Токарно револьверный станок: 1341 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Содержание
Назначение токарно-револьверного станка и характеристики © Геостарт
Рубрика:
Инструменты и оборудование
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции :
- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.


Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе , а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов . После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные . Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами , которые будут оказывать давление на детали.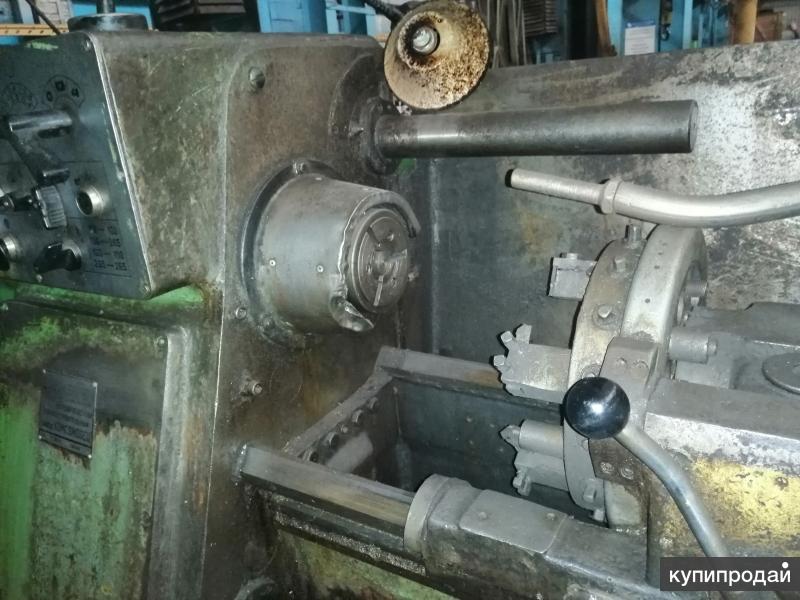 Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию . Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт . Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов , обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки . Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности . Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку . Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата . Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ , отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
автор Мартынова Валерия |
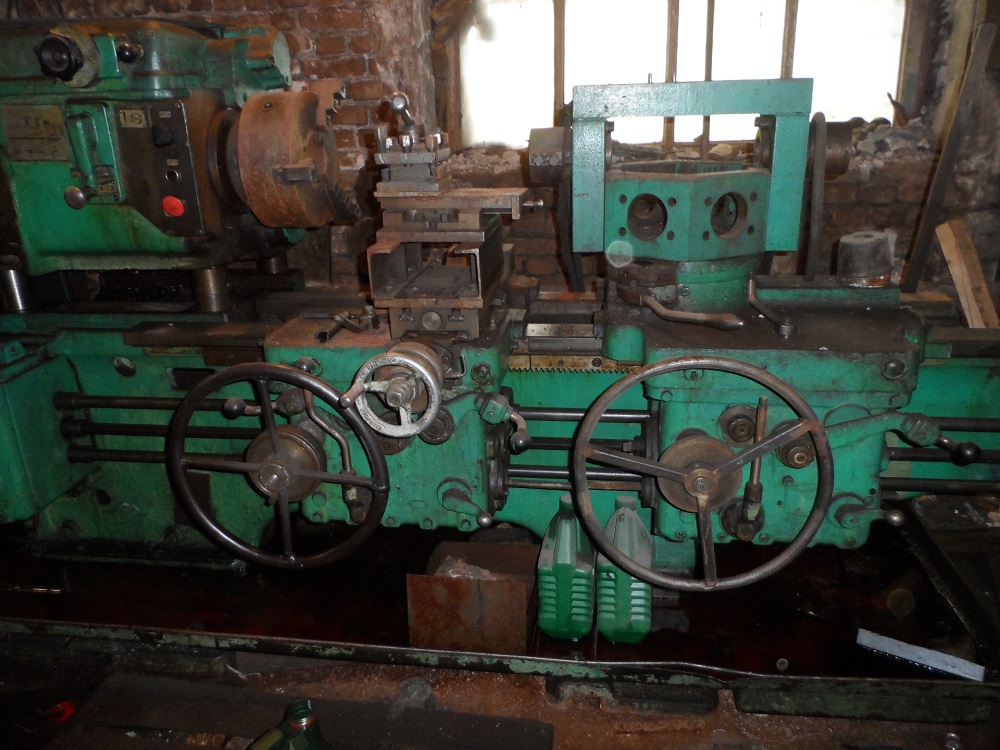
Токарно-револьверный станок 1Г340П:устройство,характеристика,схемы станка
- Устройство токарно-револьверного станка
- Органы управления токарно-револьверного станка
- Кинематическая схема токарно-револьверного станка
- Станина токарно-револьверного станка
- Коробка скоростей токарно-револьверного станка
- Коробка подач токарно-револьверного станка
- Револьверный суппорт токарно-револьверного станка
- Техническая характеристика токарно-револьверного станка
Токарно-револьверный станок модели 1Г340, 1Г340П предназначены для серийного выполнения разнообразных работ, таких как:
- обточка поверхности;
- расточка отверстия;
- зенкерование;
- развертывание;
- отрезка и подрезка торцов;
- прорезка канавок;
- нарезание резьбы метчиком и плашкой
Поперечная обработка деталей осуществляется при помощи круговой подачи револьверной головки.
На станках может выполняться обработка конусов при условии оснащения его дополнительным устройством
Станки бывают двух исполнений: для обработки шестигранников (с наибольшим размером S = 32 мм) и прутков алюминиевых в95. Обработки в трехкулачковом патроне единичных деталей диаметром до 200 мм.
Штекерная панель пульта управления предназначена для автоматического переключения частоты вращения шпиндельной бабки и подачи суппорта при смене позиций револьверной головки и значительно повышает производительность.
Использование сменных револьверных головок способствует быстрому переналаживанию станка.
Зажим и подача прутков осуществляется гидравлическим механизмом.
Класс точности станка 1Г340 — нормальный.
Класс точности станка 1Г340П — повышенный.
Устройство токарно-револьверного станка 1Г340П
- Станина станка;
- Коробка скоростей станка;
- Гидравлический механизм зажима и подачи заготовки;
- Коробка подач станка;
- Резьбонарезной механизм;
- Копировальный механизм;
- Револьверный суппорт;
- Фартук;
- Электрооборудование;
- Насосная станция;
- Система охлаждения;
- Передний барабан упоров;
- Редуктор;
- Стойки;
- Защитный кожух;
- Станция системы смазки;
- Шпиндель;
- Упор ограничения круговых перемещений;
- Отводной упор
Органы управления токарно-револьверного станка 1Г340П
- Сигнальная лампа
- Амперметр
- Сигнальная лампа „Отсутствие рабочего давления в системе и системе смазки»
- Кнопка „Пуск смазки»
- Рукоятка режимов работы (ручное управление, автоматическое управление)
- Рукоятка диапазонов частоты вращения шпинделя
- Рукоятка „Зажим-разжим изделия»
- Рукоятка частоты вращения шпиндельной бабки
- Рукоятка включения и выключения системы охлаждения СОЖ
- Рукоятка пуска, торможения и остановки шпинделя
- Переключатель включения реверса шпинделя (обратного хода)
- Кнопка „Аварийный стоп»
- Рукоятка фиксации и расфиксации револьверной головки
- Ручка включения и выключения продольной подачи револьверного суппорта
- Кнопка включения поперечной подачи револьверной головки
- Рукоятка ручного продольного перемещения револьверного суппорта
- Маховик ручной поперечной подачи револьверной головки
- Маховик ручного ускоренного поворота револьверной головки
- Рукоятка включения реверсивного хода поперечной подачи
- Рукоятка жесткого отводного упора для отключения продольной подачи
- Золотник регулирования давления масла в системе
- Манометр
- Рукоятка подвода упоров барабана для отключения продольной подачи
- Рукоятка установки значения подач
- Переключатель установки величин подач
- Штекерная панель
Кинематическая схема токарно-револьверного станка 1Г340П
Станина токарно-револьверного станка 1Г340, 1Г340П
Станина представляет собой чугунную литую отливку, которая состоит из основания, верхней станины и автоматической коробки скоростей.
В проемах основания установлены станция системы смазки и станция системы охлаждающей жидкости (СОЖ). Электродвигатель главного движения (вращение шпинделя) установлен на подмоторной плите, а на подвижной плите — коробка скоростей станка. В средине основания предусмотрено место для сбора стружки и удобного ее извлечения.
На основание крепится станина с призматическими направляющими, по которым перемещается револьверный суппорт.
В левой части станины крепиться шпиндельная бабка, коробки подач, редуктора круговых подач револьверной головки и фартука.
В правой части станины между направляющими установлен упор ограничения продольного перемещения револьверного суппорта.
Коробка скоростей токарно-револьверного станка 1Г340, 1Г340П
На станке используется автоматическая коробка скоростей, позволяющая производить переключение частоты вращения на ходу и под нагрузкой.
Торможение вала осуществляется при одновременном включении трех электромагнитных муфт.
Реверсный ход шпиндельной бабки осуществляется электродвигателем.
Централизованная смазка коробки подач.
Коробка подач токарно-револьверного станка 1Г340, 1Г340П
Ведущий вал 2 коробки подач получает вращательное движение от последнего ведомого вала коробки скоростей через ременную передачу. Крутящий момент от электродвигателя на входной (ведомый) вал 4 коробки скоростей и с выходного вала 1 на шпиндельную бабку передается с помощью плоскозубчатой ременной передачи.
В коробке скоростей расположено пять электромагнитных муфт, которые, при включении попарно, выдают на валу 12 скоростей (с учетом реверсного электродвигателя).
При помощи электромагнитных муфт и блока шестерен 1 получается 12 продольных и поперечных подач револьверного суппорта в двух диапазонах.
Централизованная смазка коробки подач.
Револьверный суппорт токарно-револьверного станка 1Г340, 1Г340П
Револьверный суппорт предназначен перемещения режущего инструмента в поперечном и продольном перемещениях. Подачи могут осуществляться в автоматическом режиме или вручную.
Подачи могут осуществляться в автоматическом режиме или вручную.
Многопозиционная револьверная головка 2 устанавливается на зубчатом венце 1. Зубчатый венец, в свою очередь, крепится на валу револьверной головки 4.Ведущий вал установлен на двух подшипниках 3. Продольные перемещения суппорта осуществляются при помощью рейки 15.
Барабан упоров 6 расположен соосно с валом револьверной головки и зафиксирован на нем при помощи втулки 7 и гаек 9. Вал револьверной головки через шестерню 16 связан с коллектором управления расположением револьверной головки.
Круговые перемещения револьверной головке передаются от коробки подач станка через ременную передачу
Техническая характеристика токарно-револьверного станка по металлу модели 1Г340П
| Основные параметры | 1Г340 | 1Г340П |
|---|---|---|
Класс точности по ГОСТ 8-77 | Н | П |
| Точность обработки на длине,мм | 0,12. | 0,06…0,08 |
| Точность обработки по диаметру,класс | 3 | 2а |
| Наибольшая длина заготовки | 3000 | 3000 |
Наибольший диаметр детали, устанавливаемый над станиной,мм | 400 | 400 |
Наибольшая длина подачи прутка,мм | 100 | 100 |
Расстояние от переднего шпинделя до револьверной головки,мм: | ||
| наименьшее | 120 | 120 |
| наибольшее | 630 | 630 |
| Расстояние от низа станка до оси шпинделя,мм | 1060 | 1060 |
| Диаметр отверстия в шпинделе,мм | 62 | 62 |
| Пределы частоты вращения шпинделя,об/мин: | ||
| патронное исполнение | 36. ..1600 ..1600 | 36…1600 |
| скоростное исполнение | 56…2500 | 56…2500 |
| Габаритные станки станка,мм: | ||
| длина | 2800 | 2800 |
| ширина | 1200 | 1200 |
| высота | 1400 | 1400 |
| Масса станка,кг | 2500 | 2500 |
 ..0,14
..0,14
Токарно-винторезный станок 16Р25П
Токарно-винторезный станок 1П611
Токарный станок 1е61м,1е61мт
Поделитесь информацией с друзьями в социальных сетях
6
из 6.
Оценок: 556.
Обработка на токарно-револьверных станках
Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте. Поэтому токарно-револьверные станки более производительны и, как правило, применяются в серийном производстве. На токарно-револьверных станках можно выполнить все виды токарных работ при обработке как штучных заготовок, так и заготовок из пруткового материала.
Поэтому токарно-револьверные станки более производительны и, как правило, применяются в серийном производстве. На токарно-револьверных станках можно выполнить все виды токарных работ при обработке как штучных заготовок, так и заготовок из пруткового материала.
Применение токарно-револьверных станков экономично в тех случаях, когда требуется последовательно или одновременно обтачивать наружные и растачивать внутренние поверхности, сверлить, зенкеровать, нарезать резьбу и т. п., т. е. когда можно применять одновременно несколько инструментов, а также при обработке деталей партиями. Экономичность револьверных станков по сравнению с токарными достигается за счет сокращения вспомогательного времени. Однако следует учитывать, что режимы резания вследствие недостаточной жесткости технологической системы при револьверных paботах значительно снижаются. Кроме того, существенное значение имеет сложность настройки станка, поэтому при револьверных работах широко используют групповые револьверные наладки, позволяющие осуществлять обработку технологически подобранных деталей.
Токарно — револьверный станок отличается от токарно-винторезного отсутствием задней бабки, на месте которой установлена револьверная головка с кареткой. Для обработки заготовки из пруткового материала шпиндель станка снабжен специальным механизмом подачи и закрепления прутка.
Револьверная головка имеет различные конструкции. Наиболее распространенными являются шестигранные револьверные головки с вертикальной осью вращения и круглые револьверные головки с горизонтальной осью вращения.
В шестигранных револьверных головках с вертикальной осью вращения (рис. 3.47, а) имеется шесть гнезд для установки инструмента. Станки с такой головкой обычно изготовляют с одним поперечным передним, а иногда с передним и задним суппортами. Последний используют для прорезки канавок, подрезки опорных поверхностей, отрезки заготовок, причем перемещать инструменты можно только в поперечном направлении. С помощью переднего суппорта выполняют те же виды обработки, что и на токарно-винторезных станках, кроме нарезания резьбы, которое выполняют инструментами, установленными на револьверной головке: наружную резьбу нарезают плашками, а внутреннюю — метчиками.
На рис. 3.47,а в качестве примера показана схема обработки втулки на токарно-револьверном станке.
Головка с горизонтальной осью вращения (рис. 3.47, б) обычно имеет 12-16 отверстий для закрепления инструментов. Ее можно периодически поворачивать (для осуществления последовательной работы режущих инструментов), а также медленно непрерывно вращать (для подрезки, прорезки канавок и отрезки). Такие головки рационально применять в тех случаях, когда при обработке необходимо выполнять несколько переходов с поперечной подачей инструментов, помещенных в револьверной головке.
Наладка револьверного станка заключается в подборе и рациональной группировке инструментов в державке, установке их в головке и суппортах в определенной последовательности, регулировании
инструментов в продольном и радиальном направлениях, регулировании упоров.
Эффективность использования револьверного станка может быть значительно повышена при совмещении переходов обработки. Так, за один переход Рисунок 3.47 можно расточить центральное ступенчатое отверстие и обточить несколько наружных поверхностей, центрование или сверление можно совместить с обработкой резцом наружной поверхности и т. п.
Так, за один переход Рисунок 3.47 можно расточить центральное ступенчатое отверстие и обточить несколько наружных поверхностей, центрование или сверление можно совместить с обработкой резцом наружной поверхности и т. п.
На рис. 3.48 показано совмещение переходов обработки на станках с вертикальной (а—в) и горизонтальной (г—е) осями вращения револьверной головки с использованием комбинированного инструмента многорезцовых державок и многоместных стоек или державок, позволяющих закреплять в одном гнезде револьверной головки несколько инструментов.
Рисунок 3.48
На рис. 3.49, а—д показаны некоторые виды державок для установки различных инструментов в гнездах револьверных головок.
Токарно-револьверные станки в ряде случаев позволяют использовать специальные устройства для автоматизации цикла обработки, включая загрузку заготовок и удаление их со станка после обработки.
Рисунок 3.49
3.2.12 Протягивание отверстий
В массовом, крупносерийном и среднесерийном производстве широко применяется протягивание отверстий цилиндрических, шлицевых и других форм.
Цилиндрические отверстия протягиваются после сверления или зенкерования. Протягивание заменяет развертывание отверстий на сверлильных и револьверных станках.
Для протягивания цилиндрических отверстий пользуются круглыми протяжками, которые обеспечивают обработку отверстий с точностью до 7-го квалитета и шероховатостью поверхности Ra=3,2 – 0,4мкм.
Протяжки квадратные, одношпоночные, шлицевые применяются для обработки отверстий соответствующих форм.
Для выполнения калибровочных операций, а также для обработки глухих отверстий применяются прошивки. Прошивки проталкиваются через отверстие и в отличие от протяжек, работающих на растяжение, работают на продольный изгиб. Длина прошивок 150—300 мм, они значительно короче протяжек.
Длина прошивок 150—300 мм, они значительно короче протяжек.
Станки, применяемые для протягивания, делятся на:
1) механические и гидравлические;
2) горизонтальные и вертикальные;
3) одно-и многошпиндельные.
Механические протяжные станки имеют механическую подачу, осуществляемую реечной зубчатой парой или ходовым винтом. Реечный механизм не обеспечивает плавного, спокойного хода, что плохо отражается на работе протяжки. Ходовой винт дает более равномерный и спокойный ход протяжки.
Протяжные механические станки бывают с двумя ходовыми винтами, которые при вращении осуществляют тяговую силу путем передачи движения салазками с закрепленной на них протяжкой Механические протяжные станки все более заменяют высокопроизводительными гидравлическими станками, гидравлическая подача которых дает более спокойный и равномерный ход протяжки по сравнению с механическими станками.
Вертикальные протяжные станки занимают значительно меньшую площадь, чем горизонтальные (примерно в два-три раза). На этих станках устанавливать для обработки деталь удобнее; снятие детали можно автоматизировать; после протягивания не требуется переносить протяжку в первоначальное положение, так как она автоматически закрепляется поочередно то за верхний конец, то за нижний.
Двух- и трехшпиндельные вертикальные протяжные станки позволяют протягивать одновременно 2—3 детали.
Для одновременного протягивания двух отверстий в одной детали (например, в шатуне двигателя) применяются специальные горизонтальные или вертикальные двухшпиндельные протяжные станки.
Толкающие станки для прошивания применяются для выполнения калибровочных операций. Прошивание сквозных и глухих отверстий обычно осуществляется на прессах гидравлических, пневматических, механических и ручных.
Установка детали для протягивания на протяжных станках производится на жесткой или шаровой опоре. Установку детали на жесткой опоре (рис. 3.50, а) применяют, когда торец детали подрезан перпендикулярно оси отверстия. Если торец детали не подрезан (черная, необработанная поверхность) или подрезан неперпендикулярно оси отверстия, деталь устанавливают для протягивания на шаровой опоре (рис. 3.50, б).
Установку детали на жесткой опоре (рис. 3.50, а) применяют, когда торец детали подрезан перпендикулярно оси отверстия. Если торец детали не подрезан (черная, необработанная поверхность) или подрезан неперпендикулярно оси отверстия, деталь устанавливают для протягивания на шаровой опоре (рис. 3.50, б).
Применяя шаровую опору для деталей с одним подрезанным торцом, деталь опирают на другой необработанный торец; таким образом зубья протяжки будут врезаться с обработанного торца и благодаря этому будут меньше тупиться.
Рисунок 3.50 Установка деталей при протягивании:
а — на жесткой опоре: 1 — лобовая часть станка; 2 — опорная шайба; 3— обрабатываемая деталь; 4—протяжка; б — на шаровой опоре: 1— пружина; 2 — опорная шайба; 3 —• шаровая опора; 4 — обрабатываемая деталь; 5 — протяжка
Одновременное протягивание нескольких деталей повышает производительность станка.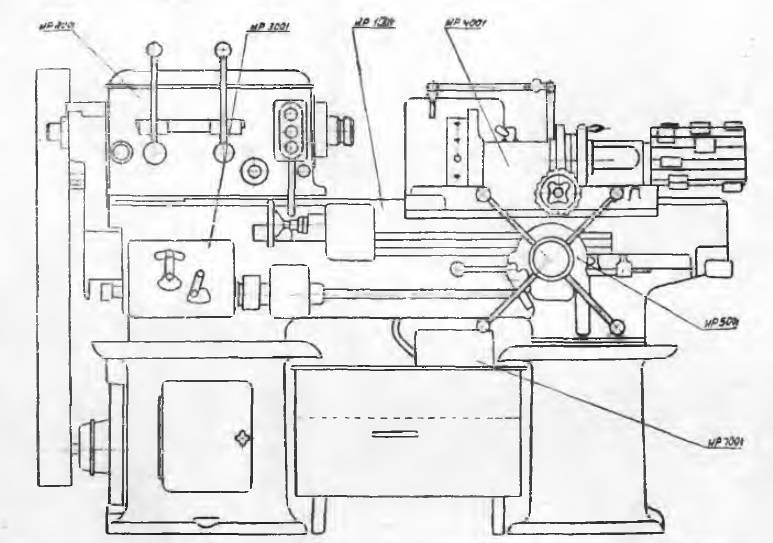 Если длина отверстия у детали меньше 2—3 шагов протяжки, следует протягивать отверстие одновременно у нескольких деталей.
Если длина отверстия у детали меньше 2—3 шагов протяжки, следует протягивать отверстие одновременно у нескольких деталей.
3.2.13 Обработка на шлифовальных станках
Внутреннее шлифование применяют главным образом при обработке точных отверстий в закаленных деталях, а также в тех случаях, когда по каким-либо причинам невозможно применить другие, более производительные методы точной обработки отверстий, например алмазное растачивание, хонингование и др.
Существуют два способа внутреннего шлифования: во вращающейся заготовке и в неподвижной заготовке. Первый способ применяют при шлифовании отверстий в небольших по размерам заготовках, большей частью представляющих собой тела вращения, например отверстий в зубчатых колесах, в кольцах шарико- и роликоподшипников, а второй — при шлифовании отверстий в заготовках корпусных деталей, которые неудобно или невозможно закрепить в патроне станка.
б)
Рисунок 3. 51
51
В первом случае обрабатываемую заготовку зажимают в патроне и приводят во вращательное движение (рис. 3.51, а). Во втором случае заготовка устанавливается на столе станка, а шпиндель шлифовального круга помимо вращательного движения имеет планетарное движение (рис. 3.51, б).
В обоих случаях осуществляется продольная подача шлифовального круга вдоль оси шлифуемого отверстия: в первом случае — движением шпиндельной головки, во втором — движением стола.
Наиболее существенное отличие внутреннего шлифования от наружного круглого шлифования заключается в том, что обработка производится кругом малого диаметра. Обычно диаметр круга при внутреннем шлифовании составляет 0,7.-.0,9 диаметра отверстия шлифуемой заготовки.
В обычных конструкциях шпиндельных головок скорость круга при шлифовании отверстий малого диаметра большей частью не превышает 10 м/с и увеличивается с ростом размеров головок в соответствии с увеличением диаметров шлифуемых ими отверстий, доходя до 30 м/с при диаметрах отверстий свыше 30 мм. Относительно малая жесткость шпинделя шлифовального круга ограничивает глубину резания (поперечную подачу) взависимости от диаметра шлифуемого отверстия при предварительном шлифовании стали и чугуна 0,005 – 0.02мм и при чистовом шлифовании 0,002. . .0,01 мм на один двойной ход. Меньшие значения поперечной подачи применяют при диаметрах отверстий, не превышающих 40 мм, и при больших отношениях длины отверстий к его диаметру.
Относительно малая жесткость шпинделя шлифовального круга ограничивает глубину резания (поперечную подачу) взависимости от диаметра шлифуемого отверстия при предварительном шлифовании стали и чугуна 0,005 – 0.02мм и при чистовом шлифовании 0,002. . .0,01 мм на один двойной ход. Меньшие значения поперечной подачи применяют при диаметрах отверстий, не превышающих 40 мм, и при больших отношениях длины отверстий к его диаметру.
Внутреннее шлифование производят вращением с продольной подачей, составляющей, как и при круглом наружном шлифовании, 0,4 — 0,8 ширины круга при предварительном шлифовании и 0,25 — 0,4 круга при чистовом, причем меньшие значения применяют при отношении длины отверстия к диаметру, равному трем.
Вследствие малых размеров шлифовальных кругов для внутреннего шлифования стойкость их, естественно, меньше, чем при других видах шлифования.
Рисунок 3. 52
52
Для внутреннего шлифования нужно выбирать более мягкие круги, чем для наружного шлифования, так как при значительной длине дуги контакта круга с обрабатываемой поверхностью возможен более сильный нагрев обрабатываемой заготовки.
При внутреннем бесцентровом шлифовании (Рисунок 3.52) обрабатываемую заготовку 2 помещают между поддерживающими роликами1 и 3 и ведущим роликом 5. Поддерживающие и ведущий ролики помещены в одном корпусе4, который перемещается вместе с обрабатываемой заготовкой в сторону шпинделя 6 шлифовального круга.
Дата добавления: 2017-10-04; просмотров: 1959; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Станок для изготовления торпед. Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал ВМФ
[ промежуточная рулонная пленка ]
Об этом товаре
Заголовок
- Станок для изготовления торпед.
 Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал ВМФ
Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал ВМФ
Имена участников
Палмер, Альфред Т., фотограф
Соединенные Штаты. Управление военной информации.
Создано/опубликовано
1942?
Тематические заголовки
- —
США—Вирджиния—Александрия
Заголовки
Негативы защитной пленки.

Жанр
Негативы защитной пленки
Заметки
- —
Фактический размер негатива C (приблизительно 4 x 5 дюймов).
- —
Заголовок отредактировал агентство.
- —
Название и другая информация с карты подписи.

- —
Передача; Соединенные Штаты. Управление военной информации. Зарубежный фотоотдел. Вашингтонский дивизион; 1944.
- —
Более подробная информация о коллекции FSA/OWI доступна по адресу http://hdl.loc.gov/loc.pnp/pp.fsaowi.
- —
Копия пленки на рулоне SIS 37, кадр 41.
Середина
1 отрицательный: безопасность; 4 х 5 дюймов или меньше.

Номер телефона/физическое местоположение
- LC-USE6- D-000043 [P&P] LOT 2017 (Расположение соответствующей печати)
Исходная коллекция
- Администрация безопасности фермы – Коллекция фотографий Управления военной информации (Библиотека Конгресса)
Репозиторий
Отдел эстампов и фотографий Библиотеки Конгресса Вашингтон, округ Колумбия, 20540, США http://hdl.loc.gov/loc.pnp/pp.print
Цифровой идентификатор
ФСА 8b08859 //hdl.
 loc.gov/loc.pnp/fsa.8b08859
loc.gov/loc.pnp/fsa.8b08859
Контрольный номер Библиотеки Конгресса
- 2017689116
Репродукционный номер
- LC-USE6-D-000043 (черно-белая пленка, отрицательная)
Онлайн формат
изображение
Постоянная ссылка LCCN
- https://lccn.
 loc.gov/2017689116
loc.gov/2017689116
Дополнительные форматы метаданных
- MARCXML-запись
- МОДС Запись
- Дублинская основная запись
Часть
- Лот 2017
(163) - Администрация безопасности фермы/Управление войны Информация Черно-белые негативы
(170 738) - Американская память
(513 430) - Отдел эстампов и фотографий
(1 023 743) - Онлайн-каталог Библиотеки Конгресса
(1 343 168)
Права и доступ
Содержимое черно-белых негативов информации Администрации безопасности ферм/Военного управления Библиотеки Конгресса является общественным достоянием и может свободно использоваться и повторно использоваться.
Кредитная линия: Библиотека Конгресса, Отдел эстампов и фотографий, Администрация безопасности ферм/Управление военной информации, черно-белые негативы.
Для получения информации о воспроизведении, публикации и цитировании материалов из этой коллекции, а также о доступе к исходным материалам см.: Информация Управления безопасности ферм США/Военного управления. Черно-белые фотографии. Информация о правах и ограничениях.
Подробнее об авторских правах и других ограничениях
Для получения рекомендаций по составлению полных ссылок обратитесь к Citing Primary Sources.
- Консультант по правам :
ВидетьСтраница информации о правах и ограничениях
- Репродукция номер :
LC-USE6-D-000043 (черно-белая пленка, отрицательная)
- Номер телефона :
LC-USE6- D-000043 [P&P] LOT 2017 (местоположение соответствующей печати)
- Информация о доступе :
—
Получение копий
Если отображается изображение, вы можете загрузить его самостоятельно. (Некоторые изображения отображаются только в виде эскизов за пределами
(Некоторые изображения отображаются только в виде эскизов за пределами
Библиотеке Конгресса из соображений прав, но у вас есть доступ к изображениям большего размера на
сайт.)
Кроме того, вы можете приобрести копии различных типов через
Услуги тиражирования Библиотеки Конгресса.
- Если отображается цифровое изображение: Качество цифрового изображения частично
зависит от того, был ли он сделан из оригинала или промежуточного звена, такого как копия негатива или
прозрачность. Если поле «Репродукционный номер» выше включает репродукционный номер, начинающийся
с LC-DIG…, то есть цифровое изображение, которое было сделано непосредственно с оригинала
и имеет достаточное разрешение для большинства целей публикации. - Если есть информация, указанная в поле Номер репродукции выше:
Вы можете использовать репродукционный номер для покупки копии в Duplication Services. Это будет
Это будет
сделано из источника, указанного в скобках после номера.Если в списке указаны только черно-белые («ч/б») источники и вам нужна копия, показывающая
цвета или оттенка (при условии, что они есть у оригинала), обычно можно приобрести качественную копию
оригинал в цвете, указав номер телефона, указанный выше, включая каталог
запись («Об этом элементе») с вашим запросом. - Если в поле Номер репродукции выше нет информации:
Как правило, вы можете приобрести качественную копию через Duplication Services. Назовите номер телефона
перечисленных выше, и включите запись каталога («Об этом элементе») в свой запрос.
Прайс-листы, контактная информация и формы заказа доступны на
Веб-сайт службы дублирования.
Доступ к оригиналам
Пожалуйста, выполните следующие действия, чтобы определить, нужно ли вам заполнять квитанцию о звонке в разделе «Распечатки».
и читальный зал фотографий, чтобы просмотреть исходные предметы. В некоторых случаях используется суррогатное изображение (замещающее изображение).
доступны, часто в виде цифрового изображения, копии или микрофильма.
Элемент оцифрован? (Эскиз (маленькое) изображение будет видно слева.)
- Да, товар оцифрован.
Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
просматривать в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленьких) изображений, когда вы находитесь вне Библиотеки
Конгресс, потому что права на предмет ограничены или не были оценены на предмет прав
ограничения.
В качестве меры по сохранению мы обычно не обслуживаем оригинальный товар, когда цифровое изображение
доступен. Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
библиотекарь. (Иногда оригинал просто слишком хрупок, чтобы служить. Например, стекло и
пленочные фотонегативы особенно подвержены повреждениям. Их также легче увидеть
онлайн, где они представлены в виде положительных изображений.) - Нет, элемент не оцифрован. Перейдите к #2.
- Да, товар оцифрован.
Указывает ли вышеприведенные поля Access Advisory или Call Number, что существует нецифровой суррогат,
например, микрофильмы или копии?- Да, другой суррогат существует. Справочный персонал может направить вас к этому
суррогат. - Нет, другого суррогата не существует. Перейдите к #3.

- Да, другой суррогат существует. Справочный персонал может направить вас к этому
- Если вы не видите уменьшенное изображение или ссылку на другой суррогат, пожалуйста, заполните бланк вызова в
читальный зал эстампов и фотографий. Во многих случаях оригиналы могут быть доставлены в течение нескольких минут.
Другие материалы требуют назначения на более позднее время в тот же день или в будущем. Справочный персонал может
проконсультировать вас как по заполнению бланка заказа, так и по срокам подачи товара.
Чтобы связаться со справочным персоналом в читальном зале эстампов и фотографий, воспользуйтесь нашим
Спросите библиотекаря или позвоните в читальный зал между 8:30 и
5:00 по номеру 202-707-6394 и нажмите 3.
Процитировать этот товар
Цитаты генерируются автоматически из библиографических данных, как
для удобства и может быть неполным или точным.
Стиль цитирования Чикаго:
Управление военной информации США, Палмер, Альфред Т. , фотограф. Станок для изготовления торпед. Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал ВМФ . США Александрия Вирджиния, 1942 г. ?. Фотография. https://www.loc.gov/item/2017689116/.
, фотограф. Станок для изготовления торпед. Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал ВМФ . США Александрия Вирджиния, 1942 г. ?. Фотография. https://www.loc.gov/item/2017689116/.
Стиль цитирования APA:
Управление военной информации США, Палмер, А. Т., фотограф. (1942) Станок для изготовления торпед. Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал Флота . США Александрия Вирджиния, 1942 г. ?. [Фотография] Получено из Библиотеки Конгресса, https://www.loc.gov/item/2017689116/.
Стиль цитирования MLA:
Военное управление США, фотограф Палмер, Альфред Т. Машина для изготовления торпед. Сложная работа на токарно-револьверном станке — специальность этого человека. Местонахождение: большой восточный арсенал ВМФ . ?. Фотография. Получено из Библиотеки Конгресса,  loc.gov/item/2017689116/>.
loc.gov/item/2017689116/>.
выпускников Warner & Swasey | Револьверный токарный станок для хобби? | Практик-механик
Брайан Элбин
Пластик
#1
Здравствуйте, За исключением механического цеха в старшей школе в 1970-х, я совершенно новичок в изучении механической обработки.
Я думаю, что в основном понимаю ценность токарного станка револьверного типа для производственных циклов; Мне интересно, использует ли кто-нибудь из вас его для домашнего хобби-магазина. Если да, то потому ли, что это захватывающая часть машины, или у нее есть преимущества для использования в качестве хобби?
Спасибо, Брайан
Стив Бауш
Нержавеющая сталь
#2
Зависит от того, сколько совместимых инструментов у вас уже есть?
Зависит от вашего хобби и требуемых операций.
В тот момент, когда вы обнаружите, что вам приходится сверлить, развертывать, нарезать внутреннюю резьбу, точить уступ, а затем нарезать резьбу и снимать фаски с нескольких одинаковых предметов для вашего хобби, было бы неплохо иметь.
TДегенхарт
Алмаз
#3
Если вы строгий любитель, я бы остановился на токарном станке и посмотрел на револьверную головку для задней бабки.
Том
Брайан Элбин
Пластик
#4
Благодарю вас обоих за ответы.
Похоже, создание нескольких одинаковых вещей оправдывает турель. Единственный в своем роде проект, кажется, требует обычного токарного станка.
Спасибо, ребята.
Шнурки Тайрона
Алмаз
#5
Брайан Альбин сказал:
Я благодарю вас обоих за ответы.
Похоже, создание нескольких одинаковых вещей оправдывает турель. Единственный в своем роде проект, кажется, требует обычного токарного станка.Спасибо, ребята.
Нажмите, чтобы развернуть…
У вас есть это в одном, но я бы сказал, что любой токарный станок не бьет никакой токарный станок.
С уважением Тайрон.
Стивен Томас
Алмаз
#6
Брайан — когда вы говорите, что хобби это ваше хобби старые паровозы и кабельные экскаваторы, или это часы?
Если ваши интересы ближе к первому, вы находитесь в правильном форуме, большие старые токарные станки с револьверными головками динозавров для больших старых машин динозавров, даже вплоть до старинных автомобилей и т. д.
Если меньше, от автомобилей до часов, Hardinge машины с ручным винтом вполне жизнеспособны и достаточно быстро настраиваются. Я настрою револьверную головку с ручным винтом, чтобы сделать всего 3 или 4 резьбовых втулки одинакового размера. (хотя, вероятно, не установлено большинство упоров)
Патрон Hardinge имеет еще пару револьверных станций и может работать с более крупными деталями.
Как уже упоминалось, ваши затраты и кривая обучения будут заключаться в использовании инструментов и в том, как эффективно использовать все инструменты.
смт
мах3
Нержавеющая сталь
#7
Рычажный поперечный суппорт прекрасно дополнит револьверную головку. Токарный станок с револьверной задней бабкой и рычажным поперечным суппортом работает хорошо. Я предпочитаю два токарных станка, мой обычный токарный станок с двигателем со стандартной задней бабкой, кареткой и т. д. и второй токарный станок с револьверной головкой. Таким образом, у меня есть первый токарный станок для изготовления револьверной оснастки.
джон.к
Алмаз
#8
Токарные станки с револьверной головкой и токарным станком, как правило, сильно изношены, иногда сильно изношены, со сломанными деталями. Как правило, они имеют специализированные патроны и не используют стандартные патроны напрямую. Мой совет: никогда не переплачивайте за нестандартные станки по средней цене металлолома, и вы не обожжетесь. .Моторный токарный станок в сто раз универсальнее для любителя.
Грязь
Алмаз
#9
Токарно-револьверный станок отлично подходит для сверления и нарезания резьбы на концах стержней, а также для обработки простых диаметров. Чего он не может делать, так это конусов и углов, потому что у него нет компаунда, он не очень универсален для нарезания резьбы, потому что у него нет ходового винта, он не работает между центрами без некоторой возни, и у них нет люнетов для длительной работы.
Чего он не может делать, так это конусов и углов, потому что у него нет компаунда, он не очень универсален для нарезания резьбы, потому что у него нет ходового винта, он не работает между центрами без некоторой возни, и у них нет люнетов для длительной работы.
Я устаю сверлить на токарном станке с двигателем до того, как будет сделано первое отверстие, и ловлю себя на мысли, что хочу свой револьверный станок. Я устаю от черновой обработки на токарном станке с двигателем до того, как будут обработаны первые два диаметра, и ловлю себя на мысли, что хочу свой токарно-револьверный станок. Но некоторые детали просто не могут быть легко изготовлены на токарно-револьверном станке, поэтому я решил использовать и то, и другое.
мах3
Нержавеющая сталь
#10
Грязь сказал:
Токарно-револьверный станок отлично подходит для сверления и нарезания резьбы на концах стержней, а также для обработки простых диаметров. Чего он не может делать, так это конусов и углов, потому что у него нет компаунда, он не очень универсален для нарезания резьбы, потому что у него нет ходового винта, он не работает между центрами без некоторой возни, и у них нет люнетов для длительной работы.
Я устаю сверлить на токарном станке с двигателем до того, как будет сделано первое отверстие, и ловлю себя на мысли, что хочу свой револьверный станок. Я устаю от черновой обработки на токарном станке с двигателем до того, как будут обработаны первые два диаметра, и ловлю себя на мысли, что хочу свой токарно-револьверный станок. Но некоторые детали просто не могут быть легко изготовлены на токарно-револьверном станке, поэтому я решил использовать и то, и другое.
Нажмите, чтобы развернуть…

Короткие конусы (и нестандартные формы) могут быть выполнены с помощью формовочного инструмента в поперечных салазках рычага. Нарезание резьбы можно выполнить с помощью матрицы в задней бабке револьверной головки так же, как нарезание резьбы.
Ричард Кинг
Алмаз
#11
Я скучаю по токарному станку с револьверной головкой. Их весело использовать. Как говорит Мадд, если вам нужно сверлить, нарезать и поворачивать кучу деталей, это может сэкономить массу времени. На самом деле я только что сделал ставку на 4 ДВ-59Хардингс.
мах3
Нержавеющая сталь
#12
Вы также можете приобрести направляющие, которые подходят для турели. Револьвер перемещается в нужное положение, а поперечный суппорт приводится в действие вручную.
мах3
Нержавеющая сталь
№13
Ричард Кинг сказал:
Я скучаю по токарному станку с револьверной головкой.
Их весело использовать. Как говорит Мадд, если вам нужно сверлить, нарезать и поворачивать кучу деталей, это может сэкономить массу времени. На самом деле я только что сделал ставку на 4 ДВ-59Хардингс.
Нажмите, чтобы развернуть…
Плюс 1 на «прикольный» мистер Кинг.
Шнурки Тайрона
Алмаз
№14
Вы можете нарезать токарные станки с токарными станками и револьверными головками, если они оснащены короткими взаимозаменяемыми ходовыми винтами и гайками, которые есть на хорошо оборудованном токарном станке.
К сожалению, эти предметы всегда пропадают, если вы покупаете подержанную машину.
С уважением Тайрон.
Грязь
Алмаз
№15
Тайрон — Вы часто их видите в Великобритании? Я только помню, что видел здесь один W&S, оборудованный подобным образом. Казалось, что он был создан для одной работы, и потребовалось бы много работы, чтобы перейти на другую площадку.
Шнурки Тайрона
Алмаз
№16
Грязь сказал:
Тайрон — Вы часто их видите в Великобритании? Я только помню, что видел здесь один W&S, оборудованный подобным образом. Казалось, что он был создан для одной работы, и потребовалось бы много работы, чтобы перейти на другую площадку.
Нажмите, чтобы развернуть…
Да немного, если честно. Большинство токарно-револьверных станков «Герберт» имело такое оборудование вместе с одним или двумя небольшими токарными станками «Герберт». «Палаты» были похожи. У них был ряд коротких ходовых винтов, которые можно было довольно быстро заменить, а также взаимозаменяемые гайки, которые были двусторонними с разным шагом на каждом конце. Они монтировались снаружи, поэтому вся установка была простой работой.
Это были только короткие винты, поэтому максимальная длина резьбы была от 10 до 18 дюймов в зависимости от размера машины.
У некоторых был механизм обратного хода, поэтому, когда седло достигало предустановленного упора, вся поперечная направляющая отлетала назад примерно на 5/16 дюйма. Вы заводили седло обратно в начальную точку, делали еще один разрез, нажимали рычаг обратного хода. в и прочь вы пошли Резка винтов для чайников Просто следите за рычагом и вашими голенями
С уважением, Тайрон
греггв
Горячекатаный
# 17
Мне всегда нравились револьверные станки. Отличные копировальные машины. Одноточечная резьба — это единственное, что вы не можете сделать без насадки, которой, я думаю, становится все меньше. Намного лучше, чем токарный станок с двигателем для большого количества токарных работ. У поперечных суппортов обычно есть выталкиватели, которые я нахожу очень удобными, вы почти всегда можете иметь задний инструмент, подумайте о перевернутом инструменте для обрезки, стружка не застревает! Пара расточных головок и коробочный инструмент, может быть, инструмент для нарезания резьбы и держатель штампа, и все готово!
Намного лучше, чем токарный станок с двигателем для большого количества токарных работ. У поперечных суппортов обычно есть выталкиватели, которые я нахожу очень удобными, вы почти всегда можете иметь задний инструмент, подумайте о перевернутом инструменте для обрезки, стружка не застревает! Пара расточных головок и коробочный инструмент, может быть, инструмент для нарезания резьбы и держатель штампа, и все готово!
Демон69
Титан
# 18
Почему они всегда тянутся к песне, когда ты не готов к ним!?
Пневмораспределитель Ward Capstan 2DS | eBay
Чисто выглядящая машина Fricken за 100 фунтов!
Стивен Томас
Алмаз
# 19
Не в весовой лиге W&S, но компания Hardinge произвела множество патронов как с ручной нарезкой резьбы, так и с электропневматическим автоматическим циклом, основанным на том же принципе.
На DSM конусы можно обрезать примерно до 1-1/2 дюйма с помощью верхнего суппорта/компаунда, приводимого в действие рычагом; из переднего положения на обычном поперечном суппорте с рычагом. Здесь есть револьверный инструмент B&S с суппортом для обрезки конусы, предположительно для таких деталей, как (карбюраторные) реактивные иглы, но я никогда не использовал их
Вот, исправил это для вас:
Я предпочитаю 3 или 4 токарных станка,
Нажмите, чтобы развернуть…
…мой обычный моторный токарный станок со стандартной задней бабкой, кареткой и т.
д. и еще пара станков с револьверной установкой. Таким образом, я могу использовать их все, чтобы сделать инструменты друг для друга, чтобы облегчить создание большего количества инструментов.
Нажмите, чтобы развернуть…
пгт
Шнурки Тайрона
Алмаз
#20
Демон73 сказал:
Почему они всегда тянутся к песне, когда ты не готов к ним!?
Пневмораспределитель Ward Capstan 2DS | eBay
Чисто выглядящая машина Fricken за 100 фунтов!
Нажмите, чтобы развернуть.
..
Это сделка. Красивый внешний вид машины. В молодости я много работал на этих машинах. Они были довольно пуленепробиваемой конструкцией. Я удивлен, увидев, что эта машина описана как «DS». Я всегда понимал, что «DS» означает «Double Slide». Это было что-то вроде опорной скобы, которая устанавливалась на переднюю часть таранного вала и направляющие, чтобы сделать его жестким.
Если вы посмотрите револьверные станки «Ward» на сайте «Tony’s lathes», вы найдете несколько иллюстраций более современных станков «Ward» 2DS и 3DS, на которых вы можете увидеть опорную скобу, о которой я говорю.
С уважением Тайрон.
Последнее редактирование:
Генерация выходных данных ЧПУ для обработки на токарном станке с несколькими револьверными головками
Щелкните правой кнопкой мыши операцию обработки в дереве процессов операций и выберите Интерактивно создать код ЧПУ
.
Появится следующее диалоговое окно.
Вы также можете запустить Интерактивное создание кода NC
на панели инструментов West Compass.
Задайте параметры и нажмите «Выполнить», чтобы сгенерировать данные ЧПУ.
В примере ниже показан тип данных в выходном файле.
$$ ------------------------------------------------ ------ $$ Сгенерировано 30 июля 2008 г. 5:09:49 вечера $$ CATIA APT ВЕРСИЯ 1.0 $$ ------------------------------------------------ ------ КАНАЛ,2 $$ ПГМ LT $$ Деталь Операция: Многоревольверный токарный станок $$*CATIA0 $$ ПГМ LT $$ 0,00000 0,00000 1,00000 0,00000 $$ 1.00000 0.00000 0.00000 0.00000 $$ 0,00000 1,00000 0,00000 0,00000 ЧАСТЬ ДЛЯ ОБРАБОТКИ ХОЛОД/ВКЛ. ВЫРЕЗАТЬ/ВЫКЛ. $$ НАЗВАНИЕ ОПЕРАЦИИ : Смена токарного инструмента.2 $$ Начать создание : Смена токарного инструмента.2 С / 0.00000, 100.00000, 0.00000 $$ СМЕНА ИНСТРУМЕНТА НАЧАЛО РЕЗАК/ 28.000000 ИНСТРУМЕНТ/1, ПОВОРОТ НАГРУЗКА/1 $$ ИЗМЕНЕНИЕ ИНСТРУМЕНТАEND $$ Конец поколения : Смена токарного инструмента.2 $$ НАЗВАНИЕ ОПЕРАЦИИ: Бурение.1 $$ Начать генерацию: Сверление.1 НАГРУЗКА/3,1 ТЛАКСИС/ 0.000000, 0.000000, 1.000000 ШПИНДЛ/ 70.0000, ОБ/МИН, CLW СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 0.00000, 0.00000, 10.00000 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 0.00000, 0.00000, 1.00000 ЦИКЛ/СВЕРЛЬ, 60.206665, 1.000000, 0.400000,MMPR ПЕРЕЙТИ / 0.00000, 0.00000, 0.00000 ЦИКЛ/ВЫКЛ. СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 0.00000, 0.00000, 10.00000 СИНХР/1,2,1, $$ Конец поколения: Сверление.1 Шпиндель/ВЫКЛ. ПЕРЕМОТКА/0 КОНЕЦ $$ ------------------------------------------------ ------ $$ Сгенерировано 30 июля 2008 г. 5:09:51 вечера $$ CATIA APT ВЕРСИЯ 1.0 $$ ------------------------------------------------ ------ КАНАЛ,1 $$ ПГМ UT $$ Деталь Операция: Многоревольверный токарный станок $$*CATIA0 $$ ПГМ UT $$ 0,00000 0,00000 1,00000 0,00000 $$ 1.00000 0.00000 0.00000 0.00000 $$ 0,00000 1,00000 0,00000 0,00000 ЧАСТЬ ДЛЯ ОБРАБОТКИ ХОЛОД/ВКЛ. ВЫРЕЗАТЬ/ВЫКЛ. $$ НАЗВАНИЕ ОПЕРАЦИИ : Смена токарного инструмента.1 $$ Начать создание : Смена токарного инструмента.
1 С / 0.00000, 100.00000, 0.00000 $$ СМЕНА ИНСТРУМЕНТА НАЧАЛО РЕЗАК/ 1.000000 ИНСТРУМЕНТ/1, ПОВОРОТ НАГРУЗКА/1 $$ ИЗМЕНЕНИЕ ИНСТРУМЕНТАEND $$ Конец поколения : Смена токарного инструмента.1 $$ НАЗВАНИЕ ОПЕРАЦИИ: Внешняя черновая обработка $$ Начать генерацию: Внешняя черновая обработка СИНХР/1,1,2, ПЕРЕКЛЮЧАТЕЛЬ/9ФЕДРАТ/ 1.0000,MMPR Шпиндель/ 70.0000, об/мин ПЕРЕЙТИ / 28.00000, 0.00000, 2.50000 ПЕРЕЙТИ / 28.00000, 0.00000, 0.50000 ФЕДРАТ/ 0,8000,ММПР ПЕРЕЙТИ / 28.00000, 0.00000, -49.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 28.21213, 0.00000, -49.28787 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 28.21213, 0.00000, 2.50000 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 25.50000, 0.00000, 2.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 25.50000, 0.00000, 0.50000 ФЕДРАТ/ 0,8000,ММПР ПЕРЕЙТИ / 25.50000, 0.00000, -49.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 25.71213, 0.00000, -49.28787 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 25.71213, 0.00000, 2.50000 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 23.00000, 0.00000, 2.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 23.00000, 0.
00000, 0.50000 ФЕДРАТ/ 0,8000,ММПР ПЕРЕЙТИ / 23.00000, 0.00000, -49.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 23.21213, 0.00000, -49.28787 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 23.21213, 0.00000, 2.50000 СТРЕМИТЕЛЬНЫЙ ПЕРЕЙТИ / 20.50000, 0.00000, 2.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 20.50000, 0.00000, 0.50000 ФЕДРАТ/ 0,8000,ММПР ПЕРЕЙТИ / 20.50000, 0.00000, -49.50000 ФЕДРАТ/ 1.0000,MMPR ПЕРЕЙТИ / 20.71213, 0.00000, -49.28787 $$ Конец поколения: Внешняя черновая обработка Шпиндель/ВЫКЛ. ПЕРЕМОТКА/0 КОНЕЦ
Производственная программа PGM UT на КАНАЛЕ 1 (верхняя турель) синхронизирована
с производственной программой PGM LT на КАНАЛЕ 2 (нижняя башня) с помощью
операторов SYNC/1,1,2. В этом примере начало
операция чернового точения и окончание сверления синхронизированы.
*START_NC_INSTRUCTIONNC_PROGRAM_HEADER *START_SEQUENCE КАНАЛ,%MFG_CHANNEL_NUMBER *КОНЕЦ *КОНЕЦ
MFG_CHANNEL_NUMBER : номер канала (башни), связанный с
Производственная программа.
