Токарные станки википедия: HTTP 429 — too many requests, слишком много запросов
Содержание
История токарного дела
Анна Феоктистова
От ручного труда к машинному.
“
…Сделав несколько кругов, он снял ногу с педали станка, обтер стамеску, кинул ее в кожаный карман, приделанный к станку, и, подойдя к столу, подозвал дочь…
Цитата из романа Л.Н. Толстого «Война и мир», повествование о князе Николае Болконском
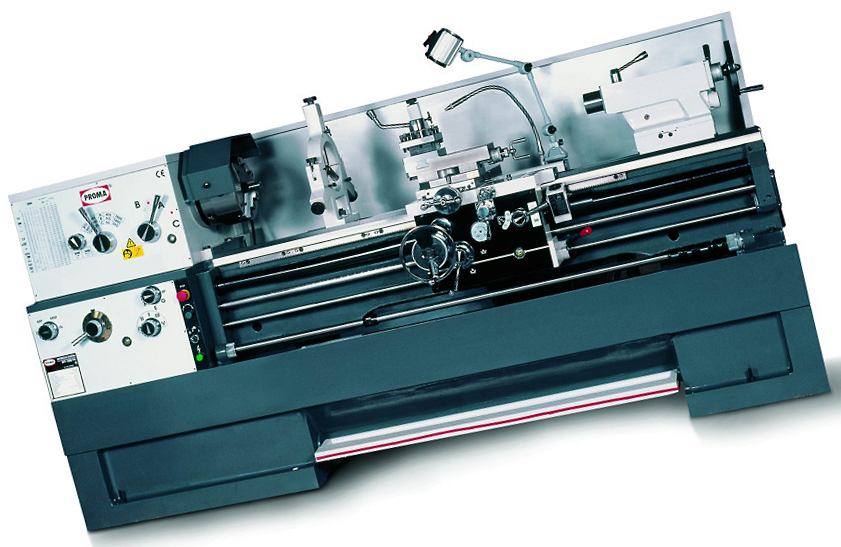
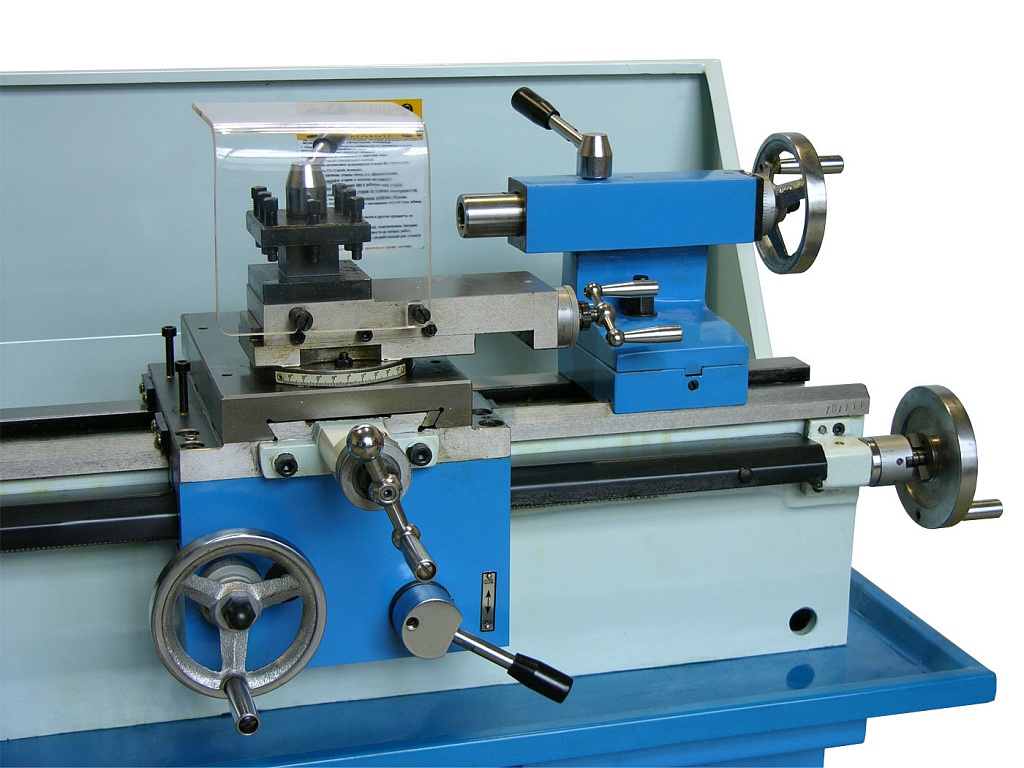
Устройство токарного станка
На токарном станке создаются тела вращения – балясины, конусные ножки, чаши, миски, наши светильники. Поэтому основной принцип работы станка – вращение заготовки вокруг своей оси. Резцом вручную (или автоматически на ЧПУ) снимается лишний материал и придается нужная форма.
1. Станина – каркас, на котором всё держится. Он должен быть прочным и тяжелым. В древние века его делали из дерева, современные станки оснащены чугунной или стальной станиной.
2 и 3. Передняя и задняя бабки. Это центра, между которыми зажимается заготовка. Они расположены на станине. Передняя бабка (или шпиндель) обычно с четырьмя шипами, жестко фиксирует будущее изделие в станке. Она передает вращение на заготовку. Задняя – подпирает заготовку с противоположной стороны. Эти элементы изготавливаются из металла.
Они расположены на станине. Передняя бабка (или шпиндель) обычно с четырьмя шипами, жестко фиксирует будущее изделие в станке. Она передает вращение на заготовку. Задняя – подпирает заготовку с противоположной стороны. Эти элементы изготавливаются из металла.
4. Подручник или резцедержатель. На него опирается резец при работе. В старину делали из дерева, в настоящее время из чугуна. Важное изобретение сделал Нартов в Петровские времена. Он изобрел суппорт – устройство для крепления и перемещения резца вдоль заготовки. Это позволило сделать обработку более точной, а также копировать изделия. Суппорт используется обычно на металлообрабатывающих станках, где нужна высокая точность.
5. Приводной механизм. Главный вопрос — как вращать заготовку? Сейчас это электродвигатель с ременными передачами. История станков повествует о ручном и ножном вращении с помощью тетивы лука или жерди, о водяных колесах, паровых двигателях. И еще множество способов было придумано людьми!
6. Резцы. Для наружной обработки используются плоские и полукруглые стамески из стали. Для внутренней — специальный резец «крючок».
Резцы. Для наружной обработки используются плоские и полукруглые стамески из стали. Для внутренней — специальный резец «крючок».
Что и как вытачивали на Руси
В основном на Руси на токарных станках изготавливали посуду – миски и чашки. В качестве материала использовали дерево или слоновую кость. В процессе археологических раскопок в России находят изделия из кости, датируемые 10 веком. Всё это говорит о раннем освоении токарного дела.
Любопытно, что заготовки закрепляли не продольно волокнам, а поперек. Т.е. волокна дерева не совпадали с осью вращения. Такой способ называется пластинчатым или тангенальным. Известно, что бревно при высыхании растрескивается к центру ствола. Поэтому ствол продольно раскалывали на баклуши (большие куски). И при обработке ядро дерева не использовалось. Так посуда была прочной, долговечной и не растрескивалась.
Сам процесс резания не изменился за многие века. Снаружи заготовка обрабатывается плоской или полукруглой стамеской, а внутри специальным резаком. В простонародье называется «крючок» и выглядит он так же. И если всевозможные плоские стамески сейчас без проблем можно купить в магазине, то «крючок» делает кузнец, как и несколько веков назад. Его использовали и в 13 веке и до сих пор ничего более технологичного не придумали для внутренней обработки. Мы так же используем его в производстве.
В простонародье называется «крючок» и выглядит он так же. И если всевозможные плоские стамески сейчас без проблем можно купить в магазине, то «крючок» делает кузнец, как и несколько веков назад. Его использовали и в 13 веке и до сих пор ничего более технологичного не придумали для внутренней обработки. Мы так же используем его в производстве.
Резец для внутренней обработки «крючок»
Процесс внутренней обработки на токарном станке
Сейчас, чтобы обработать заготовку внутри, используются планшайбы и кулачковые патроны. Они позволяют закрепить заготовку с одной стороны и полноценно вырабатывать углубления вовнутрь. В древности такого не было. Поэтому заготовку фиксировали в двух центрах. Обтачивали снаружи, затем внутри насколько это возможно. Оставалась конусовидная бобышка по центру, на которой держалась заготовка. Затем их вручную срезали. Целую деревянную посуду археологи находят редко. Она плохо сохранилась до наших дней. Зато такие бобышки, которые были отходами, прекрасно сохранились.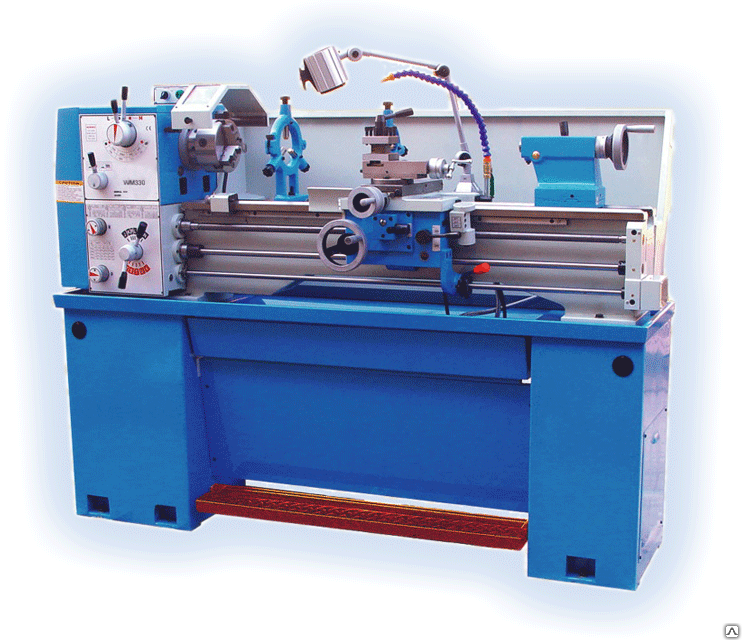 По ним и можно судить о развитии токарного мастерства.
По ним и можно судить о развитии токарного мастерства.
История изобретения токарного станка
Первые токарные работы осуществлялись так: один человек (раб) вращал заготовку, второй (мастер) резаком обтачивал ее. Упоминания о таком способе найдены в Египте и датируются 7 веком до н.э. Материалами для токарной обработки часто служили дерево, слоновая кость или камень.
Позднее появились лучковые станки. Каркас был собран из дерева. Они вращались с помощью тетивы лука. Ее оборачивали вокруг деревянной заготовки. И совершая движения туда-сюда, как если бы вы пилили, заготовку приводили в движение.
Еще позднее в 14-15 веках усовершенствовали станок ножной педалью. Вращение всё так же происходило через тетиву лука или жердь.
Минусом всех этих решений было то, что заготовка сначала вращалась в одну сторону, а потом в другую. И нужно было ждать. Это существенно замедляло и без того небыстрый процесс.
Большим шагом вперед стало изобретение кривошипно-шатунного механизма в первой половине 15 века. Теперь возвратно-поступательное движение педали превращалось во вращательное. Заготовка стала вращаться всегда в одну сторону, пока мастер нажимает на педаль. По такому принципу, кстати, были устроены советские ножные швейные машины.
Теперь возвратно-поступательное движение педали превращалось во вращательное. Заготовка стала вращаться всегда в одну сторону, пока мастер нажимает на педаль. По такому принципу, кстати, были устроены советские ножные швейные машины.
Токарный станок Петра Ⅰ, сконструирован А.К. Нартовым
Фрагмент токарного станка А.К. Нартова
В 17-18 веках в Европе и России токарное дело стало одним из самых модных увлечений светского общества! В том числе Петр Ⅰ был большим поклонником токарного дела, имел свою мастерскую, в которой мог провести весь день. Учителем царя стал Андрей Константинович Нартов – великий ученый, механик и виртуозный токарь. Именно он вывел токарное дело на новый уровень, изобрел копировальный и токарно-винторезный станок. На тот момент аналогов не существовало в мире.
Токарные станки в эпоху научно-технической революции и 20 века
Начиная с середины 16 века для токарных станков по металлу использовалась энергия водяного колеса.
В первой половине 19 века шотландский предприниматель Роберт Дэвидсон изобрел электродвигатель, который в том числе устанавливал и на токарный станок. Но не найдя финансирования, Роберт вернулся к своему бизнесу в области химии.
А в 1889 г. выходец из России Михаил Осипович Доливо-Добровольский изобрел и получил патент на трехфазный асинхронный двигатель. В России применение он нашел только после 1917 года. Эти двигатели и сейчас повсеместно используются в станкостроении.
К середине 20 века стало понятно, что уже недостаточно существующей производительности станков. Так в США в 50-х годах изобретаются первые станки с ЧПУ. В СССР первые токарно-винторезные станки с ЧПУ появились 60-х годах 20 века.
ЧПУ станки преобладали в сфере металлообработки, где необходима высокая точность. Деревообработка не так была развита в промышленных масштабах и по-прежнему использовался ручной труд.
От истории к нашим дням
Машиностроение вырвалось далеко вперед.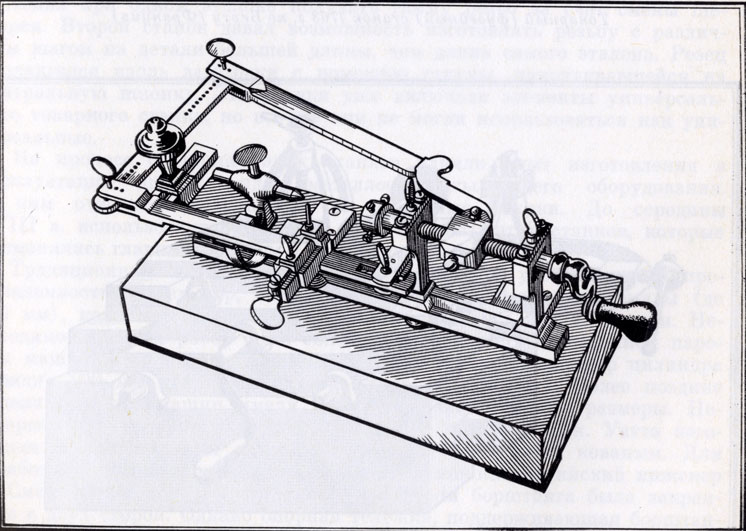 Часто используются станки с ЧПУ. Но ручной труд
Часто используются станки с ЧПУ. Но ручной труд
по-прежнему остается востребованным.
Станки с ЧПУ используются по дереву, если необходимо сделать наружную обработку. Это быстрее, точнее и позволяет сделать все детали одинаковыми. Например, если речь идет о балясинах.
Внутреннюю обработку чаши проще и быстрее сделать вручную. ЧПУ станок для таких операций дорогостоящий и нецелесообразный. Ведь ему нужно устанавливать пятую ось и прописывать сложный алгоритм работы.
Приведём в пример фабрику «Семёновская Хохлома» в Нижегородской области. По сей день десятки мастеров на фабрике вручную вытачивают из липы чаши, вазы и миски. И делают это настолько мастерски и быстро, что невозможно отвести взгляд!
Список ресурсов
В.В. Данилевский «Нартов», печатное издание 1960 г.
Статья Википедия. Токарный станок
Статья Википедия Асинхронная машина
Статья Википедия. «Дэвидсон, Роберт»
Статья «История токарного станка»
Фотографии станка Нартова
Monday, July 22
Подвесные светильники Хвоя
Какую функцию выполняют, где и как их использовать? Наши советы применимы к большинству подвесных светильников. Поэтому будут полезны всем!
Поэтому будут полезны всем!
Friday, July 5
История создания Хвои
Вкратце о том, как появились светильники Хвоя. Рассказывает основатель проекта, дизайнер Анна Феоктистова.
| К другим заметкам |
| На главную |
| В начало страницы |
| Комментарии |
История
Начало становления знаменитого бренда относится к далеким 30-м годам XX века. В 1937 году стараниями Вальтера
Майера в швейцарском городе Шверценбах было организовано предприятие по ремонту и изготовлению станочного
оборудования. На то время Швейцария считалась европейским центром станкостроительной продукции.
Промышленные и экономические связи с заокеанскими партнерами, с государствами Европы позволили молодой компании
стремительно занять место на рынке станочного оборудования. К началу Второй Мировой войны компания Вальтер Майер
АГ становится одним из лидеров металлообрабатывающего оборудования.
По окончанию военных действий продукция швейцарской компании уже прочно занимала позиции в сегменте
промышленного станочного оборудования. С началом 50-х годов компания старается выйти со своим предложением на
огромный североамериканский рынок. Плодом длительных переговоров и усилий представителей компании стало открытие
в США первого на североамериканском континенте своей дочерней компании, совместно с американской компанией JET
Equipment & Tools. Значительные финансовые вливания, высокие потребности растущей американской экономики
позволили не только освоить американский рынок металлообрабатывающих станков, но и значительно увеличить
ассортимент продукции.
Стараниями европейских инженеров и американских менеджеров компании Вальтер Майер АГ удалось освоить выпуск на
базе американских предприятий металлообрабатывающих и деревообрабатывающих станков различного назначения. С
заводского конвейера начали сходить большое, среднее и малое станочное оборудование, рассчитанное на
промышленное использование и бытовое применение. Признанием успехов американской компании JET стали награды,
Признанием успехов американской компании JET стали награды,
полученные на выставке EXPO 1964 в Нью-Йорке и в Монреале, в 1967 году за лучшие промышленные изделия в сфере
металлообработки.
Нарастив достаточные мощности, получив международное признание, американская компания становится частью
швейцарского концерна Вальтер Майер АГ. Швейцарский гигант Вальтера становится владельцем американской
компании JET Equipment & Tools, получив права на торговую марку JET. С 1988 года компания основная часть
промышленного станочного оборудования выпускается под маркой бренда JET, на заводах и предприятиях в Китае и
Гонконге, в Южной Америке и на европейском континенте.
Став частью огромного концерна и большой финансово-экономической монополии компания JET в конце XX
столетия сумела занять доминирующее положение на рынке металлообрабатывающего оборудования. Ежегодно в станах
Европы, в Германии, в Бельгии открываются новые предприятия по ремонту, обслуживанию и выпуску комплектующих для
станочного оборудования марки JET. Большую долю в производстве станочного оборудования занимает продукция,
Большую долю в производстве станочного оборудования занимает продукция,
сделанная на заводах в Тайване.
Получив доступ на международный рынок, компания существенно и качественно расширила ассортимент продукции. С
1999 года совместно с компаниями Powermatic и Performax освоен выпуск станок для деревообработки. Уже в 2001
году логотипы компании JET появляются на станочном оборудовании с числовым программным управлением.
На российский рынок компания JET пришла в начале третьего тысячелетия. С 2004 года в России на регулярной
основе работает представительство концерна. Российским рынком, обеспечением спроса на станочное оборудование в
странах СНГ, компания JET осуществляет с помощью партнерской компании ООО «ИТА СПБ», расположенной в
Санкт-Петербурге.
Сегодня большая часть продукции на отечественном рынке под маркой бренда JET, представлена оборудованием и
станками, выпускаемыми предприятиями на Тайване. В России реализацией, обслуживанием и ремонтом станочной
В России реализацией, обслуживанием и ремонтом станочной
техники известной марки занимается более 250 предприятий, фирм и компаний, от Владивостока, до Калининграда.
На сегодняшний день продукция компании JET занимает лидирующие позиции в станочном оборудовании, среднего
ценового сегмента. Предприятия компании имеются практически во всех уголках земного шара. С 2014 года все
дочерние предприятия и офисы компании имеют необходимую сертификацию, отвечающую самым современным техническим
требованиями и безопасности.
lathe — Перевод с английского на сербский
В вашем браузере деактивирован Javascript. Повторная активация позволит вам пользоваться словарным тренером и любыми другими программами.
- lathe in the PONS Dictionary
- Monolingual examples (not verified by PONS Editors)
lathe [leɪð] N
strug m
‘lathe op·era·tor N
lathe operator
metalostrugar m
Одноязычные примеры (не проверены редакторами PONS)
Английский
Это были токарные станки с тихоходным механизмом в дополнение к их обычному ременному приводу.
en.wikipedia.org
Эти параметры часто используются для описания повторяющихся профилей шероховатости, например, получаемых при точении на токарном станке.
en.wikipedia.org
Внутренняя резьба также может быть нарезана точечным методом на токарном станке или резьбофрезерованием на обрабатывающем центре.
en.wikipedia.org
Токарный станок вырезал спиральную канавку, модулированную звуковым сигналом, в полированной поверхности толстой круглой плиты из воскоподобного материала, вращающейся на поворотном столе.
en.wikipedia.org
В частности, он включает в себя технику токарной обработки двигателя с использованием одноименного станка, также называемого токарным станком с розовым двигателем.
en.wikipedia.org
Они так хорошо отшлифовали эти огромные столбы, что на первый взгляд кажется, будто их выточили на токарном станке.
en.wikipedia.
 org
org
Спрос на более быстрые и мощные токарные станки определял направление развития токарных станков.
en.wikipedia.org
По данным переписи того года, ни одна лесопильная, гончарная или токарная фабрика не работала.
en.wikipedia.org
Токарные станки были основной категорией продукции на заре существования компании.
en.wikipedia.org
Он состоит из длинных тонких станков из ясеня на изогнутой металлической раме и обычно используется в большинстве крикетных клубов.
en.wikipedia.org
питание от
Просмотрите словарь
Английский
потом
боковой
последний
латекс
планка
-
токарный станок
токарь
намыливать
латинский
латиноамериканец
латышский
Посмотреть «токарный станок» на других языках
арабский
болгарский
Китайский
Французский
Немецкий
итальянский
польский
португальский
Русский
словенский
испанский
Что такое швейцарский токарный станок?
Швейцарский токарный станок представляет собой токарный станок, в котором удерживающий механизм или цанга утоплены за направляющей втулкой. Швейцарские токарные станки также широко известны как швейцарские винтовые станки, швейцарские автоматические токарные станки или швейцарские токарные центры. Швейцарский токарный станок отличается от традиционных токарных станков тем, что удерживающий механизм или цанга, которая удерживает прутковую заготовку, не будут подвергаться непосредственному воздействию станины токарного станка и инструмента. Эта конкретная конфигурация обеспечивает этому конкретному станку ряд преимуществ по сравнению с токарными станками традиционного типа.
Швейцарские токарные станки также широко известны как швейцарские винтовые станки, швейцарские автоматические токарные станки или швейцарские токарные центры. Швейцарский токарный станок отличается от традиционных токарных станков тем, что удерживающий механизм или цанга, которая удерживает прутковую заготовку, не будут подвергаться непосредственному воздействию станины токарного станка и инструмента. Эта конкретная конфигурация обеспечивает этому конкретному станку ряд преимуществ по сравнению с токарными станками традиционного типа.
Преимущества швейцарского станка перед
традиционные токарные станки в значительной степени из-за того, что они используют направляющую
втулка. Целью направляющей втулки является обеспечение дополнительной поддержки
исходный материал, когда деталь обрабатывается или точится. Эта направляющая втулка
прилегает близко, но не плотно, чтобы окружить прутковые материалы.
Поддержка этого пруткового материала означает, что функции
направляющая втулка действует так же, как люнет на тележках
традиционных токарных станков.
Токарные станки швейцарского типа, как правило, обеспечивают лучшую точность обработки деталей.
так как токарные операции будут проводиться вплотную к направляющей втулке.
Направляющая втулка придает жесткость токарным деталям благодаря тому, что
очень небольшое количество акций будет выставлено после того, как они покинут
втулку и до тех пор, пока токарные инструменты не будут задействованы.
Направляющая втулка придает прикладу значительную жесткость, и эти
типы машин значительно хорошо адаптированы к удержанию плотного
толерантность.
Еще одним преимуществом токарного станка в швейцарском стиле является то, что
они имеют возможность точить детали малого диаметра. Альтернативно
они могут точить детали с большим отношением длины к диаметру. болтовня
инструментов также сводится к минимуму благодаря направляющей или инструментальной втулке
сопоставление.
Как работает швейцарский токарный станок
В обычных токарных станках с фиксированной передней бабкой заготовка
будет удерживаться в цанговом патроне или патроне, который будет проходить в
ограждение машины в виде консоли.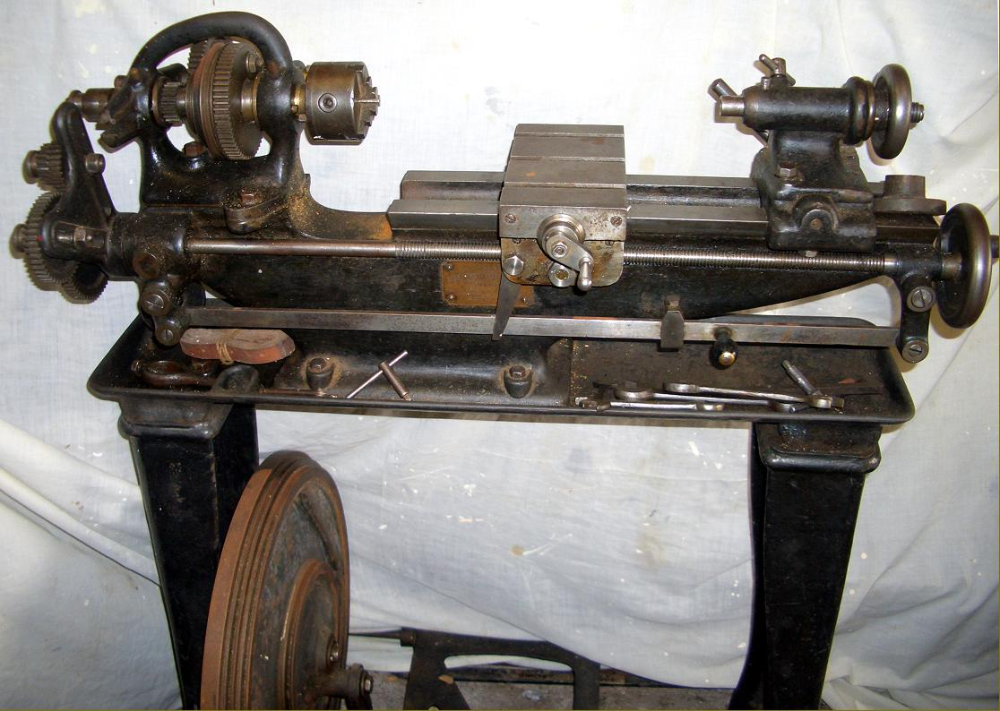 Другой способ
Другой способ
что он будет поддерживаться на одном конце задней бабкой.
Отличительными факторами швейцарских машин от других типов являются тот факт,
что передняя бабка двигается.
Это означает, что прутковый материал будет проходить через зажимную цангу
расположен в области передней бабки, на которой он будет закреплен.
Затем этот стержень выходит в зону обработки через направляющую втулку, которая
размещает этот стержень радиально во время обработки. Затем эта бабка перемещается
точное движение вперед-назад в направлении z при взятии грифа
вместе с ним.
Токарные инструменты, которые находятся на суппортах, будут соприкасаться
с этой планкой в непосредственной близости от направляющей втулки. Движение бара
обеспечивает подачу, необходимую для резания. Слайды банды будут
носить с собой держатели для фиксированных одноточечных инструментов или любых других
инструменты и может даже поддерживать живые инструменты. Многие из этих машин используют
вспомогательные инструментальные станции и вторичные шпиндели, а в некоторых случаях
башня или более, способная нести дополнительные инструменты.
История токарного станка в швейцарском стиле
Швейцарская автоматика с ЧПУ признана самой современной и новейшей
Однако прежние механические машины использовались более
век. В эпоху 1800-х годов индустриализация усилилась, что
потребовались взаимозаменяемые детали,
изготовлены с точностью. Изобретатели того времени разработали
необходимые технологии для удовлетворения этих требований.
В 1870 году был запатентован цанговый патрон, который позволял использовать
барный инвентарь. Вскоре после этого самый первый из «переездов»
шпиндельные станки были созданы в Швейцарии. Машины были названы
Винтовые машины швейцарского типа, использовавшиеся в основном в часовом деле.
отрасли.
Примерно в 1960-х годах эти швейцарские машины стали использоваться во многих
других отраслях промышленности, и к 1970-м годам были выпущены первые версии станков с ЧПУ.
Со временем выбор инструментальной области стал включать банду
направляющие и револьверные головки, вторичные шпиндели и приводной инструмент. В 1980-х
В 1980-х
Швейцарские станки стали широко использоваться для производства деталей
для электронной и полупроводниковой промышленности.
В 1990-е годы были внесены усовершенствования в конструкцию органов управления и
серводвигателей, что привело к созданию более продвинутых, быстрых и прочных
машины для производства деталей для аэрокосмической и медицинской
приложений сверх обычных механических работ.
Мыслить по-другому на токарных станках с ЧПУ
При сравнении обычного токарного станка с ЧПУ и станка с ЧПУ швейцарского типа
обработка, обработка швейцарского типа предлагает совершенно другой опыт.
Программисты и машинисты, которые переходят от одного типа к другому
необходимо изменить то, как они думают о циклах обработки в многочисленных
способы. Вот некоторые из этих отличий:
1. Негатив становится позитивом
На станках с ЧПУ Swiss типа Движения по оси Z происходят от перемещения заготовки
в отличие от инструмента. Это конкретное изменение влияет на
программирование смещение характер. На обычных токарных станках ложа выдвигается
На обычных токарных станках ложа выдвигается
от площади патрона на заданные длины. Лицо этих частей
является Z нулем, и все, что находится в этой части, будет Z отрицательным.
В отличие от швейцарских станков токарные инструменты будут
стационарно, так как запас будет продвигаться вперед. Лицо этих частей Z ноль
как обычные токарные станки, но все, что находится за этими гранями, будет Z
положительный. Это различие очень важно иметь в виду при
связь со смещениями по оси Z. Это означает, что бурение проходит через любой
глубже или увеличение длины включает «минусовое» смещение на
на обычных токарных станках, но потребуется плюсовое смещение на швейцарских станках.
2. Машина в сегментах
Порядок, относящийся к сокращениям, которые происходят в цикле, также изменится.
со швейцарским типом. На обычных токарных станках стандартно
чистовой и черновой токарные работы, когда станки имеют резьбу или наружный диаметр
канавки для завершения детали. Это не то же самое, когда дело доходит до
к швейцарским типам.
Это связано с тем, что длина направляющей втулки требует, чтобы деталь
необходимо разделить на секции, иначе прутковый материал может
выпадение из направляющей втулки при втягивании приклада.
сегментация обычно будет означать механическую обработку детали на секции около
0,750 дюйма, что является стандартизированной направляющей для площади втулки.
3. Направляющая втулка очень важна
Направляющая втулка известна как центральная часть машин швейцарского типа и
размер имеет жизненно важное значение. Это означает, что с помощью направляющей втулки,
неправильный размер для работы может привести к различной концентричности
ошибки. Направляющая втулка также изготавливается из различных материалов.
которые включают Meehanite, стальные и карбидные гильзы. Это означает
потенциальные взаимодействия с материалами заготовки являются еще одним очень
важный фактор, который необходимо учитывать.
4. Масло вместо воды
Большинство машин швейцарского типа используют масло для своих
смазочно-охлаждающие жидкости в отличие от воды. Это означает, что смазывающая способность будет
Это означает, что смазывающая способность будет
больше. К преимуществам масла относится отсутствие неприятного запаха.
тип роста бактерий и предотвратить появление рук, похожих на чернослив, вызванных
ежедневное воздействие охлаждающих жидкостей на водной основе.
Однако одним из основных недостатков по сравнению с водой является то, что масло не
так же эффективен в рассеивании тепла. Это означает, что швейцарская машинная резка
может быстро нагреться в рабочей зоне. Это значит, что
оснащение этих машин системами пожаротушения является необходимостью, если
вы планируете производство без отключения света.
5. Выдающиеся машинные циклы
Многие новые пользователи станков швейцарского типа вскоре меняют свое мнение о
преимущества этих станков, когда они изготавливают одну деталь за один цикл
для этого обычно требовалось несколько машин или несколько операций.
токарные станки с ЧПУ обычного типа обычно имеют 3 или 4 оси. В то время как
Швейцарские типы будут иметь 7 или более осей.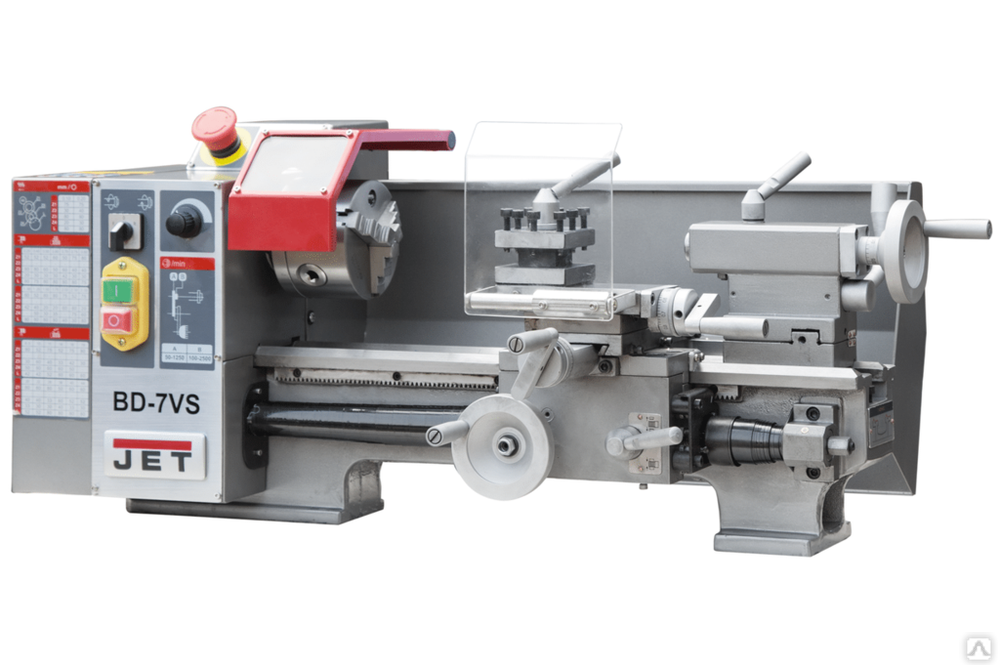 Просмотр суммы или работы, которая
Просмотр суммы или работы, которая
может быть выполнено намного быстрее с машиной в меньших рабочих зонах
поразил многих сотрудников магазинов, которые начинают использовать эти типы машин для
самый первый раз.
6. Коррекция прогиба
Целью поддержки заготовки с помощью направляющей втулки является
поддержание точности на протяжении всего процесса обработки на заготовке
кусок.
Физические объекты, на которые действует любая сила, естественным образом
отклонить. Когда дело доходит до обычных токарных станков, при усилиях резания
вызвали слишком большое отклонение, точность, связанная с
порез в большинстве случаев пострадает. Принятое правило с обычным
токарных станках заключается в том, что при точении деталей, имеющих отношение длины к диаметру
которые больше 3:1, требуется задняя бабка, чтобы предотвратить
чрезмерное отклонение. Для соотношений, превышающих 6:1, следуйте
требуется отдых или устойчивый отдых, чтобы поддерживать центр
часть.
Если заготовку надежно удерживать за один конец, а затем толкнуть
сбоку на конце, который не поддерживается, заготовка согнется
немного.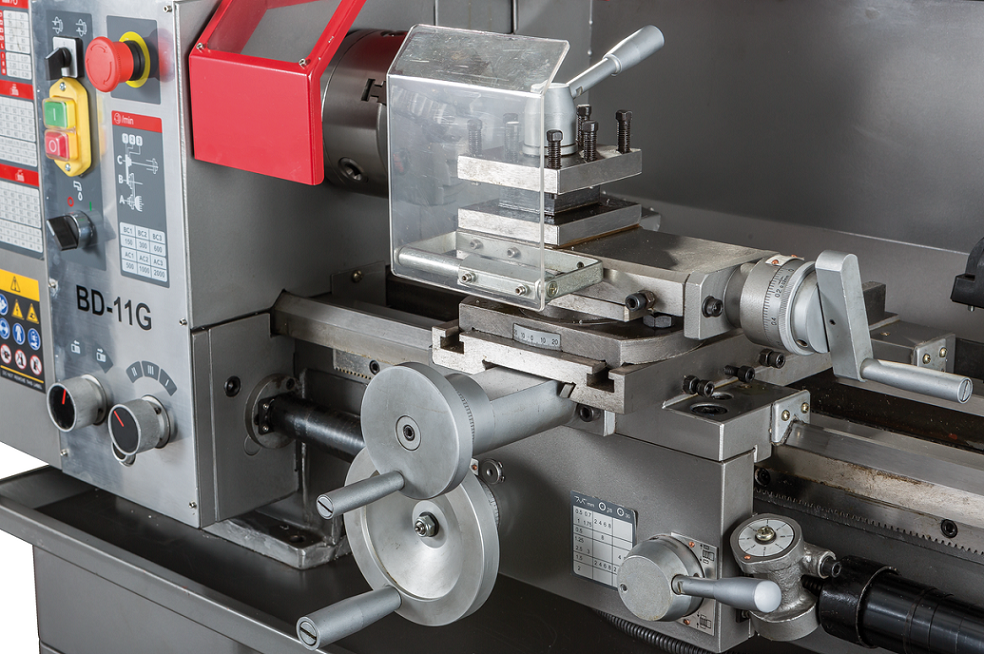 При проталкивании с такой же силой на более длинных заготовках
При проталкивании с такой же силой на более длинных заготовках
заготовка согнется еще больше. Прогиб для заданной силы будет
увеличиваться, когда куб расстояния, который идет от опоры на
сила будет удвоена по длине и в 8 раз больше этого отклонения. Это означает
при приложении боковой силы к концу 2-дюймовой детали обычно
прогибается на 0,001″, а та же самая сила при приложении к концу 4″
часть точного диаметра приведет к отклонению на 0,008″.
На швейцарских станках направляющая втулка поддерживает
заготовка так близко к необходимым инструментам, что отклонение вызвало
от сил резания фактически равна нулю. Это означает, что пользователь может использовать
более тяжелые разрезы, сохраняя при этом точные размеры на этих
части.
Добавление токарных станков Swiss Style в ваш цех
Для предприятий, которые обрабатывают сложные и мелкие детали на токарных станках с ЧПУ, эти
компании могут испытать более быстрые машинные циклы и больше прибыли с
Швейцарский станок, который освободит эти станки для более подходящего и
более крупные части.
