Токарные станки многорезцовые: Многорезцовые станки
Содержание
1Н713 станок токарный многорезцовый копировальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе многорезцового копировального станка 1Н713
Изготовитель токарного многорезцового копировального станка модели 1Н713 — Новосибирский станкостроительный завод, основанный в 1931 году.
Выпуск станков завод начал в 1934 году. Первый станок, который был выпущен токарный станок модели Т-1
В течение тринадцати лет с 1972 года по 1985 год завод выпускал токарные многорезцовые полуавтоматы 1Н713 и 1Н713ГС, специальные станки на базе 1Н713 и 1Н713ГС, роботизированные комплексы, автоматические линии, станки-автоматы.
В 1984 году завод приступил к выпуску более совершенного станка 1Н713П.
Станки, выпускаемые Новосибирским станкостроительным заводом СтанкоСиб
- 1А95 — автомат токарно-револьверный Ø 40
- 1А730 — токарный многорезцовый копировальный полуатомат Ø 400
- 1Н713 — токарный многорезцовый копировальный полуатомат Ø 400
- 11Б40ПФ4 — станок токарно-револьверный прутковый автомат Ø 40 х 100
1Н713 полуавтомат токарный многорезцовый копировальный.
 Назначение и область применения
Назначение и область применения
Токарный многорезцовый копировальный полуавтомат 1Н713 предназначен для высокопроизводительной получистовой и чистовой токарной обработки однорезцовым или многорезцовым копировальным способом валов, колец, подшипников, фланцев, шестерен и прочих деталей в центрах, патроне или на оправке в условиях серийного и массового производства.
На станке 1Н713 можно получать точные линейные и диаметральные размеры, фаски, канавки, радиусы.
Для исключения образования риски на торцовых поверхностях возможен вывод резцов из зоны резания на рабочей подаче с последующим быстрым отводом в исходное положение.
Токарный станок полуавтомат 1Н713 может встраиваться в автоматические линии.
Токарный полуавтомат 1Н713 представляет собой станок жесткой агрегатированной конструкции.
Компоновка полуавтомата 1Н713 обеспечивает возможность создания облегченной, упрощенной, многосуппортной, патронной модификации, а также с цикловым и числовым программным управлением.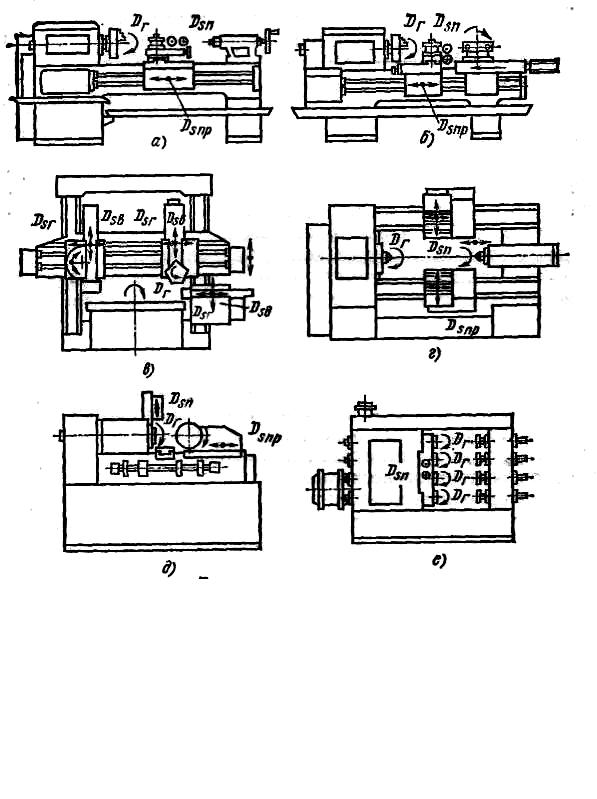
На левую часть основания устанавливается передняя бабка, на правую — проставок. На переднюю бабку и проставок устанавливается верхняя станина. Основание станка, передняя бабка, проставок и станина образуют жесткую замкнутую конструкцию, на которой размещаются остальные узлы станка.
На верхней станине находится продольный суппорт с автономной коробкой подач и собственным командоаппаратом. На основании расположен поперечный суппорт с автономной коробкой подач и собственным командоаппаратом.
Перемещение ползуна поперечного суппорта осуществляется при помощи пары винт — гайка скольжения.
Автономная коробка подач представляет собой двухваловую силовую головку, сообщающую суппортам ускоренный подвод к обрабатываемой детали, рабочую подачу вперед, вывод из зоны резания на рабочей подаче или отвод в исходное положение на ускоренном ходу.
В коробке подач расположены две прямозубые шестерни для повышения крутящего момента, передаваемого двигателем на ходовой винт, и предохранительная порошковая электромагнитная муфта.
Привод коробок подач — от асинхронного глубокорегулируемого комплексного электропривода. Суппорт продольный состоит из четырех основных частей: каретки, ползуна, резцовой головки поворотной и механизма смены упоров.
Привод механизма смены упоров — от гидроцилиндра.
На ползуне суппорта установлена двухпозиционная резцовая головка поворотная, состоящая из механизмов поворота и фиксации с приводом от гидроцилиндров.
Поперечный суппорт состоит из двух основных частей корпуса, в котором размещен ходовой винт, жесткий упор и ползун.
Механизм установки копира состоит из двух стоек: левой и правой, соединенных между собой скалкой. На скалке установлены левая и правая центровые бабки, в центрах которых устанавливается копирная линейка, несущая копиры или эталонную деталь.
В специальном исполнении полуавтомат может оснащаться различными наладками, а также однокоординатной гидрокопировальной следящей системой для обработки конусных и фасонных поверхностей.
Полуавтомат встраивается в автоматические линии с фронтальной загрузкой деталей, оснащен независимыми приводами подач суппортов, взаимозаменяемым настраиваемым вне станка режущим инструментом, системой кинематического дробления стружки.
Класс точности полуавтомата Н.
Многорезцовые токарные станки полуавтоматы. Общие сведения
На рис. 146 приведена схема работы многорезцового полуавтомата. Обработка заготовки 2 ведется несколькими одновременно работающими резцами, установленными на продольном 12 и поперечном 3 суппортах. Одновременная работа большого числа резцов, каждый из которых обрабатывает свой участок заготовки, позволяет получить деталь заданных формы и размеров путем простейших и коротких циклов работы суппортов и, следовательно, значительно сократить время обработки. Снятие детали, установку заготовки, ее зажим в патроне или в центрах передней 1 и задней 4 бабок, а также пуск станка производят вручную. Подвод суппортов с резцами, обработка заготовки, возврат суппортов в исходное положение и остановка станка производятся автоматически.
При обработке на многорезцовом токарном полуавтомате, когда одновременно работают несколько резцов, основное (машинное) время меньше, чем при обработке одним резцом на гидрокопировальном токарном полуавтомате. Это различие особенно эффективно проявляется при многорезцовом обтачивании по методу деления длины обработки, когда каждая ступень вала обрабатывается за один проход. В этом случае основное время определяется по длине пути того резца, который обрабатывает наиболее длинную ступень вала.
Схема работы токарного многорезцового станка полуавтомата
Продольный суппорт 12 перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно прижимается к ней пружинами 11. Цикл работы продольного суппорта следующий:
- быстрый подвод суппорта к заготовке (участок а-б)
- врезание резцов при перемещении ролика 7 по конусной поверхности линейки 10 (участок б-в)
- обтачивание заготовки при рабочей подаче (участок в-г)
- отскок суппорта назад в поперечном направлении (участок г—д)
- быстрый отход суппорта в исходное правое положение (участки д—е, е—и, и—к)
- перемещение суппорта вперед в первоначальное рабочее положение (участок к-а)
Отскок суппорта в конце обработки (примерно на 1 мм) и возврат его в первоначальное положение в конце отхода назад (участки траектории г—д и к—а) осуществляются с помощью планок 6 и 8. Обе планки перемещаются вместе с суппортом, при этом планка 6 может перемещаться относительно суппорта в продольном направлении. В начале работы суппорта обе планки установлены относительно друг друга так, что соприкасаются выступами (как показано на рисунке). В конце обтачивания планка 6 подходит к упору 9 и смещается им относительно планки 8 вправо, в результате чего ее выступы устанавливаются против впадин планки 8.
Обе планки перемещаются вместе с суппортом, при этом планка 6 может перемещаться относительно суппорта в продольном направлении. В начале работы суппорта обе планки установлены относительно друг друга так, что соприкасаются выступами (как показано на рисунке). В конце обтачивания планка 6 подходит к упору 9 и смещается им относительно планки 8 вправо, в результате чего ее выступы устанавливаются против впадин планки 8.
Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружины 11 отскакивает назад на глубину впадины планки 8. В результате этого резцы при отходе суппорта вправо не касаются обработанной поверхности детали. После возвращения суппорта в исходное правое положение планка 6 касается второго упора 5 и смещается им влево в первоначальное положение, т. е. ее выступы устанавливаются опять против выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное рабочее положение (точка а).
1Н713 Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового станка
Габарит рабочего пространства токарного многорезцового станка 1н713
1Н713П Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
1Н713 Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
1Н713 Общий вид токарного многорезцового копировального станка
Фото токарного многорезцового станка 1н713
1Н713 Состав токарного многорезцового станка
Основные узлы токарного многорезцового станка 1н713
Основные узлы токарного многорезцового станка 1н713. Смотреть в увеличенном масштабе
1Н713 Перечень основных узлов токарного многорезцового копировального станка
- Станина полуавтомата
- Передняя бабка
- Кожух
- Шпиндель
- Коробка подач
- Пульт управления
- Поперечный суппорт
- Продольный суппорт
- Квадратные рукоятки
- Передвижной упор
- Командоаппарат
- Копирная линейка
- Верхняя станина
- Электрошкаф
- Задняя бабка
- Педаль пневмосистемы
- Квадратные рукоятки
1Н713 Конструкция и характеристика работы основных узлов станка
На нижней станине 1 установлена передняя бабка 2 с механизмом главного движения и шпинделем 4. По продольным направляющим нижней станины можно перемещать заднюю бабку 15, а по поперечным направляющим – поперечный суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5 продольного суппорта 8, который перемещается по направляющим станины. На передней панели бабки расположен щиток 6 с кнопками управления станком.
По продольным направляющим нижней станины можно перемещать заднюю бабку 15, а по поперечным направляющим – поперечный суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5 продольного суппорта 8, который перемещается по направляющим станины. На передней панели бабки расположен щиток 6 с кнопками управления станком.
Справа от продольного суппорта смонтированы передвижной кронштейн копирной линейки 12, командоаппарат 11 для управления циклом работы продольного суппорта и передвижной упор 10 для установки в рабочее положение линейки отскока продольного суппорта. Квадратными рукоятками 9 и 17 настраивают соответственно ползуны продольного 8 и поперечного 7 суппортов. Педалью 16 управляют работой пневмосистемы задней бабки. Ременная передача механизма главного движения закрыта кожухом 3.
Электрооборудование станка расположено в шкафу 14, а пневмоаппаратура – в корпусе станины 1. Электродвигатель главного движения находится внутри станины под передней бабкой.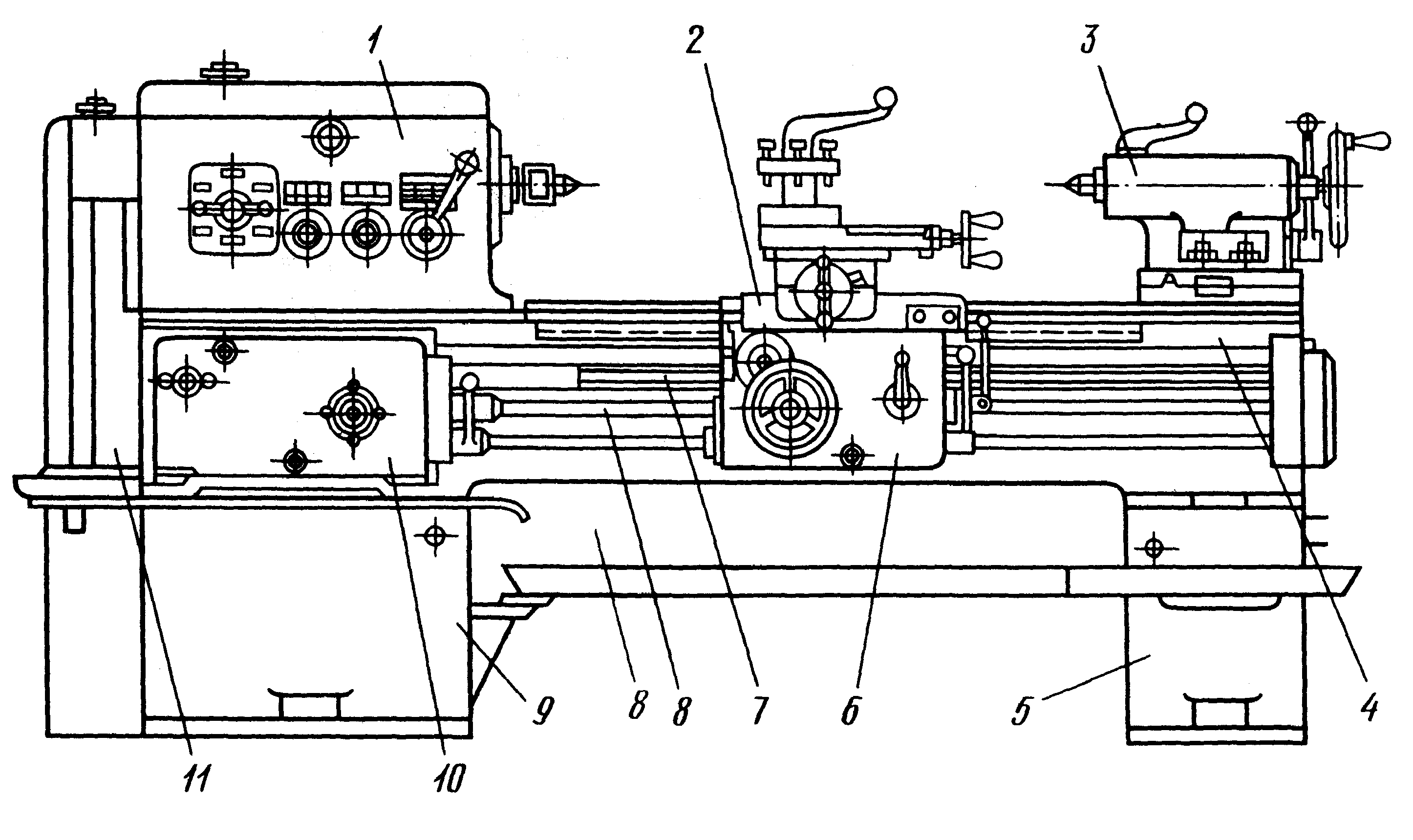
1Н713 Кинематическая схема токарного многорезцового станка
Кинематическая схема токарного многорезцового станка 1н713
1. Кинематическая схема токарного многорезцового станка 1Н713, 1Н713П. Смотреть в увеличенном масштабе
2. Кинематическая схема токарного многорезцового станка 1Н713, 1Н713П. Смотреть в увеличенном масштабе
3. Кинематическая схема токарного многорезцового станка 1Н713, 1Н713П. Смотреть в увеличенном масштабе
Кинематическая схема станка 1Н713 изображена на рисунке. От электродвигателя М1 через клиноременную передачу 115/270, вал I, сменные зубчатые колеса a/b, вал II, зубчатую передачу 96/60 (или 26/52), вал III и пару зубчатых колес 35/70 вращение передается на шпиндель IV.
Уравнение кинематической настройки цепи главного движения
n = 1470 • a/b • 26/52 (или 95/60) • 35/70 = 367,5 (или 1164) • a1/b1 • c1/d1 [об/мин]
Движение подачи продольного и поперечного суппортов осуществляется от автономных коробок подач (АКП-2). Рабочее движение продольного суппорта осуществляется по цепи: электродвигатель М2, гитара сменных колес a1/b1 • c1/d1, червячная передача 1/44, муфта ЭМ1, ходовой винт IX, суппорт.
Рабочее движение продольного суппорта осуществляется по цепи: электродвигатель М2, гитара сменных колес a1/b1 • c1/d1, червячная передача 1/44, муфта ЭМ1, ходовой винт IX, суппорт.
Быстрое перемещение продольного суппорта происходит по цепи: электродвигатель М2, вал V, винтовая зубчатая передача 13/42, муфта ЭМ2, ходовой винт IX, суппорт.
Уравнение кинематической настройки цепи продольной подачи
— рабочая подача:
sпр = 1420 • a1/b1 • c1/d1 • 1/44 • 8 = 258,2 • a1/b1 • c1/d1 [мм/мин]
откуда
a1/b1 • c1/d1 = sпр / 258,2
— ускоренное перемещение
sпр.у = 1420 • 13/42 • 8 = 3516 мм/мин
Рабочее движение поперечного суппорта осуществляется по цепи: электродвигатель М3, гитара сменных колес a2/b2 • c2/d2,червячная передача 1/44, муфта ЭМ3, вал XIII, ходовой винт, суппорт.
Быстрое перемещение поперечного суппорта происходит по цепи: электродвигатель М3, вал X, винтовая зубчатая передача муфта ЭМ4, вал XIII, ходовой винт, суппорт.
Уравнение кинематической настройки цепи продольной подачи
— рабочая подача
sпо = 1420 • a2/b2 • c2/d2 • 1/44 • 8 = 258,2 • a2/b2 • c2/d2 [мм/мин]
откуда
a2/b2 • c2/d2 = sпр / 258,2
— ускоренное перемещение
sпо.у = 1420 • 13/42 • 8 = 3516 мм/мин
Работа командоаппаратов суппортов токарного многорезцового копировального станка 1Н713, 1Н713П
Работа командоаппаратов суппортов токарного многорезцового копировального станка 1н713
Работа командоаппаратов суппортов токарного многорезцового копировального станка 1Н713, 1Н713П. Смотреть в увеличенном масштабе
Схема расположения микропереключателей и кулачков, управляющих работой станка, показана на рис. 77. Командоаппараты 5 и 4 продольного и поперечного суппортов имеют одинаковую конструкцию и состоят из трех микропереключателей B1, В2, В3, (В4, В5, В6) и кулачков 1, 2, 3 (6, 7, 8), воздействующих на микропереключатели при работе станка.
77. Командоаппараты 5 и 4 продольного и поперечного суппортов имеют одинаковую конструкцию и состоят из трех микропереключателей B1, В2, В3, (В4, В5, В6) и кулачков 1, 2, 3 (6, 7, 8), воздействующих на микропереключатели при работе станка.
В полуавтоматическом режиме работы станка при нажатии кнопки «Цикл» на щитке 6 (см. рис. 74) включается муфта ЭМ2 (см. рис. 75) ускоренного перемещения суппорта одновременно с электродвигателем коробки подач. Происходит ускоренный подвод резцов к обрабатываемой детали, при этом кулачок 2 не действует на шток микропереключателя В2. Ускоренное движение суппорта длится до тех пор, пока верхний кулачок 1 не нажмет на микропереключатель В1, при этом муфта ЭМ2 отключится и включится муфта ЭМ1 рабочих подач (см. рис. 75). Рабочая подача суппорта продолжается до тех пор, пока кулачок 3 не нажмет на микропереключатель ВЗ. При этом отключается муфта ЭМ1 и включается муфта ЭМ2 одновременно с реверсом электродвигателя. Происходит отвод резцов от обрабатываемой детали в исходное положение. Отвод прекратится, когда кулачок 2 нажмет на микропереключатель В2. Цикл работы суппорта окончен.
Отвод прекратится, когда кулачок 2 нажмет на микропереключатель В2. Цикл работы суппорта окончен.
Для осуществления ускоренного перемещения резца вдоль необрабатываемых участков детали в верхний паз командоаппарата последовательно устанавливают специальные кулачки длиной, равной требуемым длинам рабочего хода, интервал между кулачками равен длине необрабатываемых поверхностей.
В то время, когда ролик микропереключателя В1 катится по поверхности кулачка 1, происходит рабочая подача суппорта. При освобождении штока микропереключателя начинается ускоренное перемещение суппорта. Оно продолжается до тех пор, пока следующий кулачок ни нажмет шток микропереключателя В1. Работа командоаппарата поперечного суппорта аналогична работе командоаппарата продольного суппорта.
Микропереключатели педали В7 и В8 включают и выключают электромагниты воздухораспределителя 8 (см. рис. 76), обеспечивая тем самым подачу воздуха к цилиндрам задней бабки.
Установочный чертеж токарного многорезцового копировального станка 1Н713
Установочный чертеж токарного многорезцового станка 1н713
Читайте также: Производители токарных станков в России
Технические характеристики станка 1Н713
| Наименование параметра | 1Н713П | 1Н713 |
|---|---|---|
| Основные параметры станка | ||
| Год начала серийного выпуска | 1984 | 1972 |
| Точность по ГОСТ 8-82 | П | Н |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 400 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 250 | 250 |
| Наибольшая длина обрабатываемого изделия, мм | 710 | 500 |
| Наибольший вес изделия обрабатываемого в центрах, кг | 180 | |
| Диаметр отверстия в шпинделе, мм | 60 | 60 |
| Высота центров над продольным суппортом, мм | 60 | 55 |
| Высота центров над поперечным суппортом, мм | 60 | 60 |
| Высота центров над основанием станка, мм | 1060 | |
| Высота сечения устанавливаемых резцов, мм | 25. .32 .32 | 25..32 |
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | 14 | 14 |
| Пределы чисел оборотов прямого вращения шпинделя, об/мин | 63..1250 | 50..1000 |
| Наибольший крутящий момент на шпинделе не менее, кНм (кгс*м) | 2,5 | (310) |
| Конус в шпинделе | М80, Морзе 6 | М80 |
| Конец шпинделя по ГОСТ 12595-72 | 1-8М | |
| Продольный суппорт | ||
| Количество подач продольного суппорта | 72 | 13 |
| Наибольшее поперечное установочное перемещение суппорта, мм | 112 | 90 |
| Наибольшее поперечное рабочее перемещение суппорта, мм | 105 | 30 |
| Наибольшее продольное рабочее перемещение суппорта, мм | 600, 800 | 385 |
| Цена деления лимба, мм | 0,025 | |
| Диапазон скоростей продольных подач револьверного суппорта, мм/мин | 10. .1000 .1000 | 25..400 |
| Допустимое тяговое усилие на ходовом винте, кгс | 1200 | |
| Скорость быстрых перемещений продольного суппорта, мм/мин | 3500 | |
| Количество проходов в цикле | 1..2 | |
| Количество сменяемых копиров | 2 | |
| Поперечный суппорт | ||
| Количество подач поперечного суппорта | 72 | 12 |
| Наибольшее поперечное установочное перемещение суппорта, мм | 160 | 200 |
| Наибольшее поперечное рабочее перемещение суппорта, мм | 160 | 200 |
| Наибольшее продольное установочное перемещение суппорта, мм | 500 | 325 |
| Цена деления лимба, мм | 0,05 | |
| Диапазон скоростей продольных подач револьверного суппорта, мм/мин | 10. .1000 .1000 | 25..315 |
| Скорость быстрых перемещений поперечного суппорта, мм/мин | 2250 | |
| Допустимое тяговое усилие на ходовом винте, кгс | 1200 | |
| Задняя бабка | ||
| Конус пиноли | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 160 | 160 |
| Электрооборудование станка | ||
| Привод главного движения | Размер 2М-5-1 | |
| Количество электродвигателей на станке, кВт | 7 | |
| Электродвигатель главного привода, кВт | 18,5 | 17 |
| Электродвигатель привода быстрых и рабочих подач продольного суппорта, кВт | 1,5 | 1,5 |
| Электродвигатель привода быстрых и рабочих подач поперечного суппорта, кВт | 1,5 | 1,5 |
| Электродвигатель привода насоса циркуляционной смазки, кВт | 0,27 | |
| Электродвигатель гидростанции, кВт | 3 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель транспортера стружки, кВт | 0,37 | |
| Суммарная мощность электродвигателей на станке, кВт | 26,29 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 2435 х 1250 х 1985 | |
| Масса станка , кг | 4700 |
- Батов В.
 П. Токарные станки, 1978, стр. 85.
П. Токарные станки, 1978, стр. 85. - Схиртладзе А.Г, Новиков В.Ю. Технологическое оборудование машиностроительных производств, 2002, стр.162.
- Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов.
 Справочное пособие,1978
Справочное пособие,1978 - Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
- Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Связанные ссылки. Дополнительная информация
Токарные станки В.П. Батов | Станочный Мир
- О компании
- Документация
- Сертификаты
- Отзывы о компании
- Новости
- Лизинг
- Наши хобби
- Производители
- Сервис
- Шефмонтажные и пусконаладочные работы
- Модернизация, реновация и капремонт
- Справочник
- Библиотека станочника
- Станки советские, российские, импортные — справочная информация
- КПО советское, российское, импортное — справочная информация
- ГОСТы станков и КПО
- Каталог станков производства СССР, РОССИЯ и стран СНГ
- Каталог КПО производства СССР, РОССИЯ и стран СНГ
- Инструкции по охране труда при работе на станках
- Доставка
- Контакты
- Главная /
- Справочник
- Библиотека станочника
- Токарные станки В.
 П. Батов
П. Батов
СКАЧАТЬ КНИГУ (4,3 МБ)
Батов В. П.
Токарные станки
(Москва: Издательство «Машиностроение», 1978. — Серия «Библиотека станочника»)
В книге описано устройство современных токарных станков и их основных механизмов; приведены характеристики токарных станков отечественного производства, даны рекомендации по повышению эффективности их эксплуатации. В книгу включены примеры из машиностроительной практики по организации производства, использование которых обеспечит повышение производительности труда и качества изделий.
Книга предназначена для рабочих в мастеров машиностроительных заводов
ОГЛАВЛЕНИЕ
Глава 1. Общие сведения о токарных станках
- Назначение токарных станков
- Классификация токарных станков
- Общие положения о построении механизмов главного движения и подач
- Схемы компоновки основных типов токарных станков
Глава 2. Типовые механизмы и узлы токарных станков
Типовые механизмы и узлы токарных станков
- Элементарные коробки скоростей и коробок подач
- Детали и типовые механизмы станков
- Валы, шпиндели и их опоры
- Гидравлический привод
Глава 3. Токарно-винторезные станки
- Общие сведения
- Токарно-винторезный станок мод. 16К20
- Токарно-винторезный станок мод. 1И61П
- Приспособления, применяемые на токарно-винторезных станках
- Наладка и настройка токарно-винторезных станков
Глава 4. Токарно-револьверные станки
- Общие сведения
- Токарно-револьверный станок мод. 1П365
- Токарно-револьверные станки с горизонтальной осью револьверной головки
- Приспособления, применяемые на токарно-револьверных станках
- Наладка токарно-револьверных станков
Глава 5. Многорезцовые станки
- Общие сведения
- Многорезцовые токарные полуавтомат мод.
 1Н713
1Н713 - Приспособления, применяемые на многорезцовых станках
- Некоторые вопросы наладки многорезцовых станков
Глава 6. Токарно-карусельные станки
- Общие сведения
- Токарно-карусельный станок мод. 1525
- Двухстоечный токарно-карусельный станок мод. 1525
- Приспособления,применяемые на токарно-карусельных станках
Глава 7. Токарно-затылочные станки
- Общие сведения
- Универсальные токарно-затылочный станок мод.1Б811
Глава 8. Токарные станки с программным управлением
- Общие сведения
- Конструктивные особенности и узлы токарных станков о программным управлением
- Токарный станок с числовым программным управлением мод.16К20Ф3
Глава 9. Автоматизация и механизация токарных станков
- Общие сведения
- Сущность автоматизации рабочего цикла
- Технические средства механизации и автоматизации
Глава 10. Организация рабочего места токаря
Организация рабочего места токаря
- Значение научной организации труда токаря
- Основное и вспомогательное оборудование рабочего места токаря
- Планировка рабочего места токаря
- Обслуживание рабочего места токаря
Глава 11. Техника безопасности
Задачи охраны труда и техники безопасности
Приспособления и устройства для защиты от стружки и ограждение опасных мест
Список литературы
Для того, чтобы скачать файл с книгой Токарные станки автора В.П. Батов, кликните на кнопку вверху страницы описания — СКАЧАТЬ КНИГУ (4,3 МБ).
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
- Мини токарные станки Универсал — сделано в СССР
- Маленькие резцы для мини токарных станков
- ОАО «ГЗСиУ» – основной производитель новых станков
- Отечественный токарный станок ГС526У – лучший выбор
- Маленькие токарные патроны
- Необычные маленькие токарные станки из дерева, алюминия и стали
- Как правильно выбрать токарный станок
Популярные модели
-
Не производится
-
-
-
В наличии
-
-
-
-
-
-
Производители
Серия держателей оси Y — Выбор для точения вперед, обратное точение, нарезание канавок, Многофункциональная нарезка канавок (детали катушек)|NTK CUTTING TOOLS Co.
 , Ltd.
, Ltd.
Серия держателей оси Y — Выбор для точения вперед, назад, нарезание канавок, Многофункциональная нарезка канавок (детали прикладных катушек)|NTK CUTTING TOOLS Co., Ltd.
Использует гравитацию для направления стружки вниз от детали
Естественно устраняет проблемы со стружкодроблением
Замените свой традиционный держатель на держатель серии с осью Y на вертикальной станции
и увидеть разницу в контроле стружки. Больше никаких запутанных фишек
Видео о продукте
Характеристики
- Устраняет проблему запутывания стружки
— стружка автоматически падает из детали - Использование охлаждающей жидкости через державки оси Y и увеличение срока службы инструмента и стабильности размеров
Инструментальное приложение
Точение спереди / Обратное точение / Для обработки канавок
Обработка чистой меди / Обработка пластмасс
Руководство по программированию
Обычная державка
- Образец программы
- ① T300… Выберите инструмент
② G0 X11. 0 Z0 T3… Позиционирование пластины
0 Z0 T3… Позиционирование пластины
③G1 X8.0 F0.08 … Обрезка до 0,315 дюйма
④ Z5.0 F0.05… Обрезка до 0,197 дюйма в длину
⑤ Х11.
⑥ G0 X11.0
При обычной токарной обработке с фронтальной стороны инструмент выбирается и перемещается в положение готовности, а затем начинается резка.
Направление реза — «ось X»
Обработка с держателем оси Y
- Образец программы
- ① T300… Выбор инструмента
② G0 Y11.0 T3
③ x0… вставьте позиционирование
④G1 y8.0 f0.08… сокращение до 0,315 дюйма
⑤ z5.0 f0.05… Разрежьте до 0,197 дюйма в длину
⑥ y11.0
⑦ G0 x11.0
При использовании держателя оси Y выбор инструмента ①. Пластина перемещена в положение резки, и резка начинается с этого положения.
Направление резания — «ось Y».
Примечание. Требуется смещение по оси Y в программе для размера хвостовика держателя.
Руководство по позиционированию держателя оси Y
Используйте максимум 2 в вертикальной группе и не устанавливайте рядом друг с другом во избежание помех
Заготовка и держатель оси Y могут мешать друг другу
Типичное позиционирование — это зажатие их в банду.
- При переходе от инструмента № ② к инструменту ④ запрограммируйте положение отвода на основе величины выступа держателя по оси Y.
Для обеспечения зазора, чтобы держатель оси Y в положении инструмента ③ не врезался в заготовку.
Диаметры заготовок и стол держателя оси Y
Прокрутите таблицу →
・Пример использования канавочного держателя Y-GTTR для отображения диаметров держателя и заготовки в области станка
Набор инструментов
Посмотреть информацию о каталоге
Информацию о линейке инструментов см. в каталоге
в каталоге
Примечание: Новые держатели Y-SCLCR…Oh3 для вставок ПГУ 32,5…. Пожалуйста, свяжитесь с нами, для более подробной информации.
Y-SCLCR1212H09S-Oh3
Y-SCLCR083H-IN-Oh3
Y-SCLCR1616H09S-Oh3
Y-SCLCR103H-IN-Oh3
Вернуться к списку
- Каталог
- Глобальные местоположения
- Свяжитесь с нами
- Регистрация на рассылку новостей по электронной почте
- Запрос группового вебинара
- Техническая помощь
Токарная обработка 101 | Coastal Machine & Supply
Перейти к содержимому
Используя новейшее оборудование и технологии для токарной обработки, компания Coastal Machine Supply недавно расширила свои возможности обработки, добавив токарный станок Mazak Powermaster с управлением SmoothG Control. Обладая инновационными характеристиками, включая 24-дюймовый 4-кулачковый патрон, сквозное отверстие 12 ½ дюйма и расстояние между центрами 120 дюймов, этот токарный станок позволяет нам удовлетворять постоянно меняющиеся потребности наших клиентов в различных отраслях промышленности. Если вы новичок в токарной обработке, давайте рассмотрим некоторые основы, которые должны помочь вам понять наше волнение по поводу приобретения этого нового станка.
Если вы новичок в токарной обработке, давайте рассмотрим некоторые основы, которые должны помочь вам понять наше волнение по поводу приобретения этого нового станка.
Для чего используется токарный станок?
Используется в основном для придания формы металлу или дереву путем вращения изделия вокруг стационарного режущего инструмента или лезвия. Токарный станок удаляет ненужные части материала для создания рисунка. Токарный станок, являющийся основой для производства многих деталей, является универсальным инструментом, который обеспечивает точное формообразование, сверление, шлифование, накатку, токарную обработку, резку и деформацию как при деревообработке, так и при металлообработке.
Как называется обработка на токарном станке?
Наладка — это общее название обработки на токарном станке. Используя различные приспособления и аксессуары, которые крепятся к шпинделю токарного станка, различные патроны и центры используются для выполнения различных функций при создании готового продукта.
Какие существуют 3 типа токарных станков?
-
Токарный станок с двигателем — дедушка токарных станков, токарный станок с двигателем используется в основном для резки и формовки металла и восходит к временам промышленной революции. Токарные станки с кареткой и механической подачей были первыми токарными станками с электроприводом, и их также называют «настольными токарными станками» из-за возможности установки на верстак. Эволюция конструкции заменила рабочий стол станиной на многих современных больших токарных станках. В зависимости от размера и мощности, многие токарные станки также оснащены технологией ЧПУ, которая позволяет станку выполнять предварительно запрограммированную резку и формовку без необходимости наблюдения со стороны человека, повышая точность производственного процесса.
-
Револьверный токарный станок . Револьверный токарный станок, используемый для серийного производства деталей, может работать в более широком диапазоне скоростей, чем моторный токарный станок.
 С добавлением револьверной головки этот токарный станок может выполнять несколько операций резки без необходимости настройки между задачами, поскольку инструменты могут вращаться, когда это необходимо, что обеспечивает более быстрое и эффективное производство.
С добавлением револьверной головки этот токарный станок может выполнять несколько операций резки без необходимости настройки между задачами, поскольку инструменты могут вращаться, когда это необходимо, что обеспечивает более быстрое и эффективное производство. -
Токарный станок специального назначения – существует множество различных видов токарных станков, которые можно использовать в производстве, с функциями, адаптированными специально для отрасли, в которой они используются. Группируя их в категорию специального назначения, эти токарные станки расширяют производственные возможности для специализированных деталей и, как и револьверные токарные станки, могут использоваться для серийного производства.
В чем разница между фрезерованием и токарным станком?
В обрабатывающей промышленности токарные и фрезерные станки выполняют важные функции при производстве деталей и деталей, используемых в аэрокосмической и оборонной промышленности, а также при разведке и добыче нефти и газа.
