Токарно винторезный станок 16к20 технические характеристики: Токарный станок 16К20 – технические характеристики, паспорт, фото
Содержание
Токарный станок 16в20: паспорт, технические характеристики, схемы
Токарно-винторезный станок 16К20 – знаменитая модель, которая известна многим мастерам ещё со времен Советского Союза. Этот агрегат был и является весьма популярным оборудованием. Такому успеху и признанию среди специалистов он обязан своей универсальности – с его помощью можно совершать токарную обработку широкой номенклатуры деталей. Он рассчитан на работу с наиболее распространенными типоразмерами заготовок. Это делает его незаменимым помощником как на больших производственных объектах, так и в бытовом использовании.
Модель 16К20 применяется для обработки поверхностей цилиндрической и конической формы, а также заготовок, имеющих сложную форму. Кроме того, техника весьма эффективна при нарезании резьбы. Дополнительный инструмент (резцы, сверла и прочие) расширяет функционал станка и дает возможность обрабатывать торцевые поверхности.
Из названия станка можно получить детальную информацию о том, что это за техника. Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Первая цифра в названии (1) говорит о том, что перед нами токарный станок. Цифра шесть используется для идентификации токарно-винторезного станка. Индексом «К» обозначено поколение агрегата, а последние две цифры говорят о том, что высота центров оборудования составляет 220 миллиметров. Модифицированные модели повышенной точности также имеют в названии конечную букву «П». Станки типа 16К20 П также пользуются серьезным спросом на постсоветском пространстве.
Программы управления и автоматизации процесса обработки
При использовании ЧПУ процессы по обработке деталей осуществляются с помощью установленных программ с возможностью корректировки ввода данных с клавиатуры операторского пульта, а также с применением кассет внешней памяти с отображением на дисплее, что позволяет менять характеристики обрабатываемой детали.
Для автоматизации процесса обработки оснащаются 6, 8 или 12-позиционными головками имеющими ось поворота в горизонтальной плоскости. Головка оснащена диском с возможностью установки 3 осевых и 6 радиальных приспособлений, а также 8 или 12 блоков под осевые или радиальные инструменты.
Для повышения производительности токарных станков 16К20ФЗ производится их модернизация: меняется кинематическая схема, система энергоснабжения устанавливается комплекс с ЧПУ NC-210 (прилагается полное описание, схема) производства из города Санкт-Петербурга, что позволяет значительно повысить точность обработки, операционные возможности и характеристики.
Кинематическая схема токарно-винторезного станка 16В20
Кинематическая схема токарно-винторезного станка 16в20
Схема установки подшипников на токарно-винторезном станке 16в20
Схема установки подшипников токарно-винторезного станка 16в20
Перечень подшипников токарно-винторезного станка 16в20
Регулировка шпиндельных подшипников токарно-винторезного станка 16в20
Шпиндельные подшипники отрегулированы на заводе и не требуют дополнительного регулирования.
В случае крайней необходимости потребитель может силами высококвалифицированных специалистов прибегнуть к регулированию шпиндельных опор.
Однако перед этим необходимо проверить жесткость шпиндельного узла. Для этого на станине под фланцем шпинделя устанавливается домкрат с проверенным в лаборатории динамометром и через прокладку, предохраняющую шпиндель от повреждений, к его фланцу прилагается усилие, направленное вертикально снизу вверх.
Смещение шпинделя контролируется аттестованным индикатором с ценой деления не более 0,001 мм, устанавливаемым на шпиндельной бабке и касающимся своим измерительным наконечником верхней части фланца шпинделя. Отклонение шпинделя на 0,001 мм должно происходить при приложенном усилии не менее 45—50 кгс. Если величина нагрузки при смещении на 0,001 мм значительно ниже указанной, то пошипник необходимо регулировать.
Комплект шпиндельных подшипников:
- 33. Передний подшипник № 4-3182120 — роликовый радиальный двухрядный
- 18. Задний подшипник № 6-8116 — шариковый упорный одинарный
- 17. Задний подшипник № 6-7216 — роликовый радиально-упорный конический, 80х140х26
Профилактика и стабильность
Работа токарного оборудования связана с постоянными нагрузками на его основные узлы. При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
Периодически устройство нуждается в техническом осмотре, по результатам которого механик приходит к выводу, нужно ли делать ремонт токарного станка 16к20. Технология его обслуживания предполагает выполнение ряда задач.
При этом обязательно проверяется наличие смазки. Такая процедура поможет избежать травматизма на рабочем месте.
Планово-предупредительный ремонт оборудования направлен на поддержание его деталей в рабочем состоянии. Для этого составляется график, и разрабатываются специальные мероприятия, направленные на восстановление технических возможностей станка. В комплексе работ проводится диагностика составляющих элементов конструкции с последующей чисткой, смазкой и заливкой масла, а также заменой изношенных частей и промывкой основных узлов. Все виды работ предполагают определенные временные затраты.
Капитальный ремонт позволяет значительно увеличить срок эксплуатации прибора и его составных частей. Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента
Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
Особое внимание уделяется шлифовке станины, коробке скоростей и передач, фартуку, суппорту, задней бабке, электрической части станка и системе его охлаждения
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
К прочтению: Характеристика и описание токарного станка СВ141П с ЧПУ
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Тех обслуживание
Проверки состояния и функциональности 16к20 проводятся с целью недопущения падения точности, а также обеспечения нормированных показателей работы оборудования. Краткий список регламентных операций:
- Наружный осмотр и устранение дефектов как станка в целом, так и отдельных узлов.

- Контроль состояния механизмов, производимый с открыванием крышек узлов.
- Проверка правильности переключения рукоятей управления коробками передач, подач, скоростей шпинделя, подач.
- Выборка люфта винта привода поперечных салазок.
- Регулировка ленточного тормоза шпинделя и фрикционной муфты главного привода.
- Подтягивание прижимных планок, клиньев в конструкции поперечных салазок резцов.
- Очистка поверхностей резцедержателя, при необходимости — зачистка царапин, забоев.
- Проверка состояния направляющих станины, каретки, зачистка задиров, забоев, царапин.
- Очистка, промывка протекторов каретки, салазок суппорта, задней бабки.
- Подтягивание или полная замена изношенных крепежных элементов, пружин.
- Проверка состояния ременных передач главного привода и механики быстрого перемещения суппорта, чистка шкивов, проверка натяжения, по необходимости ремонт и замена.
В ходе периодического технического обслуживания производятся все необходимые мелкие ремонты таких элементов, как ограждающие щиты и кожухи, системы охлаждения и смазки. Также составляется дефектационная ведомость на детали и узлы, которые необходимо заменить в ходе планового или капитального ремонта.
Также составляется дефектационная ведомость на детали и узлы, которые необходимо заменить в ходе планового или капитального ремонта.
Расположение органов управления токарным станком 16В20
Расположение органов управления токарным станком 16в20
Перечень органов управления токарно-винторезного станка 16В20
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьбы (подачи)
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14)
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода, а также «СТОП/АВАРИЙНЫЙ СТОП»
- Рукоятка включения подачи при ее выключении в результате перегрузки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой
- Маховик перемещения пиноли задней бабки
- Рукоятка закрепления задней бабки на станине
- Винты поперечного перемещения задней бабки
- Рукоятка крепления (зажима) пиноли задней бабки
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления резцовой головки
- Винт закрепления каретки на станине
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло регулировки подачи охлаждающей жидкости
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Переключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа «Станок подключен к сети»
- Вводный автоматический выключатель
- Сигнальная лампа «Главный электродвигатель включен»
- Упор продольного перемещения
- Рукоятка переключения шага дюймовой резьбы с 11 на 19 ниток на дюйм
- Рукоятка включения и выключения механического привода верхнего суппорта (салазок)
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
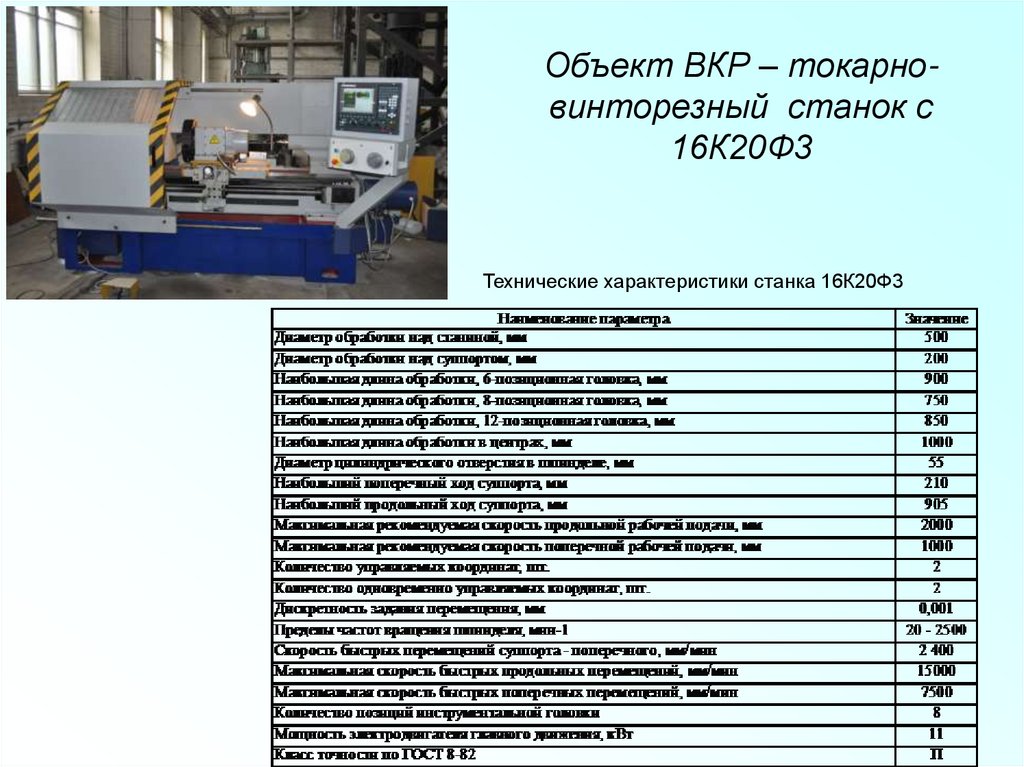
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Технические характеристики токарно-винторезного станка 1е61м, схемы
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Расположение основных узлов токарно-винторезного станка 16В20
Расположение основных узлов токарного станка 16в20
Спецификация основных узлов токарно-винторезного станка 16В20
- Коробка передач — 1В62Г.81.000
- Электрошкаф — 1В62Г.83В.000
- Коробка подач — 16Б20П.070.000
- Бабка передняя — 1В62Г.24.01
- Ограждение патрона — 1В62Г.93.01
- Станина — 16В20.12.000, -01; 1В62Г.12.000
- Каретка и суппорт — 1В62Г.35.000
- Фартук — 16Б20П.061.000
- Ограждение суппорта — 16К20.
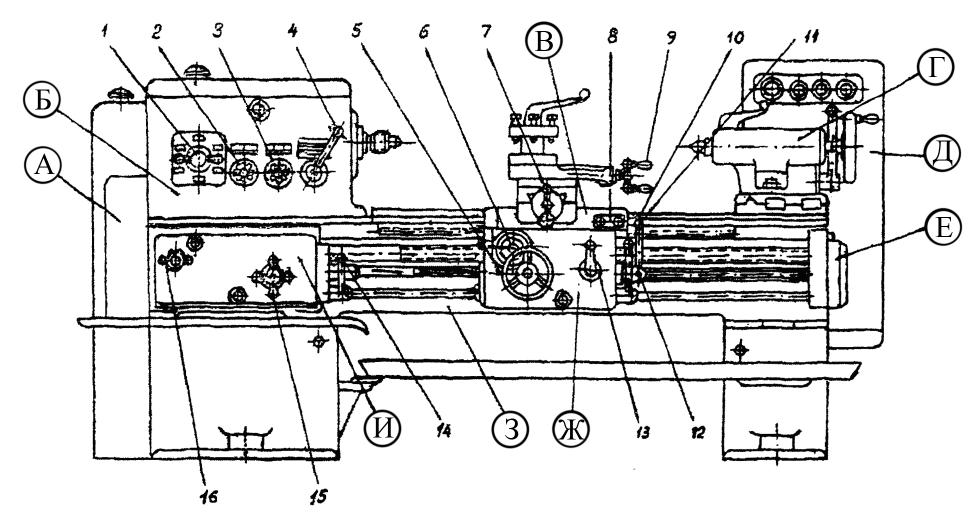 261.000
261.000 - Бабка задняя — 1В62Г.30.000
Спецификация основных узлов станка 16В20А с механическим приводом верхнего (резцового) суппорта (поставляется по особому заказу)
- Коробка передач — 1В62Г.81.000
- Электрошкаф — 1В62Г.83В.000-01
- Коробка подач — 077.0000.000
- Бабка передняя — 1В62Г.24.01
- Ограждение патрона — 1В62Г.93.01
- Станина — 16В20.12.000, -01; 1В62Г.12.000
- Каретка и суппорт — 1В62Г.35.000
- Фартук — 067.0000.000
- Ограждение суппорта — 16К20.261.000
- Бабка задняя — 1В62Г.30.000
Станок 16К20
Данную модель начали производить в 70-е годы XX века на Московском станкостроительном заводе, до сих пор он остаётся основным универсальным токарно-винторезным агрегатом. Он предназначен для выполнения разного вида токарных работ:
- Обтачивание и расточка поверхностей конической и цилиндрической формы.
- Нарезание резьбы — внутренних, наружных, дюймовых, метрических, модульных и питчевых.

- Сверление с разными видами свёрл, зенкерования, развёртывания и другие виды работ с горячекатаного и холодного проката.
Буквенно-цифровые обозначения на оборудовании имеют свою расшифровку: цифра 1 — означает токарный станок, 6 — указывает, что станок токарно-винторезный, буква «К» на поколение агрегата, цифра 20 — высота центра (220 мм). В конце индекса также стоит ещё одна буква, в этом станке наличие буквы «П» указывает на характеристику повышенной точности.
В настоящее время агрегат уже не выпускается в таком виде, как раньше, но на его смену пришли более современные и усовершенствованные модели. Они проектируются с помощью компьютерных программ, поэтому станины имеют повышенный класс точности.
https://youtube.com/watch?v=IRvR9x47u8U
Технические характеристики токарно-винтового станка 16К20
Основные технические характеристики являются главными показателями готовности станка к выполнению широкого спектра работ.
- Класс точности — P.

- Максимальный диаметр обработки заготовки над станиной — 400 мм, точения над суппортом поперечным — 220 мм, обрабатываемого прутка — 50 мм.
- Максимальная длина изделия для обработки — 710, 1000,1400,2 тыс. мм.
- Предельное число оборотов шпинделя — 12,5–1200 об/мин.
- Пределы подач продольных — 0,05–2,8 мм/об, поперечных — 0,0025–1,4 мм/об.
- Максимально допустимое усилие механизмом подач на упоре (продольное) — 800 кгс, поперечное — 460 кгс.
- Максимально допустимое усилие механизмом подач на резце (продольное) — 600 кгс, поперечное — 360 кгс.
- Электродвигатель главного движения, его мощность — 11 квт.
- Наибольший вес детали, которую в состоянии обработать станок — 1300 кг.
- Габариты станка — длина — 2605,2795,3195, 3795 мм, ширина — 1190 мм, высота — 1500 мм.
- Масса токарно-винторезного станка — 2635,3005, 3225, 3685 кг.
Все модификации станка 16К20, выполненные на его базе, имеют схожую конструкцию, поскольку максимально унифицированы. Все модели установок имеют также и другие важные показатели в процессе работы:
Все модели установок имеют также и другие важные показатели в процессе работы:
- безопасность использования;
- надёжность в работе;
- нормальная и повышенная точность;
- удобство обслуживания;
- производительность;
- долговечность при активной эксплуатации.
Агрегат запускается при помощи кнопки, её должен нажать оператор. Кнопка замыкает электрическую цепь катушки контактора. В электросхеме также есть и другие кнопки, которыми можно управлять, переключать, все они помогают:
- Управлять перемещениями суппорта и каретки на высокой скорости — толчковая кнопка.
- В нужный момент остановить двигатель.
- Запустить и остановить электрический насос охлаждения.
- В конструкции станка предусмотрено реле времени, чтобы оно могло ограничить холостой ход двигателя установки.
Сведения о производителе токарно-винторезного станка 16В20
Изготовителем токарно-винторезного станка 16В20 является Астраханский станкостроительный завод, основанный в 1944 году.
Основным видом деятельности Астраханского станкостроительного завода является выпуск металлорежущего, кузнечно-прессового, абразивно-отрезного, деревообрабатывающего оборудования. Кроме того, завод производит комплектующие к станкам и оснастку.
Завод выпускает токарно-винторезные станки модели 1В62Г, 16В20, 1В625, 1В625М с расстоянием между центрами 750, 1000 и 1500 мм и токарный станок с ЧПУ АС16М20Ф3.
Станки, выпускаемые Астраханским станкостроительным заводом, АСЗ
- 1А62Г
— станок токарно-винторезный универсальный, Ø 400 - 1В62Г
— станок токарно-винторезный универсальный, Ø 445 - 1В625м
— станок токарно-винторезный универсальный, Ø 500 - 16В20
— станок токарно-винторезный универсальный, Ø 445 - АС2116м
— станок сверлильный настольный, Ø 16 х 100 - СМЖ-172
— станок для резки арматурной стали, Ø 24
Электрооборудование токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16в20
- Электрошкаф, модель 1В62Г.
 83В.000
83В.000 - Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь управления: напряжение — 110 В, ток — переменный
- Цепь местного освещения: напряжение — 24 В, ток — переменный
- Цепь сигнализации: напряжение — 22 В, ток — переменный
- Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) — 17,6 А
Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом, а также для обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением нескольких аппаратов, смонтирована в электрошкафе 2 (рисунок 8), расположенном на задней стороне корпуса передней бабки.
Силовая цепь станка включает в себя три трехфазных асинхронных электродвигателя, предохранительные устройства и выключатели.
В цепь управления входят релейно-контактные и другие аппараты, расположенные в шкафу, а также кнопочная станция 11 SB1.1 SB1.2 (рисунок 9) пуска — останова главного привода, путевые выключатели 19 SQ1 управления электродвигателем ускоренных перемещений и путевые выключатели SQ2, SQ3 блокировок ограждения патрона и крышки коробки передач.
Цепь местного освещения EL1 обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем. Освещенность 1500 лк.
В цепь сигнализации входят сигнальные лампы 29 (HL1) и 31 (HL2).
Описание работы электросхемы
Включение вводного выключателя QF1 (рисунок 12) при наличии напряжения в сети сопровождается загоранием лампы HL1.
Пуск электродвигателя главного привода М1 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1.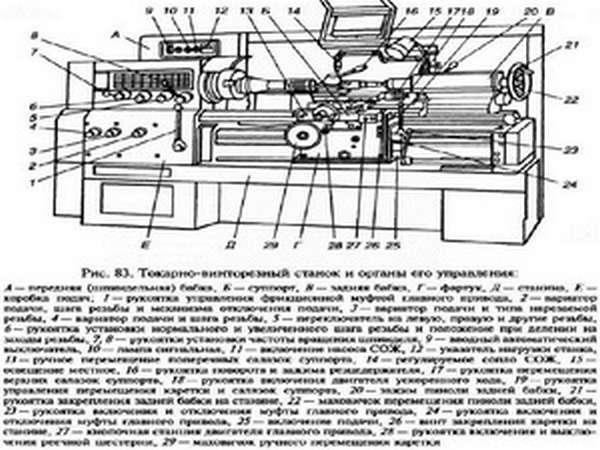 1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
Останов электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB1.2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
Требования к безопасности
Станок 16В20П сертифицирован на соответствие требованиям безопасности. Для реализации мер безопасной работы производитель предусмотрел:
- ограждение ременной передачи и сменных зубчатых колес, сблокированное с системой управлении привода главного движения. При открытом ограждении включение привода главного движения невозможно;
- специальную блокировку рукоятки управления вводным выключателем, в результате чего дверь электрошкафа можно открыть только при выключенном вводном выключателе;
- ограждение патрона сблокированное с системой привода главного движения.
 При открытом кожухе ограждения невозможно включение вращения шпинделя.
При открытом кожухе ограждения невозможно включение вращения шпинделя.
Предусмотрены и другие меры безопасности, которые гарантируют безопасность работы оператора на станке 16В20П.
Краткое описание и основные технические характеристики 16К20
Универсальный токарно-винторезный станок 16К20 был разработан для замены устаревающего 1К62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на станине 200 мм.
Объемы выпуска станка были огромными, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда узлов осуществлял дополнительный завод в Гомеле. После ликвидации основного завода «Красный пролетарий» туда была передана вся оставшаяся оснастка. В настоящее время Гомельский завод производит станок ГС526У, который представляет собой глубоко модернизированный 16К20.
Сфера применения станка очень широкая и включает в себя различные токарные работы и нарезание резьбы на деталях. Технические характеристики токарного станка 16К20 давали возможность применять его для единичного и крупносерийного производства деталей.
Технические характеристики токарного станка 16К20 давали возможность применять его для единичного и крупносерийного производства деталей.
Нижняя часть станка
Основанием станка является коробчатая станина, установленная на монолитном основании. Благодаря своей форме данная конструкция имеет высокие показатели жесткости, что очень важно для металлорежущих станков. Материалом для станины и основания служит высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
В основании расположены основной электродвигатель станка и поддон для сбора стружки и отработавшей смазывающе-охлаждающей жидкости (СОЖ). На правой части станины установлен дополнительный электрический двигатель для убыстренного перемещения суппорта, что позволило улучшить технические характеристики 16К20. Сверху на станине установлены полированные направляющие, по которым перемещается фартук и задняя бабка.
Улучшение условий труда
Станок оснащен стальным неподвижным защитным щитом, установленным позади станины. Кроме того, имеется отдельный прозрачный щиток на суппорте станка. Этот щиток закреплен подвижно и может откидываться.
При разработке станка было уделено внимание сокращению числа манипуляций при настройке режимов резания. Для этого все настроечные таблицы и рукоятки выбора скоростей вращения и подачи компактно размещены на лицевой части передней бабки. Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (из заводской магистрали) между направляющими станины и бабки. Благодаря этим и ряду других усовершенствований удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электроаппаратура станка вынесена в отдельный щит управления, закрепленный на задней стенке передней бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным двигателем главного привода. Мотор развивает мощность до 10 кВт при частоте вращения вала 1600 об./мин. По спецзаказу устанавливался еще более оборотистый двигатель – до 2000 оборотов.
Кинематика цепи главного движения
От основного двигателя вращение передается ременной передачей на главный вал коробки скоростей. Для обеспечения технических характеристик 16К20 вал оснащен многодисковой двухсторонней муфтой. Это устройство обеспечивает реверсивную работу станка. На двух дополнительных валах коробки имеются блоки шестерен. При помощи переключений этих блоков станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
Для расширения сферы применения и более полной реализации технических характеристик 16К20 коробка передач имеет так называемую переборную группу шестерен. Перебор позволяет получить еще 12 дополнительных скоростей – из них шесть будут с замедлением в восемь раз и шесть – в 32 раза. Всего коробка имеет 24 скорости и позволяет изменять частоту вращения шпинделя в диапазоне 12,5-1600 оборотов. При реверсе станка переборная группа не используется.
16К20 в наши дни
Несмотря на появление более точного и функционального оборудования, станок широко применяется в наше время на многих машиностроительных предприятиях. По соотношению «цена — точность обработки» 16К20 находится в очень выигрышном положении. Оборудование крайне неприхотливо, обслуживание не требует больших затрат.
По соотношению «цена — точность обработки» 16К20 находится в очень выигрышном положении. Оборудование крайне неприхотливо, обслуживание не требует больших затрат.
Одним из больших недостатков 16К20 была ненадежность электрики. Поэтому предпочтительно использование станков после выполненного капитального ремонта с заменой всех ненадежных узлов и компонентов.
Станки токарно-винторезные; CU400M and CU500M (analogue 16K20, 1K62) produced by ZMM Bulgaria
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 25.10.2017
| Организация: | ТОВ «Ф.Технолоджи» |
| Продавец: | Фарига Дмитро Александрович |
| Телефоны: | 0503312897 Show phone Write a message |
| Address: | Ukraine, Kyiv |
Screw-cutting lathes CU400 M and CU 5 0 0 М производства ЗММ Болгария Холдинг предназначен для выполнения токарных работ
работа — точение конусов и нарезание резьбы: метрической, дюймовой. Данные
Данные
модели станков — аналоги станка 16К20,
ДИП200 и 1К62 . Технические характеристики и жесткость станков, широкий
необходим диапазон скоростей вращения шпинделя и подачи
возможности прогрессивных инструментов при обработке различных материалов.
Электрик автомат немецкого производства
фирма Шнайдер Электрик. В шпиндельном узле используйте подшипники SKF и FAG. Патроны – Бизон (Польша).
Все части машин изготовлены из
качественная сталь, обеспечивающая надежную работу машин и экономию
прецизионная обработка на протяжении многих лет.
Можно для снабжения машин CU400 M и CU 5 0 0 M В результате работы RD — непрерывное переменное
регулирование скорости вращения шпинделя. Превращение
машины с преобразователем частоты позволяют регулировать скорость вращения
шпиндель станка не механический, а электронный, что сокращает время
переходы к следующему шагу и позволяет точно выбрать нужный
скорость шпинделя. Электронная регулировка скорости есть
Электронная регулировка скорости есть
потенциометр, расположенный на панели управления машины, и скорость передачи
механически выбирает диапазон, в котором регулировка скорости
шпиндельный токарно-винторезный станок. Это оборудование также
отличается большей ремонтопригодностью и простотой обслуживания
механические детали токарно-винторезного станка из-за редуктора
устранено большинство механических коробок передач. Благодаря этому выступлению
машин может быть выше до 35%.
Feature
CU 4 00M
CU500M
Turning diameter over bed, mm
440
500
Machining diameter over cross slide, mm
240
300
Диаметр обработки на шпинделе, мм
640
700
Центральная высота, мм
220
250
Расстояние между центрами,
1000, 15000, 15000, 15000, 15000, 15000, 15000, 15000, 15000, 15000, 15000, 7000, 15000, 7000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 9000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000, 7000. 0012
0012
Widths, mm
400
The front end on DIN55027
No. 8
Diameter of spindle hole, mm
72
Tapered hole of spindle
Metric 80
Number of spindle speeds
21
Диапазон скоростей, об.мин
20 – 2000
Мощность главного двигателя, кВт
7,5 (11)
Количество подач
120
Диапазон продольных подач мм/об.
0,04 – 12
Диапазон поперечных подач, мм/об.
0,02 — 6
Количество нитей
64
мМ Стадийная резьба, мм
0,5 — 120
Шаг дюйма, vit/1 «
60 — ¼
Step Trate
0,125 — 30
Пошаговые диаметральные нити, DP
240 — 1
Сток поперечного слайда, мм
315
Верхний слайд, мм
130
диаметра. ММ
ММ
130
0012
90
Коничник Quill
№ 5
Travel, MM
230
Вес (RMC 1000 мм), KG
29501912
.mornain 9002.
Добавить в избранное
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.