATC
Токарные станки VTL Токарно-револьверный станок)
Новый — В наличии
D-F 2,5 м (98.438) Двухстоечный вертикальный токарный станок с ЧПУ Модель CK5225V-ATC (с вертикальным ходом ползуна 1,75 м + размер ползуна HD)
D-F CK5231V
s,
Вертикальный револьверный токарный станок)
Инвентарный номер: 1079
Новинка — В наличии
D-F 3,1 м (122 дюйма) Модель CK5231V Двухстоечный вертикальный токарный станок с ЧПУ. 2,0 м Высота заготовки. Грузоподъемность 16 тонн.
D-F CK5250M-50
Токарные станки, VTL (вертикальный токарно-револьверный станок)
Новый — в наличии
НОВЫЙ D-F 5 м (200) Модель CK5250M-50 Вертикальный токарный/фрезерный центр с приводным инструментом и осью C, 30 ATC. 196,875 Макс. Свинг. 50-тонная вместимость заготовки 280 мм квадратный одиночный шток. Также доступен с 32 т…
196,875 Макс. Свинг. 50-тонная вместимость заготовки 280 мм квадратный одиночный шток. Также доступен с 32 т…
D-F CK5270M
Токарные станки, VTL (вертикальный токарно-револьверный станок)
Новинка — в наличии
D-F 7 м (276) Двухстоечный вертикальный токарный станок с ЧПУ Модель CK5270M с делительным столом и вращающимся шпинделем, с функциями фрезерования и сверления. Грузоподъемность 50 тонн. ВИДЕО ТОКАРНЫЙ: https://www.youtube.com/watc…
D-F 8000 мм (315 дюймов), модель CK5280 Двухстоечный вертикальный токарный станок с ЧПУ
Токарные станки, VTL (вертикальный револьверный токарный станок)
Артикул: 1094
Новый — в наличии
D-F 8000 мм (315 ”) модель CK5280 CNC Двойной столбец. CK5280
Токарные станки, VTL (вертикальный токарно-револьверный станок)
Новый — в наличии
8-метровый поворот x 3 м под рельсом (315″ x 118″) D-F МОДЕЛЬ CK5280 Вертикальный токарный станок с ЧПУ для тяжелых условий эксплуатации с двумя подвижными колоннами. (Также доступно с фрезерным шпинделем, модель оси «C» CK5280M.
(Также доступно с фрезерным шпинделем, модель оси «C» CK5280M.
D-F CK5280M
Токарные станки, VTL (вертикально-револьверный токарный станок)
Новинка — в наличии
D-F 8 м (315) Двухколонный вертикальный токарный станок с ЧПУ Модель CK5280M с делительным столом и приводным шпинделем, с функциями фрезерования и сверления. Грузоподъемность 150 тонн. ВИДЕО ТОКАРНАЯ РАБОТА: https://www.youtube.com/wat…
KING 52
Токарные станки, VTL (вертикально-револьверный станок)
Б/у — Хорошее
Вертикально-револьверный станок King 52. Модель 52
90-дюймовый двухстоечный вертикальный токарный станок King с 3 головками Модель 84, высокая колонна, вертикальный токарный станок
Токарные станки, VTL (вертикальный револьверный токарный станок)
Инвентарный №: 1069
Б/у — Отлично Яма требуется.
84IN
Таблица DIA
90. 5IN
5IN
Swing
72.5IN
Работа HT-U/R
75HP
Power
Titan SC-50
Lathes, VTL (ARTICLE )
Б/у — В хорошем состоянии
Б/у 208-дюймовый вертикально-сверлильный станок Titan SC-50, поршень и револьверная головка на рельсе, 67-дюймовый U/R, 90 об/мин.
46-дюймовый вертикальный токарный станок с ЧПУ Warner & Swasey Grey, модель VTS
Токарные станки, VTL (вертикальный револьверный токарный станок)
Б/у — в хорошем состоянии FANUC OITB CNC CONTROL В 2006 ГОДУ. (3) Доступные станки
40 дюймов
Диаметр стола
46 дюймов
Качели
47,5 дюйма
Работа HT-U/R
—
Power
2012 You JI 1000-ATC
RATHES, VTL (вертикальная турец. -ATC Вертикально-расточный станок с ЧПУ с ATC.Новинка в 2012 году
YOU JI 1000-ATC
Токарные станки, VTL (вертикально-револьверный станок)
Б/у — Хорошее
YOU-JI Модель 1000 ATC 39-дюймовый вертикальный токарный центр с ЧПУ. Серийный номер 1VTL100TX02686. Новые 2012
Серийный номер 1VTL100TX02686. Новые 2012
Подержанные револьверные токарные станки седельного типа на продажу
[
{
«description»: «Компания N & R Machine Sales предлагает большой выбор бывших в употреблении токарных станков с револьверной головкой от таких брендов, как WARNER & SWASEY, GISHOLT, JONES & LAMSON и других. Посетите наш сайт, чтобы запросить расценки сегодня.»,
«twitter:description»: «В отделе продаж N & R Machine Sales имеется большой выбор бывших в употреблении токарных станков с револьверной головкой от таких брендов, как WARNER & SWASEY, GISHOLT, JONES & LAMSON и других. Посетите наш сайт, чтобы запросить расценки сегодня.»,
«twitter:title»: «Подержанные револьверные токарные станки седельного типа на продажу | Продажа машин N & R»,
«twitter:card»: «резюме»
},
{
«og:description»: «В отделе продаж N & R Machine Sales имеется большой выбор бывших в употреблении токарных станков с револьверной головкой от таких брендов, как WARNER & SWASEY, GISHOLT, JONES & LAMSON и других. Посетите наш сайт, чтобы запросить расценки сегодня.»,
Посетите наш сайт, чтобы запросить расценки сегодня.»,
«og:title»: «Подержанные токарно-револьверные станки седельного типа на продажу | Продажа машин N & R»,
«og:locale»: «en_US»,
«og:site_name»: «Продажи машин N&R»,
«og:type»: «веб-сайт»
}
]Подержанные токарно-револьверные станки седельного типа на продажу | Продажа машин N&R
Категории оборудования Бренды Технические характеристики
1952 Jones & Lamson 7 A
Ratches, Turret Saddle Type
Сток №: L63045
ИСПОЛЬЗОВАНИЕ — GOOD
7 A ИСПОЛЬЗОВАНИЕ JONES & LAMSON SADDLE TUREL Swing
40 дюймов
Расстояние между центрами
2 A Используемый револьверный токарный станок Warner & Swasey с квадратной головкой Модель 3470 Лот 38
Токарные станки, револьверный седловидный тип
Номер по каталогу: L630450
Б/у — Хорошее
2 A Б/у Warner & Swasey Седельный токарно-револьверный станок с квадратной головкой Модель 3470 Лот 38
20 дюймов
Качели
43 дюйма
Тип квадратной головки Saddle & Waretner Turret Расстояние от центра
20007 Модель 3470 Лот 710
Токарные станки, револьверно-седельные револьверные станки
Инвентарный №: L630482
Б/у — В хорошем состоянии
2 A Б/у Warner & Swasey Седельно-револьверный токарный станок с квадратной головкой Модель 3470 Лот 710
20in
Swing
43in
Center Distance
2 A Used Warner & Swasey Square Head Saddle Type Turret Lathe Model 3470 Lot 02
Lathes, Turret Saddle Type
Stock #: L630486
Used — Good
2 б/у револьверный токарный станок Warner & Swasey с квадратной головкой, модель 3470, лот 02
20 дюймов
поворотный
67 дюймов
межцентровое расстояние
1961 WARNER & SWASEY 2A M-3470 лот 39
Lathes, Turret Saddle Type
Stock #: L630458
Used — Good
2 A Used Warner & Swasey Square Head Saddle Type Turret Lathe
20. 5in
5in
Swing
43in
Center Distance
1973 WARNER & SWASEY 3A M-3500 Лот 80
Токарные станки, револьверные седла
Инвентарный №: L630431
Б/у — Хорошее
3 A Б/у Warner & Swasey Седельно-револьверный токарный станок с квадратной головкой
23,5 дюйма
Swing
40IN
Центральное расстояние
1953 Warner & Swasey 3A M -1950 Lot 128
Токарни, башня седла типа
Стоки №: L630430
Используется — Good
3 A Используется Warner & Swasey Lever Head Lever. Седло Тайп турель Токарный станок
23.5IN
Swing
40IN
Центральный расстояние
1975 Warner & Swasey 3a M-3500 LOT 780
RATHES, TURRET Type
Склады #: L630435
0003
Используется — Good
3 A Используемый Warner & Swasey Square Head Head Type Type Tarrete Lathe
23. 5IN
5IN
Swing
40IN
Центральный расстояние
1968 Тип седла
Инвентарный номер: L630436
Б/у — В хорошем состоянии
3 A Б/у Warner & Swasey Седельный револьверный токарный станок с квадратной головкой
23,5 дюйма
Поворот
40 дюймов
1955 Warner & Swasey 3A M -3500 LOT 9
Токалы, башня седло тип
Стоки №: L630465
Используется — Good
3 A использованный Warner & Swasey Square Thipe Turret Lathe
23.5IN
. Swing
40 дюймов
Расстояние между центрами
Один б/у 3 A Warner & Swasey Седельный токарно-револьверный станок с квадратной головкой Модель 3500 Лот 72
Токарные станки, револьверно-седельный тип
Номер по каталогу: L630443
3 — Б/у
03
Один использовал 3 A Warner & Swasey Swasey Square Head Head Head Type Turret Tarrete Model 3500 LOT 72
24IN
Swing
40IN
Центральный расстояние
1956 Warner & Swasey 3A M-3500
Lathes, Turret Saddle Type
Сток №: L630459
ИСПОЛЬЗОВАНИЕ — GOOD
3 A ИСПОЛЬЗОВАНИЕ WARENER & SWASEY SWASEY SQUARE HEAD HEAD TYPE TYPE TYPE TYPE
24IN
SWASE
40IN
Центральное расстояние
4 Используемый Warner & Swasey Square Square Typed Токарный станок
Lathes, Turret Saddle Type
Stock #: L630425
Used — Good
4 A Used Warner & Swasey Square Head Saddle Type Turret Lathe
28. 25in
25in
Swing
62in
Center Distance
1975 WARNER & SWASEY 4A M-3550 Лот 679
Токарные станки, револьверно-седельного типа
Инвентарный #: L630426
Б/у — Хорошее
4 A Б/у Warner & Swasey Седельно-револьверный токарный станок с квадратной головкой
28,25 дюйма0003
Swing
62IN
Центральное расстояние
1980 Warner & Swasey 4A M -3550 LOT 854
Токалы, башня седла типа
Стоки №: L630437
— Good
4. Используемый Warner & Swasey Square. Седло тип башни Токарный станок
28.25in
Swing
62IN
Центральный расстояние
1957 Warner & Swasey 4A M-3580 Лот 4B
, банкнота, тушеносная седла
Запас #: L630442 9000 9000 20003
ИСПОЛЬЗОВАНИЕ — GOOD
4 A ИСПОЛЬЗОВАНИЕ WARNER & SWASEY SQUARE HEAD HEAD TYPE TYPE TURRET TATHE
28. 25IN
25IN
Swing
62IN
Центральное расстояние
1969 Warner & Swasey 4A M -3550 Lot 46
Lathes, Turn Тип седла
Инвентарный номер: L630453
Б/у — В хорошем состоянии
4 A Б/у Warner & Swasey Седельный револьверный токарный станок с квадратной головкой
28,25 дюйма
Поворот
62 дюйма
3
0003
1983 Warner & Swasey 4a M -3550
Ratches, Turret Haddle Type
Сток №: L630454
ИСПОЛЬЗОВАНИЕ — GOOD
4 A ИСПОЛЬЗОВАНИЕ WARNER & Swasey Square Tuddle Turret Lathe
28.25IN
.
62IN
Центральное расстояние
1964 Warner & Swasey 4a M -3550 LOT 39
Токарни, башня седла типа
Сток №: L630460
— Good
4 Используемый Warner & Swasey Square Square Type Type Tirret Late Late
28.25in
Swing
62IN
Центральное расстояние
1960 Warner & Swasey 4a M -3580 Лот 16
Ratches, Turret Saddle Type
Стокол №: L630462
. & Swasey Седельный токарно-револьверный станок с квадратной головкой
& Swasey Седельный токарно-револьверный станок с квадратной головкой
28,25 дюйма
Поворотный станок
62 дюйма
Межосевое расстояние
1966 WARNER & SWASEY 4A M-3580 Лот 13
Типы седла
Токарный станок с револьверной головкой
0011 Стоки №: L630466
ИСПОЛЬЗОВАНИЕ — GOOD
4 A ИСПОЛЬЗОВАНИЕ WARENS & SWASEY SWASEY HEAD HEAD HEAD TYPE TYPE TYPE DURRET TATHE
28.25IN
Swing
62IN
Центральное расстояние
1974 ИСПОЛЬЗОВАТЕЛЬНОЙ И СВАЗИ. Лот Токарно-револьверный станок седельного типа
Токарные станки, Токарно-револьверный станок седловидного типа
Инвентарный номер: L630467
Б/у — Хорошее
1974 Б/у Warner & Swasey Square Head Модель 3550 Лот 777 Токарно-револьверный станок седловидного типа
28.25in
Swing
62IN
Центральное расстояние
1971 Warner & Swasey 4A M -3550 LOT 55
RATHES, Turret Saddle Type
Stock #: L630472
. & Swasey Седельный токарно-револьверный станок с квадратной головкой
& Swasey Седельный токарно-револьверный станок с квадратной головкой
28,25 дюйма
Поворотный станок
62 дюйма
Расстояние между центрами
1957 WARNER & SWASEY 4A M-3550 Лот 41
Типы седла
Токарный станок с револьверной головкой
0011 Стоки №: L630473
ИСПОЛЬЗОВАНИЕ — GOOD
4 A ИСПОЛЬЗОВАНИЕ Warner & Swasey Square Head Head Type Type Type Durret
28.25in
Swing
62IN
Центральный расстояние
4 A Используемый Warner & Swasey Square Sadd Токарно-револьверный станок
Токарные станки, седельно-револьверный станок
Инвентарный номер: L630478
Б/у — хорошее
4 A Б/у Warner & Swasey Седельно-револьверный станок с квадратной головкой
28,25 дюйма
Swing
0003
62 дюйма
Расстояние между центрами
4 A Подержанный токарно-револьверный станок Warner & Swasey с рычажной головкой
Токарные станки,
Артикул: L630481
Подержанный седельно-револьверный станок Warner & Swasey Swasey
9 A Тип Револьверный токарный станок
28,25 дюйма
Поворотный станок
62 дюйма
Расстояние между центрами
1977 Б/у Warner & Swasey Square Head 4A Модель 3550 Лот 777 Седельный токарный станок револьверного типа
0003
Стоки №: L640485
ИСПОЛЬЗОВАНИЕ — GOOD
1977 ИСПОЛЬЗОВАНИЕ WARNER & SWASEY SQUARE HEAD 4A Модель 3550 LOT 777 Седловый тип башня Tale
28. 25IN
25IN
Swing
62IN
Center Distam Револьверно-револьверный станок Swasey Square Head Model 3550
Токарные станки, револьверно-револьверного типа
Инвентарный #: L630490
Б/У — В хорошем состоянии
4 A Б/у Warner & Swasey Square Head Model 3550 Токарно-винторезный револьверный станок
28.25in
Swing
62IN
Центральное расстояние
4 A Используемый Warner & Swasey Lever Head Hed Type Type Model 1500
RATES, Gooddle Type
#: L630416
. 4 A Бывший в употреблении револьверный токарный станок Warner & Swasey с рычажной головкой, модель 1500
28,25 дюйма
Swing
96 дюймов
Расстояние между центрами
0008
точки, башня седла типа
Стоки №: L630485
Используется — Good
4 A Используется Warner & Swasey Lever Head Hed Type Type Model 1500
28. 25IN
25IN
Swing
96IN 9000 3
Центр. ▷ 3d модели револьверного станка с ЧПУ 【STLFinder 】
револьверный станок с ЧПУ
грабкад
токарная башня с ЧПУ, остальное я разрабатываю, это еще не готовая струя.
Револьверная головка токарного станка с ЧПУ
грабкад
Незадолго до января 2008 года Дитер Фрейнд опубликовал свои проекты устройства автоматической смены инструмента для токарного станка с ЧПУ. Его дизайн элегантен и решает некоторые сложные проблемы с помощью простых решений. Устройство смены инструмента может позиционировать восемь инструментов…
TURRET (револьверная головка токарного станка с ЧПУ)
грабкад
09149805082
Токарно-револьверный станок с ЧПУ
грабкад
8-позиционная турель. 5. Основные детали изготовлены из механитового чугуна.
5. Основные детали изготовлены из механитового чугуна.
6. Шпиндель работает на прецизионном двухрядном роликовом подшипнике и радиально-упорном шарикоподшипнике.
7. Автоматическая система смазки подает масло на все направляющие и шариковые винты.
8. …Конвейер стружки с…
Токарно-револьверный станок GOODWAY GS-260MS Координат ЧПУ
3океан
Токарно-револьверный станок GOODWAY GS-260MS Координировать эту высококачественную модель для показа в производстве, для рендеринга кадров и анимации фильмов
cgtrader
Токарно-револьверный станок GOODWAY GS-260MS Координируйте эту высококачественную модель для показа в производстве, для рендеринга кадров и анимации фильмов
Револьвер Doosan с ЧПУ
грабкад
Револьверная головка Puma 4100 с некоторыми инструментами
Револьверная головка с ЧПУ для вала
грабкад
ЧПУ Youji YV-320E
Револьверный токарный нож
грабкад
Револьверный токарный нож
Револьверный токарный нож GSL15
грабкад
Револьверный токарный нож GSL15
Токарный станок с ЧПУ
грабкад
Токарный станок с ЧПУ
Токарный станок с ЧПУ
грабкад
Токарный станок с ЧПУ
ТОкарный станок с ЧПУ
грабкад
СТАНОК ЧПУ
токарный станок с ЧПУ
грабкад
ЧПУ 2013
ТОКАРНЫЙ СТАНОК С ЧПУ
грабкад
ТОКАРНЫЙ СТАНОК С ЧПУ
Револьверный токарный станок
грабкад
Эта машина была произведена LIN HUAN Machinery Co. …Ltd. Я выбрал револьверный токарный станок в качестве проекта своего сессионного курса Solidworks.
…Ltd. Я выбрал револьверный токарный станок в качестве проекта своего сессионного курса Solidworks.
токарный станок с ЧПУ
грабкад
Грунтовка для обработки торцов с ЧПУ
ТОКАРНЫЙ СТАНОК С ЧПУ
грабкад
станки с ЧПУ для изготовления деталей из различных материалов
Токарный станок с ЧПУ
грабкад
3д модель токарного станка с ЧПУ. …На этой модели я использую модели других пользователей грабкад.
Токарный станок с ЧПУ
грабкад
Я использовал этот станок с ЧПУ для проектирования макета механического цеха
Трёхревольверный токарный станок 100-й модели
вещьвселенная
Это моя сотая модель. …Это оригинальная конструкция трехревольверного станка. Я создал станок и стенд в Solidworks. …По иронии судьбы, это также моя сотая вещь на Thingiverse.
…Это оригинальная конструкция трехревольверного станка. Я создал станок и стенд в Solidworks. …По иронии судьбы, это также моя сотая вещь на Thingiverse.
Стол для вертикально-револьверного станка
грабкад
Стол для вертикального токарно-револьверного станка для обработки громоздких тяжелых деталей, таких как: корпус насоса, корпус для ветроэнергетики, детали для производства электроэнергии и т. д. Гидростатический прямой привод Чрезвычайно жесткий подшипник стола для высокоэффективной обработки больших заготовок!
Токарный станок с ЧПУ — ERNAULT
грабкад
Токарный станок с ЧПУ — ERNAULT с системой охлаждения, конвейером для стружки и револьверной головкой
ТОКАРНЫЙ СТАНОК С ЧПУ 5 ОСЕЙ
грабкад
ЧПУ
Кинематическая модель токарного станка с ЧПУ
вещьвселенная
Всем привет, это простая кинематическая модель токарного станка с ЧПУ (без задней бабки).
