Токарно винторезный станок с чпу: Токарные станки с ЧПУ купить по низкой цене. Продажа токарных станков с ЧПУ с доставкой по всей России и СНГ
Содержание
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000
Производитель:
Россия
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 относится к универсальному технологическому металлорежущему оборудованию, используемому на различных металлообрабатывающих предприятиях в условиях мелкосерийного и серийного производства. Станок с ЧПУ АС16К25Ф3/1000 применяется для токарной многооперационной обработки в замкнутом полуавтоматическом цикле наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, а также для нарезания левой и правой резьбы: фронтальной, цилиндрической, конической, цилиндрическо-конической с постоянным и переменным шагом как в патроне, так и в центрах.
|
Характеристики |
АС16К25Ф3/1000 | ||||
|---|---|---|---|---|---|
|
Система ЧПУ |
БАЛТСИСТЕМ NC-201М | ||||
|
Основные параметры | |||||
|
Max диаметр устанавливаемый над станиной |
мм |
500 | |||
|
Max диаметр устанавливаемый над суппортом |
мм |
300 | |||
|
Шпиндель | |||||
|
Тип привода |
|
ременный | |||
|
Мощность главного двигателя |
кВт |
7,5 | |||
|
Частота вращения шпинделя |
об/мин |
21 – 1500 | |||
|
Регулировка частоты вращения |
|
бесступенчато, в пределах выбранного диапазона | |||
|
Количество диапазонов оборотов |
|
3, переключаются вручную | |||
|
I-диапазон |
об/мин |
21 – 150 | |||
|
II-диапазон |
об/мин |
66 – 500 | |||
|
III-диапазон |
об/мин |
162 – 1500 | |||
|
Диаметр обрабатываемого прутка |
мм |
52 | |||
|
Перемещения | |||||
|
По оси Х поперечное |
мм |
250 | |||
|
По оси Z продольное |
мм |
900 | |||
|
Рабочая подача |
мм/мин |
0 – 2500 | |||
|
Быстрые перемещения по осям Х / Z |
м/мин |
6 / 10 | |||
|
Инструментальная головка | |||||
|
Тип |
|
вертикальная ось вращения | |||
|
Количество инструментов |
шт |
4 | |||
|
Время смены инструмента |
сек |
1,5 | |||
|
Максимальное время смены инструмента |
сек |
3,5 | |||
|
Сечение резца |
мм |
25х25 | |||
|
Диаметр инструмента с цилиндрическим хвостовиком |
мм |
32 | |||
|
Задняя бабка | |||||
|
Ход пиноли |
мм |
150 | |||
|
Диаметр пиноли |
мм |
75 | |||
|
Конус пиноли |
МТ# |
5 | |||
|
Габаритные размеры | |||||
|
Длина / ширина / высота |
мм |
2690х1260х1700 | |||
|
Масса |
кг |
2240 | |||
токарно-винторезный станок с ЧПУ CK61160/CK62160-Компания «LIHONG»
- раздел:горизонтальный токарный станок с ЧПУ
- количество просмотров:порядок
- дата публикации:2020-11-23 23:16:05
Я хочу спросить
- Обзор продукта
Макс поворотный диаметр над станиной: 1600 mm
Макс длина изделия:1500/2000/3000/4000 mm
Ширина станины:970 mm
Опция: центр неподвижный, гидравлический патрон,
система ЧПУ разной марки , суппорт, другие по требованию
Особенности продукции:
1. Исполнительный двигатель приводит вертикальную и поперечную подачу, передача по точному шариковому винту.
Исполнительный двигатель приводит вертикальную и поперечную подачу, передача по точному шариковому винту.
2.Корпус передней бабки применяет принудительную смазку внутренней циркуляции, малая теплопроизводительность.
3.Направляющие станины обработаны закалкой высокой частоты и точной шлифовкой, имеют длительный срок службы, высокую точность.
Наименование | единица | CK61100Q |
Система NC | GSK 980TDc | |
макс длина детали | mm | 1500/2000/3000/5000/6000 |
макс длина обработки | mm | 1350/1850/2850/4850/5850 |
макс поворотный диаметр над станиной | mm | 1000 |
макс диаметр обработки над кареткой | mm | 800 |
расстояние от центра шпинделя до плоского направляющего рельса | mm | 560 |
расстояние от центра шпинделя до пола | mm | 1290 |
Ширина направляющего рельса на станине | mm | 600 |
диаметр проходного отверстия на шпинделе | 104 | |
Код торца на шпинделе | C11 | |
коническое отверстие на переднем торце шпинделя | 1:20/120 | |
центр для шпинделя | Морзе №6 | |
диапазон скорости вращения шпинделя | r/min | 8-32;20-80;100-440;310-1000/22-100; 50-230;95-440;210-1000 |
прогрессия скорости вращения шпинделя | Четыре ступени, бесступенчатое переключение скорости | |
Переключение скорости | Ручной / автомат |
сайт:https://www. xslihong.com/product/706.html
xslihong.com/product/706.html
Вращение резьбы — для накатки резьбы|NTK CUTTING TOOLS Co., Ltd.
Вращение резьбы — для накатки резьбы|NTK CUTTING TOOLS Co., Ltd.
Высокоэффективная однопроходная обработка многозаходной резьбы
Высокая производительность при производстве прецизионных винтов, таких как винты для имплантатов и костные винты
Идеально подходит для медицинских форм резьбы, которые становятся все более сложными
Формование резьбы за один проход сокращает время цикла
Видео о продукте
Характеристики
- Технология проектирования пластин NTK позволяет создавать точные пластины, подходящие даже для самых сложных форм резьбы
- Острые режущие кромки и пластины с PVD-покрытием обеспечивают превосходное качество поверхности и длительный срок службы инструмента
Инструментальное приложение
Швейцарские токарные станки с ЧПУ для нарезания резьбы
Сравнение одноточечного и резьбового вихревых процессов
При вращении резьбы вихревая головка наклоняется на определенный угол наклона спирали, фреза вращается с высокой скоростью, прутковая заготовка (ось c) вращается с низкой скоростью, а шаг (ось z) является подачей.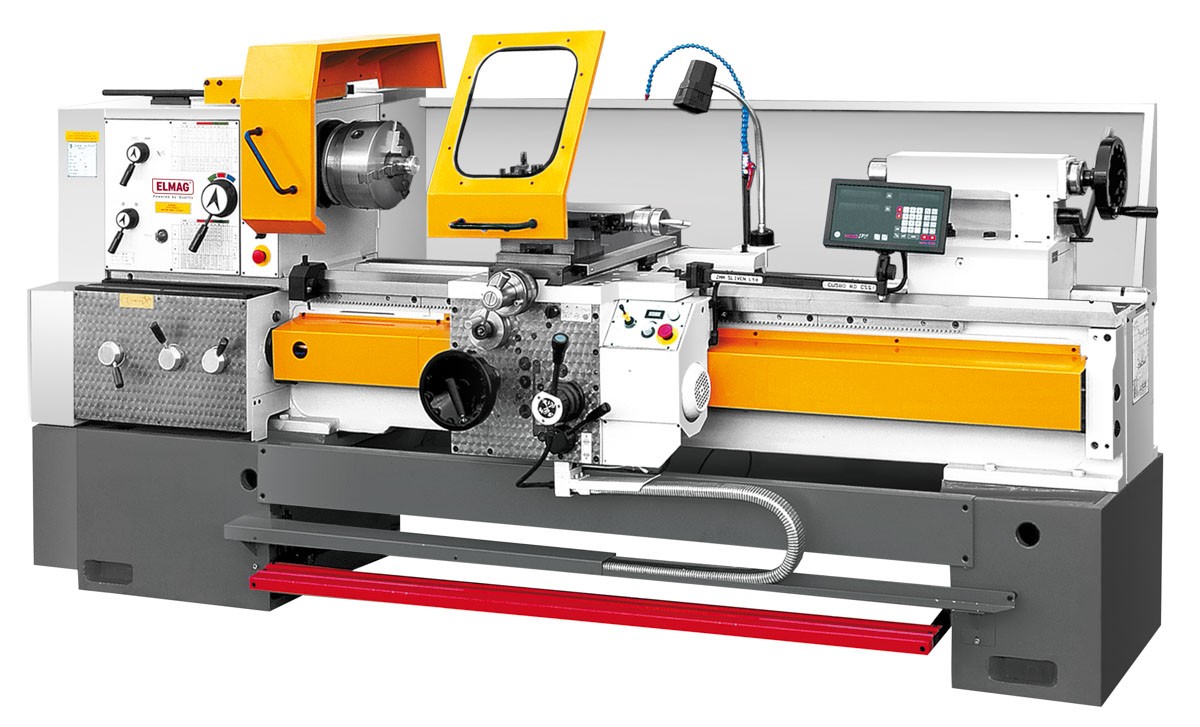
Вставки срезают материал, что позволяет формировать резьбу за один проход.
Примеры однозаходной резьбы
Обработка многозаходных форм протектора требует множества технологических требований.
Поэтому важно связаться с нами, чтобы обсудить: механические характеристики, характеристики шпинделя, характеристики вставок, характеристики инструмента.
Геометрия резьбы
Геометрия, показанная выше, является приблизительной и может изменяться в зависимости от фактических особенностей применения.
Рекомендуемые режимы резания
Прокрутите таблицу →
| Скорость вращающейся фрезы | Скорость главного шпинделя | Скорость подачи |
|---|---|---|
| 1000 — 4000 мин -1 | 10–30 мин -1 | То же, что шаг резьбы = шаг |
Целевые приложения
Прокрутите таблицу →
| Диаметры заготовок | Рабочие материалы |
|---|---|
| Для фрезы с внутренним диаметром φ,472 дюйма | Чистый титан, титановые сплавы, SUS316 и т. д. д. |
Тематическое исследование
| Червячная передача | ||
|---|---|---|
| Рабочий материал: | Латунь | |
| Диаметр прутка: φ,276″ | Главный диаметр: φ.236″ | Второстепенный диаметр: φ.157″ |
| Количество проводов: 2 | Угол спирали: 10,1° | Сторона резьбы: левая |
| Скорость главного шпинделя: | 30 мин -1 | |
| Скорость вращающегося ножа: | 3200 мин -1 | |
| Ведущий = Подача: | . 110 ИПР 110 ИПР | |
| NTK Резьба вихревая 9 зубьев | 25 секунд | |
| Одноточечный | 50 секунд | |
Благодаря замене одноточечных инструментов для нарезания резьбы системой накручивания резьбы машинное время на нарезание резьбы значительно сокращается, а общее время цикла для детали сокращается на 50%.
| Пин | ||
|---|---|---|
| Рабочий материал: | Хастеллой | |
| Диаметр прутка: φ.118″ | Главный диаметр: φ.059″ | Внутренний диаметр: φ,043 дюйма |
| Количество пусков: 1 | Угол спирали: 4,3° | Сторона резьбы: правая |
| Скорость главного шпинделя: | 20 мин -1 | |
| Скорость вращающейся фрезы: | 2 250 мин -1 | |
| Ведущий = Подача: | . 012 ПИС 012 ПИС | |
| NTK Резьба вихревая 9 зубьев | 600 шт/уголок | |
| Одноточечный | 100 шт/уголок | |
Заменив инструменты для нарезания резьбы с одной точкой, система нарезания резьбы значительно увеличила срок службы инструмента при обработке труднообрабатываемого материала Hastelloy.
| Винт для кости | ||
|---|---|---|
| Рабочий материал: | СУС316 | |
| Диаметр прутка: φ,314″ | Главный диаметр: φ.135″ | Второстепенный диаметр: φ.105″ |
| Количество пусков: 2 | Угол спирали: 7,5° | Сторона резьбы: правая |
| Скорость главного шпинделя: | 23 мин -1 | |
| Скорость вращающейся фрезы: | 2000 мин -1 | |
| Ведущий = Подача: | . 048 ПИС 048 ПИС | |
| NTK Резьба вихревая 9 зубьев | 2600 шт/уголок | |
| Резьба конкурента Вихревая 6 зубьев | 1000 шт/уголок | |
Резьбовые вихревые пластины NTK обеспечивают в 2,6 раза больший срок службы по сравнению с резьбовыми вихревыми пластинами конкурентов.
| Винт для кости | ||
|---|---|---|
| Рабочий материал: | СУС316 | |
| Диаметр прутка: φ.250″ | Главный диаметр: φ.127″ | Малый диаметр: φ.086″ |
| Количество проводов: 1 | Угол спирали: 8,5° | Сторона резьбы: правая |
| Скорость главного шпинделя: | 15 мин -1 | |
| Скорость вращающейся фрезы : ; | 2 250 мин -1 | |
| Ведущий = Подача: | . 005 ПИС 005 ПИС | |
| NTK Резьба вихревая 9 зубьев | 1200 шт/уголок | |
| Резьба конкурента Вихревая 12 зубьев | 1000 шт/уголок | |
| Резьба конкурента Вихревая 3 зубца | 400 шт/уголок | |
Вихревые пластины NTK обеспечивают в 1,2–3 раза более длительный срок службы по сравнению с конкурентами.
Набор инструментов
Посмотреть информацию о каталоге
Информацию о линейке инструментов см. в каталоге
Вернуться к списку
- Каталог
- Глобальные местоположения
- Свяжитесь с нами
- Регистрация на рассылку новостей по электронной почте
- Запрос группового вебинара
- Техническая помощь
G76 Threading Cycle Сколько проходов
G76 Threading Cycle Сколько проходов
G76 Threading Cycle Вы должны согласиться с тем, что пользоваться им непросто.

Прочтите эту статью, больше никаких бессонных ночей, беспокоящихся о цикле G76 Threading Cycle. Информация, разрушающая мифы, которая упрощает и демистифицирует. Относится к Haas, Fanuc и Mazak ISO
Обязательно прочитайте конец этой статьи, чтобы увидеть простой способ расчета количества необходимых проходов.
Я заметил, что довольно много людей публикуют сообщения о проблемах на форумах по механической обработке и т. д., и, как обычно, много дезинформации. Я решил выполнить поиск по этому вопросу, и, честно говоря, там есть «Bugger All». Итак, мы здесь.
Что такое цикл резьбы G76?
Чтобы перерезать нить с помощью длинной программы G-кода, потребуются годы. Всего для одного потока может потребоваться 30 строк кода. Так что для меня это означает множество возможностей облажаться, и это сложно.
О, и стало еще хуже.
Если вы хотите что-то изменить, это кошмар. Вам придется перепрограммировать его только для изменения глубины реза.
И не говоря уже обо всей этой скучной математике, которую вам придется делать. Помнишь того учителя с бородой, который постоянно болтал о соотношениях и дифференцировании? Ну, может быть, тебе стоило уделить больше внимания.
Всего одна-две строчки и готово.
Читайте дальше, это просто и сложно.
Звучит глупо Я знаю, но вы можете пропустить много сложных вещей в цикле, так как многие значения имеют значения по умолчанию (это означает, что вы можете их пропустить).
Некоторые из них просто скучны и используются только умными ублюдками, а не нормальными людьми, такими как мы с вами.
G76 X16.93 Z-25. K1.534 D.485 F2.5 (просто так)
Многократно повторяющиеся циклы знаете ли вы, что это такое?
Право, вам не обязательно знать, я просто пытаюсь произвести впечатление. Большинство циклов на токарном станке с ЧПУ ошибочно называют постоянными циклами. Правильное название таких циклов, как цикл нарезания резьбы G76 и цикл черновой обработки G71, — многоповторяющийся цикл. Нет, это не болезнь, это правильное название. Так что не начинайте звонить юристам по гонорарам «нет выигрыша нет».
Нет, это не болезнь, это правильное название. Так что не начинайте звонить юристам по гонорарам «нет выигрыша нет».
Постоянные циклы повторяются каждый раз, когда задается позиция. Многократно повторяющиеся циклы делают то, что следует из названия, они повторяют движения внутри процесса. При нарезании резьбы цикл создает все повторяющиеся движения, необходимые для создания резьбы.
Еще одна бесполезная информация.
Цикл нарезания резьбы G76. Итак, как это работает?
В системе управления Fanuc это либо однолинейный, либо двухлинейный цикл в зависимости от возраста системы управления и настройки параметров. Haas — это однолинейный цикл.
Вы сообщаете циклу глубину, шаг, диаметр сердцевины, длину и, возможно, еще несколько «бит и бобов». Затем по нажатию кнопки появляется ваша нить.
Haas и некоторые Fanucs
G76 X16.93 Z-25. K1.534 D.485 A60 Q0 P2 F2.5
X = диаметр стержня резьбы
Z = конечная точка резьбы
K = глубина резьбы (как радиус)
D = глубина первого прохода
A = пластина угол (предполагается A0, если не введен)
Q = угол начала резьбы, который используется для многозаходной резьбы и может быть опущен.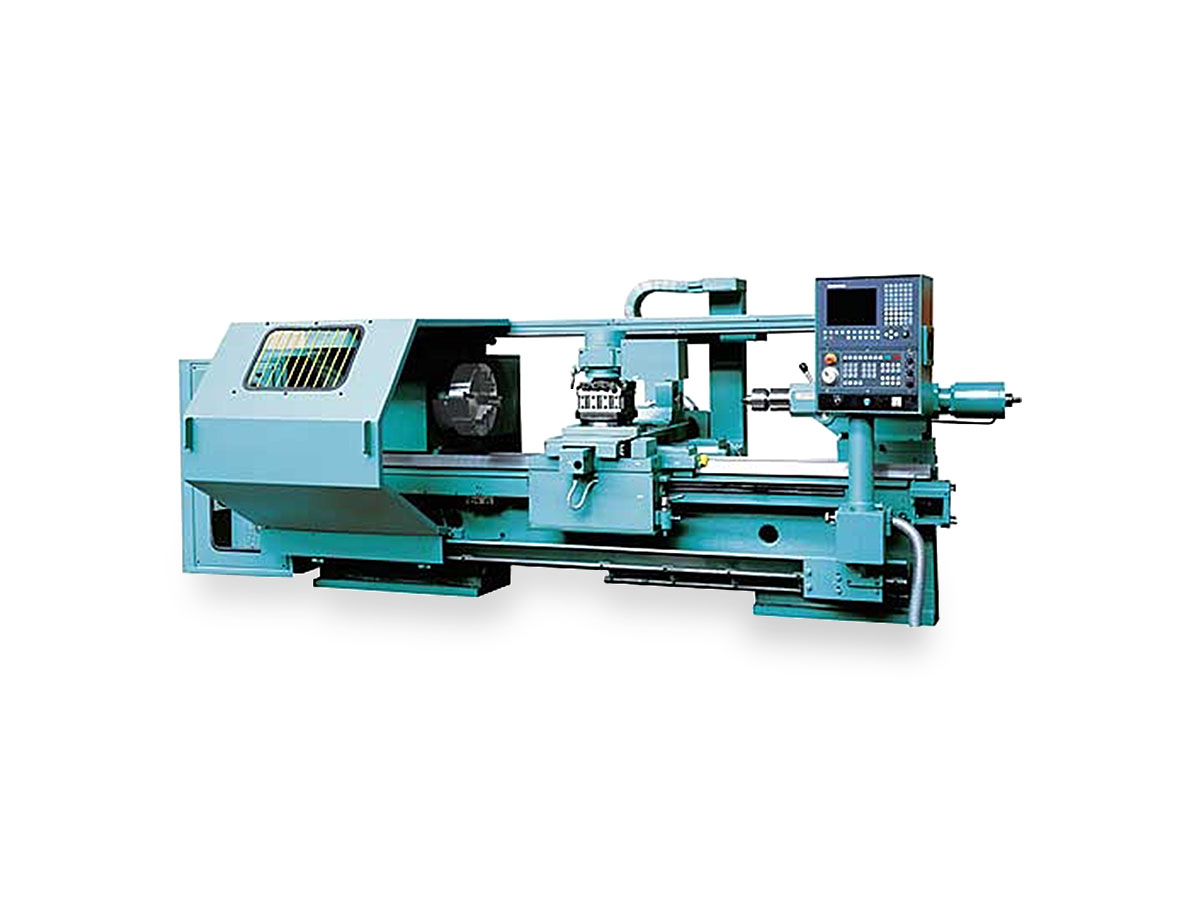
P = Метод нарезания (см. пояснение ниже, можно опустить)
F = Шаг резьбы
Обратите внимание на систему управления Fanuc, вам нужно будет ввести значение D без десятичной точки (D485)
Итак, G76 Цикл нарезания резьбы в нем простейшая форма
Можно было написать:
G76 X16.93 Z-25. K1.534 D.485 F2.5
Fanuc
G76 P010060 Q20 R.02
G76 X 16.93 З-25. P1534 Q485 F2.5
G76 Цикл нарезания резьбы Первая строка
P01 Один пружинный проход 00 Фаска 60 Угол резьбы
Q Минимальная глубина резания
R 005
G76 Цикл нарезания резьбы Вторая строка
X Диаметр сердцевины резьбы
Z Резьба конечная точка
P Глубина резьбы (в виде радиуса без десятичной точки)
Q Глубина первого прохода без десятичной точки.
F Шаг резьбы
В системе управления Fanuc используется двухстрочный дисплей. P010060 разделен на три набора из двух цифр.
Первые два — количество проходов пружины.
Вторые два — фаска. (Подробнее)
Третьи два — это угол наклона инструмента.
Итак, цикл нарезания резьбы G76 (две строки) в его простейшей форме
Извините, его нет, это сложно!
Что такое Весенние перевалы?
Когда вы отрезаете нить, вы отталкиваетесь от последнего отрезка, так что вы можете повторить это несколько раз, чтобы получить правильный размер. Эти дополнительные разрезы называются весенними проходами. От материала зависит, сколько вам понадобится.
К черту Книгу Зевса
О, и, кстати, не ищите глубину резьбы в каком-нибудь Книге Зевса или в чем-то подобном. Просто умножьте шаг на 0,614
Давайте нарежем резьбу M20 x 2,5 с помощью цикла нарезания резьбы G76
Глубина резьбы = 0,614 x шаг
0,614 x 2,5 = 1,535
X меньший диаметр для резки = 20 – (1,535 x 2)
X Малый диаметр для резки = 16,93
G76 X16,93 Z-25.
K1.535 D.485 F2.5
Вы делали это неправильно в течение многих лет?
Как я уже говорил выше, когда я начал гуглить G76 , это не очень красивое зрелище. Во-первых, информации не так уж много, и не в последнюю очередь часть ее неверна.
Есть несколько абсолютных придурков, утверждающих, что они знают все о программировании ЧПУ, которые на самом деле знают Джека Дерьма.
То, как вы используете этот цикл, сильно влияет на работу инструмента. Приведенное выше значение по умолчанию для цикла нарезания резьбы Haas G76 даст вам то, что известно как «врезание».
Это место, где инструмент погружается в резьбу, а разрез становится шире и, следовательно, более подвержен вибрации по мере углубления. Он идет прямо по центру V-образной резьбы.
Если вы вставите A60 , то цикл будет выполнять боковую резку.
Боковая резка?????
См. ниже:
Не знаете, что такое фланговая резка? Не волнуйтесь, это просто означает, что вы глупы. Я никому не скажу, твой секрет в безопасности со мной.
Я никому не скажу, твой секрет в безопасности со мной.
Помощь всегда под рукой
Способы обрезки нити
(1) Врезание: отрежьте прямо посередине программы нити. A0 или просто пропустите.
(2) Обрезка по бокам: Обрезка по бокам резьбы. A60 с резьбой 60 градусов.
(3) Альтернативная боковая нарезка: Переключается из стороны в сторону, обрезая боковую сторону резьбы. A60 P2 , если у вас есть такая возможность.
Итак, какой из них лучше.
Последнее число (3) является лучшим, а число (1) — худшим.
Извините, гики, но я буду слишком упрощать.
Почему?
С помощью третьего метода вы получите хороший ровный срез с меньшей вибрацией и меньшим износом инструмента. Это также лучше для вашей вставки и лучше для окружающей среды.
Если вы мне не верите, поговорите со своим мастером. Он все равно знает больше меня.
G76 имеет значение P от 1 до 4 (P1 P2 и т. д.). Это определяет четыре различных метода, которые вы можете использовать. Мой совет: просто игнорируйте их все и используйте P2 . Это означает, что инструмент режет, чередуя две стороны резьбы, как указано выше. Вам также нужно будет ввести A60 для угла протектора.
G76 D.485 K1.534 X16.93 Z-25. A60 P2 F2.5
Да, и всегда есть подвох
У вас будет альтернативная боковая резка только на более новой машине, если у вас есть старый фейерверк, тогда вы набиты.
Не беспокойтесь, просто используйте метод (2) разрезание по бокам, все в порядке.
Если вы введете угол пластины A60 для формы резьбы 60 градусов, вы получите боковую резку.
Глубина разреза (Слон в комнате)
Как определить количество разрезов?
Честно говоря, я знаю, что ты делаешь. Ну, вы не одиноки на самом деле, я думаю, что многие люди делают это. Они угадывают глубину первого прохода, затем просто запускают цикл и смотрят, сколько проходов они сделают.
Они угадывают глубину первого прохода, затем просто запускают цикл и смотрят, сколько проходов они сделают.
Это ты?
Да ладно, это нехорошо.
Много лет я видел эту формулу в большом желтом Руководстве Fanuc .
Честно говоря, это выглядело слишком сложно. Затем однажды, когда мои сеансы консультирования закончились, я осторожно открыл большую желтую книгу и решил раз и навсегда победить ее.
Wooppee It’s Easy
Это просто глубина резьбы, деленная на квадратный корень из числа проходов. Немного глоток.
Итак, на вашем калькуляторе:
(1) Нажмите клавиши для глубины резьбы, например, 1,534
(2) Нажмите клавишу деления (÷)
, затем нажмите клавишу √
900 12
(3) Введите число, затем нажмите 10, затем нажмите =
1,534 ÷ √10 = 0,4854
Это значение для ввода для D
D.
 485
485
9 0011 Так просто, вы можете сделать это в обратном порядке
Итак, ваш цикл чтения
G76 D.485 K1.534 X16.93 З-25. A60 P2 F2.5
Так сколько проходов я с этого получу?
- Введите глубину резьбы (значение K) .
- Пресс ÷
- Введите глубину первого прохода (значение D)
- Нажмите =
- Нажмите квадратную кнопку (²)
Ответ:
10.01689871 это вам 10.
Так что в следующий раз, когда вы будете нарезать резьбу, не думайте, что количество проходов использует эту формулу, это чертовски просто. Вы также можете похудеть, если сделаете это в рамках диеты с контролем калорий.
Как я уже сказал, вы можете сделать это в обратном направлении
Глубина резьбы, деленная на квадрат глубины первого прохода.
Как в примере выше.
Я знаю, что глубина резьбы у меня 1,534, и у меня есть
(1,534 / 0,4854)²
1,534/0,4854 = 3,1602
9000 2 3,1602 x 3,1602 = 9,98737 (10 вам)
Читайте дальше, чтобы узнать, как получить каждый проход.

Таким образом, вы можете использовать эту формулу для расчета глубины каждого прохода.
1,534 ÷√1 = 1,534 Отрез = 0,000
1,534 ÷√2 = 1,084 Отрез = 0,450
1. 534 ÷√3 = 0,885 Вырез = 0,199
1,534 ÷√4 = 0,767 Вырез = 0,118
1,534 ÷√5 = 0,686 Вырез = 0,081
1,534 ÷√6 = 0,626 Вырез = 0,060
1,5 34 ÷√7 = 0,579 Вырез = 0,047
1,534 ÷√8 = 0,542 Отрез = 0,037
1,534 ÷√9 = 0,511 Отрез = 0,031
1,534 ÷√10 = 0,485 Надрез = 0,026
Обратите внимание, что по мере углубления резьбы разрезы становятся меньше. Это связано с тем, что ширина разреза увеличивается.
Таким образом, уменьшение глубины нивелирует нагрузку на инструмент.
Дружеский совет
Будьте проще с первой попытки. То есть упустить как можно больше. Нарежьте резьбу на свежем воздухе (без компонентов в патроне). Затем вы можете поиграть со всеми небольшими настройками и посмотреть, что они делают. Этот инженерный бизнес очень веселый. О, и замедлите скорость, когда вы тестируете его, чтобы вы могли точно видеть, что происходит. Вы можете подготовиться с E Stop.
То есть упустить как можно больше. Нарежьте резьбу на свежем воздухе (без компонентов в патроне). Затем вы можете поиграть со всеми небольшими настройками и посмотреть, что они делают. Этот инженерный бизнес очень веселый. О, и замедлите скорость, когда вы тестируете его, чтобы вы могли точно видеть, что происходит. Вы можете подготовиться с E Stop.
Ах да, вот еще один совет
Запускайте шпиндель очень медленно (например, 100 об/мин) таким образом, вы можете остановить станок с помощью E Stop , если кажется, что он вот-вот столкнется с плечом.
Вам нужно выполнить только один такой проход. Это может просто поцарапать первый проход. Увеличьте скорость, и вы этого не увидите. (Это может быть нашим секретом)
Single Block, Что насчет этого?
При использовании G76 нельзя использовать закрепление. На некоторых элементах управления инструмент убирается, но сначала проверьте мелкий шрифт или попробуйте его на свежем воздухе.
Почему? ……. Давай подумай об этом.
Вы также не можете использовать переопределение шпинделя. Они оба заблокированы циклом, чтобы вы не испортили свою драгоценную нить.
В «Single Block» каждое нажатие кнопки запуска цикла дает вам один полный проход.
Несколько правил
Правила правил всегда глупый тупица правила.
- Всегда используйте скорость G97 в об/мин, вы не можете использовать G96.
- Не перемещайте начальную позицию Z, если только она не кратна шагу.
- Не изменять скорость.
- Машина должна разогнаться до потока, поэтому начните с Z5. , в зависимости от скорости и шага может потребоваться больше.
- Следите за конечной точкой Z . Это тот, который заставит его попасть в патрон, если вы ошибетесь.
- Приходите и тренируйтесь с нами.
Еще немного полезной информации от Vardex.
Спасибо за прочтение
Не забывайте, что есть еще много людей.
