Токарные станки какие бывают: устройство, назначение и характеристики моделей станков токарной группы
Содержание
Виды токарных станков и их назначение
Опубликовано admin Июл 28, 2016 в Токарные станки
Токарно-винторезный станок
Такие модели токарных станков предназначены для обработки деталей и заготовок из различного типа металлов, а также нанесения всевозможной резьбы на поверхности элементов. Отличительной особенностью является их универсальность, которая находит применение, как в мелких промышленных предприятиях, так и в крупных. Комплектация и сборка таких аппаратов особо не отличается друг от друга. Вся конструкция станков состоит из следующих основных элементов:
- Сердцем всех промышленных аппаратов является станина, которая, соответственно, находится и у токарных станков;
- Шпиндельная бабка, располагающаяся впереди, основными деталями которой является шпиндель и коробка переключения скоростей;
- Коробка подач, основным ее предназначением является передача и контроль движения от шпинделя к суппорту, происходящему благодаря специальному винту и валику;
- Фартук, необходимый для образования движения суппорта с помощью преобразования вращения валика;
- Бабка, имеющая заднее расположение, способна поддерживать правильное положение обрабатываемой детали благодаря наличию сверла или развертки;
- Суппорт – основное предназначение поддержание правильной формы и положения инструмента во время работы.

Всю данную оснастку можно приобрести здесь.
Все имеющиеся токарно-винторезные станки различаются в зависимости от определенного параметра:
- Стандартная нормальная точность;
- Повышенная точность;
- Высокая точность;
- Особо-высокая точность;
- Мастер-станок.
Токарно-карусельные станки
Основной принцип работы такого станка является усовершенствование габаритных крупных деталей и заготовок. Главные действия, производимые на таких аппаратах, является: растачивание конусообразных и конических поверхностей заготовок, а также образование канавок и срезки торцов изделия. К дополнительным токарным операциям относят: шлифовку, фрезеровку, резьбу.
Основная планшайба устанавливается на поверхность стола, который является основным местом проведения токарных работ. В наличии имеется специальная стойка, которая соединяется с помощью портала. Эти стойки необходимы для правильного движения траверсы, траверса состоит из двух суппортов.
Лоботокарный станок.
Основное предназначение данной модели считается обработка и осуществление токарных операций с круглыми, коническими и цилиндрическими поверхностями заготовок. Конструкция аппарата состоит из горизонтальной оси, на которой крутится обрабатываемая деталь.
Токарно-револьверный станок
Эти станки идеально подходят для совершения таких токарных операций, как сверление, обрезка, обточка и заточка деталей, состоящих из калиброванных прутьев. Уникальность этого аппарата обусловливается еще и наличием специального держателя статического или приводного вида, который позволяет закрепить лучшим способом режущий инструмент. Чаще всего используют приводные модели станков такого типа, так как они отличаются наибольшим количеством токарных операций, основные из которых это – резьба, обточка и фрезеровка.
Токарно-револьверные станки также бывают с числовым управлением, что позволяет возложить всю необходимую работу на автоматику без вмешательства человека.
Токарно-фрезерный обрабатывающий центр
Такой центр включает в себя объединение токарных операций фрезерного и токарного станков. Наличие фрезерной головы под конус позволяет достигать максимальных показателей выпускаемых заготовок и деталей. Главный инструмент (токарный резец) устанавливается вовнутрь фрезерной головки и в итоге получается обточка деталей. Резцы могут иметь квадратную или специальную необходимую форму хвостовика. Основным предназначением этого центра считается заточка и фрезеровка деталей и заготовок.
Автомат продольного точения
Такая конструкция позволяет обрабатывать и производить заготовки и детали, изготовленные из фасонного или калиброванного металлического профиля. Сырье и материалы, из которых изготовлены обрабатываемые детали, могут быть разнообразными. Отличительной особенностью и главным преимуществом является параллельная одновременная работа с идентичными устройствами. Шпиндельная бабка в таких конструкциях может быть выдвижной и неподвижной. Автоматы разделяются на два вида револьверные и одношпиндельные. Револьверные имеют возможность выполнения сразу нескольких типов токарных операций.
Автоматы разделяются на два вида револьверные и одношпиндельные. Револьверные имеют возможность выполнения сразу нескольких типов токарных операций.
Многошпиндельные токарные станки
Функции, которые возможны во время работы с таким устройством: обтачивание, сверление, подрезывание, зенкерование, растачивание, отрезку сложных конструкций, состоящих из калиброванного прутка разнообразного вида сечения. Своеобразная схема конструкции объясняет высокую производительность и качество выпускаемой продукции. Наличие уникальных моделей, выполняемых одновременно несколько операций, позволяет постоянно повышать продуктивность деталей.
Токарные станки и их особенности
Токарные станки представляют собой многофункциональное оборудование, которое используется для обработки деталей в форме конуса или цилиндра из различных материалов, в том числе и из металла.
Многоцелевые токарные станки сочетают в себе функции ряда традиционных устройств. С их помощью можно обрабатывать заготовки:
С их помощью можно обрабатывать заготовки:
Токарные станки делятся на такие виды:
-
промышленные, используемые для крупного машиностроительного производства;
-
малогабаритные, являющиеся оптимальным вариантом для мелкосерийного и частного производства.
Настольные малогабаритные станки по металлу по сравнению с крупногабаритными агрегатами не только занимают мало места, но и отличаются небольшим энергопотреблением. Как показывает практика, такие настольные модели примерно вдвое дешевле своих «взрослых» собратьев.
Среди металлообрабатывающих токарных моделей особой популярностью пользуются комбинированные. Они позволяют сделать проточку или нарезать резьбу, просверлить отверстие или выполнить фрезеровочные работы.
Токарные станки бывают:
Универсальные агрегаты представляют собой современные центры, которые обеспечивают комплексную обработку деталей за один заход, а также позволяют выполнять фрезеровочные работы. При этом станки по металлу выполняют различные операции без использования специального оборудования, что позволяет использовать их в различных мастерских.
При этом станки по металлу выполняют различные операции без использования специального оборудования, что позволяет использовать их в различных мастерских.
Универсальные фрезерные модели применяются для обработки крупногабаритных деталей. Их ключевым отличием является высокая скорость работы, позволяющая выполнять большее число деталей.
Особого внимания заслуживают универсальные токарные станки с ЧПУ, которые представляют собой многозадачный агрегат. Они являются оптимальным вариантом для обработки крупных партий однотипных деталей. Кроме этого, такие модели предназначены для работы со стандартными заготовками, такими как трубы, прутки и профили. Ключевое отличие от остальных станков кроется в автоматическом управлении, при этом работа мастера ограничивается обслуживанием оборудования.
Многоцелевой токарный станок является многофункциональным устройством, которое оснащено управлением и сменой инструмента в автоматическом режиме. Производительность таких агрегатов в 3–8 раз выше, чем у многоцелевых.
Производительность таких агрегатов в 3–8 раз выше, чем у многоцелевых.
Дополнительная информация по теме:
Заказывайте надежные токарные станки по выгодным ценам!
Заявка на аренду
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами.
ФИО (Обязательное поле)
Контактный телефон (Обязательное поле)
Электронная почта
Пункт выдачи
Сервисный центр «Мастер»
ул. Первомайская, 11
Сервисный центр «Мастер»
ул. Первомайская, 11
Сервисный центр «Мастер»
ул. Первомайская, 22
Сервисный центр «Мастер»
ул. Первомайская, 33
Сервисный центр «Мастер»
ул. Первомайская, 44
Сервисный центр «Мастер»
ул. Первомайская, 11
Сервисный центр «Мастер»
ул. Первомайская, 22
Сервисный центр «Мастер»
ул. Первомайская, 33
Первомайская, 33
Сервисный центр «Мастер»
ул. Первомайская, 44
Комментарий
Отправляя этот запрос, Вы даёте согласие на обработку и хранение Ваших персональных данных.
Подробнее
.
Ваша заявка успешно отправлена
ОК
Если возникли вопросы,
напишите
нам
Написать управляющему
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами.
ФИО (Обязательное поле)
Контактный телефон (Обязательное поле)
Электронная почта
Сообщение
Отправляя этот запрос, Вы даёте согласие на обработку и хранение Ваших персональных данных.
Подробнее
Ваша заявка успешно отправлена
ОК
Если возникли вопросы,
напишите
нам
Заявка на запчасти
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами.
Наименование оборудования
Наименование запчасти
ФИО (Обязательное поле)
Контактный телефон (Обязательное поле)
Комментарий
Отправляя этот запрос, Вы даёте согласие на обработку и хранение Ваших персональных данных.
Подробнее
Ваша заявка успешно отправлена
ОК
Если возникли вопросы,
напишите
нам
Уточнить наличие товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами.
ФИО (Обязательное поле)
Контактный телефон (Обязательное поле)
Электронная почта
Вопрос
Отправляя этот запрос, Вы даёте согласие на обработку и хранение Ваших персональных данных.
Подробнее
Ваша заявка успешно отправлена
ОК
Если возникли вопросы,
напишите
нам
Нашли дешевле?
Оставьте, пожалуйста, Ваши контактные данные и укажите, в каком магазине товар продается дешевле.
ФИО (Обязательное поле)
Контактный телефон (Обязательное поле)
Электронная почта
Комментарий
Перед отправкой убедитесь, пожалуйста, что в указанном вами магазине Вы действительно можете купить данный товар за цену, которую Вы указали (с учетом доставки).
Отправляя этот запрос, Вы даёте согласие на обработку и хранение Ваших персональных данных.
Подробнее
Подтверждение номера
Для подтверждения укажите Ваш номер телефона.
Мобильный телефон
Отправить код в входящем звонке
Спасибо Вам за участие в программе бонусов «Мастер»
ОК
Чтобы получить 200 бонусов, заполните небольшую анкету в личном кабинете
Если возникли вопросы,
напишите
нам
Для чего используется токарный станок?
Токарный станок — один из первых формовочных инструментов. Он существует со времен фараонов. Его можно описать как инструмент, который создает новые объекты, удаляя материал. Формируемый объект может быть сделан из дерева, металла или других материалов.
Хотя слово «токарный станок» является практически бытовым термином, это аббревиатура. Это расшифровывается как «Оборудование для крепления инструмента с продольной осью». Теперь вы в значительной степени знаете, почему мы называем их токарными станками.
Это расшифровывается как «Оборудование для крепления инструмента с продольной осью». Теперь вы в значительной степени знаете, почему мы называем их токарными станками.
Каков основной процесс использования токарного станка?
Как уже упоминалось, для удаления материала с деревянной или металлической заготовки ее обычно помещают в токарный станок горизонтально. В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
При работе с деревом концы ложи помещаются в токарный станок, где она прочно удерживается концами. Обычный способ зажать приклад на месте — использовать патрон. Патроны на каждом конце токарного станка открываются и закрываются, чтобы зажать внешнюю окружность заготовки. Подумайте о ножке стула или бейсбольной бите, сделанной из дерева. Концы их будут удерживаться патронами токарного станка.
Из этого сбалансированного положения двигатель токарного станка поворачивает заготовку вокруг своей продольной оси, и оператор начинает свою работу. Инструменты оператора применяются для резки, придания формы, шлифовки и полировки внешней поверхности ложи.
Инструменты оператора применяются для резки, придания формы, шлифовки и полировки внешней поверхности ложи.
Почему переменная скорость важна для токарного станка?
Скорость токарного станка важна из-за множества переменных. Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Безопасность — одна из основных причин, по которой переменная скорость важна для токарного станка. Некоторые детали могут слететь с токарного станка и ударить оператора, если их вращать слишком быстро. Чтобы избежать этой ситуации, важно варьировать скорость токарного станка. Одним из примеров токарного станка, который может это сделать, является скоростной токарный станок Twister. Этот токарный станок имеет различные скорости вращения. Заготовку с квадратными концами нужно вращать медленнее. Это связано с тем, что кончики квадратной заготовки не всегда соприкасаются с режущим инструментом. Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
В токарных станках используются пневматические цанги
Патроны и пневматические цанги аналогичны токарным станкам. Патрон обычно затягивается вручную на многих токарных станках. Это удерживает приклад по центру и надежно фиксирует его. Пневматические цанги делают то же самое, но с важным отличием.
Патрон обычно затягивается вручную на многих токарных станках. Это удерживает приклад по центру и надежно фиксирует его. Пневматические цанги делают то же самое, но с важным отличием.
Пневматическая цанга использует сжатый воздух для зажима заготовки на месте. Материалы, которые можно закрепить в воздушной цанге, такие же, как и в обычном патроне. Это помогает автоматизировать процесс монтажа или демонтажа формируемой детали. Все, что может сэкономить время, является долгожданным дополнением в производственной атмосфере. Способность экономить рабочее время означает, что воздушная цанга лучше.
Изделия из дерева и металла изготавливаются на токарных станках
Древесина обычно обрабатывается на токарных станках и используется для изготовления ножек столов или стульев. Металл используется для изготовления более прочных предметов. Металлическая ручка — это небольшой предмет, который можно легко изготовить. В первые дни промышленной революции формовка металла и механическая обработка сделали токарные станки очень популярными.
Металл используется для изготовления более прочных предметов. Металлическая ручка — это небольшой предмет, который можно легко изготовить. В первые дни промышленной революции формовка металла и механическая обработка сделали токарные станки очень популярными.
Токарные станки были первыми обрабатывающими инструментами, которые позволили создавать другие обрабатывающие инструменты. Пластик тоже можно точить на токарном станке, но чаще встречаются дерево и металл. Токарные станки не исчезнут в ближайшее время, потому что они производят детализированные детали. Материал на токарном станке можно формовать с очень жесткими допусками. По этой причине токарные станки будут использоваться в обозримом будущем.
Введение – Mini-lathe.com
Если вы не знакомы с металлообрабатывающими станками и токарными работами, эта страница поможет вам понять некоторые основные понятия, терминологию и возможности. По сути, токарный станок, будь то деревообработка или металлообработка, вращает цилиндрическую заготовку вдоль своей оси и удаляет материал из заготовки, чтобы придать ей определенную форму.
На токарном станке по дереву режущие инструменты обычно прижимают к опоре и вручную перемещают туда-сюда и вперед-назад вдоль поверхности изделия, чтобы сформировать форму, например ножку стола.
На токарных станках по металлу режущие инструменты жестко удерживаются в резцедержателе, установленном на подвижной платформе, называемой кареткой. Инструмент перемещается внутрь и наружу с помощью маховиков и вперед и назад либо путем вращения маховика, либо под действием тока от токарного станка. В результате материал может быть удален с заготовки под очень точным контролем для получения действительно прецизионных форм.
Точность размеров составляет одну тысячную дюйма (0,001″) или одну десятую миллиметра. Из-за присущей токарному станку вращательной природы подавляющее большинство производимых на нем работ имеют в основном цилиндрическую форму. Несмотря на это, токарный станок является чрезвычайно универсальной машиной, способной производить удивительное разнообразие предметов, используемых в основном в качестве составных частей механических систем.
Изучив базовую терминологию токарного станка, ознакомьтесь с дополнительной информацией на страницах возможностей и функций.
Терминология
Чтобы получить хорошее представление о токарном станке, вам необходимо знать названия различных компонентов, как показано ниже.
Каретка, в обведенной области, состоит из фартука, вертикальной отливки, на которой крепится маховик каретки, и седла (не показано), Н-образной отливки, которая перемещается по направляющим, к которым крепится фартук .
Размеры токарного станка
При сравнении размеров и рабочих характеристик токарных станков по металлу необходимо учитывать несколько основных размеров:
Диаметр, который может вращаться над станиной: на шпиндель, не задевая станину. Это первое из двух чисел, используемых для описания размера токарного станка по металлу. В случае токарных станков 7×10 или 7×12 это 7″.
Расстояние между центрами: Самая длинная деталь, удерживаемая между центром передней бабки и центром задней бабки. (дополнительную информацию см. в глоссарии ниже). Это второе из двух чисел, используемых для описания размера станка. Исходя из этого, можно ожидать, что 7×10 вместит 10 дюймов между центрами, 7×12 — 12 дюймов и 7×14 — 14 дюймов. На самом деле, из-за желаемого маркетинга, 7×10 на самом деле всего лишь 7×8. 7×12 и 7×14 — это то, что вы от них ожидаете.
(дополнительную информацию см. в глоссарии ниже). Это второе из двух чисел, используемых для описания размера станка. Исходя из этого, можно ожидать, что 7×10 вместит 10 дюймов между центрами, 7×12 — 12 дюймов и 7×14 — 14 дюймов. На самом деле, из-за желаемого маркетинга, 7×10 на самом деле всего лишь 7×8. 7×12 и 7×14 — это то, что вы от них ожидаете.
Поворот над кареткой: Диаметр наибольшей заготовки, которая может вращаться над кареткой, не задев ее. На токарных станках 7x это около 4″
Диаметр сквозного отверстия шпинделя: Диаметр отверстия, проходящего через шпиндель. На токарных станках 7x (или на любом токарном станке со шпинделем с конусом Морзе № 3) он составляет около 3/4″. При обработке относительно длинной заготовки свободный конец заготовки может проходить через шпиндель, если его диаметр не больше диаметра сквозного отверстия.
Вот таблица, суммирующая некоторые размеры для 7×12 и 9×20 токарный станок:
| 7×12 | 9×20 | |
|---|---|---|
| Качели над кроватью | 7″ | 9″ |
| Расстояние между центрами | 12″ | 20″ |
| Поворотная тележка | 4″ | 5″ |
| Конус шпинделя | #3МТ | #3МТ |
| Диаметр сквозного отверстия шпинделя | 3/4″ | 3/4″ |
| Конус задней бабки | #2МТ | #2МТ |
Глоссарий токарных и фрезерных терминов
Фартук: Передняя часть узла каретки, на которой установлен маховик каретки.
Станина: Основная опорная отливка по всей длине станка.
Между центрами: 1. Способ удержания заготовки путем установки ее между центром шпинделя передней бабки и центром шпинделя задней бабки (см. Центр). Заготовка захватывается и приводится в движение собакой.
2. Размер, представляющий максимальную длину заготовки, которую можно обточить между центрами. Токарный станок 7 × 10 имеет расстояние 10 дюймов между центрами; у токарного станка 7 × 12 расстояние между центрами составляет 12 дюймов. Поскольку чем дольше, тем лучше, производители токарных станков иногда завышают это число.
Сверло: Заостренный режущий инструмент, такой как сверло или токарное сверло, используемый для удаления металла или другого материала с заготовки.
Твердый сплав: Чрезвычайно твердый, термостойкий и износостойкий материал, используемый для изготовления режущих инструментов. В контексте станков обычно относится к карбиду вольфрама. Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Каретка: Узел, который перемещает резцедержатель и режущий инструмент по направляющим.
Маховик каретки: Колесо с рукояткой, используемое для перемещения каретки вручную с помощью реечной передачи.
Замок каретки: Механизм для фиксации каретки на направляющих, чтобы седло не перемещалось по направляющим во время операций торцевания. Стандартная функция для большинства больших токарных станков, но не для мини-токарных станков. Хотя легко добавить.
Отливка: Металлический компонент, которому придают определенную форму путем заливки расплавленного металла в полую форму желаемой формы. После того, как металл остынет и затвердеет, фасонную отливку извлекают из формы и удаляют лишний металл, известный как оплавление.
Форма обычно изготавливается из специальной смеси песка и вяжущего и делится на две половины, которые отделяются для удаления готовой отливки. Может также относиться к процессу изготовления отливки.
Может также относиться к процессу изготовления отливки.
Процесс литья используется для изготовления большинства крупных металлических компонентов станков. Необработанные отлитые компоненты обрабатываются станками для формирования прецизионных сопряженных поверхностей, таких как направляющие токарного станка или стол фрезерного станка.
Центр: Прецизионно отшлифованный конический цилиндр с заостренным концом под углом 60° и стержнем с конусом Морзе. Удерживается в задней бабке токарного станка для поддержки конца длинной заготовки. Может также использоваться в шпинделе передней бабки для поддержки работы между центрами на обоих концах. Также процесс точного позиционирования заготовки на одной линии с дрелью или фрезой.
Подвижный центр — это центр со встроенными подшипниками для уменьшения трения; мертвая точка не имеет подшипников, поэтому наконечник необходимо смазывать, чтобы центр и заготовка не перегревались из-за трения.
В качестве глагола — точно расположить заготовку так, чтобы центр заготовки или центр элемента, такого как отверстие, был концентричен с осевой линией токарного станка или шпинделем фрезерного станка. Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Центровочное сверло: 1. Короткое укороченное сверло, используемое для формирования направляющего отверстия для сверления и неглубокого потайного отверстия для крепления конца заготовки к центру.
2. Процесс сверления заготовки центрирующим сверлом
Центральная линия: Воображаемая линия, проходящая от центра шпинделя через центр ползуна задней бабки и представляющая собой центральную ось токарного станка, вокруг которой вращается заготовка.
Патрон: Зажимное устройство для закрепления заготовки на токарном станке или для удержания сверла в задней бабке. Сверлильные патроны иногда называют патронами Jacobs Chucks, торговой маркой, которая популяризировала этот тип патронов.
Соединение: Подвижная платформа, на которой устанавливается инструментальный пост; можно установить под углом к заготовке. Также известен как составной слайд и составной отдых.
Также известен как составной слайд и составной отдых.
Составной маховик: Колесо с ручкой, используемое для перемещения составного ползуна внутрь и наружу. Также известен как комбикорм.
Зенковка: 1. Для сверления неглубокого плоскодонного отверстия, немного большего размера и концентрического с ранее просверленным отверстием, чтобы головка винта могла быть утоплена под поверхностью заготовки. С помощью специальной зенковки или концевой фрезы просверливают отверстие так, чтобы дно было ровным.
2. Отверстие, просверленное этим процессом.
Зенковка: 1. Для формирования неглубокого конусообразного отверстия вокруг просверленного отверстия меньшего диаметра. Зенковка часто используется, чтобы головка винта с плоской головкой была на одном уровне или немного ниже поверхности, в которой используется винт.
2. Режущий инструмент, похожий на сверло, с конусообразным наконечником, используемый для прорезания зенкерного отверстия. Часто сочетается с коротким наконечником сверла как «комбинированное сверло и зенкер» или центрирующее сверло.
Часто сочетается с коротким наконечником сверла как «комбинированное сверло и зенкер» или центрирующее сверло.
Поперечная подача: Маховик или кривошип, который перемещает поперечные салазки за счет вращения винта. Также действие по перемещению поперечного суппорта с помощью маховика поперечной подачи.
Поперечный суппорт: Платформа, которая перемещается перпендикулярно оси станка под управлением маховика поперечного суппорта.
Маховик для поперечных салазок: Колесо с ручкой, используемое для перемещения поперечных салазок внутрь и наружу. Также известен как поперечная подача.
Режущий инструмент: Инструмент для резки или удаления металла или другого материала. Может относиться к любому типу режущего инструмента, такого как сверло, развертка или токарное долото. Токарное долото обычно имеет квадратное сечение с заостренным концом на одном конце. Он изготовлен из очень твердого и термостойкого материала, такого как быстрорежущая сталь или разновидность карбида.
Мертвая точка: Токарный центр, изготовленный из цельного куска стали без подшипников, обычно используемый для поддержки конца задней бабки относительно длинной гибкой заготовки. Поскольку подшипников нет, наконечник необходимо хорошо смазать, чтобы он не нагревался из-за трения. См. также: Живой центр.
Собака: Также известна как Токарная собака или Dogleg. Г-образный переходник, обычно изготовленный из чугуна, с отверстием для заготовки и стопорным винтом для фиксации заготовки. Используется для зажима заготовки и приложения к ней вращательного усилия, когда заготовка установлена между центрами вместе с планшайбой.
Собачка входит в отверстие в планшайбе, чтобы приложить усилие к заготовке. Используется вместо патрона, особенно в работе до 1940-х годов, и/или при нарезании конусов путем смещения задней бабки.
Ласточкин хвост или салазки типа «ласточкин хвост»: Поверхность скольжения между двумя близко подходящими компонентами на станке, таком как поперечный салазок токарного станка. Ласточкин хвост гарантирует, что два компонента могут двигаться точно линейно с очень небольшим движением из стороны в сторону.
Ласточкин хвост гарантирует, что два компонента могут двигаться точно линейно с очень небольшим движением из стороны в сторону.
Назван так потому, что при виде с торца он похож на форму голубиного хвоста. Также распространенный тип соединения, используемый в деревообработке и названный так по той же причине.
Лицевая пластина: Металлическая пластина с плоской поверхностью, которая устанавливается на шпиндель токарного станка для удержания деталей неправильной формы.
Торцовка: Токарная операция, при которой металл удаляется с конца заготовки для создания гладкой перпендикулярной поверхности или торца. Режущий инструмент перемещается по направляющим, поворачивая маховик с поперечными салазками, также известный как поперечная подача.
Штифт: Отрезок из стали или латуни с ромбовидным поперечным сечением, который входит в зацепление с одной стороной ласточкина хвоста и может регулироваться с помощью винтов, чтобы компенсировать любой провис в ползунке ласточкина хвоста. Используется для регулировки ласточкиного хвоста для оптимальной герметичности и компенсации износа.
Используется для регулировки ласточкиного хвоста для оптимальной герметичности и компенсации износа.
Полугайка или полугайка: Гайка, состоящая из двух половинок, которые зажимают ходовой винт под управлением рычага полугайки для перемещения каретки под действием силы, приводимой от ходового винта. Полугайка обычно имеет длину 6-10 полных витков резьбы для распределения движущей силы по большей площади.
Полугайка: Рычаг Рычаг для сцепления каретки с ходовым винтом для перемещения каретки под действием силы.
Маховик: Колесо, поворачиваемое вручную для перемещения компонента токарного станка или другого станка. Часто будет иметь ручку, отходящую от передней поверхности. Рукоятка облегчает быстрое вращение маховика.
Запас: Расстояние между вершиной шпинделя (или патрона) и столом фрезерного станка или сверлильного станка.
Передняя бабка: Основная отливка установлена на левом конце станины, в которой установлен шпиндель. В нем находятся шестерни переключения скорости вращения шпинделя.
В нем находятся шестерни переключения скорости вращения шпинделя.
Быстрорежущая сталь (HSS): Сплав стали, используемый для режущих инструментов, таких как токарные долота и сверла. HSS обладает высокой устойчивостью к потере твердости из-за нагрева от трения. При использовании для токарных станков заготовка из быстрорежущей стали шлифуется до нужной формы на настольном шлифовальном станке.
Прерванная резка: Операция резания на токарном или фрезерном станке, при которой поверхность, вдоль которой движется режущий инструмент, имеет зазоры или отверстия. Таким образом, режущее действие инструмента «прерывается» каждый раз, когда он проходит через такое отверстие.
Из-за вибрации, вызванной этим процессом, необходимо соблюдать особую осторожность, чтобы убедиться, что режущий инструмент и заготовка надежно закреплены, чтобы они не болтались. На фрезерном станке головка должна быть надежно зафиксирована, чтобы она не соскальзывала.
Патрон Jacobs: Стандартный патрон для сверла, в котором используется внешнее кольцо с зубчатым венцом и шпонка патрона, которая входит в зацепление с кольцом с зубчатым венцом, чтобы очень плотно удерживать сверло. До появления «бесключевых» патронов они повсеместно использовались на ручных дрелях и сверлильных станках. Jacobs — торговая марка, которая часто используется как общее название для патронов этого типа.
Конус Jacobs: Одна из нескольких стандартных спецификаций для конических хвостовиков инструментов. Конические валы на инструментах входят в зацепление с соответствующим конусом в токарном станке, сверлильном станке, шпинделе фрезерного станка или на поворотном столе или подобных инструментах.
Конусы прецизионно обработаны, и при правильном сопряжении, отсутствии масла и песка инструмент плотно и соосно удерживает шпиндель станка. После сопряжения инструменты, удерживаемые конусом, необходимо удалить, высвободив их, вбивая мягкий стержень с задней части инструмента с помощью молотка или винта для приложения усилия.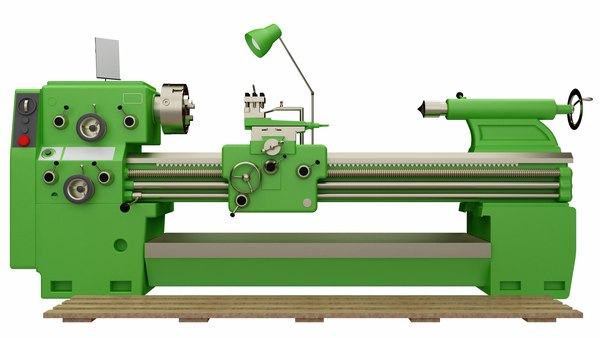
Ходовой винт: Прецизионный винт, проходящий по всей длине станины. Используется для привода каретки под действием силы при точении и нарезании резьбы. Меньшие ходовые винты используются внутри поперечного суппорта и компаунда для точного перемещения этих частей.
Промышленные токарные станки имеют отдельный привод для механической подачи и резервируют ходовой винт для нарезания резьбы, чтобы уменьшить ненужный износ ходового винта.
Подвижный центр: Токарный центр со встроенными шарикоподшипниками, которые позволяют наконечнику вращаться независимо от конического конца, чтобы уменьшить трение при использовании центра для поддержки конца заготовки. См. Мертвая точка.
Длинный конус: Конус, вырезанный на токарном станке, который обычно слишком длинный, чтобы его можно было вырезать из-за смещения соединения. На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может быть смещена относительно оси станка.
Заготовка просверлена по центру на обоих концах и поддерживается между центрами с помощью собачки для перемещения заготовки. Задняя бабка смещена на нужный угол конусности. При перемещении каретки по направляющим режущий инструмент остается параллельным оси токарного станка, но заготовка обрезается по конусу, поскольку он смещен.
Токарные станки промышленного класса иногда имеют конусную насадку, позволяющую нарезать длинные конусы без смещения задней бабки. По мере того, как каретка перемещается по направляющим, конусное приспособление перемещает поперечные салазки внутрь или наружу с постоянной скоростью, что приводит к конусообразному разрезу.
Станок: Станок, такой как токарный станок, сверлильный станок или фрезерный станок, предназначенный для придания формы металлу и другим материалам с высокой степенью точности. Типичная размерная точность составляет порядка тысячных долей дюйма или сотых долей миллиметра. Станки могут варьироваться от размера настольного компьютера до огромных машин весом в несколько тонн, используемых для промышленных работ.
Механическая обработка: Процесс придания формы металлу или другому материалу с использованием станков, таких как токарный станок или фрезерный станок. Большинство операций механической обработки, таких как сверление или токарная обработка, отрезают лишний материал, оставляя желаемую форму и размеры.
Конус Морзе: Конус определенных размеров, используемый для сопряжения соответствующих охватываемых и охватывающих частей таким образом, чтобы они плотно и концентрически сцеплялись друг с другом. Конусы бывают разных размеров, например № 0, № 1, № 2, № 3 и т. д., причем большее число соответствует большему размеру. Шпиндель мини-токарного станка имеет конус Морзе № 3, а цилиндр задней бабки имеет конус Морзе № 2.
Пилотное отверстие: Неглубокое отверстие, обычно конусообразное, просверливаемое в качестве начального отверстия перед тем, как просверлить более глубокое отверстие. Направляющее отверстие помогает гарантировать, что сверло входит в материал в нужном месте и не смещается и не смещается, когда долото начинает врезаться в просверливаемый материал.
Перо: Часть сверлильного станка, фрезерного станка, задней бабки токарного станка или другого станка, которая выдвигается и втягивается в часть станка под управлением ручного рычага или маховика. Как правило, пиноль имеет стандартный конус для удержания патрона или другого приспособления для крепления инструмента.
Конус R8: Стандартный конус, наиболее часто используемый для отверстия шпинделя и инструментальных хвостовиков фрезерных станков среднего размера. Конические хвостовики обеспечивают точную концентричность станков со шпинделем и противостоят боковым силам, возникающим при фрезеровании.
Конусы R8 считаются «саморасцепляющимися», т. е. для их отрыва от шпинделя при смене инструмента требуется небольшое усилие или вообще не требуется никакого усилия.
Зубчатая рейка и шестерня: Механизм для перемещения линейного зубчатого колеса (рейки) путем поворота круглого зубчатого колеса (шестерни). Используется для преобразования вращательного движения, обычно маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки микроскопа.
Типичным примером является механизм фокусировки микроскопа.
Седло: Отливка, часто имеющая форму буквы «Н», если смотреть сверху, которая едет по дорогам. Наряду с фартуком он является одним из двух основных узлов, из которых состоит вагон.
Короткий конус: Конус, вырезанный на токарном станке, достаточно короткий по длине, чтобы его можно было вырезать, сместив компаунд под желаемым углом конуса.
Уступ: Точка, в которой заготовка резко меняется от одного диаметра к другому.
Шпиндель: Главный вращающийся вал, на котором установлен патрон или другое удерживающее устройство. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем смысле основная вращающаяся часть станка.
Сквозное отверстие шпинделя: Размер, указывающий минимальный диаметр отверстия, проходящего через шпиндель. Заготовка меньшего диаметра может проходить через шпиндель, что облегчает работу с длинными заготовками.
На мини-токарном станке это 3/4″, но его можно безопасно развернуть до 13/16″. Обратите внимание, что рядом с передней частью шпинделя отверстие сужается для удержания конического инструмента и больше 3/4″, если смотреть на шпиндель.
В наличии: 1. Кусок металла или другого материала, обрабатываемый на токарном станке
2. Исходный материал, такой как металлический стержень, который будет обрезан до рабочего размера и обработан на станке
Поворот: Размер, представляющий заготовку наибольшего диаметра, которую обрабатывает токарный станок может вращаться. Все мини-токарные станки 7×10, 7×12 и 7×14 имеют 7-дюймовый поворот, а это означает, что максимальный размер обрабатываемой детали, которая может вращаться без удара о станину, составляет 7 дюймов в диаметре.
Связанный размер, Поворот над кареткой или Поворот над поперечными салазками, представляет собой заготовку максимального диаметра, которая может вращаться на поперечных салазках. Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре.
Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре.
Задняя бабка: Чугунный узел на правом конце токарного станка, который может скользить по направляющим и фиксироваться на месте. Используется для удержания длинных изделий на месте или для установки сверлильного патрона для сверления в конце изделия.
Маховик задней бабки: Колесо с ручкой, используемое для перемещения штока задней бабки внутрь и наружу отливки задней бабки.
Поршень задней бабки: Поршневой вал, который можно перемещать внутрь и наружу задней бабки, поворачивая маховик задней бабки. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика с конусом Морзе.
Вал или плунжер выдвигается или отводится вращением маховика задней бабки, расположенного на правом конце задней бабки. Шток обычно имеет маркировку в дюймах и/или миллиметрах и может быть заблокирован в определенной точке с помощью стопорного рычага.
Конусность: 1. Равномерное постепенное изменение диаметра заготовки.
2. Процесс резки заготовки для получения конического диаметра.
3. Конусная часть заготовки, вырезанная на токарном станке.
4. Конусный конец инструмента или шпинделя, соответствующий стандартному шаблону, такому как конус Морзе, конус Джейкобса или конус R8.
Сквозное отверстие: Отверстие, проходящее через шпиндель. Стержни меньшего диаметра, чем сквозное отверстие, могут проходить через отверстие, что позволяет обрабатывать концы стержня, которые в противном случае были бы слишком длинными для токарного станка.
Инструмент: Режущий инструмент, используемый для удаления металла с заготовки; обычно изготавливаются из быстрорежущей стали или карбида.
Заготовка для инструмента: Кусок быстрорежущей стали, из которого на настольном шлифовальном станке вытачивают режущий инструмент. Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для использования на мини-токарном станке.
