Токарные примочки: Токарные и фрезерные работы в Ульяновске | Услуги
Странно, старик-то не похож на алкоголика. Обычный пенсионер, одет в парадное: черный френч и штаны с лампасами. Если учесть еще эти токарные примочки – просто man in black на пенсии получается. И в лице, кстати, что-то от Томми Ли Джонса. Может, морщины? А еще у старика вся грудь в медалях. Плащик, наверное, специально не накинул, чтобы всем видно было: вот идет герой! Которому легче замерзнуть на ноябрьском морозе, чем остаться без внимания окружающих. Меня такие почти не раздражают. До тех пор пока не затягивают свою вечную заунывную песню. О том, как хорошо им жилось при Сталине, при Брежневе… реже – при Горбачеве, и как плохо стало сейчас. Или о мизерной пенсии. Или о том, что нынешнее поколение сплошь состоит из наркоманов и моральных уродов. Правда, нынешним поколением старики считают скорее тинэйджеров, чем моих сверстников. Мы-то уже проходили в моральных уродах положенное время, успешно преодолели двадцатипятилетний рубеж, и теперь великодушно амнистированы. Занятные очки у старика, я только сейчас разглядел. По форме напоминают токарные, а вот цвет стекол… если это не побочный эффект плохого освещения… стекла кажутся немного разноцветными. Одно почти черное с уклоном в зеленый, другое как будто темного-красного цвета. Или они так поляризуются? Ну вот! Чего боялся… Старик заметил мой к нему интерес и обернулся в мою сторону. Пьяно улыбнулся, будто старому знакомому, и заговорил с таким облегчением в голосе, словно мое появление освободило его от многолетнего обета молчания. Стоило ему заговорить, исходящий от старика аромат дешевого парфюма странным образом усилился. – Ты посмотри, до чего эти сволочи страну довели! – начал он, опустив ненужное предисловие. Ну, а я что говорил? Стараясь не раздражать без нужды пьяного человека, изображаю заторможенного: – Какую страну-то, дедушка? – Э-эх! – Явное неодобрение в голосе. – Уже и не помнят, в какой стране живут! Забыли Россию-матушку. Он на пару секунд замолчал, расчувствовавшись, потом продолжил с вызовом: – И в эти руки мы вынуждены передавать рычаги управления? А? – Какие рычаги-то? – начинаю сердиться я. – Какие рычаги? У меня вот – только маленький рубильничек, мне по уши хватает. Мозоли уже натер об этот рубильничек. – О-о-ой, – простонал пенсионер. – Какие рычаги… Не-е-ет, когда я был таким как ты… – он пошевелил губами, подбирая самые действенные слова, и закончил грозно, но непоследовательно, – я таким не был! На этом старик отключился. Голова безвольно откинулась на спинку сиденья. В таком положении стало отчетливо видно, что очки у него действительно двухцветные. Вот и славненько! Я незаметно огляделся: не обратил ли кто внимания на наш словесный спарринг. Соседка справа по-прежнему дремлет, намотав на запястье ручки большой холщовой сумки в полоску. Тинэйджерам, похоже, вообще ни до кого. Зато сосед напротив смотрит на меня с фальшивым сочувствием во взгляде. Лицо парня очень скоро снова утратило какое бы то ни было выражение, остался только цвет – устойчивый, красный. Из сумки, лежащей на коленях, парень достал пол-литровую банку светлого «Хольстена» и открыл пиво движением, каким пехотинец выдергивает чеку из гранаты. Из образовавшегося в крышечке отверстия с громким шипением ударил фонтанчик пены, и парень быстро припал к нему губами, чтобы не забрызгать куртку и брюки. При этом обнаружилось, что несколько передних зубов у него металлические. Судя по звуку. Дзинь! Парень кончил пить и рукавом стер остатки пены с подбородка. Под ногами у него лениво перекатывались две искореженные банки, по форме напоминающие те же гранаты, но с полностью израсходованным боезапасом. Отдыхают же люди! Наверное, после праздников остановиться не могут. Пенсионер вот этот тоже… Не удивлюсь, если он от демонстрации отбился. «Наш паровоз, вперед лети, На встречу эскадронов! Другого нет у нас пути, И больше нет жетонов. Я на Добрынинской сойду, В руках моих – винтовка, И всем, в кого не попаду, Устрою поинтовку…» Глава вторая «Станция Таганская. Осторожно…» – тактично поправил меня голос из динамика. Точно, не Добрынинская, а Таганская! Я же сегодня в другую сторону еду! В коем-то веке, можно сказать, правильно сориентирован. Как электрон. Или как эти двое напротив. Тинэйджеры продолжают самозабвенно целоваться. Ее глаза закрыты, их цвет, наверное, так и останется для меня загадкой. Его рука заблудилась в ложбинке между ее грудей. Вздыхаю: и почему за поцелуи в транспорте не штрафуют? Разве так можно? Нужно же хоть немного думать об окружающих… некоторые из которых в слове «секс» слышат только три последние буквы. Попросить его, что ли, уступить мне место как старшему по возрасту? Так ведь не уступит… Иногда он отлепляет свой рот от ее губ и что-то шепчет ей на ухо. В общем, смотреть на них совершенно не хочется. Куда приятнее уткнуться в книжку любимого Игната Валерьева. Что я и сделал, раскрыв средней пухлости томик в чуть потрепанной мягкой обложке на странице, заложенной потерявшим актуальность проездным билетом. Закладка указывала на начало нового рассказа. ТРИЖДЫ ИНИЦИИРОВАННАЯ. (ритуал первый) По мере того, как под воздействием божественного резца Создателя… Нет, лучше – кисти. Чтобы не порождать неуместные стоматологические ассоциации… Так вот, по мере того, как под воздействием божественной кисти Создателя один за другим формировались ее органы чувств, отголоски окружающей реальности проникали в ее сознание, используя для этого все новые и новые лазейки. Первым появился слух. Не сразу смогла она разделить доносящиеся до нее звуки на составляющие, вычленить из них основные, перестать отвлекаться на второстепенные. А когда она непостижимым образом – может быть, это пришла на помощь генетическая память? – обнаружила у себя способность интерпретировать получаемую таким образом информацию, составляя из звуков слова, то с удивлением поняла, что слышит чью-то речь. – У каждого дела запах особый ты тракториста понюхать попробуй но лучше всего все же пахнут бомжи в их запахе нет полуправды и лжи его воспоет моя скромная лира он суть эманация данного мира… – говорило неизвестное существо. Голос его был монотонным и неразборчивым. Существо сильно гундосило и проглатывало окончания. «У кажнага дела…» – примерно вот так. Вдобавок, в звучащей речи начисто отсутствовали знаки препинания, так что очнувшаяся далеко не сразу поняла, что слышит стихи. Раздался громкий шелест бумаги, словно сквозняк трепал отслаивающиеся куски обоев, затем нечто продолжило декламацию. – Прощай немытая россия страна бомжей страна ментов и вы ублюдки голубые и ты мой добрый старый тов всегда довольный сам собой своим окладом и страной. – Сестра, заткнись, а? Без тебя тошно, – грубо, но беззлобно произнес другой голос. – А я и так уже закончила, – без выражения отозвалась первая. «Захончилэ». Теперь стало ясно, что существо, читавшее стихи, относится к женскому полу. Хотя по голосу это было трудно предположить. Внезапно пришли запахи, принеся с собой соответствующие обонятельные ассоциации. |
 Но слушать постороннее нытье все равно неприятно.
Но слушать постороннее нытье все равно неприятно. А ведь она-то все помнит! Все…
А ведь она-то все помнит! Все…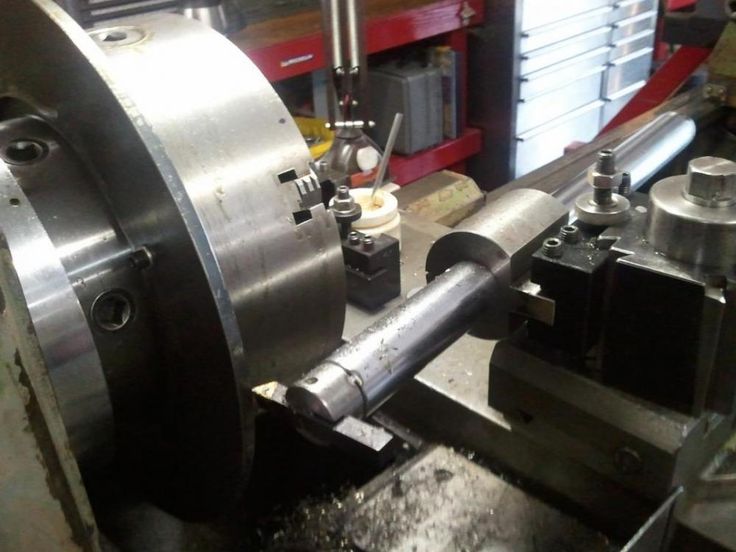 По широкой ухмылке видно, что наблюдаемая сцена доставила ему удовольствие. Слегка улыбаюсь в ответ, пожимаю плечами, мол, с кем не бывает?
По широкой ухмылке видно, что наблюдаемая сцена доставила ему удовольствие. Слегка улыбаюсь в ответ, пожимаю плечами, мол, с кем не бывает? Третий день километры по кольцу наматывает и напевает про себя:
Третий день километры по кольцу наматывает и напевает про себя: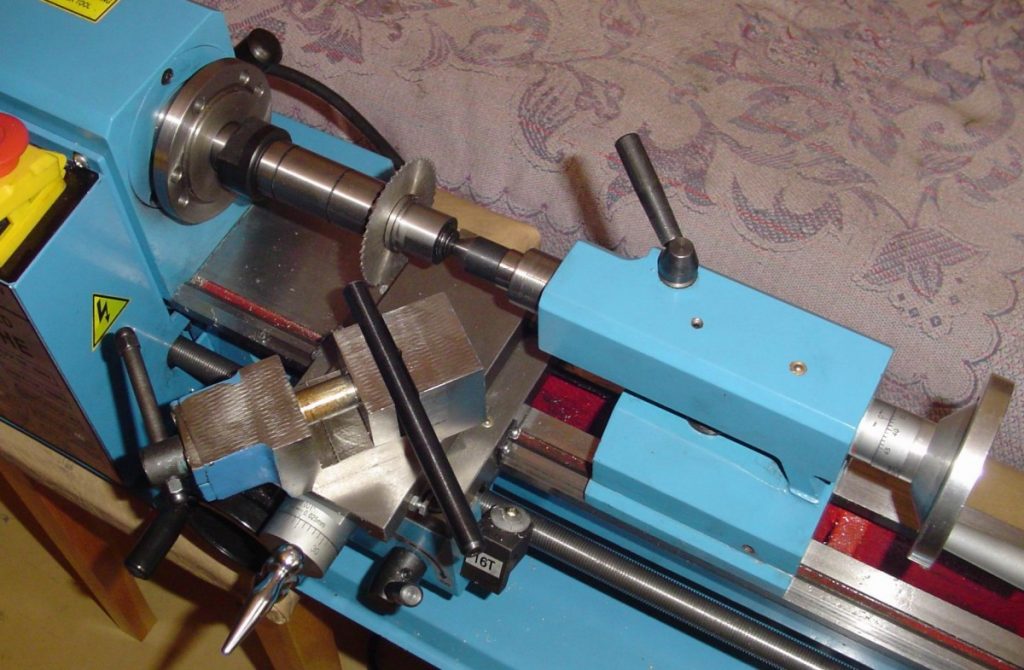 То ли ласковые нежности, то ли пересказывает текст песни, которая играет в наушниках. В этом случае я ей особенно не завидую: судя по отдельным звукам, которые доносятся до меня, бритоголовый слушает «Prodigy». Что бы там ни было, девчонке определенно нравится. Она улыбается, не открывая глаз.
То ли ласковые нежности, то ли пересказывает текст песни, которая играет в наушниках. В этом случае я ей особенно не завидую: судя по отдельным звукам, которые доносятся до меня, бритоголовый слушает «Prodigy». Что бы там ни было, девчонке определенно нравится. Она улыбается, не открывая глаз.

Новая делилка для токарного станка / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru
Предисловие:
Первый делительный диск я делал несколько лет назад, когда стояла задача построить компактную понижающую передачу на маленьком зубчатом ремешке от электрорубанка:
Для редукторов такого рода, если мы по условиям задачи не связаны жестко заданным заранее передаточным отношением, желательно выбирать хитрое количество зубов на шестернях. Чтобы у чисел никаких кратностей и общих делителей не было, ни с числом зубов ремня, ни друг с другом. Потому что если их числа кратны, то например, условно первый зуб шестеренки А, будет все время взаимодействовать только с 1 и 18 зубом от шестеренки Б. Второй — только с 2 и 19, и так далее. И так на каждом обороте. А для равномерного износа, надо чтобы все зубы со всеми последовательно контактировали. Чтобы зуб 1-А последовательно перезнакомился и с 1-Б, и с 2-Б, и с 3-Б, и так далее. Что-нибудь типа отношения чисел 67 и 29 — чем более длинная получается дробь, тем лучше для ресурса передачи. Но зато и более адские ухищрения требуются от вас при разметке, т.к. транспортир бесполезен, все углы безобразно дробные. Я размечал «вышагиванием». То есть брал качественный чертежный измеритель-«балеринку» с винтовым регулятором, и вышагивал по кругу до посинения… Считал шаги, подкручивал винт, и снова шагал, и снова подкручивал. Пока число шагов не начинало укладываться на данной окружности ровно, сколько задумано.
Чтобы у чисел никаких кратностей и общих делителей не было, ни с числом зубов ремня, ни друг с другом. Потому что если их числа кратны, то например, условно первый зуб шестеренки А, будет все время взаимодействовать только с 1 и 18 зубом от шестеренки Б. Второй — только с 2 и 19, и так далее. И так на каждом обороте. А для равномерного износа, надо чтобы все зубы со всеми последовательно контактировали. Чтобы зуб 1-А последовательно перезнакомился и с 1-Б, и с 2-Б, и с 3-Б, и так далее. Что-нибудь типа отношения чисел 67 и 29 — чем более длинная получается дробь, тем лучше для ресурса передачи. Но зато и более адские ухищрения требуются от вас при разметке, т.к. транспортир бесполезен, все углы безобразно дробные. Я размечал «вышагиванием». То есть брал качественный чертежный измеритель-«балеринку» с винтовым регулятором, и вышагивал по кругу до посинения… Считал шаги, подкручивал винт, и снова шагал, и снова подкручивал. Пока число шагов не начинало укладываться на данной окружности ровно, сколько задумано.
Это не просто. При большом числе шагов (при разделе на 30, 50 и больше), наступает момент, когда легчайшие прикосновения в регулировочному винту, уже дают в итоге накапливающуюся погрешность, в плюс или минус. И тогда начинается следующий этап шаманства, сделать эту погрешность более-менее равномерно распределенной по всей окружности. А не накапливающейся к последнему зубу…
В итоге, тогда был создан типа «универсальный делительный диск»:
Три внутренних окружности я разметил под простые случаи, для разметки фланцев и т.п., на 16, 20 и 24 точки. А дальше у меня шла «экзотика», окружности деленные на 23, 37, 41, 53, 59 и 61.
И я думал, что мне этого надолго хватит, для самых разнообразных работ. Так всегда кажется, когда задумываешь некую универсальную приблуду. Но реальность, как правило оказывается разнообразнее наших планов.
Выяснилось, что во-первых, гораздо чаще нужны все-таки именно простейщие коэффициенты деления. На 2-3-4-5-6-8-10-12-15-16-24. И у меня они конечно были на диске, но! Диск на дальней стороне шпинделя, при максимальном диаметре, и максимальной точности, оказался и максимально долгим в установке. Конечно, поставить его, чтобы нарезать шестеренку на 47 или 59 зубов, которая потом будет меня по рекам-морям долго и счастливо возить, это не обидно.
И у меня они конечно были на диске, но! Диск на дальней стороне шпинделя, при максимальном диаметре, и максимальной точности, оказался и максимально долгим в установке. Конечно, поставить его, чтобы нарезать шестеренку на 47 или 59 зубов, которая потом будет меня по рекам-морям долго и счастливо возить, это не обидно.
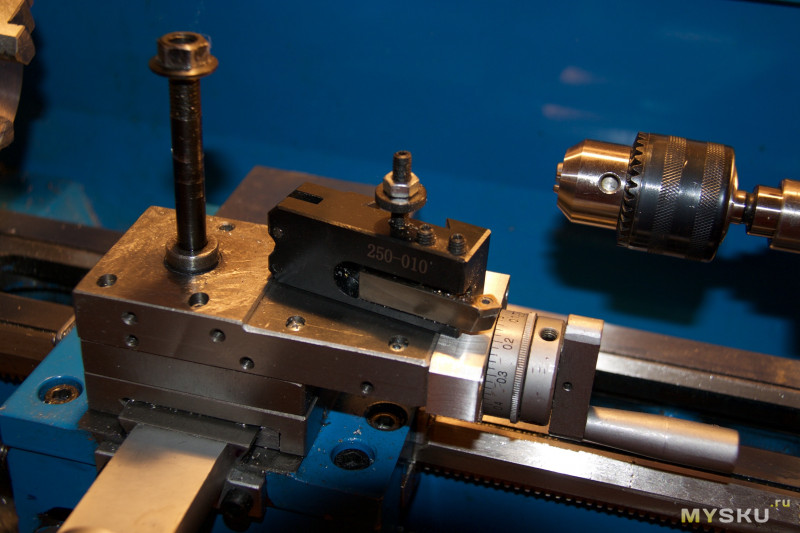
А вот чтобы простейшую маленькую детальку для зажигалки поделить на 4, или какой-нибудь чисто декоративный вентиль с пятью спицами — ужасно жаль бывает времени на переналадку станка. В итоге забиваешь на точное деление, и рисуешь спицы на глаз. А еще, конструкция получилась такова, что при установленном большом диске, включать шпиндель уже нельзя. Только руками проворачивать. А ведь нередко бывают детали, у которых хочется всего-то, пару разметочных рисок быстро нанести на окружность, и продолжать точение других поверхностей. Короче, я давно уже понял, что в дополнение к большому диску, хотел бы иметь еще одну делилку попроще. Но быстросъемную. А в идеале — с возможностью включения мотора станка. Как временное решение, я даже сделал 4 риски прямо на фланце патрона, для деления на 90 град, с быстросъемной стрелочкой-прицелом:
Как временное решение, я даже сделал 4 риски прямо на фланце патрона, для деления на 90 град, с быстросъемной стрелочкой-прицелом:
Но увеличивать кол-во рисок дальше уже не хотелось. Слишком легко запутаться, по каким делить на 4, а по каким на 5, по каким на 6. Тогда уж надо полноценные 360 градусов размечать. Но столько героизма я в себе еще не накопил. Видел предложения просто распечатать шкалу на принтере, и наклеить бумажную полосу на патрон, но этот вариант мне не нравится эстетически.
И вот, удача. В «Гипермаркете товаров для хобби и увлечений», мне попался чертежный транспортир полного круга, на глаз прилично больше моего патрона по диаметру. Купил.
Теперь, собственно, про нынешнюю работу:
Вырезал диск из 4мм дюраля. Была крашеная корпусная панель от какого-то советского прибора:
Вырезал из диска кольцо, точно под наружный диаметр патрона:
Вот такая заготовка еще у меня давно хранилась, она на 5 мм больше диаметра патрона. От нее отрезаю узкое кольцо, шириной 10 мм:
От нее отрезаю узкое кольцо, шириной 10 мм:
Это уже на пределе возможностей станочка. Резец вязнет, ремни в трансмиссии жалобно пишат.
Транспортир приклеен к планшайбе двухсторонним скотчем, по-другому никак не придумал зафиксировать:
Внутренний диаметр расточен под размер патрона, всего 1,5 мм снять пришлось:
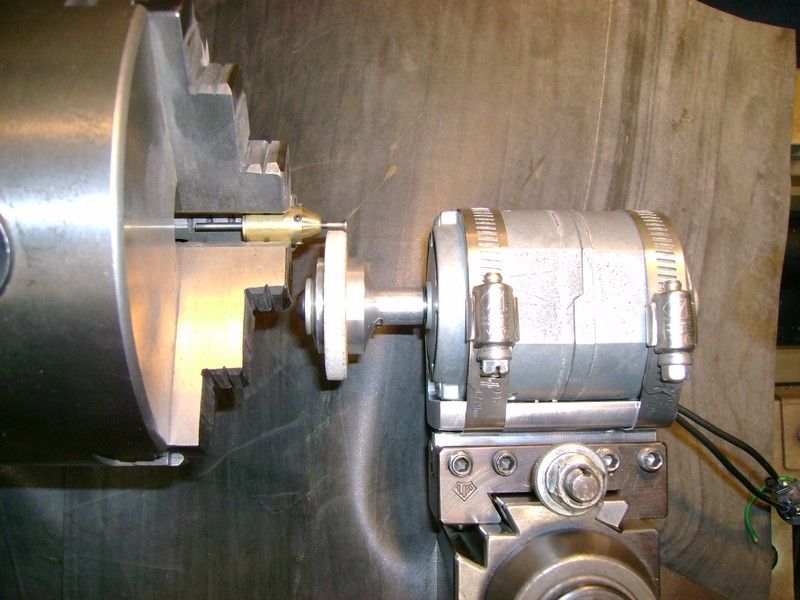
На узком кольце засверлено 6 поперечных отверстий. Для максимальной соосности противоположных, окончательная калибровка производится не на сверлильном, а на токарном. С подпором конусом ЗБ:
6 винтов М6 — так оно будет крепиться на патроне:
Для лучшей читабельности шкалы транспортира, под него вырезана белая ПВХ-пленочка:
Точное совмещение для сверления отверстий:
И теперь, с максимальной аккуратностью, сверление под фиксатор. Через 5 градусов, т.е. максимально возможное деление с жесткой штыревой фиксацией будем иметь на 72:
Не удержался, и на оборотной стороне разметил еще одну шкалу, для деления на 100 с промежуточными точками, т. е. максимальное деление будем иметь на 200:
е. максимальное деление будем иметь на 200:
Не знаю, пригодится или нет, но чтобы два раза с разметкой не возиться — пусть будет. Про запас. А то ведь вы же понимаете, делать деление круга на 100 по транспортиру — тоже можно, но… примерно как дюймовые размеры откладывать, имея лишь обычную метрическую линейку.
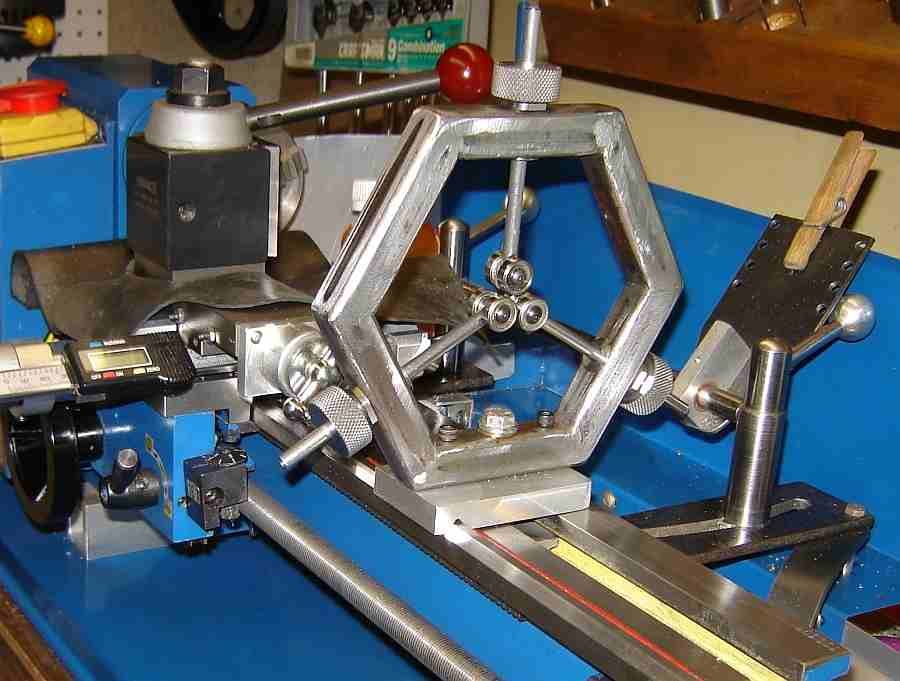
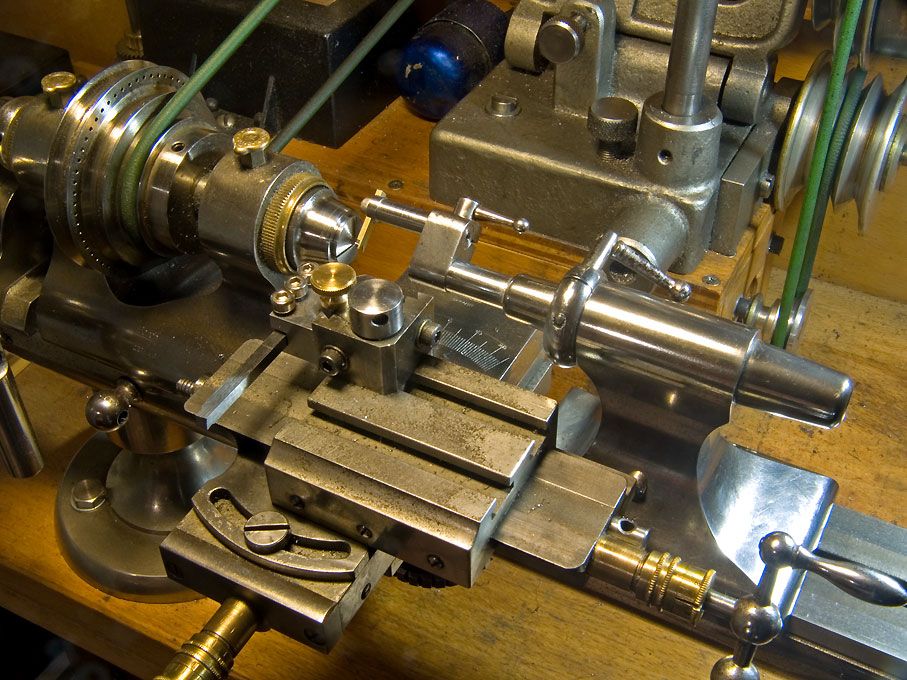
Теперь делаем устройство прицела и фиксации диска в заданном положении. У меня уже есть вот такой передвижной упорчик, иногда бывает полезен:
На взрослых станках они обычно входят в штатную комплектацию доп. приспособлений, а к этому станку пришлось делать самому.
Чтобы не сверлить лишних дырок на бабке возле патрона, решено фиксатор диска строить на это упоре. Обязательно с возможностью быстрой разборки, и использования упора по прежнему назначению:
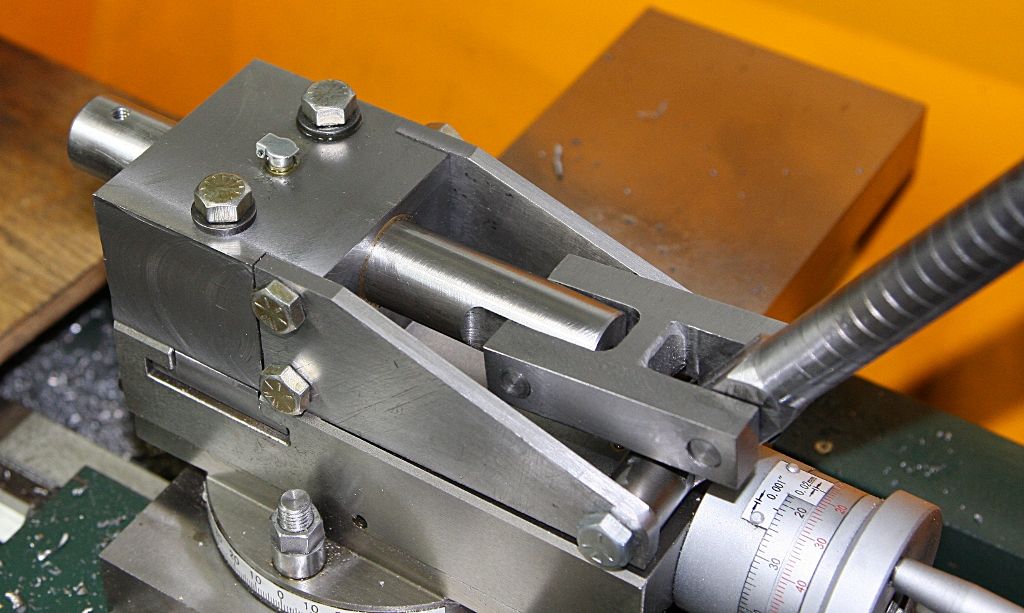
Вот такая фиксация по отверстиям в диске, вставлено сверло 1 мм:
А это фиксатор для зажима в произвольном месте, с визуальной ориентацией по шкале транспортира. Отжато:
Отжато:
Зажато:
Шайба из кожи заложена для увеличения трения. В результате при зажатом замке, диск не провернуть рукой с усилием несколько кг. Этого достаточно, т.к. фрезеровка обычно идет не «силовая», а маленьким и высокооборотным инструментом. Уже проверено, дюралевый корпус часов я фрезеровал вообще без фиксации патрона — и нормально, он не пытался провернуться.
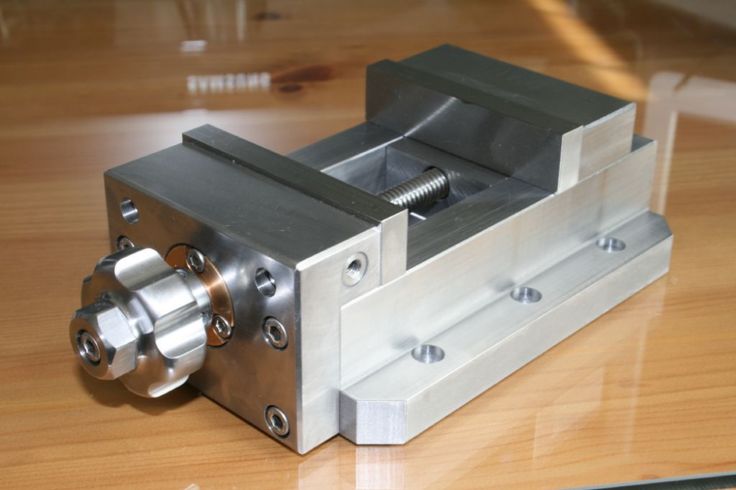
Общий вид делилки:
Можно точить деталь, не снимая диска с патрона. Конфликт получается только с защитным щитком, его уже не опустить на патрон. Соответственно, концевик блокирует запуск мотора. Но щиток всего на двух винтах, снимается \ставится быстро, так что не беда. Может я еще когда-нибудь не поленюсь, и введу в электрическую схему специальный выключатель, который будет обходить эту блокировку. И позволит, при необходимости, запускать шпиндель при поднятом щитке.
Спасибо за внимание.
G-code, потерявшийся брат Assembler-а / Хабр
Про язык управления промышленными CNC-станками и всевозможными любительскими устройствами вроде 3D-принтеров написано очень много статей, но почитать о том, какова идеология этого языка и как она связана с аппаратной реализацией — почти негде. Поскольку моя работа связана непосредственно с программированием станков и автоматизацией производства, я попробую заполнить этот пробел, а также объяснить, почему выбрал такой странный заголовок.
Поскольку моя работа связана непосредственно с программированием станков и автоматизацией производства, я попробую заполнить этот пробел, а также объяснить, почему выбрал такой странный заголовок.
Пару слов о себе, и почему я вообще решил написать об этом. Мои рабочие обязанности заключаются, в том числе, в том, чтобы заставить любой имеющийся в компании станок с ЧПУ делать всё, что он вообще может физически. Компания — небольшая (единицы сотен сотрудников), но в арсенале — вертикальные фрезерные автоматы Haas трех разных поколений, горизонтальные фрезерные автоматы DMG Mori нескольких типов, лазерный резак Mitsubishi, токарные автоматы Citizen Cincom и куча всего еще. И весь этот зоопарк управляется программами на G-code. Изучая разные реализации этого языка, я понял, что то, что пишут в учебниках и книгах по нему — не всегда является правдой. В то же время, мне стали понятны многие аналогии между этим языком и Assembler-ом, который я изучал когда-то в институте, и на котором практически ничего серьезного никогда не написал.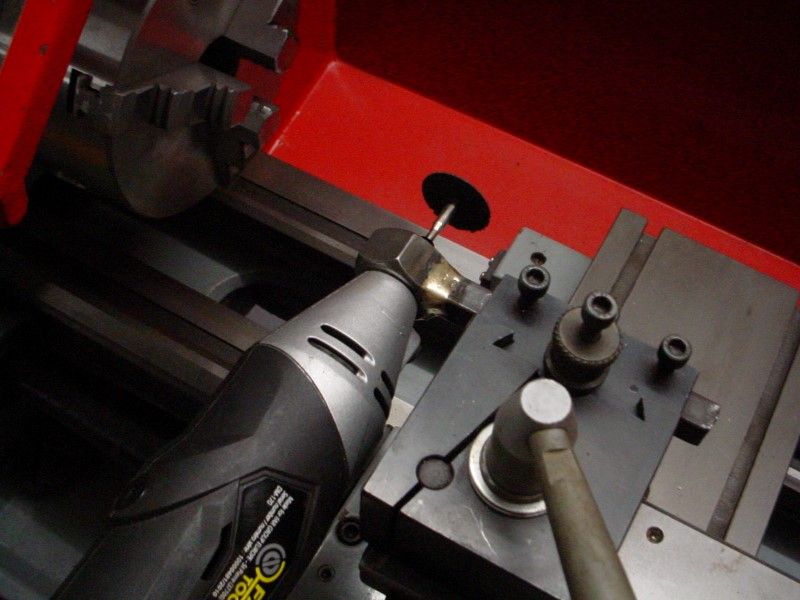
Предупреждая возможные возражения, сразу скажу, что статья не предполагается как руководство по программированию, это обзор особенностей и странностей языка, а также среды в которой он выполняется.
Для человека, привыкшего писать на языках высокого уровня, G-code, на первый взгляд, кажется ущербным. Он выглядит, как древний Basic с его goto, отсутствием явного определения переменных и прочими архаизмами. Но стоит посмотреть на него внимательнее, и становится понятно, что эта «ущербность» и «архаизм» — результат нескольких практических факторов: это язык довольно старый, он придуман для выполнения в строгих рамках доступных ресурсов, он решает одну и довольно простую задачу. Так что это вовсе не «ущербность», а рациональный минимализм, роднящий его с Assembler-ом.
Базовый синтаксис
Если вы хоть раз видели программу на G-code, то знаете, что это последовательность строк, которые состоят из буквенных кодов, за которыми следуют некие числа. Эти буквенные коды называются «адрес». Причина такого термина очень проста: в первых контроллерах станков программа выполнялась путем записи значений в ячейки памяти, которым были даны буквенные имена. Исполнительные устройства, в свою очередь, читали значения по этим адресам и делали то, что от них требуется. Когда мне приходится обучать операторов, я объясняю им, что контроллер, на самом деле, можно условно поделить на две части: ту, что отвечает за интерфейс с пользователем, и ту, что отвечает за работу механизмов. Они часто и физически разнесены по разным платам. А общение между ними происходит все еще через ограниченный набор этих самых ячеек памяти. Другой вопрос, что со временем, к именованным адресам, которые обозначаются буквами латинского алфавита, добавились еще численные адреса (начинающиеся с символа #), через которые осуществляется доступ к портам ввода-вывода, настройкам, специальным возможностям, и так далее.
Эти буквенные коды называются «адрес». Причина такого термина очень проста: в первых контроллерах станков программа выполнялась путем записи значений в ячейки памяти, которым были даны буквенные имена. Исполнительные устройства, в свою очередь, читали значения по этим адресам и делали то, что от них требуется. Когда мне приходится обучать операторов, я объясняю им, что контроллер, на самом деле, можно условно поделить на две части: ту, что отвечает за интерфейс с пользователем, и ту, что отвечает за работу механизмов. Они часто и физически разнесены по разным платам. А общение между ними происходит все еще через ограниченный набор этих самых ячеек памяти. Другой вопрос, что со временем, к именованным адресам, которые обозначаются буквами латинского алфавита, добавились еще численные адреса (начинающиеся с символа #), через которые осуществляется доступ к портам ввода-вывода, настройкам, специальным возможностям, и так далее.
Традиционно, когда описывают синтаксис G-code, говорят, что любая команда в программе начинается с буквы G для «подготовительных» кодов и M — для дополнительных, что номер строки начинается с буквы N, а номер программы или подпрограммы — с буквы O. Это, в принципе, правда, но не вся и не всегда.
Это, в принципе, правда, но не вся и не всегда.
Во-первых, деление на G- и M-коды — условно. Раньше, во времена первых станков с ЧПУ, это имело практическое значение, потому что связь синтаксиса с аппаратной реализацией была жестче. Сейчас же, это деление практически потеряло свое значение. Однако, правило о том, что M-код может быть только один на строке, все же стоит выполнять, как в старые времена, потому что никогда не знаешь точно, на сколько вольно производитель контроллера станка обошелся с реализацией языка. Например, на станках DMG Mori, автоматическое измерение длины инструмента, установленного в шпинделе, выполняется кодом G324, но если вы просто хотите активировать измерительный сенсор для того, чтобы почистить его (при этом крышка, под которой он скрыт во время обычной работы, открывается, и он выдвигается, но измерение не происходит), вам нужно выполнить код M44. По классической логике языка, использование G-кода для измерения длины — нестандартное решение, потому что вы явно не хотите, чтобы одновременно с этим (одной строкой кода) выполнялись какие-то еще действия. Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.
Но в современных реалиях это не имеет значения. На станках Haas та же операция измерения делается вообще запуском специальной подпрограммы с параметрами (тип и номер инструмента), а не одним кодом. Плюс, практически любой контроллер позволяет определять пользовательские G- или M-коды, полностью стирая различие между ними.
Ветвление и циклы
В G-code есть условный и безусловный переход по команде GOTO. Синтаксис адреса (аргумента) этой команды может различаться. Чаще всего, это число, соответствующее номеру строки, заданному на самой строке, как Nчисло. Но некоторые реализации языка, например — синтаксис контроллеров Okuma, позволяют давать строкам буквенные метки. С одной стороны, это хорошо, а с другой — нетипично, что смущает некоторых программистов и операторов.
Условный переход выполняется традиционным IF [выражение] THEN команда. Конструкция ELSE в языке не нужна, потому что если условие — ложно, команда на этой строке не будет выполнена, а будет выполнен переход на следующую строку. Это важно понимать, потому что ошибка с тем, чтобы поместить команду, которая должна быть выполнена только если условие истинно, на следующую строку — одна из самых распространенных в «ручном» программировании. Вероятно, это случается с неопытными программистами, которые до этого привыкли к синтаксису языков высокого уровня. В некоторых реализациях не обязательно и
Это важно понимать, потому что ошибка с тем, чтобы поместить команду, которая должна быть выполнена только если условие истинно, на следующую строку — одна из самых распространенных в «ручном» программировании. Вероятно, это случается с неопытными программистами, которые до этого привыкли к синтаксису языков высокого уровня. В некоторых реализациях не обязательно и THEN, что добавляет краткости, но не добавляет читаемости. Сравните (даже не имея представления о смысле):
IF [#1 NE 10] THEN #2=20
и
IF [#1 NE 10] #2=20
Циклы в явном виде реализованы конструкцией WHILE [выражение] DOметка ... ENDметка, но, конечно, могут быть реализованы и через условный переход. Синтаксис позволяет также «выпрыгивать» изнутри цикла, используя GOTO. Но «запрыгнуть» внутрь цикла, используя размещенную внутри него метку — нельзя. Возможно, в каких-то контроллерах это и разрешено, но в тех, на которых я это проверял, это вызывает ошибку.
Подпрограммы
История использования подпрограмм в G-code тянется еще со времен перфолент. Существует несколько способов их вызывать, и это достаточно избыточно. Каждая программа или подпрограмма на G-code имеет свой идентификатор — цифровой код. Положение (под)программы определяет, должен ли этот идентификатор начинаться с латинской O или латинской N. По этому коду их можно вызывать разными способами. Эти способы (используемые для этого коды) различаются, например, тем, где контроллер будет искать эту подпрограмму — внутри файла (на станках Haas это код M97) программы или во всех файлах (а это уже M98). Если подпрограмма содержится в файле программы и имеет идентификатор номера строки (N), ее следует вызывать, как «внутреннюю подпрограмму». В этом случае, совершенно не нужно беспокоиться об уникальности идентификатора. Если же подпрограмма имеет идентификатор, начинающийся с буквы O, она может содержаться и внутри файла основной программы, и в отдельном файле. В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата
В этом случае, следует заботиться о том, чтобы номер был уникален среди всех программ в памяти контроллера, потому что иначе, контроллер либо выдаст ошибку при попытке записать такую подпрограмму в его память, либо, что хуже, может выполнить первую попавшуюся подпрограмму из нескольких с одинаковыми номерами. На большинстве контроллеров это, к счастью, невозможно. В общем, любую программу можно вызвать, как подпрограмму, только из-за отсутствия кода возврата M99, аналога return, и присутствия кода остановки M30, аналога halt, контроллер просто остановит выполнение. Но в некоторых случаях (когда это действительно конец процесса обработки детали) это может быть совершенно нормальным решением, пусть оно и выглядит некрасиво с точки зрения классического программирования. Это различие, на самом деле, восходит к временам, когда носителем для программ были перфокарты и перфолента, которые нужно было менять вручную, если подпрограмма находилась на другой ленте или в другой пачке перфокарт.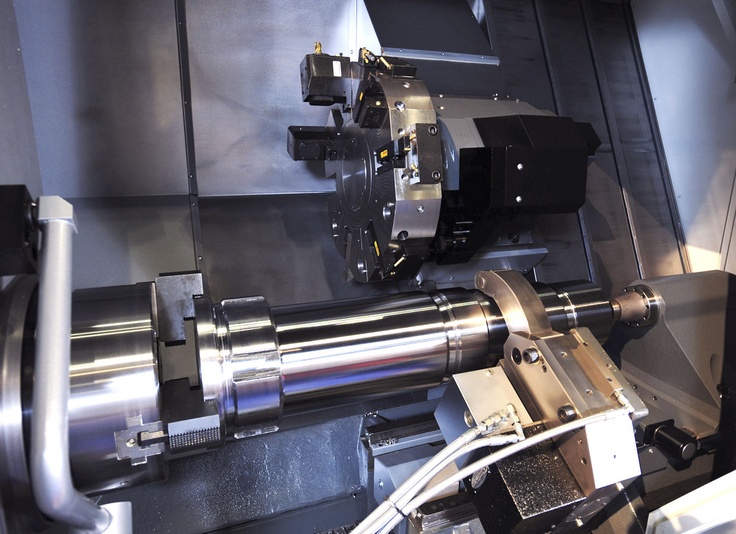
Еще одна существенная разница между тем, как работают вызовы подпрограмм, состоит в том, что при этом происходит со стеком локальных переменных, и как при этом передаются параметры, и передаются ли они вообще. Например, вызывая подпрограмму кодом M98, вы не можете передать подпрограмме параметры в этой же строке. Вам придется положить их в переменные заранее. А вызов через код G65 как раз предполагает передачу параметров, однако стек локальных переменных программы при этом создается новый.
Указатели, переменные, регистры
Хотя G- и M-коды контроллеров — довольно большая тема, переменные — еще более обширная и сложная история. Дело в том, что «железо» станков управляется огромным количеством переменных, напоминающих по принципу их работы регистры процессоров. Доступ к этим регистрам в каких-то случаях возможен по предопределенным буквенным именам, в каких-то — по номерам, в каких-то — по назначенным буквенно-цифровым именам. При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
При этом, свойства, назначение и поведение этих переменных могут быть совершенно разными.
Если вы хоть раз видели программу на G-code для промышленного станка, вы, возможно, заметили, что в начале самой программы, а иногда — в начале каждого фрагмента или подпрограммы, отвечающей за один инструмент или один элемент детали, есть длинная строка кодов, которые вроде бы ничего не делают. Это так называемая safe line. Она нужна, потому что станок помнит свое состояние. Например, содержимое какого-то регистра может сохраняться даже после выключения и включения станка, потому абсолютно всегда имеет смысл в явном виде устанавливать желаемое состояние перед совершением каких-то операций. Это напоминает то, как в web-разработке используются Reset.css и Normalize.css. Иначе, это правило для программистов звучит как «никогда не предполагай, что станок находится в определенном состоянии, если ты его в это состояние не привел». Пренебрежение этим может стоить дорого, включая капитальный ремонт станка.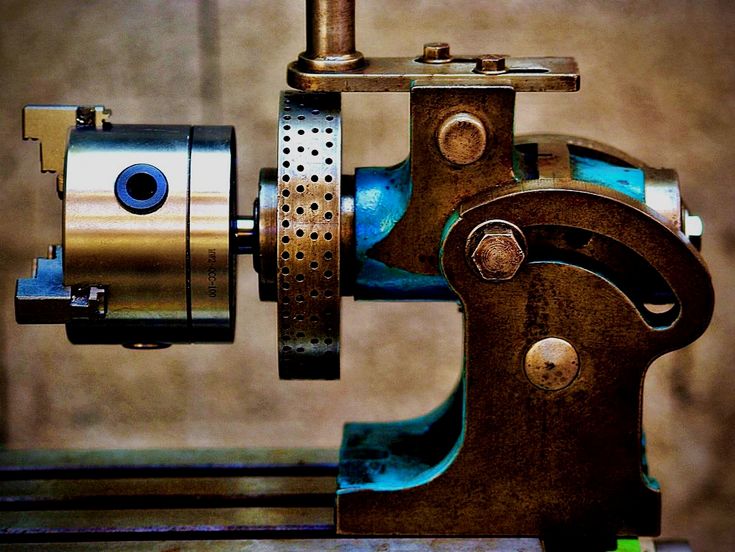 При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
При этом, наиболее надежной практикой считается именно приведение станка в искомое состояние, а не проверка, находится ли он в нем. Почему? Потому что приведение, как правило, делается одной безусловной командой, а проверка требует условного ветвления.
Практический пример. При использовании контроллера Haas, некоторые адреса доступны для чтения только по номеру ячейки памяти, тогда как для записи — по буквенному псевдониму и по номеру. Скажем, чтобы установить скорость вращения шпинделя, достаточно выполнить код S<целое число>, запись IF [S EQ 200] (проверка если скорость шпинделя равна 200) работать не будет, нужно писать IF [#цифровой номер ячейки EQ 200]. Очевидно, что установить нужную скорость — куда проще, чем проверить ее. Более того, я с большим трудом могу себе представить ситуацию, когда проверка была бы действительно нужна, за исключением всего одного случая, с которым мне пришлось столкнуться. Некоторые станки имеют в своем наборе инструментов вентилятор, который устанавливается в шпиндель, как обычный держатель фрез. Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить.
Это нужно, чтобы сдувать охлаждающую жидкость и стружку с детали после окончания ее обработки. Работа вентилятора зависит от скорости вращения — он складной, ему нужна определенная скорость, чтобы раскрыться от центробежной силы. Но станок имеет функцию изменения скорости вращения шпинделя, чтобы при отладке программы оператор мог на ходу переопределить скорость, заданную программой. Однако, если забыть отключить это изменение, вентилятор может или не раскрыться, или разлететься от слишком быстрого вращения. До того, как я начал работать в компании, этот вопрос никак не решался, считалось, что это ответственность оператора. Я же обратил на это внимание после первого происшествия и написал дополнение к программе для вентилятора, которое запускает вентилятор сразу после его установки в шпиндель, затем читает по нумерованному адресу (на счастье, документированному) значение реальной скорости вращения, делит его на устанавливаемую программой скорость и определяет, не различаются ли они больше чем на 1% (легкие вариации допускаются, хотя 1% — это порог с запасом), и если различаются — останавливает программу, включая индикатор ошибки и выдавая сообщение о том, что переопределение скорости следует отключить. Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Иронично, что тот же самый контроллер позволяет запретить переопределение некоторых параметров из программы (скорости движения стола, например), но не скорости вращения шпинделя. Почему? Так решил производитель. А моя задача — сделать так, как нужно производству, несмотря на то, что думает производитель, не нарушая гарантию. Для типичного производственного программиста, который не связан с автоматизацией, подобное решение выходит за рамки его деятельности.
Причина, почему я упомянул переменные и регистры вместе — то, что многие контроллеры станков имеют одно общее «пространство адресации» ячеек памяти, которые не только выполняют разную функцию, но и «живут» в совершенно разных аппаратных частях контроллера. В одно и то же пространство отображаются такие разные группы ячеек, как действующая страница стека локальных переменных, глобальные общедоступные переменные, глобальные общедоступные энергонезависимые переменные, выделенные регистры хранения координат перемещения, значения датчиков, порты управления состоянием реле внешнего оборудования, порты ввода состояния внешнего оборудования, состояние аварийной остановки, порты выделенного назначения для устройства смены оснастки, переменные калибровочных данных устройств автоматического измерения длины инструмента и положения/размера деталей, положение рабочих систем координат относительно глобальной системы координат станка, типы, геометрия и время жизни (в секундах или циклах) инструмента. Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Соответственно, множество разных действий могут выполняться простой записью в ту или иную переменную.
Приведение типов
Это одна из неприятных особенностей многих реализаций G-code и контроллеров. Глядя на параметр X10, логично предположить, что это целое число. Но, в зависимости от того, как контроллер работает и как настроен, машина может интерпретировать и как X10.0 и как X0.0010 — в втором случае, это будет «десять минимальных единиц инкремента для данного контроллера». (Что, в свою очередь, может быть и десять микрон и десять десятитысячных долей дюйма.) Чудовищно, правда? Студенты и начинающие операторы постоянно делают эту ошибку. При этом, это можно настроить в контроллере. Потому, для полной переносимости и независимости от настроек, десятичная точка должна быть в цифровых значениях координат абсолютно всегда.
Хуже становится, когда речь о параметрах, передаваемых вызываемой подпрограмме. Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код
Практический пример. Автоматический измеритель длины инструмента Renishaw, установленный на станке Haas, требует для запуска измерения одного инструмента код G65 P9023 A12. T1, где T1 — номер инструмента (1, в данном случае). Но если вы хотите измерить сразу несколько инструментов, код будет G65 P9023 A22. I1. J2. K3. Тут уже параметры должны быть с точкой. Почему? Потому что когда вы пишете в T, этот адрес предназначен для хранения номера инструмента, потому на станке Haas он автоматически интерпретируется как целое число (мне неизвестны реализации, где это может быть дробное число, но я не могу этого исключить, например — у одного инструмента могут быть разные режущие кромки, нумеруемые, как дробная часть его номера). А вот когда параметры передаются через регистры, хранящие локальный стек переменных общего назначения, точка нужа, потому что там может храниться что угодно. При этом, у тех же станков Haas есть две настройки, которые отвечают за изменение этого поведения. Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Одна касается ввода параметров в контроллер, а другая — интерпретации некоторых именованных регистров использующихся для хранения координат.
Об обучении
Программированию станков с ЧПУ учат очень разными путями и с разными задачами. В одном случае, речь просто о том, чтобы научить пользоваться CAD/CAM, чтобы программист был в состоянии превратить модель (чертёж) в код, исполняемый на том или ином станке, изготавливающий деталь по модели. Это напоминает процесс обучения программированию «общего назначения» в ВУЗе, где вопросы исполнения кода, аппаратной архитектуры и написания кода на Ассемблере рассматриваются очень поверхностно. В других, заметно более редких случаях, процесс более всего напоминает обучение системному программированию, а примеры исполнения кода на конкретной архитектуре входят в него, как неотъемлемая часть. Поскольку я когда-то учился цифровой электронике, и программирование железа на низком уровне было частью этого, пусть и в довольно скромном объеме, второй вариант лично мне как-то ближе, и именно так я старался преподавать это сам, когда у меня была такая возможность.
Я вполне допускаю, что некоторые аналогии в статье могут показаться кому-то натянутыми, но я и не претендую на их точность. Речь, скорее, о сходстве «духа» упомянутых выше языков, о том, что опыт «ассемблерного мышления» может довольно сильно способствовать глубокому пониманию G-code, тогда как опыт программирования только на языках высокого уровня, отделенных от аппаратной реализации, может вызвать недоумение и даже некоторую неприязнь у того, у кого вдруг возникнет необходимость писать вручную для станков с ЧПУ.
ПРИНАДЛЕЖНОСТИ ДЛЯ СТАНКОВ — Страница 1
Быстрый просмотр
Аксминстер Вудторинг
артикул:
АХМ-101831
Axminster, Модульная подставка для инструмента, диаметр 16 мм (5/8 дюйма), длина 90 мм (3 1/2 дюйма)
Быстрый просмотр
Аксминстер Вудторинг
артикул:
AXM-103669
Axminster, Модульная опора для инструмента с длинным вылетом, смещение 200 мм (8 дюймов)
Быстрый просмотр
Прочная, удобная подставка для инструментов, ширина 12 дюймов, длинная стойка
Прочная удобная подставка для инструментов шириной 12 дюймов и длинной опорой Прочная удобная подставка для инструментов заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу.
 Вы можете опускать рукоятку инструментов под углом, превышающим ..
Вы можете опускать рукоятку инструментов под углом, превышающим ..Быстрый просмотр
Прочная, комфортная подставка для инструментов, ширина 9 дюймов, стандартная стойка
Надежная подставка для инструментов Comfort шириной 9 дюймов, стандартная подставка PostRobust Comfort Rest заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу. .
Быстрый просмотр
Прочная, удобная подставка для инструментов, ширина 6 дюймов, длинная стойка
Прочная удобная подставка для инструментов шириной 6 дюймов и длинной опорой Прочная удобная подставка для инструментов заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу.
 ..
..Быстрый просмотр
Прочная, комфортная подставка для инструментов, ширина 4 дюйма, стандартная стойка
Надежная подставка для инструментов Comfort шириной 4 дюйма, стандартная подставка PostRobust Comfort Rest заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу. .
Быстрый просмотр
Прочная, комфортная подставка для инструментов, ширина 12 дюймов, стандартная стойка
Надежная подставка для инструментов Comfort шириной 12 дюймов, стандартная подставка PostRobust Comfort Rest заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу.
 Вы можете опустить рукоять инструментов под большим углом. .
Вы можете опустить рукоять инструментов под большим углом. .Быстрый просмотр
Прочная, комфортная подставка для инструментов, ширина 15 дюймов, стандартная стойка
Надежная подставка для инструментов Comfort шириной 15 дюймов, стандартная подставка PostRobust Comfort Rest заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу. .
Быстрый просмотр
Прочная, комфортная подставка для инструментов, ширина 6 дюймов, стандартная стойка
Надежная подставка для инструментов Comfort шириной 6 дюймов, стандартная подставка PostRobust Comfort Rest заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу.
 .
.Быстрый просмотр
Прочная, удобная подставка для инструментов, ширина 4 дюйма, длинная стойка
Прочная удобная подставка для инструментов шириной 4 дюйма и длинной опорой Прочная удобная подставка для инструментов заслужила свое название, потому что ваша рука удобно помещается в радиусе подставки, независимо от того, используете ли вы хват сверху или снизу. ..
Быстрый просмотр
Прочная, низкопрофильная подставка для инструментов, ширина 3 дюйма, стандартная стойка
Прочная низкопрофильная подручная планка, ширина 3 дюйма, стандартная стойка Прочная низкопрофильная подручная пластина предназначена для токарных станков, которым нравится обхватывать подручник рукой.
 Они также подходят для небольших токарных станков. Как и подставки Comfort, вы также можете опустить ручку из…
Они также подходят для небольших токарных станков. Как и подставки Comfort, вы также можете опустить ручку из…Быстрый просмотр
Прочная, низкопрофильная подставка для инструмента, ширина 3 дюйма, длинная стойка
Прочная низкопрофильная подручная планка, ширина 3 дюйма, длинная стойка Прочная низкопрофильная подручная планка предназначена для токарных станков, которым нравится обхватывать подручник рукой. Они также подходят для небольших токарных станков. вашей…
Быстрый просмотр
Прочная, низкопрофильная подставка для инструментов, ширина 3 дюйма, короткая стойка
Прочная низкопрофильная подручная планка, ширина 3 дюйма, короткая опора Прочная низкопрофильная подручная планка предназначена для токарных станков, которым нравится обхватывать подручник рукой.
 Они также подходят для небольших токарных станков. из…
Они также подходят для небольших токарных станков. из…Быстрый просмотр
Оборудование для точения грифа — Принадлежности для точения грифа — Страница 1
Оборудование для точения грифа — Аксессуары для точения грифа — Страница 1
Поиск
Принадлежности для выворачивания шеи
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице:
812162040100
Столбцы:
1
2
3
4
6
Добавить в корзину
Быстрый просмотр
Корпус экспандера со стопорным кольцом
Инструмент PMA
Сейчас:
32,95 долл.
 США
СШАРасширение шейки гильзы является важным шагом в процессе поворота шейки, но многие перезагрузчики считают расширение шейки гильзы не менее важным, даже если не поворачивать шейку. Прокатка новой латуни на разжимной оправке в рамках процедуры подготовки гильзы — это…
Кол-во в корзине:
0Количество:
Цена:
Сейчас:
32,95 $
Итого:
Добавить в корзину
Выберите параметры
Быстрый просмотр
Инструмент для токарной обработки шейки PMA (всегда твердосплавный)
Инструмент PMA
Сейчас:
24,9 доллара США5
Это сменные фрезы для наших инструментов для токарной обработки шейки PMA. Если вы хотите преобразовать свой инструмент для шеи в другой угол плеча или если вы чувствуете, что ваш существующий резак теряет свою остроту (маловероятно, но случались и более странные вещи).

Большинство стрелков…Добавить в корзину
Быстрый просмотр
Держатель кейса PMA BR 308 284
Инструмент PMA
Сейчас:
17,95 долл. США
Изготовленные из твердой нержавеющей стали, держатели гильз PMA предназначены для головок гильз и будут работать с нашими драйверами держателей гильз для включения операции поворота горлышка, а также других операций по подготовке гильз. Держатели для кейсов также можно использовать как…
Кол-во в корзине:
0Количество:
Цена:
Сейчас:
$17,95
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Смазка для токарной обработки шейки инструмента PMA (4 унции)
Инструмент PMA
Сейчас:
6,95 долл.
 США
СШАТеперь 4 унции. !!!
Наша смазка для токарной обработки шейки отлично работает как с оправками из нержавеющей стали, так и с твердосплавными оправками. Действуя одновременно как смазка и охлаждающая жидкость, это масло обеспечивает гладкость токарной оправки и не капает, как другие. 3 унции бутылка с откидной крышкой, приятная пряность…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
6,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Отвертка PMA для держателей кейсов Large Rifle Primer
Инструмент PMA
Сейчас:
$17,95
Если вы еще этого не сделали, изменение режима подготовки чемоданов с ручной на электрическую сэкономит часы времени и сэкономит ваши руки.
 Операции по подготовке кейсов, которые можно выполнять при использовании системы держателей кейсов PMA, включают: внутри/снаружи…
Операции по подготовке кейсов, которые можно выполнять при использовании системы держателей кейсов PMA, включают: внутри/снаружи…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
17,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Отвертка PMA для держателей кейсов Small Rifle Primer
Инструмент PMA
Сейчас:
17,95 долл. США
Если вы еще этого не сделали, замена ручной процедуры подготовки кейсов на электрическую сэкономит часы времени и сэкономит ваши руки. Операции по подготовке кейсов, которые можно выполнять при использовании системы держателей кейсов PMA, включают: внутри/снаружи…
Кол-во в корзине:
0Количество:
Цена:
Сейчас:
17,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Держатель корпуса PMA Std.
 Магнум
МагнумИнструмент PMA
Сейчас:
17,95 долларов США
Изготовленные из твердой нержавеющей стали держатели гильз PMA предназначены для головок гильз и будут работать с нашими драйверами держателей гильз для включения операции поворота горлышка, а также других операций по подготовке гильз. Держатели кейсов также можно использовать как…
Кол-во в корзине:
0Количество:
Цена:
Сейчас:
17,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Держатель кейса PMA 223Rem
Инструмент PMA
Сейчас:
17,95 долл. США
Изготовленные из твердой нержавеющей стали, держатели гильз PMA предназначены для головок гильз и будут работать с нашими драйверами держателей гильз для включения операции поворота горлышка, а также других операций по подготовке гильз.
 Держатели для кейсов также можно использовать в качестве…
Держатели для кейсов также можно использовать в качестве…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
17,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Держатель корпуса PMA PPC
Инструмент PMA
Сейчас:
$17,95
Изготовленные из твердой нержавеющей стали, держатели гильз PMA предназначены для головок гильз и будут работать с нашими драйверами держателей гильз для включения операции поворота горлышка, а также других операций по подготовке гильз. Держатели кейсов также подойдут…
Кол-во в корзине:
0Количество:
Цена:
Сейчас:
17,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Корпус экспандера без стопорного кольца
Инструмент PMA
Сейчас:
28,95 долл.
 США
СШАРасширение шейки гильзы является важным шагом в процессе поворота шейки, но многие производители перезарядки считают расширение шейки гильзы не менее важным, даже если не поворачивать шейку. Прокатка новой латуни на разжимной оправке в рамках процедуры подготовки гильзы — это…
Кол-во в корзине:
0Количество:
Цена:
Сейчас:
28,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Проходной загрузочный блок PMA для PPC (30 раундов)
Инструмент PMA
Сейчас:
22,9 доллара США5
Наши 30 круглых загрузочных блоков не являются вашими обычными блоками.
Наши загрузочные блоки изготовлены на станке с ЧПУ из твердого делрина. Мы делаем дополнительный шаг по обработке второго сквозного отверстия для прохода горловины, что позволяет копоти, латунной стружке и другому мусору проникать. ..
..Кол-во в корзине:
0Количество:
Цена:
Сейчас:
22,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
Сквозной загрузочный блок PMA для семейства BR / 308 (30 патронов)
Инструмент PMA
Сейчас:
22,95 долл. США
Наши 30 круглых загрузочных блоков не являются вашими обычными блоками.
Наши загрузочные блоки изготовлены на станке с ЧПУ из твердого делрина. Мы делаем дополнительный шаг обработки второго сквозного отверстия для прохода горловины, позволяя копоти, латунной стружке и другому мусору проникать…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
22,95 $
Итого:
Добавить в корзину
Добавление товаров в корзину
Просмотр корзины
Продолжить покупки
умных комнатных гаджетов, включающих свет
TikTok
Загрузить
For You
Following
chandlerisaac
CHANDLER ISAAC
#Smarthome gadgets you actually need + are on sale for #amazon #primeday 🙌🏼 #amazonfinds #homedecor #amazonmusicpartner #home
1,1 тыс. лайков, 17 комментариев. Видео TikTok от CHANDLER ISAAC (@chandlerisaac): «#Умные домашние гаджеты, которые вам действительно нужны + продаются на #amazon #primeday 🙌🏼 #amazonfinds #homedecor #amazonmusicpartner #home». Эстетика.
лайков, 17 комментариев. Видео TikTok от CHANDLER ISAAC (@chandlerisaac): «#Умные домашние гаджеты, которые вам действительно нужны + продаются на #amazon #primeday 🙌🏼 #amazonfinds #homedecor #amazonmusicpartner #home». Эстетика.
34,2 тыс. просмотров|
Эстетика — Толлан Ким
danimariethatsme
Технарь Дэни 👩🏼💻
Обожаю этот гаджет! #smarthome #smartdoorbell #smarthomeinspiration #review #sugarcrash
13,1 тыс. лайков, 73 комментария. Видео TikTok от Techie Dani 👩🏼💻 (@danimariethatsme): «Обожаю этот гаджет! #smarthome #smartdoorbell #smarthomeinspiration #review #sugarcrash». Кстати, не спонсируется, но вы можете делать покупки в моей биографии 🥰 | Легко откройте дверь и включите свет, когда кто-то стоит у двери! | Распознавание лиц ✅ | …. Сахарный Краш!.
142,8 тыс.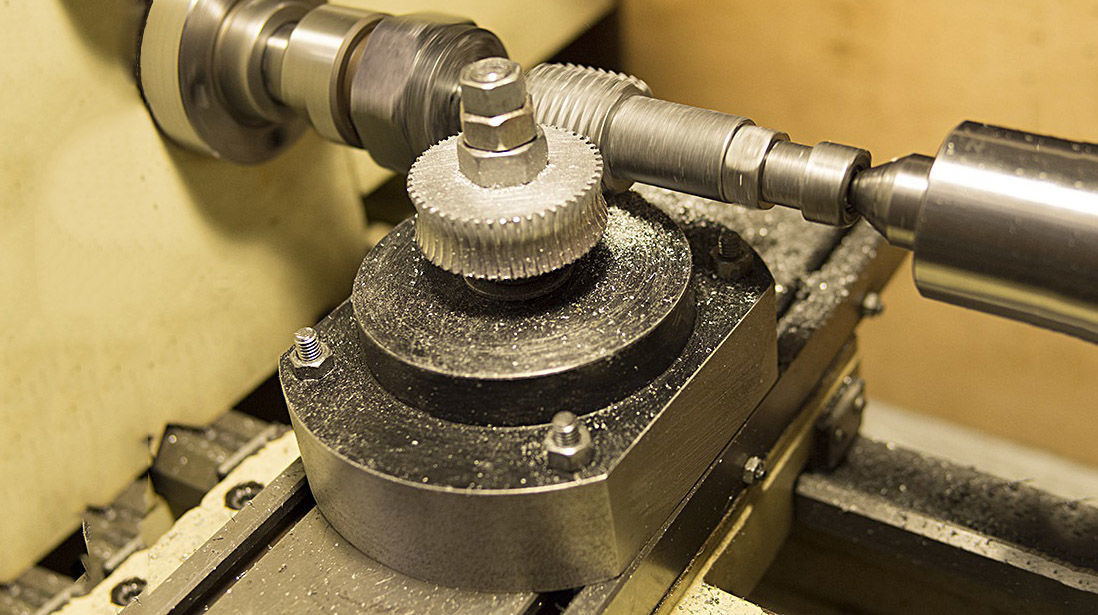 просмотров|
просмотров|
Сахарный Краш! — ElyOtto
reinaldmendez
Андрей
очень люблю этот продукт! 💫 @theswitchbot #switchbot #умный дом #roomdecor
2,1 тыс. лайков, 21 комментарий. Видео в TikTok от Андрея (@reinaldmendez): «Очень люблю этот продукт! 💫 @theswitchbot #switchbot #умный дом #декор комнаты». Лед на моем ребенке.
37,6 тыс. просмотров|
Ice On My Baby — легенда.
kevingalabay_
Kevin Galabay
Каркас кровати с сайта wayfair.com, надеюсь, это вдохновит вас 🫡. Комментариев нет Видео TikTok от Кевина Галабая (@kevingalabay_): «Каркас кровати с wayfair.com, надеюсь, это вас вдохновит 🫡. #foryoupage #fyp #parati #alexa #bedroom #smarthome #smartbed». ПОЛУЧИТЕ ALEXA ВКЛЮЧИТЬ СВЕТ В ВАШЕЙ СПАЛЬНЕ | 50$ канадских долларов | Каркас кровати с wayfair.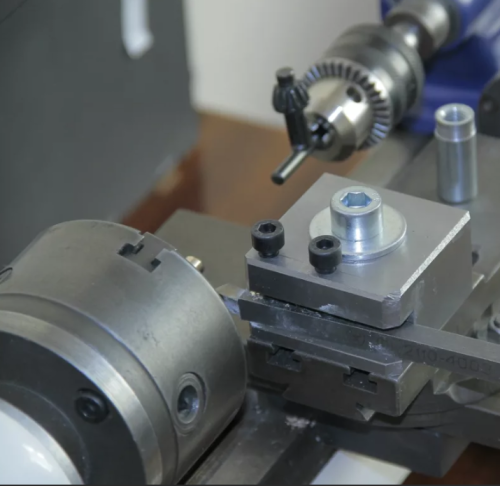 com. Эстетика.
com. Эстетика.
15,9 тыс. просмотров|
Aesthetic — Tollan Kim
smarthomeuk
Smart Home & Gadgets UK 🇬🇧
Automated lights #homeautomation #zemismart #smarthome #smartswitch #iot #fypシ #smartlighting @zemismartsmarthome @tuyasmarthome
Видео TikTok от Smart Home & Gadgets UK 🇬🇧 (@smarthomeuk): «Автоматизированное освещение #homeautomation #zemismart #smarthome #smartswitch #iot #marthomesmartlighting @smarthomesmartlighting @smarthomeuk #smarthomeuk Как мы автоматизировали автоматическое включение света в нашей не умной гардеробной | Этот
Есть умный выключатель от Zemismart и датчик движения с помощью приложения Smartlife | Замените старый ручной переключатель интеллектуальным переключателем. (Используйте электрика) | ….Радость (30 секунд).
(Используйте электрика) | ….Радость (30 секунд).
4994 просмотра|
радость (30 секунд) — Timtaj
SmarthomeSolutionssg
Smart Home Solutions Singapore
Следуйте для части 2 🔥🔥 #smarthomesg #sgtiktok
#sgtiktok
tiktsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorsgorssgorsgorsgorssgorsgorsgor) для части 2 🔥🔥 #smarthomesg #sgtiktok». Это волшебный куб Акары 🪄 | Это куб, который может волшебным образом управлять моим светом🔥 | Позвольте мне показать вам, как | …. 5% оттенок (замедленный).
1122 просмотра|
5% Tint (Slowed) — JK Beats
smarthomesolutionssg
Решения для умного дома Сингапур
Какие средства автоматизации умного дома вы используете? #sgtiktok #smartgadget
Видео TikTok от компании Smart Home Solutions Singapore (@smarthomesolutionssg): «Какие у вас средства автоматизации умного дома? #sgtiktok #smartgadget». Посмотрите, как я программирую этот датчик вибрации | Чтобы контролировать мой свет 💡 | Я просто нажимаю на нее, чтобы включить свет | …. Она хлопает в ладоши.
Посмотрите, как я программирую этот датчик вибрации | Чтобы контролировать мой свет 💡 | Я просто нажимаю на нее, чтобы включить свет | …. Она хлопает в ладоши.
1274 просмотра|
Она делает это хлопком — Soulja Boy
Erallex.SmartSwitch
Erallex Smart Switch
Link в Bio 😏 #erallex #IPHone #Gadge #IPHone #Gadge #IPHone #GADGE #viral #tiktokmademebuyit #musthave #giftideas #amazonfinds
TikTok видео от Erallex Smart Switch (@erallex #gattechiphone): «Ссылка #fgettechiphone 😏 foryoupage #viral #tiktokmademebuyit #musthave #giftideas #amazonfinds». Tiktok заставил меня купить | мой брат постоянно оставлял свет в моей комнате | смарт-переключатель Wi-Fi решил эту проблему | .
