Токарные проходные резцы: Резец токарный проходной отогнутый левый, Т15К6, 25х16х140 мм, ГОСТ 18877-73 []
Содержание
Резец токарный проходной отогнутый левый, Т15К6, 25х16х140 мм, ГОСТ 18877-73 []
Каталог →
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные отогнутые. ГОСТ 18877-73 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
| ГОСТ 18877-73 | |
| Обозначение резца | 2102-0056 |
| Направление резца | левый |
| Угол врезки пластины | 0º |
| Пластина | твёрдый сплав Т15К6 |
| Габаритные размеры, мм | 25х16х140 |
Описание:
Резец токарный проходной отогнутый предназначен для обтачивания наружных цилиндрических и конических поверхностей с продольной подачей, при этом позволяют обрабатывать торцевые поверхности деталей с поперечной подачей. Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки.
Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки.
В резце токарном проходном отогнутом с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной отогнутый левый, Т15К6, 25х16х140 мм, ГОСТ 18877-73 может отличаться от розничной (магазинной) цены.
Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок.
Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте.
Проверяйте комплектацию товара и его технические возможности в момент получения товара.
Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной отогнутый правый, Т5К10, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0055, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый левый, ВК8, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0006, левый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый правый, ВК8, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0029, правый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х20х170 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т15К6, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0079, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 25х20х170 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0079, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х20х170 мм
Отправить запрос
Сообщить о поступленииX
| имя: | * |
| телефон: | * |
| e-mail: | |
| комментарий: |
сообщить о поступлении и цене
Запрос отправлен.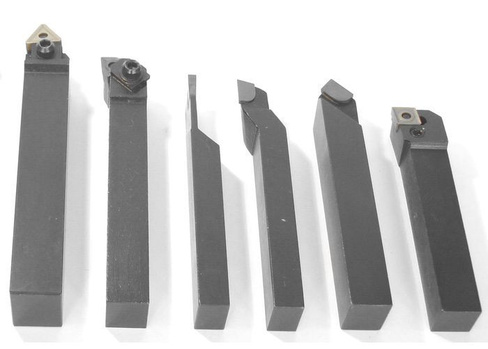
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
| имя: | * |
| телефон: | * |
| e-mail: |
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара?
Cообщите нам, мы обязательно это исправим.
| ошибка: | * |
отправить
Виды токарных резцов по металлу
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.
Все они будут указаны ниже.
1 – проходной прямой резец ; 2 – проходной отогнутый; 3 – проходной упорный; 4 – подрезной резец; 5 – широкий проходной; 6 – расточный резец; 7 – расточный упорный; 8 – отрезной резец; 9 – резьбовой резец; 10 – фасонный резец.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.
Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Токарные пластины для наружного и внутреннего диаметра
13Е
13Е
(1483)
см2
СМ2
(1423)
К090
К090
(1803)
К10М
К10М
(2037)
К10П
К10П
(1818)
К10У
К10У
(1786)
К15У
К15У
(1752)
К20К
К20К
(2008)
К25М
К25М
(1765)
К25П
К25П
(1736)
К313
К313
(3076)
К420
К420
(1585)
К68
К68
(2756)
КБ1610
КБ1610
(1661)
КБ5610
КБ5610
(1397)
КБ5625
КБ5625
(1485)
КБ9610
КБ9610
(1854)
КБх20
КБх20
(1681)
КБх30
КБх30
(1815)
КС5010
КС5010
(3581)
КС5025
КС5025
(3036)
КС5410
КС5410
(2550)
КС5510
КС5510
(1782)
КС720
КС720
(2311)
КС730
КС730
(3096)
КС7310
КС7310
(2024)
КС732
КС732
(2258)
КС8050
KC8050
(2957)
КС810
КС810
(2837)
КС850
KC850
(3194)
КС9010
KC9010
(2430)
КС9025
KC9025
(2918)
КС910
KC910
(2775)
КС9105
KC9105
(2499)
КС9110
KC9110
(2958)
КС9120
KC9120
(2553)
КС9125
KC9125
(2845)
КС9140
KC9140
(1906)
КС9145
KC9145
(1604)
КС9215
KC9215
(1803)
КС9225
КС9225
(2691)
КС9240
КС9240
(2753)
KC9240NEW
KC9240NEW
(2735)
КС9245
KC9245
(1799)
КС9315
KC9315
(2901)
КС9320
KC9320
(2652)
КС9325
КС9325
(2413)
КС935
KC935
(3000)
КС950
КС950
(2589)
КС990
KC990
(2698)
КСК05
KCK05
(2750)
КСК05Б
KCK05B
(2107)
КСК15
КСК15
(2602)
КСК15Б
КСК15Б
(2762)
КСК20
КСК20
(2889)
КСК20Б
КСК20Б
(2821)
КСМ15
КСМ15
(2719)
КСМ15Б
KCM15B
(2377)
КСМ25
КСМ25
(2882)
ККМ25Б
KCM25B
(2716)
КСМ35
КСМ35
(2293)
ККМ35Б
KCM35B
(1540)
КСР05
КСР05
(2491)
КСР05Б
KCP05B
(1490)
КСР10
КСР10
(3092)
КСР10Б
КСР10Б
(3121)
КСР25
КСР25
(3271)
КСР25Б
KCP25B
(3309)
КСР25С
KCP25C
(2217)
КСР30
КСР30
(2804)
КСР30Б
KCP30B
(1757)
КСР40
КСР40
(1664)
КСР40Б
KCP40B
(1778)
КСПК05
КСПК05
(1800)
ККС10
KCS10
(1427)
ККС10Б
KCS10B
(2597)
ККУ10
KCU10
(3468)
ККУ25
KCU25
(3031)
КД050
КД050
(1529)
КД081
КД081
(1410)
КД1400
КД1400
(1777)
КД1425
КД1425
(1880)
КТ125
КТ125
(1531)
КТ175
КТ175
(2035)
КТ315
КТ315
(2618)
КУ10Т
КУ10Т
(2265)
КУ30Т
КУ30Т
(2633)
KY1320
KY1320
(1663)
KY1615
KY1615
(1849)
KY3000
KY3000
(1695)
KY3400
KY3400
(1485)
KY3500
KY3500
(1918)
KY4400
KY4400
(1781)
КИХК15Б
KYHK15B
(1943)
KYK25
KYK25
(1430)
KYK35
KYK35
(1782)
НЛ250
NL250
(1748)
НЛ920
НЛ920
(1551)
СП3019
SP3019
(1450)
СП4019
SP4019
(1415)
Токарные инструменты | Современный механический цех
В токарной обработке используется фиксированная и невращающаяся фреза, поскольку при токарной обработке вместо инструмента вращается заготовка. Токарные инструменты обычно состоят из сменной вставки в корпусе токарного инструмента. Вставка может быть отличительной по ряду признаков, включая форму, материал, покрытие и геометрию. Форма может быть круглой, чтобы максимизировать прочность кромки, ромбовидной, чтобы позволить острию вырезать мелкие детали, квадратной или даже восьмиугольной, чтобы увеличить количество отдельных кромок, которые можно применять по мере того, как одна кромка изнашивается за другой. Материал, как правило, карбид, хотя керамические, металлокерамические или алмазные вставки могут применяться в более сложных условиях. Различные защитные покрытия также помогают этим материалам вставок резаться быстрее и служить дольше.
Токарные инструменты обычно состоят из сменной вставки в корпусе токарного инструмента. Вставка может быть отличительной по ряду признаков, включая форму, материал, покрытие и геометрию. Форма может быть круглой, чтобы максимизировать прочность кромки, ромбовидной, чтобы позволить острию вырезать мелкие детали, квадратной или даже восьмиугольной, чтобы увеличить количество отдельных кромок, которые можно применять по мере того, как одна кромка изнашивается за другой. Материал, как правило, карбид, хотя керамические, металлокерамические или алмазные вставки могут применяться в более сложных условиях. Различные защитные покрытия также помогают этим материалам вставок резаться быстрее и служить дольше.
Модулируемая токарная обработка с ЧПУ: как изменение траектории движения инструмента может повысить скорость резания
Исследователи UNCC вводят модуляцию в траекторию инструмента. Стружколомание было целью, но более высокая скорость съема металла является интригующим вторичным эффектом.
Стружколомание было целью, но более высокая скорость съема металла является интригующим вторичным эффектом.
Токарные инструменты: основная литература
Новый процесс токарной обработки позволяет выполнять резку «в обратном направлении»
Методика резки в обоих направлениях на токарном станке с ЧПУ обещает сделать токарную операцию гораздо более продуктивной в некоторых приложениях. Новые типы пластин, управляемые новыми траекториями движения инструмента CAM, являются ключевыми факторами этого развития, но важно реализовать всю многогранную систему как систему.
Державки токарных станков для отворачивания
Подумайте об «автоматической обработке», и образ в вашем уме, вероятно, будет сложным — то есть какой-то процесс обработки, который зависит от автоматизации больше, чем обычный процесс обработки. Но должна ли работа без присмотра включать в себя эту сложность? Вместо того, чтобы требовать автоматизации, предоставление оператору возможности отойти от станка может быть просто вопросом устранения источников беспокойства, которые удерживают этого оператора.
Но должна ли работа без присмотра включать в себя эту сложность? Вместо того, чтобы требовать автоматизации, предоставление оператору возможности отойти от станка может быть просто вопросом устранения источников беспокойства, которые удерживают этого оператора.
Жесткий поворот может быть не таким сложным, как вы думаете
Превращение закаленных материалов в шлифовальную точность требует правильного сочетания параметров детали, машины и процесса.
Ingersoll представляет пластины Superturnz
Ingersoll теперь предлагает систему многонаправленной токарной обработки Superturnz, в которой используются передняя и задняя режущие кромки четырехгранной пластины.
Роговая оснастка повышает производительность обработки труб и муфт
Horn USA разработала множество различных инструментальных решений, чтобы помочь конечным пользователям и производителям станков на рынке производства труб и муфт.
ПОСЛЕДНИЕ ТОКАРНЫЕ ИНСТРУМЕНТЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ТОКАРНЫЕ ИНСТРУМЕНТЫ СТАТЬИ
Керамический токарный сплав предлагает альтернативу PcBN
Walter представляет новые сплавы пластин для токарной обработки стали
Токарная пластина из кермета обеспечивает максимальную точность размеров
Выбор сплава твердого сплава: руководство
Ceratizit предлагает пластины, оптимизированные для токарной обработки стали
Многонаправленное точение с новой концепцией точения
Новая токарная система Kennametal имеет восемь режущих кромок на пластину
Настольный токарный станок Palmgren выполняет самые разные операции
Увеличитель скорости приводного инструмента способствует сокращению затрат на гравировку
Новые сплавы для токарной обработки с покрытием от Sumitomo
Обработка 101: Что такое токарная обработка?
Hexagon Edgecam теперь поддерживает шестиосевую обработку
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ТОКАРНЫХ ИНСТРУМЕНТАХ
Часто задаваемые вопросы: токарные инструменты
Что поворачивается?
Токарная обработка — это процесс удаления материала с наружного диаметра вращающейся заготовки на токарных станках.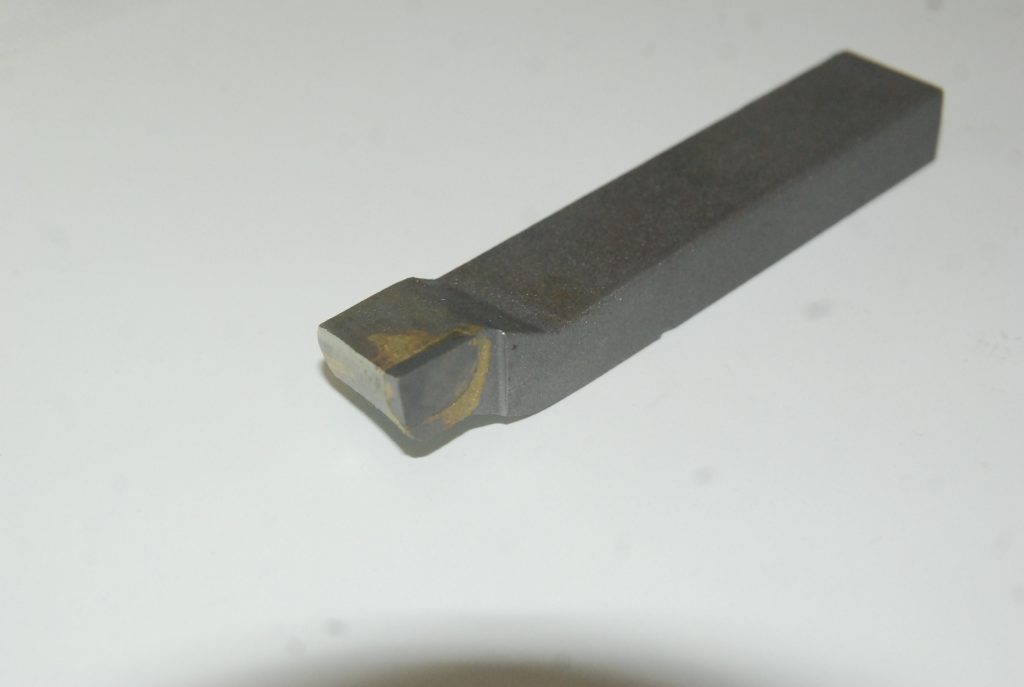 Одноточечные инструменты срезают металл с заготовки (в идеале) на короткие, четкие, легко перерабатываемые стружки.
Одноточечные инструменты срезают металл с заготовки (в идеале) на короткие, четкие, легко перерабатываемые стружки.
Источник: Обработка 101: Что такое токарная обработка?
Как затачивать токарные инструменты?
Ранние токарные инструменты представляли собой цельные прямоугольные детали из быстрорежущей стали с передним углом и задними углами на одном конце. Когда инструмент затуплялся, машинисты затачивали его на шлифовальном станке для повторного использования. Инструменты из быстрорежущей стали по-прежнему широко используются на старых токарных станках, но более популярными стали инструменты из карбида, особенно в виде паяных однолезвийных инструментов. Карбид обладает лучшей износостойкостью и твердостью, что приводит к повышению производительности и срока службы инструмента, но он дороже и требует опыта для повторной заточки.
Источник: Обработка 101: Что такое токарная обработка?
Что такое подача и скорость резания?
Токарная обработка представляет собой сочетание линейного (инструмент) и вращательного (заготовка) движения. Таким образом, скорость резания определяется как расстояние вращения (записывается как sfm — поверхностные футы в минуту — или smm — квадратные метры в минуту — пройденные за одну минуту точкой на поверхности детали). Скорость подачи (записывается в дюймах или миллиметрах за оборот) — это линейное расстояние, которое инструмент проходит вдоль или поперек поверхности заготовки. Подача также иногда выражается как линейное расстояние, которое инструмент проходит за одну минуту (дюймы/мин или мм/мин).
Таким образом, скорость резания определяется как расстояние вращения (записывается как sfm — поверхностные футы в минуту — или smm — квадратные метры в минуту — пройденные за одну минуту точкой на поверхности детали). Скорость подачи (записывается в дюймах или миллиметрах за оборот) — это линейное расстояние, которое инструмент проходит вдоль или поперек поверхности заготовки. Подача также иногда выражается как линейное расстояние, которое инструмент проходит за одну минуту (дюймы/мин или мм/мин).
Требования к скорости подачи зависят от цели операции. Например, при черновой обработке высокие подачи обычно лучше подходят для максимального съема металла, но требуют высокой жесткости детали и мощности станка. В то же время чистовая токарная обработка может замедлить скорость подачи для получения шероховатости поверхности, указанной на чертеже детали.
Источник: Обработка 101: Что такое токарная обработка?
Что скучно?
Растачивание в основном используется для чистовой обработки больших отверстий с керном в отливках или сквозных отверстий в поковках. Большинство инструментов аналогичны инструментам для традиционного наружного точения, но углы резания имеют особое значение из-за проблем со сходом стружки.
Большинство инструментов аналогичны инструментам для традиционного наружного точения, но углы резания имеют особое значение из-за проблем со сходом стружки.
Источник: Обработка 101: Что такое токарная обработка?
Что такое шпиндель?
Шпиндель на токарном станке с ременным или прямым приводом. Как правило, шпиндели с ременным приводом представляют собой более старую технологию. Они ускоряются и замедляются с меньшей скоростью, чем шпиндели с прямым приводом, что означает, что время цикла может быть больше. Если вы точите детали малого диаметра, время, необходимое для разгона шпинделя с 0 до 6000 об/мин, имеет большое значение. Фактически, для достижения этой скорости может потребоваться в два раза больше времени, чем при использовании шпинделя с прямым приводом.
При использовании шпинделей с ременным приводом может возникать небольшая погрешность позиционирования, поскольку ремень между приводом и датчиками положения создает запаздывание. Со встроенными шпинделями с прямым приводом это не так. Разгон вверх и вниз с прямым приводом шпинделя происходит с высокой скоростью, и точность позиционирования также высока, что является значительным преимуществом при использовании перемещения по оси C на станках с приводным инструментом.
Разгон вверх и вниз с прямым приводом шпинделя происходит с высокой скоростью, и точность позиционирования также высока, что является значительным преимуществом при использовании перемещения по оси C на станках с приводным инструментом.
Источник: Покупка токарного станка: шпиндели и задние бабки
Какова функция задней бабки на токарном станке?
Встроенная задняя бабка с числовым программным управлением может быть полезной функцией для автоматизированных процессов. Полностью программируемая задняя бабка обеспечивает большую жесткость и термическую стабильность. Однако отливка задней бабки увеличивает вес машины.
Существует два основных типа программируемых задних бабок — с сервоприводом и с гидравлическим приводом. Задние бабки с сервоприводом удобны, но их вес может быть ограничен. Как правило, гидравлическая задняя бабка имеет выдвижную пиноль с ходом 6 дюймов. Перо также можно удлинить, чтобы поддерживать тяжелую заготовку, и сделать это с большим усилием, чем может применить задняя бабка с сервоприводом.
Источник: Покупка токарного станка: шпиндели и задние бабки
Поставщики токарных инструментов
Сузить по категории токарных инструментов
Расточные инструменты для токарных станков
Расточные инструменты
Инструменты для снятия фаски
Инструменты для полировки (валик)
Инструменты для протяжки
Зенковки/зенковки
Отрезные инструменты/насадки
Инструменты для нарезки канавок
Инструменты для хонингования и притирки
Зуборезные инструменты
Сверла
Сверлильные патроны
Сверлильные втулки
Алмазный инструмент
Оправки (для фрез)
Развертки
Пилы
Инструменты для бритья
Инструментальные материалы, карбиды
Инструментальные материалы, керамика
Инструментальные системы, модульные и/или быстросменные
Державки
Системы хранения и обработки инструментов
Услуги по ремонту инструментов, нанесению покрытий и обработке
Устройство предварительной настройки инструмента
Оборудование для кондиционирования инструмента
Системы контроля состояния инструмента
Заготовки для инструментов
Tap Драйверы и вложения
Шлицевые вставки
Прорезные пилы
Зубчатый инструмент
Торцевые токарные станки
Токарные станки, отрезные
Токарные станки с циклическим управлением (полу-ЧПУ или «обучаемые»)
Токарные станки с ручным управлением
Токарно-фрезерные станки с ЧПУ
Токарные станки горизонтальные с ЧПУ
Токарные центры, перевернутая вертикаль, ЧПУ
Токарные центры, двухшпиндельный/двухревольверный
Токарные центры, вертикальные, с ЧПУ
Инструментальные материалы, керамика
Инструментальные материалы, карбиды
Живые инструменты часто рассматриваются как нишевое решение, но есть ряд различных процессов, которые улучшаются за счет внедрения живых инструментов.
#Основы
Эли Пласкетт
Старший помощник редактора, Modern Machine Shop
Пластины Tungaloy Iso-EcoTurn оптимизируют стружкодробление
Пластины Iso-EcoTurn GNMG и FNMG от Tungaloy имеют уменьшенный угол при вершине по сравнению с пластинами CNMG и DNMG, что улучшает контроль над стружкодроблением при точении определенных профилей и торцов.
Ingersoll представляет пластины Superturnz
Ingersoll теперь предлагает систему многонаправленной токарной обработки Superturnz, в которой используются передняя и задняя режущие кромки четырехгранной пластины.
Роговая оснастка повышает производительность обработки труб и муфт
Horn USA разработала множество различных инструментальных решений, чтобы помочь конечным пользователям и производителям станков на рынке производства труб и муфт.
Геометрия Horn EH отдает предпочтение жесткости и контролю над стружкодроблением
Геометрия Horn EH снижает силы резания при отрезке и обеспечивает контроль над стружкодроблением, повышая жесткость и, как следствие, обеспечивая более высокие скорости подачи.
Пластины Walter Cermet для токарной обработки повышают стабильность
В токарных пластинах Walter со сменными пластинами из кермета используется геометрия FP2, разработанная компанией, для снижения вибрации, получения более прочных углов и улучшения качества поверхности.
