Токарные оправки: Токарные оправки, купить , цена в каталоге первого поставщика в России
Содержание
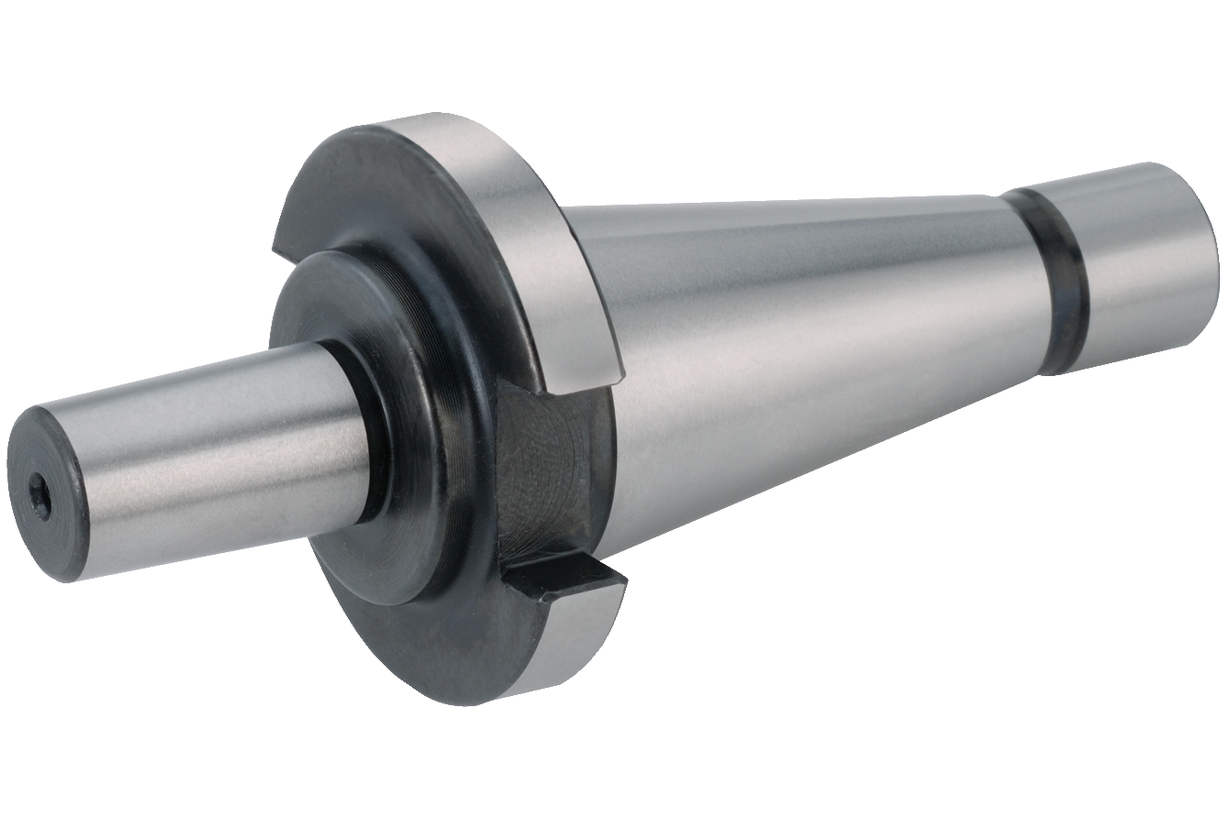
Токарные оправки тип 8500 — BISON
Токарные оправки тип 8500
Токарные оправки
Артикул: 7e74d659b451 Категории: Державки, оправки, втулки, центра и цанги, Оправки с цилиндрическим хвостовиком
- Описание
- Детали
Описание
КОД НАИМЕНОВАНИЕ
800002757 Оправка 8500-3
800002758 Оправка 8500-3,2
800002759 Оправка 8500-3,5
800002760 Оправка 8500-4
800002761 Оправка 8500-4,5
800002762 Оправка 8500-5
800002763 Оправка 8500-6
800002764 Оправка 8500-7
800002765 Оправка 8500-8
800002766 Оправка 8500-9
800002767 Оправка 8500-10
800002768 Оправка 8500-11
800002769 Оправка 8500-12
800002770 Оправка 8500-13
800002771 Оправка 8500-14
800002772 Оправка 8500-15
800002773 Оправка 8500-16
800002774 Оправка 8500-17
800002775 Оправка 8500-18
800002776 Оправка 8500-19
800002777 Оправка 8500-20
800002778 Оправка 8500-21
800002779 Оправка 8500-22
800002780 Оправка 8500-23
800002781 Оправка 8500-24
800002782 Оправка 8500-25
800002783 Оправка 8500-26
800002784 Оправка 8500-27
800002785 Оправка 8500-28
800002786 Оправка 8500-30
800002787 Оправка 8500-32
800002788 Оправка 8500-34
800002789 Оправка 8500-35
800002790 Оправка 8500-36
800002791 Оправка 8500-37
800002792 Оправка 8500-38
800002793 Оправка 8500-40
800002794 Оправка 8500-42
800002795 Оправка 8500-44
800002796 Оправка 8500-45
800002797 Оправка 8500-46
800002798 Оправка 8500-48
800002799 Оправка 8500-50
800002800 Оправка 8500-52
800002801 Оправка 8500-54
800002802 Оправка 8500-55
800002803 Оправка 8500-56
800002804 Оправка 8500-58
800002805 Оправка 8500-60
800002806 Оправка 8500-62
800002807 Оправка 8500-63
800002808 Оправка 8500-65
800002809 Оправка 8500-68
800002810 Оправка 8500-70
800002811 Оправка 8500-71
800002812 Оправка 8500-72
800002813 Оправка 8500-75
800002814 Оправка 8500-78
800002815 Оправка 8500-80
800002816 Оправка 8500-82
800002817 Оправка 8500-85
800002818 Оправка 8500-88
800002819 Оправка 8500-90
800002820 Оправка 8500-92
800002821 Оправка 8500-95
800002822 Оправка 8500-98
800002823 Оправка 8500-100
3.
 2.6. Токарные оправки
2.6. Токарные оправки
Токарные
оправки
применяют при закреплении заготовки
в центрах, если требования к качеству
обработки заготовки высокие.
На
рис. 3.15 показана разжимная токарная
оправка, предназначенная для базирования
и закрепления заготовок деталей типов
фланца, зубчатого колеса, втулки, стакана
при обработке их наружных поверхностей
на токарных станках.
Рис.
3.15. Разжимная токарная оправка:
а
– оправка
в сборе; б
– детали
оправки; в
– схема
обработки с использованием оправки;
1
– кольцо;
2
– оправка;
3
– цанга;
4
– гайка
Заготовку
насаживают на цангу
3
оправки
2
до упора в разжимное упорное кольцо 1
или промежуточную втулку и закрепляют
гайкой
4.
При этом цанга, перемещаясь по конусной
поверхности оправки, разжимается,
закрепляя заготовку. Оправку с заготовкой
Оправку с заготовкой
устанавливают в шпиндель станка. После
обработки заготовки оправку снимают
со станка. Для разжима заготовки гайку
вращают в противоположном направлении,
в результате чего цанга перемешается
в исходное положение.
Для
закрепления заготовки могут быть
применены токарные оправки с упругой
оболочкой (рис. .3.16). Корпус 3
оправки крепится к фланцу шпинделя
станка. На корпусе закрепляется втулка
4,
канавки которой вместе с канавками
корпуса образуют полости
А, В и С,
заполняемые гидропластом. При вращении
винта 7
плунжер 2
перемещается, выдавливая гидропласт
из полости С
в полость
А.
Тонкая стенка втулки под давлением
гидропласта деформируется, увеличивая
посадочный диаметр втулки и создавая
натяг при закреплении заготовки 5.
Упор 1
ограничивает перемещение плунжера 2,
а пробка 6
закрывает отверстие, через которое
выходит воздух при заполнении полостей
оправки гидропластом.
Рис.
3.16. Токарная оправка с упругой оболочкой:
1
– упор;
2
– плунжер;
3
– корпус;
4
– втулка;
5
– заготовка; 6
– пробка; 7
− винт
Люнеты
применяют в качестве дополнительной
опоры при закреплении заготовок, у
которых длина выступающей из патрона
части составляет 12… 15 диаметров и
более. Люнеты подразделяются на
неподвижные и подвижные.
Неподвижный
люнет
(рис. 3.17.
а)
устанавливают на направляющих станины
станка и крепят планкой 5
с
помощью болта и гайки 6.
Верхняя часть 1
неподвижного люнета откидная, что
позволяет снимать и устанавливать
заготовки па кулачки или ролики
4
люнета. Они служат опорой для заготовки
и поджимаются к ней винтами
2.
После установки заготовки винты
2
фиксируются болтами
3.