Токарный обрабатывающий центр: Токарный обрабатывающий центр. Особенности оборудования и его сфера использования
Содержание
Токарный обрабатывающий центр MY-TURN T42 F / Токарные обрабатывающие центры / Mylas / Владимирская станкостроительная компания
Применение анализа методом конечных элементов при расчете прочности конструкции и ребер жесткости обеспечивают высокую жесткость оборудования. Цельнолитая станина и основные узлы станка выполнены из термостабилизированного чугуна Meehanite, что обеспечивает высокую точность на протяжении всего срока эксплуатации.
Закаленные и шлифованные направляющие скольжения прямоугольного сечения по осям X,Y,Z обеспечивают высокую жесткость системы благодаря чему станок позволяет достичь хороших показателей шероховатости в сочетании с высокой производительностью при обработке различных материалов.
Ось C в сочетании с осью Y позволяют выполнять на станке не только операции точения, но и фрезерования, сверления и нарезания резьбы перпендикулярно оси детали, что позволяет получать полностью готовую деталь с одного станка за одну операцию. Приводная станция оси Y позволяет установить до 4 инструментов.
Приводная станция оси Y позволяет установить до 4 инструментов.
Станция приводного инструмента на 3-и позиции позволяет выполнять фрезеровать, сверлить и нарезать резьбу параллельно оси детали.
Прецизионный шпиндель станка может быть оснащен цанговым или 3-х кулачковым гидравлическими патронами для расширения возможностей применения оборудования. Шпиндель оснащен спаренными роликовыми и шариковыми-упорными подшипниками благодаря чему отлично выдерживает как осевые, так и радиальный нагрузки. Скорость вращения шпинделя до 6000 об/мин гарантирует быструю и эффективную обработку, а так же позволяет достичь высокого качества поверхности при финишных операциях.
Ловушка деталей (опция) предназначена для улавливания готовых деталей и выгрузки их на конвейер готовых деталей.
Конвейер деталей (опция) предназначен для выгрузки готовых деталей из станка. Для повышения энергоэффективности стружкоуборочный конвейер может быть запрограммирован через ЧПУ.
Податчик прутка (опция) позволяет автоматически подавать прутковую заготовку в зону обработки. В сочетании с ловушкой и конвейером готовых деталей позволяет вести обработки в полностью автоматическом режиме с минимальным вмешательством обслуживающего персонала.
Стружкоуборочный конвейер (опция) предназначен для выгрузки стружки из станка, повышает удобство эксплуатации оборудования и сокращает простои связанные с обслуживанием.
Сочетание насосов высокого и низкого давления СОЖ (опция). Насос высокого давления СОЖ подает СОЖ на револьверную головку, в то время как насос низкого давления обеспечивает подачу СОЖ на шпиндель. Бак СОЖ оснащен контейнером для отстаивания масла для продления срока службы охлаждающей жидкости и избавления от неприятного запаха.
Станок может быть оснащен одним из 3-х вариантов ЧПУ: Fanuc, Mitsubishi и Sintec. Японские производители ЧПУ Fanuc и Mitsubishi являются одними из мировых лидеров, зарекомендовавшие себя как создатели удобных и надежных систем управления. ЧПУ Sintec – тайваньская система управления, которая обладает всеми возможностями и надежностью, как и Fanuc с Mitsubishi, но при этом отличается невысокой стоимостью.
ЧПУ Sintec – тайваньская система управления, которая обладает всеми возможностями и надежностью, как и Fanuc с Mitsubishi, но при этом отличается невысокой стоимостью.
| Наименование | Ед. изм. | Данные |
| Система управления | Syntec / Mitsubishi / Fanuc 0iTF | |
| Функциональные возможности | ||
| Максимальный Ø обработки | мм | 100 |
| Максимальная длина обработки | мм | 100 |
| Максимальный Ø прутка | мм | 42 |
| Величина хода | ||
| Ось Х | мм | 340 |
| Ось Z | мм | 150 |
| Ось Y | мм | 160 |
| Шпиндель | ||
| Тип патрона | цанговый или 3-х кулачковый | |
| Скорость шпинделя | об/мин | 60-6000 |
| Конус шпинделя | А2-5 | |
Ø отв. в шпинделе в шпинделе | мм | 48 |
| Высота оси шпинделя от пола | мм | 1070 |
| Мощность эл двигателя, пост./30 мин | кВт | 5,5/7,5 |
| Револьверная головка | ||
| Количество позиций в револьверной головке | шт | 8 |
| Сечение державки для наружной обработки | мм | 16х16 |
| Макс. Ø хвостовика расточного инструмента | мм | 20 |
| Приводной инструмент, ось Y | ||
| Тип патрона | ER20 | |
| Скорость | об/мин | 100-4000 |
| Макс. Ø сверления | мм | 8 |
Макс. Ø сверления Ø сверления | М6 | |
| Макс. Ø хвостовика инструмента | мм | 13 |
| Количество позиций | шт | 4 |
| Приводной инструмент, ось Z | ||
| Тип патрона | ER20 | |
| Скорость | об/мин | 100-4000 |
| Макс. Ø сверления | мм | 8 |
| Макс. Ø сверления | М6 | |
| Макс. Ø хвостовика инструмента | мм | 13 |
| Количество позиций | шт | 3 |
| Подача | ||
| Скорость быстрого перемещения | м/мин | 18 |
| Скорость рабочего перемещения | мм/мин | 0-5000 |
| Ø/шаг ходовых винтов по осям X,Y,Z | мм | 25/8 |
| Мощность приводов | ||
| Привода осей X/Z/Y | кВт | 1/1,5/1 |
| Привод поворота револьверной головки | кВт | 0,4 |
| Привод инструмента | кВт | 0,75 |
| Насос СОЖ | кВт | 0,9 |
| Гидравлический насос | кВт | 0,37 |
| Конвейер деталей | кВт | 0,03 |
| Конвейер стружки | кВт | 0,2 |
| Насос смазки направляющих | кВт | 0,003 |
| Удаление масляного тумана | кВт | 0,75 |
| Бак | ||
| Бак системы СОЖ | л | 145 |
| Бак гидравлической системы | л | 55 |
| Бачок смазки направляющих | л | 2 |
| Размеры | ||
| Длина | мм | 2 330 |
| Ширина | мм | 1 440 |
| Высота | мм | 1 670 |
| Вес | кг | 1 800 |
| Система управления Syntec, Mitsubishi, Fanuc 0iTF |
| Цанговый или 3-х кулачковый патрон (на выбор) |
| Освещение рабочей зоны |
| Автоматическая система смазки направляющих |
| Гидравлическая система |
| 3-х цветный индикатор состояния станка |
| Интерфейс барфидера |
| Система подачи СОЖ |
| Полностью закрытое защитное ограждение |
| 8-ми позиционная револьверная головка |
| Ось С |
| Держатель приводного инструмента по оси Y на 4 позиции |
| Держатель приводного инструмента по оси Z на 3 позиции |
| Документация к станку |
| Полное защитное ограждение станка |
| Удаление масляного тумана |
| Устройство обдува воздухом |
| Насос СОЖ высокого давления 20 бар |
| Детектор СОЖ |
| Маслоотделитель |
| Трансформатор 15 кВт |
| Стабилизатор напряжения 15кВт |
| Трансформатор со стабилизатором напряжения 15 кВт |
| Стружкоуборочный конвейер цепного типа + тележка для стружки |
| 3-х кулачковый патрон 6″ |
| Каленые кулачки |
| Сырые кулачки |
| Ножная педаль управления цанговым или 3-х кулачковым патроном |
| Устройство отрезки |
| Набор цанг для цангового патрона |
| Цанга ER20 |
| Переходная втулка расточного инструмента (Ø8/10/12/16/20) |
| Стопор прутка 8 |
| Резцедержатель расточного инструмента (для линейного резцедержателя) |
| Резцедержатель инструмента для наружной обработки (для линейного резцедержателя) |
| Резцедержатель для торцевой обработки (для линейного резцедержателя) |
| Переходная втулка в шпиндель |
| Ловушка деталей |
| Конвейер деталей |
| Электронный замок двери оператора |
| Исполнение CE |
| Барфидер |
| Другие опции (по запросу) |
Выбираем токарный обрабатывающий центр
Главная
» Статьи
» Статьи по металлообработке
» Токарные станки по металлу
» Выбираем токарный обрабатывающий центр
05. 02.2021
02.2021
Токарные станки по металлу
Просмотров: 1738
Токарные обрабатывающие центры – это высокотехнологичное оборудование, которое смело можно отнести к последним достижениям станкостроения. Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ. В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью. Предлагаем воспользоваться пошаговой инструкцией.
ШАГ 1. ОПРЕДЕЛЯЕМ ОСНОВОПОЛАГАЮЩИЕ ПАРАМЕТРЫ
Подбор станка начинается с определения базовых параметров: максимальных размеров и веса заготовки, её материала, количества и сложности выполняемых операций.
Длина заготовки/готовой детали определяет один из основных параметров любого токарного оборудования – расстояние между центрами (РМЦ). От этого напрямую зависят и габариты станка. Чем большей длины будет обрабатываемая заготовка, тем больше производственной площади займет станок. В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
От этого напрямую зависят и габариты станка. Чем большей длины будет обрабатываемая заготовка, тем больше производственной площади займет станок. В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
В общем-то, этим базовые параметры и ограничиваются. Далее нужно подбирать комплектацию станка согласно своим технологическим требованиям. Конечно, при наличии финансовой возможности, можно приобрести токарный центр и в максимальной комплектации, но скорее всего, применить весь арсенал технических решений на практике просто не придется.
Конечно, при наличии финансовой возможности, можно приобрести токарный центр и в максимальной комплектации, но скорее всего, применить весь арсенал технических решений на практике просто не придется.
ШАГ 2. ПОЛНОТА БАЗОВОЙ КОМПЛЕКТАЦИИ
Токарные центры – многофункциональное оборудование, уже исходя из этого их базовая комплектация весьма внушительна. Особое внимание в ней следует обратить на приводной инструмент и револьверную головку, наличие оси С и гидравлической системы.
Именно револьверная головка с приводным инструментом и делает токарный станок с ЧПУ обрабатывающим центром. Благодаря им становятся возможны фрезерные операции, сверление и нарезание резьбы (не только по оси шпинделя). Для этого в инструментальный магазин устанавливаются приводные блоки, а уже непосредственно в них закрепляется специализированный инструмент (сверла, метчики, фрезы). Револьверная головка должна предполагать применение приводного инструмента в радиальном и аксиальном направлении. При этом стоит обратить внимание, чтобы при максимальной загрузке инструменты для обработки внутренних и наружных поверхностей не мешали друг другу. Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
При этом стоит обратить внимание, чтобы при максимальной загрузке инструменты для обработки внутренних и наружных поверхностей не мешали друг другу. Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
Для осуществления полноценных операций фрезерования, сверления и нарезания резьбы важно наличие высокоточного датчика контроля положения, который реализует так называемую ось С. Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Гидравлическая система обеспечивает автоматизацию операции закрепления детали. Благодаря гидравлическому патрону и приводу пиноли задней бабки, управляемым с помощью педалей или с панели ЧПУ, оператор может устанавливать заготовку двумя руками, что значительно удобнее и быстрее. При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
Благодаря гидравлическому патрону и приводу пиноли задней бабки, управляемым с помощью педалей или с панели ЧПУ, оператор может устанавливать заготовку двумя руками, что значительно удобнее и быстрее. При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
Высокая производительность токарно-фрезерных центров связана с обильным образованием стружки. Для эффективной работы важно своевременно удалять ее из зоны резания, что и решается применением наклонной станины и подачей СОЖ в зону обработки. Стружка вымывается и падает под собственным весом на телескопическую защиту направляющих, а далее ее перемещение зависит от наличия конвейера. Его применение позволяет сократить простой станка, связанный с удалением стружки.
Естественным спутником любой металлорежущей операции является выделение тепла. Плохая терморегуляция значительно снижает точность токарного центра, поэтому лучше, если система подачи СОЖ подразумевает охлаждение каждой позиции инструмента как в радиальном, так и в осевом направлениях.
Быстродействие обрабатывающих центров напрямую зависит от скорости перемещения холостых ходов по осям X и Z. Лучшими показателями обладают линейные двигатели, далее идут роликовые направляющие качения и ШВП с увеличенным шагом и прямой муфтой с преднатягом. Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях.
ШАГ 3. ОПЦИИ
Опции позволяют расширить технологические возможности токарных центров, повысив их производительность, точность, удобство и безопасность работы до максимума.
Противошпиндель, ось Y, противошпиндель и вторая/третья резцедержка пока не реализованы в станках нашего модельного ряда и будут описаны дополнительно позднее.
Самым трудоёмким процессом для токарного обрабатывающего центра базовой комплектации остаётся установка заготовки и удаление готовых деталей. При работе с прутковыми заготовками возможно автоматизировать данные процессы. Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
При работе с прутковыми заготовками возможно автоматизировать данные процессы. Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Схожую функцию выполняет барпуллер. Он устанавливается в инструментальный магазин револьверной головки, далее в процессе работы захватывает прутковую заготовку и за счет движения по оси Z вытягивает ее из патрона.
Обычно отрезанную от общей заготовки готовую деталь вынимает оператор. При работе с деталями небольшого габарита выгодно дооснастить станок автоматическим уловителем детали, который под управлением ЧПУ, эвакуирует готовое изделие за пределы станка.
Работа токарного центра особенно в режимах тяжелого резания сопряжена с большим расходом СОЖ (вынос со стружкой и переход в парообразное состояние). Чтобы продлить срок ее службы и поддерживать качество, устанавливают сепаратор масла в СОЖ. Он собирает избытки масла, сохраняя рекомендованный состав и снижая скорость размножения бактерий и, как следствие, появления неприятного запаха в цеху.
Он собирает избытки масла, сохраняя рекомендованный состав и снижая скорость размножения бактерий и, как следствие, появления неприятного запаха в цеху.
Система вытяжки масляного тумана предназначена для организации безопасных условий труда в цеху. Входящие в состав СОЖ масляные компоненты и их эмульсии склонны в процессе обработки образовывать масляный туман, который часто становится причиной профессиональных заболеваний персонала. К тому же принудительное и эффективное удаление вредных веществ позволяет сократить простой станка, связанный с естественным рассеиванием паров, повышая тем самым производительность и исключая загрязнения как компонентов станка масляной пленкой, так и других поверхностей цеха.
Современные контактные измерительные системы для токарных обрабатывающих центров могут значительно сократить время наладки инструмента. Изделия от таких мировых брендов как Renishaw и Hexagon позволяют полностью автоматизировать процесс измерения инструмента, ввода поправок его размера и нахождения поломок. Это позволяет исключить ошибки, связанные с человеческим фактором, снизить процент брака и своевременно заменять сломанный и изношенный инструмент.
Это позволяет исключить ошибки, связанные с человеческим фактором, снизить процент брака и своевременно заменять сломанный и изношенный инструмент.
В случае отсутствия опыта в подборе необходимого инструмента логично сразу со станком заказать режущий инструмент и оснастку под свою деталь. Также технический специалист предприятия изготовителя или его непосредственного представителя сможет разработать технологию изготовления детали.
ШАГ 4. ВЫБОР ПОСТАВЩИКА
Теперь вы практически решили, какую конфигурацию токарного центра приобрести. Остается сделать последний, порой самый ответственный шаг – выбрать поставщика. На сегодняшний день большинству покупателей нужны гибкий подход, оптимальное ценовое предложение и гарантии. Этим требованиям всегда удовлетворят станкостроительные предприятия с положительной историей либо их крупные дистрибьюторы.
Безусловно, любая покупка должна быть удобной покупателю. Непосредственный производитель всегда может предложить гибкую ценовую политику, подразумевающую скидки как за покупку нескольких единиц оборудования, так и за многолетнее партнерство; станки из наличия или оптимальные сроки изготовления; подходящие условия доставки и технические консультации на этапе подбора.
Делая большие капиталовложения, каждый должен убедиться в добросовестности продавца. Надежному производителю нечего скрывать — история предприятия, отчеты о реализованных ранее проектах и отзывы должны быть в свободном доступе, что позволяет сформировать представления о поставщике. Но убедится во всем всегда лучше лично: лучше посетить предприятие и познакомится с производством или посетить шоу-рум. Также, если есть возможность, можно посмотреть в работе раннее купленное оборудование и оценить его в деле.
По мере усложнения оборудования набирает значение и техническое сопровождение. В приоритете компании, предоставляющие своевременное обеспечение пуско-наладочных работ на территории заказчика, независимо от региона его нахождения, оперативное качественное гарантийное и постгарантийное сервисное обслуживание и ремонт. Особое внимание стоит уделить обучению персонала на местах. Грамотный базовый курс должен включать демонстрацию режимов работы, обучению работы с органами управления и управляющей программой, обучение первичной диагностике и алгоритмам выхода из аварийных ситуаций.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Токарно-револьверные станки — как выбрать?
01.09.2020
Просмотров: 575
Токарно-револьверный станок отличается от универсального наличием дополнительного многопозиционного держателя инструмента – поворотного барабана, который называется револьверной головкой.
Благодаря этой дополнительной части, на станке можно выполнять работы одновременно несколькими инструментами с одной заготовкой.
Токарные станки по металлу
Промышленные станки. Классификация
04.09.2020
Просмотров: 621
Промышленные станки – оборудование для обработки металла, дерева, ткани, стекла, полимеров, камня.
Устройства могут отличаться не только функционалом и видом выполняемых работ, но и качеством, долговечностью, способностью к длительной непрерывной работе.
 Станки предназначены для работы в мастерских или на небольшом предприятии.
Станки предназначены для работы в мастерских или на небольшом предприятии.Токарные станки по металлу
Топ 7 токарно-карусельных станков по металлу
08.09.2020
Просмотров: 454
Топ 7 токарно-карусельных станков по металлу. Сравнение по производителям и основным характеристикам.
Токарные станки по металлу
Новый многофункциональный токарный обрабатывающий центр «Саста» НТ500
+7 499 938-56-56
Москва
+7 8452 33-80-34
Саратов
+7 343 247-35-56
Екатеринбург
+7 843 233-40-50
Казань
+7 863 322-67-56
Ростов на Дону
+7 3532 48-65-99
Оренбург
Звонок по России бесплатно
8-800-700-29-55
Многофункциональный токарный обрабатывающий центр НТ500 является новейшей разработкой станкозавода «Саста». Данная модель отличается современным дизайном, высокой динамикой и точностью и ориентирована, прежде всего, на токарно-фрезерную обработку деталей сложного профиля.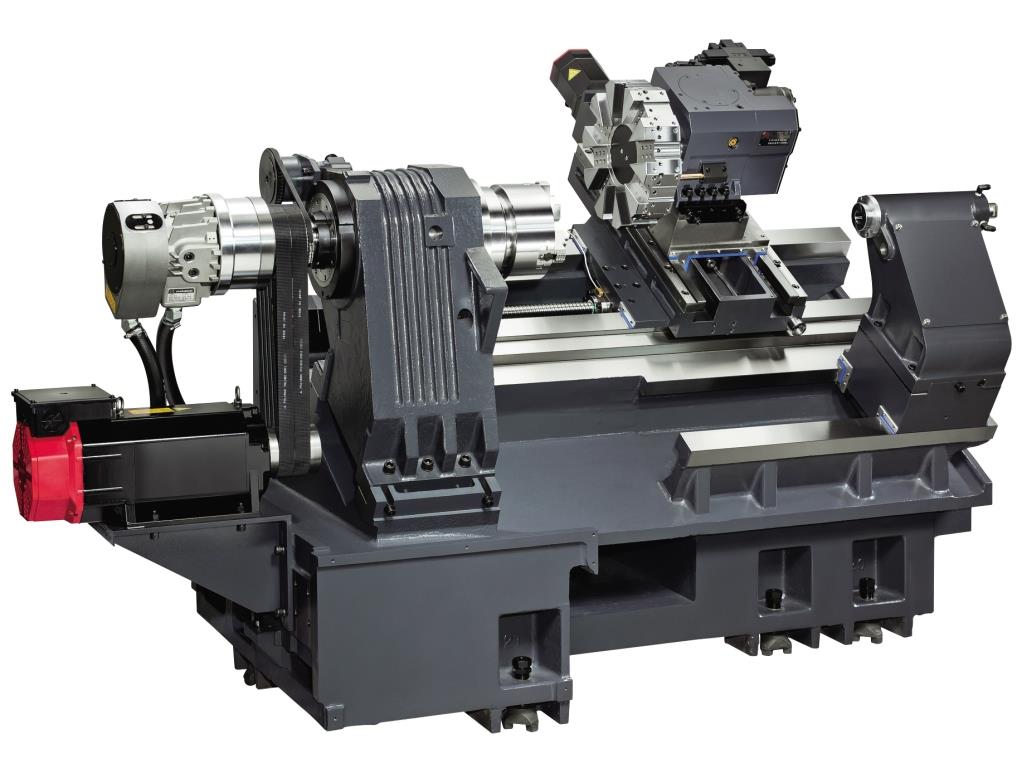
Диаметр устанавливаемой заготовки над станиной составляет 700 мм. Диаметр обработки над суппортом — 600 мм. Расстояние между центрами — до трех метров.
Динамические возможности модели определяются частотой вращения шпинделя — до 5000 об/мин и скоростью быстрых перемещений по осям — до 24 м/мин.
Мощность привода вращения инструмента и частота вращения инструмента в зависимости от исполнения достигает 5,5 киловатт и 4000 оборотов в минуту соответственно.
Станки исполнением Ф4 от Ф3 отличаются наличием приводного инструмента и осью Y с ходом 110 мм.
Для реализации комплексной обработки заготовки за один установ имеется исполнение центра с противошпинделем и управляемыми гидролюнетами.
В основе модели лежит цельнолитая наклонная, под 45 градусов, чугунная станина, оптимизированная методом конечных элементов.
Концепцию надежного и точного станка дополняют первоклассные комплектующие, а именно: беззазорный планетарный редуктор и 12ти-позиционная револьверная голова фирма Baruffaldi, производства Италии; прецизионные роликовые направляющие качения фирмы Schneeberger, производства Германии; ШВП Bosh-Rexrot, производства Германии; и подшипника качения NSK, производства Японии.
Станки комплектуются системами ЧПУ производства Fanuc и Siemens и широким 15ти дюймовым экраном.
Многофункциональные токарные центра «Саста» серии НТ500, благодаря своей универсальности и гибкости, идеально подходят для применения в различных индустриальных секторах, в особенности для авиакосмической промышленности, в автомобильной и приборостроительной промышленности.
- 2022
- 21 марта 2022Экспорт молотов МА4129 в Турцию
- 2021
- 18 ноября 2021Пресс гидравлический ДГ2436
- 24 сентября 2021С днем машиностроителя!
- 24 августа 2021Трубогиб ИВ3432П
- 10 августа 2021Машина листогибочная ИБ 2224
- 16 июня 2021Новая отгрузка на Машиностроительном Предприятии «ПромСтройМаш»
- 24 мая 2021Освоение станка сверлильного 2С125МП в серийное производство
- 21 мая 2021Зубофрезерные станки модели 53А11 для изготовления тяговой шестерни
- 20 мая 2021Каким образом можно увеличить производительность плазменной резки имея станок 2х6?
- 14 мая 2021Компания «Бетар» из Татарстана наладила производство многофункциональных станков
- 12 мая 2021Токарно-карусельный станок 1л532
- 11 мая 2021Алапаевский станкостроительный завод (Свердловская обл.
 ) выпустил новый станок
) выпустил новый станок - 07 мая 2021Закончены испытания нового типа станка
- 05 мая 2021Реорганизация «Российского научно-технического центра информации по стандартизации, метрологии и оценке соответствия»
- 04 мая 2021НПО «Высокоточные комплексы» линейка обрабатывающих центров с ЧПУ «Олимп»
- 28 апреля 2021«Северсталь» завершила строительство инновационной дуговой сталеплавильной печи
- 26 апреля 2021Заказчику передан токарный станок с ЧПУ РТ817Ф3-5
- 21 апреля 2021Высокотехнологичные обрабатывающие центры СТАН готовы к сдаче
- 19 апреля 2021Уральская Сталь наращивает объёмы производства
- 16 апреля 2021Все к станкам: российская промышленность снова оживает
- 14 апреля 2021В Белгородской области открыт цех производства металлоконструкций
- 12 апреля 2021В Башкирии в технопарках Уфы запущены новые производства
- 07 апреля 2021СТАНЭКСИМ разработал зубошлифовальный комплекс с функциями станка и измерительной машины
- 05 апреля 2021Листогибочный пресс СТАН готов к отгрузке заказчику
- 02 апреля 2021Машиностроительная компания «ВСТЕК» запустила в серию первый в мире автоматический фрезер импостов
- 31 марта 2021ТМК отгрузила новую высокотехнологичную продукцию в страны ЕС
- 29 марта 2021В Краснодаре собрали первый станок для предприятия из Евросоюза
- 26 марта 2021Портальные обрабатывающие центры СТАН готовы к сдаче
- 24 марта 2021СТАНЭКСИМ выпускает станок с одним план-суппортом для обработки СДТ
- 22 марта 2021Гильотинные ножницы НА3222.
 02
02 - 19 марта 2021Сдан очередной тяжелый токарный станок РТ117-8 для компании из Египта
- 15 марта 2021В Екатеринбурге запущено серийное производство токарных станков с ЧПУ Genos L
- 12 марта 2021«Швабе» изготовил интерференционную пластину для станкостроения
- 10 марта 2021На Астраханском станкостроительном заводе разработан новый уникальный токарно-фрезерный центр
- 09 марта 2021Компания СТАНЭКСИМ представила новый зубошлифовальный станок
- 05 марта 2021Российская компания «Умные станки» представила новый обрабатывающий центр
- 03 марта 2021Много-Шпиндельные фрезерные станки с ЧПУ как основа автоматических линий производства
- 01 марта 2021На Навлинском предприятии Брянской области «Промсвязь» открыто производство двигателей
- 26 февраля 2021Надеждинский металлургический завод 125-лет
- 24 февраля 2021Концерн «Автоматика» начал поставлять в учебные заведения Пензы гравировально-фрезерные станки
- 19 февраля 2021СИТЕК РУС завершил модернизацию протяжного станка МП1-945
- 17 февраля 2021Токарно-карусельный станок 1525Ф1 для РУСЭЛПРОМ
- 15 февраля 2021Краснодарский ЮЗТС выпустил новый станок для сибирского сталелитейного предприятия
- 12 февраля 2021Новая линейка шлифовального оборудования спроектирована специалистами «Станэксим»
- 10 февраля 2021Новый электромеханический горизонтальный протяжной станок фирмы «СИТЕК»
- 08 февраля 2021Компанией СТАНЭКСИМ выпущен новый заточной станок SMG350HF2
- 05 февраля 2021ЦНИИТМАШ разработал и передал заказчику уникальный исследовательский высокотемпературный 3D-принтер
- 02 февраля 2021Завод «Уралмаш — Горное оборудование» впервые изготовил миксер для металлургов
- 29 января 2021Гильотинные ножницы НА3222 «ПромСтройМаш»
- 27 января 2021Новая жизнь.
 Токарно-карусельный станок 1Л532
Токарно-карусельный станок 1Л532 - 25 января 2021ЦС «Звёздочка» начал опытную эксплуатацию отечественной установки прямого лазерного выращивания
- 22 января 2021Новый станок для обработки протяжек появился в линейке оборудования «Станэксим»
- 20 января 2021В России создан лазерный обрабатывающий станок для повышения износостойкости оборудования
- 18 января 2021Сдан специальный токарный станок для ремонта колёсных пар
- 15 января 2021На Алтае налажено производство мини-токарных станков с ЧПУ
- 13 января 2021СТАН поставил высокотехнологичные обрабатывающие центры на машиностроительное предприятие
- 11 января 2021Открыто первое в России 3D-производство, основанное на отечественных технологиях и оборудовании
- 2020
- 30 декабря 2020С новым годом!
- 28 декабря 2020Демиховский машиностроительный завод ввел в эксплуатацию новые станки
- 25 декабря 2020«Красный котельщик» продолжает внедрять новые технологии в производство
- 23 декабря 2020Токарный станок (РТ817-5) из Рязани отправляется в Мексику
- 21 декабря 2020«КАМАЗ» закупает современные станки
- 18 декабря 2020В Челябинске открыт новый металлургический завод компании «Современные кузнечные технологии»
- 16 декабря 2020Краснодарский ЮЗТС изготовил новые станки крупным госкорпорациям
- 14 декабря 2020Модернизация кузнечно-прессового производства ПО «Стрела»
- 11 декабря 2020Российский шлифовально-заточной станок с ЧПУ RIT-Machine RM-502
- 10 декабря 2020ПЗМЦ поставил производителю авиадвигателей токарные станки
- 07 декабря 2020Тверской станкостроительный завод.
 Новый цех
Новый цех - 02 декабря 2020Парк оборудования «ШААЗа» пополнился новыми отечественными станками
- 30 ноября 2020Ножницы гильотинные НА3225 произведенные Машиностроительным Предприятием «ПромСтройМаш»
- 27 ноября 2020Северсталь поставила штрипсовую сталь одной из самых высоких категорий прочности
- 25 ноября 2020Новые технологии в машиностроении
- 23 ноября 2020В Нижегородской области на заводе «Русполимет» запущена новая печь вакуумно-дугового переплава
- 20 ноября 2020Эксперты в области развития машиностроения и станкостроения оценили перспективы применения цифровых технологий
- 18 ноября 2020Лазерная или плазменная резка металла — что лучше?
- 16 ноября 2020Михаил Мишустин утвердил Стратегию развития станкоинструментальной промышленности
- 13 ноября 2020Петрозаводскмаш модернизирует токарное оборудование
- 11 ноября 2020Модернизированный вертикально-фрезерный станок 65А60
- 09 ноября 2020Краснодарский ЮЗТС выиграл тендер на изготовление оборудования для авиакосмической отрасли
- 06 ноября 2020Для предприятия из Казахстана изготовлен новый тяжёлый токарный станок РТС317 РМЦ-3 метра (РТ317-3)
- 04 ноября 2020Зубофрезерные станки модели 53А11 для изготовления тяговой шестерни
- 02 ноября 2020Машина листогибочная трехвалковая ИБ2216
- 28 октября 2020ЗСМК ввёл в промышленную эксплуатацию конвертер, произведенный на Уралмаше
- 26 октября 2020Система мониторинга оборудования с элементами искусственного интеллекта запущена на Кировском заводе
- 23 октября 2020Пресс гидравлический П6328Б
- 21 октября 2020О ЧПУ (Числовом программном управлении)
- 19 октября 2020На Златоустовском металлургическом заводе освоен новый вид продукции
- 16 октября 2020Горн кузнечный ГК-923МП производства Машиностроительного Предприятия «ПромСтройМаш»
- 14 октября 2020В Кировской области при ВГУ открыт новый Центр лазерных технологий
- 12 октября 2020Челябинский кузнечно-прессовый завод запустил производство колец подшипников
- 09 октября 2020На Брянском машиностроительном заводе заработала новая линия гальванической обработки деталей
- 09 октября 2020Молот МА4139А производства Машиностроительного Предприятия «ПромСтройМаш»
- 07 октября 2020«Алтайский геофизический завод» разработал токарный станок с ЧПУ собственного производства
- 05 октября 2020Компания «Микронинтер Сибирь» разработала инновационное оборудование очистки масел
- 02 октября 2020Кубанские станки для Сибирских заводов
- 30 сентября 2020Проект «Таймень» — 3D-печать сверхпрочных металлических изделий
- 28 сентября 2020Компания «Мотовилихинские заводы» начала производство высокопрочной немагнитной стали
- 25 сентября 2020С Днем Машиностроителя!
- 24 сентября 2020Краснодарский ЮЗТС выиграл крупный госконтракт на поставку обрабатывающего центра
- 21 сентября 2020В Туле на заводе систем ПВО «Щегловский вал» открыты новый механосборочный цех и учебный корпус
- 17 сентября 2020Завод «Авангард» из Смоленской области закупил станки и реконструировал цеха
- 16 сентября 2020В Ульяновской области начал работу «Димитровградский арматурный завод»
- 14 сентября 2020Заказчику передан лоботокарный станок с ЧПУ РТ817Ф3 РМЦ-1,5 метра
- 11 сентября 2020ПО «Старт» и Средневолжский станкостроительный завод выполнили госконтракт в области станкостроения
- 09 сентября 2020На кубанском ЮЗТС изготовили два новых станка для заводов Урала и Сибири
- 07 сентября 2020Подписано соглашение о строительстве завода по производству фрезерных обрабатывающих центров
- 04 сентября 2020От «Кубаноль» до ЮЗТС: преемник завода Седина отметил 109-летие изготовлением 4-х станков
- 02 сентября 2020В НГТУ НЭТИ представили усовершенствованную версию первого российского станка плейсера
- 31 августа 2020Тяжелый зубофрезерный станок 5А342П
- 28 августа 2020В России создан первый гибридный комплекс для авиастроения с 3D-печатью
- 26 августа 2020«Калашников» представил первый в России гибридный станок IZH H600
- 24 августа 2020Гильотинные ножницы НА 3223
- 21 августа 2020МЕТАЛЛУРГИ ОТКРЫЛИ В ОРСКЕ КОНСТРУКТОРСКОЕ БЮРО
- 19 августа 2020Мишустин утвердил правила субсидирования производителей станкоинструментальной продукции
- 17 августа 2020Серовский механический завод обновил станочный парк
- 14 августа 2020УЗТМ расширяет возможности металлургического производства в Орске
- 12 августа 2020Златоустовский металлургический завод продолжает пополнять кованый сортамент
- 10 августа 2020ММК-МЕТИЗ: освоено производство уникальной сварочной проволоки
- 06 августа 2020БМК ввел в строй новое уникальное испытательное оборудование отечественного производства
- 05 августа 2020Тверской станкостроительный завод запускает новые цеха
- 03 августа 2020На ЕВРАЗ НТМК в Свердловской области после модернизации введена в работу доменная печь № 6
- 31 июля 2020Резка арматуры
- 29 июля 2020«СтанкоМашСтрой» запустил производство новой линейки высокотехнологичных станков
- 27 июля 2020В Алтайском крае открыто новое литейное производство
- 22 июля 2020Златоустовский металлургический завод освоил выпуск новой продукции для российского рынка
- 20 июля 2020Компания СТАНЭКСИМ представила новый зубошлифовальный станок
- 16 июля 2020На Синарском трубном заводе внедрено новое оборудование для шлифовки труб
- 15 июля 2020Стали для горного оборудования
- 14 июля 2020На Петрозаводскмаше запущен первый мобильный токарный станок
- 13 июля 2020Работаем, изготавливаем станки, но и не забываем о комфортной среде
- 10 июля 2020Гидроабразивная резка
- 08 июля 2020Машина листогибочная трехвалковая ИБ 2213
- 30 июня 2020Постройка пресса ДА2235С
- 29 июня 2020Токарный станок РТ317 РМЦ-3000 (РТС317-3)
- 26 июня 2020Немного о станкостроении
- 25 июня 2020Переданы 2 токарных станка с ЧПУ 16Р40Ф3 РМЦ 5 метров
- 24 июня 2020Эксплуатация пресс ножниц
- 23 июня 2020Производство и его типы
- 22 июня 2020Токарные станки ПРОТОН Т500/1000 для производителя авиадвигателей
- 19 июня 2020Виды станков
- 18 июня 2020Из чего же сделаны подшипники? Классические и инновационные материалы
- 17 июня 2020СА1350Ф4 новый многофункциональный токарный обрабатывающий центр
- 16 июня 2020Токарное дело: понятие о процессе образования стружки
- 15 июня 2020Мотор-редукторы в машиностроении: как выбрать?
- 10 июня 2020Новая модель фрезерного центра ФС160МФ4 и токарный станок ТС1640Ф3
- 09 июня 2020Особенности обработки деталей на станках с программным числовым управлением (ЧПУ)
- 08 июня 2020Хонинговальные станки для получения очень точных отверстий
- 05 июня 2020Выпуск трубообрабатывающего оборудования
- 04 июня 2020Пусконаладка станков.
 Общие сведения.
Общие сведения. - 03 июня 2020Как выбрать сверлильный станок?
- 02 июня 2020Различные методы программирования станков с ЧПУ
- 01 июня 2020На Атоммаше впервые за 40 лет запущен фрезерно-расточной станок-гигант
- 29 мая 2020Новый многофункциональный токарный обрабатывающий центр «Саста» НТ500
- 28 мая 2020Лазер и как это работает
- 27 мая 2020Российское станкостроение
- 26 мая 2020В Краснодаре на заводе имени Седина запустили в производство 19 станков
- 25 мая 2020Специалисты ПО «Стрела» разработали технологию штамповки деталей из титановых сплавов
- 22 мая 2020Сверхтвёрдые материалы
- 21 мая 2020ГК «Римера» разработала новые станки-качалки увеличенной мощности
- 19 мая 2020На ПО «Стрела» разработали новую технологию соединения титана с нержавеющей сталью
- 18 мая 2020Новым станкам — новый режущий инструмент
- 27 апреля 2020Инженерный центр «Униматик» на выставке «Московский международный салон образования»
- 22 апреля 2020На прессово-рамный завод КАМАЗа поступили гибочные станки с ЧПУ
- 16 апреля 2020С начала апреля краснодарский ЮЗТС изготовил три станка для регионов России
О ЗАВОДЕ
- СТАНОВЛЕНИЕ
- СЕРТИФИКАТЫ
- КАЧЕСТВО
- РАЗВИТИЕ
УСЛУГИ
- ОБУЧЕНИЕ
- ТЕНДЕРЫ
- РЕМОНТ
- TRADE-IN
ОПЛАТА
- ЛИЗИНГ
- РЕКВИЗИТЫ
- ОПЛАТА
- АКЦИИ
ПРОДУКЦИЯ
- КАТАЛОГ
- СТАНКИ
- СКЛАД
- КПО
КОНТАКТЫ
- ИНФОРМАЦИЯ
- ПОСТАВЩИКИ
- ФИЛИАЛЫ
- ДИЛЕРЫ
460000 г.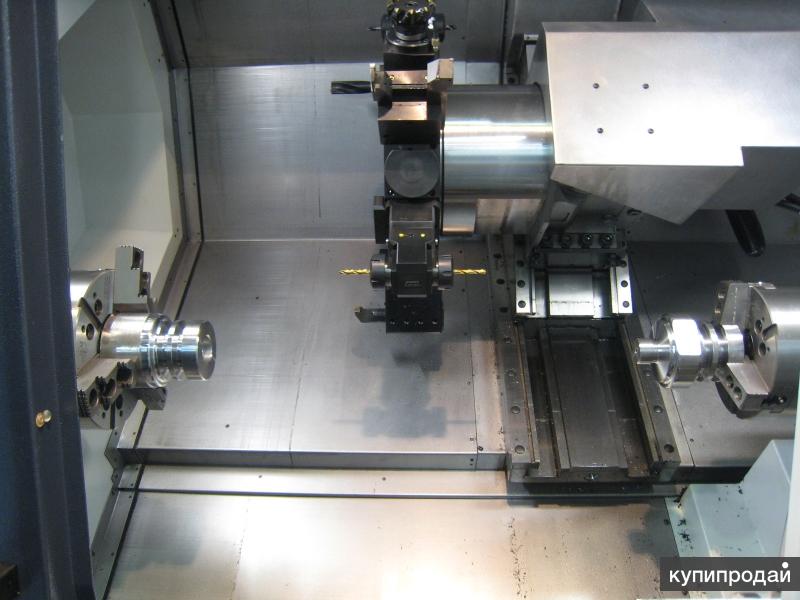 Оренбург
Оренбург
ул. Терешковой, д.287А
+7 3532 48-65-99
Copyright © 2020 ПромСтройМаш
115088 г. Москва
2я ул.Машиностроения,17/1
эт.2,пом.1,ком.68,оф,1
+7 499 938-56-56
Copyright © 2022 ПромСтройМаш
Данный интернет сайт носит исключительно информационный характер и вся информация на нем не является публичной офертой, определяемой положениями статьи 437 (2) Гражданского кодекса Российской Федерации. Внешний вид и цвет поставляемого оборудования может незначительно отличатся от представленного на фотографиях
Обрабатывающий центр
или токарный центр? Сравнение и введение
Сегодня токарные и обрабатывающие центры совместно выполняют большинство задач по производству высокоточных компонентов. Они оба могут выполнять сложные 3D-дизайны на заготовках и обеспечивать превосходную чистоту поверхности изготовленных деталей. Нельзя отрицать, что без этих станков невозможно строительство большинства оборудования в определенных областях, таких как аэрокосмическая промышленность, медицинская промышленность, автомобилестроение, военная промышленность и т. д.
д.
Станки в современной обрабатывающей промышленности
По мере развития технологий тяжелое машиностроение в различных отраслях промышленности в определенной степени эволюционировало, что привело к увеличению спроса на высокоточные компоненты с малыми допусками. Чтобы удовлетворить такой спрос, должно повышаться и качество процесса обработки, а это означает необходимость вкладывать больше ресурсов в разработку высокоточных станков. В настоящее время наиболее часто используемыми станками являются токарные станки и обрабатывающие центры.
Токарный центр или обрабатывающий центр
Сегодня токарные и обрабатывающие центры совместно выполняют большинство задач по производству высокоточных компонентов. Они оба могут выполнять сложные 3D-дизайны на заготовках и обеспечивать превосходную чистоту поверхности изготовленных деталей. Нельзя отрицать, что без этих станков невозможно строительство большинства оборудования в определенных областях, таких как аэрокосмическая промышленность, медицинская промышленность, автомобилестроение, военная промышленность и т. д.
д.
Хотя токарный центр и обрабатывающий центр обычно называют взаимозаменяемыми, каждый из них имеет свои достоинства, которые отличают их друг от друга. Так чем же они отличаются? В следующих разделах мы ответим на этот вопрос с точки зрения конфигурации, принципа работы, плюсов и минусов и применения этих двух машин. Тем не менее, мы будем уделять больше внимания токарным центрам. А теперь давайте не будем больше колебаться и сразу же погрузимся в этот чудесный мир машин!
Что такое токарный центр?
Токарный станок также известен как токарный станок с ЧПУ или токарный станок с ЧПУ. Вообще говоря, этот тип станка имеет базовую структуру, идентичную обычному токарному станку. Изначально они были предназначены для обработки цилиндрических деталей; тем не менее, с помощью электроинструментов, таких как револьверные головки и вторичные шпиндели, им предоставляется возможность обрабатывать детали практически любой формы, если ось объекта симметрична.
Токарный центр и обрабатывающий центр — принцип работы
По сути, токарный станок с ЧПУ обрабатывает заготовку, удаляя ненужные части с ее поверхности. При этом машина создает на детали контуры, кривые, профили и трехмерные формы. Одно из основных различий между токарным станком и обрабатывающим центром заключается в том, как они режут заготовки. Токарный станок вращает (точит) заготовку на высоких скоростях и режет ее, продвигая неподвижный режущий инструмент по ее поверхности. Напротив, обрабатывающий центр обычно режет деталь, продвигая вращающийся режущий инструмент в зажатую деталь.
При этом машина создает на детали контуры, кривые, профили и трехмерные формы. Одно из основных различий между токарным станком и обрабатывающим центром заключается в том, как они режут заготовки. Токарный станок вращает (точит) заготовку на высоких скоростях и режет ее, продвигая неподвижный режущий инструмент по ее поверхности. Напротив, обрабатывающий центр обычно режет деталь, продвигая вращающийся режущий инструмент в зажатую деталь.
Однако, учитывая, что эти станки очень продвинуты, а комплекты вспомогательных электроинструментов оборудуют станок все большими и большими возможностями обработки, токарный центр может выполнять не только токарную обработку, но и фрезерование, шлифование, накатку и многое другое. То же самое и с обрабатывающим центром; современный обрабатывающий центр с ЧПУ может выполнять фрезерование, сверление, токарную обработку и т. д. за один цикл. Лучший способ отличить токарный центр от обрабатывающего центра, вероятно, заключается в процессе обработки, поскольку токарная обработка является основной мерой для токарного станка при резке заготовок..jpg)
:: Подробнее: Токарно-фрезерный станок с ЧПУ позволяет выполнять токарную обработку под любым углом!
Токарный центр по сравнению с обрабатывающим центром – конфигурация
Обычный токарный станок имеет горизонтальную конфигурацию. Он имеет шпиндель, а также заготовку, расположенную параллельно полу. Шпиндель установлен на передней бабке лицом к задней бабке, расположенной на другом конце рабочего стола. С другой стороны, обрабатывающий центр, как правило, имеет вертикальный стиль. Он имеет систему удержания заготовки, установленную на основании станка, и режущий инструмент, нависающий над рабочим столом для обработки заготовки сверху.
Опять же, эти современные станки с ЧПУ обычно имеют возможность многоосевой обработки, что позволяет им резать заготовку под разными углами и в разных направлениях. Чтобы объединить все функции в одном станке, стиль токарного и обрабатывающего центра превратился в камеру, похожую на кабину, где находятся все электроинструменты. Поскольку токарный центр повторяет базовую конструкцию токарного станка, станок может быть немного больше по длине по сравнению с обрабатывающим центром.
Поскольку токарный центр повторяет базовую конструкцию токарного станка, станок может быть немного больше по длине по сравнению с обрабатывающим центром.
Токарный центр Плюсы и минусы
Токарный станок с ЧПУ может выполнять запрограммированные операции фрезерования и токарной обработки. Этот тип станка представляет собой сложный запрограммированный токарный инструмент, который может выполнять ряд сложных задач по резанию и сокращать время цикла в относительно более низком ценовом диапазоне. Как упоминалось ранее, токарный центр обычно имеет базовую конструкцию, аналогичную обычному токарному станку. Тип заготовки, которую он может обрабатывать, более ограничен. Обрабатывающий центр может обрабатывать не только симметричные объекты, но и объекты более сложной формы.
Вспомогательные принадлежности Сделайте токарный центр мощным
Благодаря мощной револьверной головке токарный центр с ЧПУ может не только выполнять токарную обработку, но и выполнять фрезерные и многозадачные задачи обработки, которые ранее можно было выполнять только на обрабатывающем центре. На заводе по сборке токарных станков многие револьверные головки приводятся в действие одним двигателем с функцией сервопривода, что может обеспечить наилучшие результаты резки и снизить энергопотребление. В то же время они также могут обеспечить высокую жесткость заготовки и идеальную режущую способность.
На заводе по сборке токарных станков многие револьверные головки приводятся в действие одним двигателем с функцией сервопривода, что может обеспечить наилучшие результаты резки и снизить энергопотребление. В то же время они также могут обеспечить высокую жесткость заготовки и идеальную режущую способность.
Помимо револьверных головок, инструментальные магазины и автоматические устройства смены инструмента также являются самыми продаваемыми продуктами тайваньских поставщиков принадлежностей для станков, поскольку их рентабельность выше, чем у мировых конкурентов. Фактически, тайваньский инструментальный магазин и система ATC предоставляют клиентам оптимальное время от инструмента к инструменту в соответствии с запланированным временем производственного цикла и могут помочь производителям точно и неуклонно удовлетворять требования клиентов.
Поскольку сложные кривые и профили требуют множества требований к обработке, один режущий инструмент не может удовлетворить все виды требований к обработке. Динамическая револьверная головка и ее автоматический инструментальный механизм, установленный в корпусе револьверной головки, могут обеспечить дополнительную производительность токарной обработки во время процедуры обработки. Поскольку режущие инструменты, установленные на силовой револьверной головке, также могут вращаться с помощью серводвигателя, установленного внутри, производительность фрезерования этих электроинструментов не ниже, чем у традиционных обрабатывающих центров.
Динамическая револьверная головка и ее автоматический инструментальный механизм, установленный в корпусе револьверной головки, могут обеспечить дополнительную производительность токарной обработки во время процедуры обработки. Поскольку режущие инструменты, установленные на силовой револьверной головке, также могут вращаться с помощью серводвигателя, установленного внутри, производительность фрезерования этих электроинструментов не ниже, чем у традиционных обрабатывающих центров.
Выставка IMTS
IMTS собралась по всему миру Превращая производителей токарных станков в эту онлайн-платформу. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, не стесняйтесь обращаться к нам.
Быстрая ссылка на поставщиков
Токарный центр и обрабатывающий центр: сравнение
Токарные центры и обрабатывающие центры являются важными станками для современной обрабатывающей промышленности. Оба они способны справляться с тяжелыми задачами и выполнять требования к высокоточной обработке. Многим производителям кажется, что эти два типа станков в чем-то идентичны друг другу. Хотя у них есть несколько общих черт, токарные станки и обрабатывающие центры, безусловно, представляют собой два отдельных инструмента, предназначенных для решения разных задач.
Оба они способны справляться с тяжелыми задачами и выполнять требования к высокоточной обработке. Многим производителям кажется, что эти два типа станков в чем-то идентичны друг другу. Хотя у них есть несколько общих черт, токарные станки и обрабатывающие центры, безусловно, представляют собой два отдельных инструмента, предназначенных для решения разных задач.
Содержание
- 1. Что такое токарный центр
- 2. Зачем нужен QTC/ATC?
- 3. Инструментальная револьверная головка в качестве QTC/ATC токарного центра
- 4. Вертикальное и горизонтальное
- 5. Сравнение токарной и фрезерной обработки
Токарный центр также известен как токарный станок с ЧПУ. Это машина, которая вращает заготовку на валу, чтобы на ней можно было выполнить ряд процессов обработки. В отличие от обычных токарных полуавтоматов, токарные центры представляют собой более совершенный станок. Благодаря мощному вспомогательному оборудованию, такому как устройство быстрой смены инструмента (QTC), устройство автоматической смены инструмента (ATC), вспомогательный шпиндель, система ЧПУ и т. д., они способны выполнять различные операции механической обработки, такие как резка, накатка и шлифование, всего лишь назвать несколько.
д., они способны выполнять различные операции механической обработки, такие как резка, накатка и шлифование, всего лишь назвать несколько.
Как уже упоминалось, токарный станок представляет собой высокотехнологичный комплексный станок, способный выполнять несколько процессов. Каждый из процессов обработки требует определенного набора режущих инструментов, а процесс смены инструментов часто занимает много времени. Чтобы исправить эту ситуацию, необходима система, которая помогает станку быстрее менять инструменты и сокращать время простоя станка. Именно эта потребность привела к появлению системы быстрой смены инструмента, QTC и ATC.
Двумя основными типами систем быстрой смены инструмента, QTC/ATC, которые обычно работают с токарным или обрабатывающим центром, являются револьверная головка и инструментальный магазин. Оба они имеют конфигурацию круглой пластины с центром, соединенным с валом, который вращает пластину. Режущие инструменты установлены по периметру диска радиально или аксиально. При такой конфигурации смена инструмента становится простым поворотом фрезы в нужное положение для выполнения процесса. Чем больше диск, тем больше инструментов может использовать машина. Следовательно, тем больше задач он может выполнять.
При такой конфигурации смена инструмента становится простым поворотом фрезы в нужное положение для выполнения процесса. Чем больше диск, тем больше инструментов может использовать машина. Следовательно, тем больше задач он может выполнять.
Инструментальные револьверные головки токарных станков с ЧПУ, иногда называемые силовыми револьверными головками, необходимы для выполнения задач механической обработки. Большинство мощных револьверных головок приводятся в движение одним двигателем с функцией сервопривода, что обеспечивает наилучший эффект обработки и снижает потребление энергии. В то же время они также обеспечивают высокую жесткость заготовки и идеальную режущую способность в процессе токарной обработки с ЧПУ. Кроме того, инструментальный магазин и ATC также являются самыми продаваемыми продуктами тайваньских поставщиков принадлежностей для станков.
Тайваньский инструментальный магазин и система ATC предоставляют клиентам наилучший инструмент с учетом времени производственного цикла и могут помочь производителям выполнить требования их заказа. Как и другие фрезерные станки и обрабатывающие центры, токарные станки также могут быть оснащены электроинструментами и инструментальными магазинами, чтобы улучшить их функциональность и универсальность и предоставить пользователям более широкие возможности обработки. Держатель электроинструмента — это современный стандартный аксессуар для токарных станков с ЧПУ.
Как и другие фрезерные станки и обрабатывающие центры, токарные станки также могут быть оснащены электроинструментами и инструментальными магазинами, чтобы улучшить их функциональность и универсальность и предоставить пользователям более широкие возможности обработки. Держатель электроинструмента — это современный стандартный аксессуар для токарных станков с ЧПУ.
Являясь одним из наиболее важных аксессуаров для пользователей токарных станков с ЧПУ, тайваньские поставщики нацелились на этот бизнес и разработали множество типов приводных револьверных головок, чтобы удовлетворить потребности пользователей токарных станков по всему миру.
→ Подробнее: Объяснение двух основных категорий токарных станков. Горизонтальные и вертикальные
С обычной точки зрения токарных станков токарные станки с револьверными головками делятся на два основных типа в зависимости от способа зажима заготовки. Это вертикальные токарные центры и горизонтальные токарные центры. Для вертикального типа заготовка зажимается вертикально. Режущие инструменты установлены в одном направлении, а обработка может выполняться вертикально. Оба метода приемлемы для большинства задач обработки, но иногда, когда обработка становится сложной, важно направление.
Режущие инструменты установлены в одном направлении, а обработка может выполняться вертикально. Оба метода приемлемы для большинства задач обработки, но иногда, когда обработка становится сложной, важно направление.
По сравнению с горизонтальным методом, при вертикальном расположении зажимной эффект токарных станков с ЧПУ более прочный и фиксированный из-за эффекта силы тяжести. Производители вертикальных токарных станков обычно превращают вертикальные токарные станки в первоклассное производственное оборудование для пользователей в различных отраслях промышленности, требующих высокой точности, таких как автомобильная промышленность, аэрокосмическая промышленность, применение спортивного инвентаря и других областях с заготовками большего размера и другие предметы и материалы.
Что касается сравнения любых двух моделей станков в машиностроении, мы должны сначала понять применение как самую основную предпосылку, чтобы сравнение было значимым.
Иначе совершенно неуместно сравнивать скорость движения и радиус поворота экскаватора и гоночного автомобиля.
Для концентрических заготовок с ротационной обработкой процесс токарной обработки с ЧПУ будет более эффективным, а при поддержке револьверной головки профили могут быть превосходными.
В то же время, если заготовки не концентричны, а требования к обработке имеют разные требования к углу и фазе, фрезерные станки, такие как обрабатывающие центры и фрезерные станки, больше подходят для таких задач обработки.
Используя автоматическую систему смены инструмента с одним или несколькими вместе, магазин инструментов может даже быстрее резать заготовку. Для оператора на месте весь процесс может быть выполнен гладко, ему не нужно вручную изменять все детали, но компьютерная система ЧПУ может сделать все.
Короче говоря, каждый тип станка имеет свои преимущества, пользователь должен понимать, как выбирать между моделями станков на основе их требований к обработке.
IMTS собрались по всему миру Превращая производителей токарных станков в эту онлайн-платформу. Просмотрите и найдите вашего следующего поставщика вместе с нами.
Просмотрите и найдите вашего следующего поставщика вместе с нами.
Если у вас возникнут какие-либо трудности, пожалуйста, не стесняйтесь обращаться к нам.
Быстрая ссылка на поставщиков
В чем разница между токарным центром и обрабатывающим центром?
В чем разница между токарным и обрабатывающим центром?
Токарные центры выполняют операции с вращением шпинделя, в то время как обрабатывающий центр выполняет операции токарного типа.
Motor City Spindle Repair имеет большой опыт в ремонте шпинделя токарного центра, и мы уверены, что сможем отремонтировать ваш токарный шпиндель на любом станке. Мы восстанавливаем различные марки и модели высококачественных шпинделей, включая Mazak, DMG Mori Seiki, Okuma, Enshu, Fuji, MAG, Comau, Kessler, Weiss, GMN и многие другие. Наш опыт сосредоточен на восстановлении мотор-шпинделей для горизонтальных обрабатывающих центров, вертикальных обрабатывающих центров и токарных центров.
Мы можем предложить эти услуги в экстренных случаях в течение одного-трех дней и со стандартным временем выполнения от одной до двух недель.
Чтобы узнать больше, позвоните нам по телефону (734) 261-8600 или напишите нам по адресу [email protected].
Более 157 лет опыта работы в нашем шпиндельном цехе, обслуживающем крупнейшие корпорации США
Аэрокосмическая отрасль
Автомобильная промышленность
Сельское хозяйство
Станкостроение
и многие другие
24/7 Аварийно-Ремонтная Служба + Доставим.
Самый агрессивный в отрасли 1-3 недели для стандартного ремонта
Мы быстро запустим вашу машину.
Выделенный персонал доступен круглосуточно и без выходных, чтобы помочь вам в экстренном ремонте шпинделя.
Мы предлагаем доставку от двери до двери в рамках нашей аварийно-ремонтной службы.
Мы ремонтируем в зависимости от ваших потребностей.
Гарантированная экономия средств, так как у нас есть собственные возможности для механической обработки и шлифования
8 Технический персонал на полную ставку в нашем шпиндельном цехе
Отбалансировано, тестовый запуск и сертифицирован с полной гарантией на 1 год
Шпиндели проходят тестовый запуск на максимальных оборотах при выполнении анализа вибрации и температуры.
Подшипники проверяются на скорость и перемещение.
Все электрические компоненты тестируются, ремонтируются и при необходимости заменяются.
Динамическая и статическая балансировка шпинделей при максимальных оборотах.
Специалисты по ремонту ваших станков с моторным или ременным приводом:
Горизонтальные обрабатывающие центры
Вертикальные обрабатывающие центры
Токарные центры
Шлифовальные станки
Любые другие станки
Мы предлагаем следующие модификации шпинделя:
Продувка воздухом
Керамические подшипники
Новая конфигурация подшипников
Инкапсулированные обмотки вала двигателя
9000 Съемные шпонки
Мы специализируемся на ремонте серводвигателей Fanuc, в том числе:
серия i
серия DiS
серия ALPHA
серия BETA
серия ROBODRILL
OEM Types we specialize in:
Bryant Spindle Repair
Dmg Mori Spindle Repair
Doosan Spindle Repair
Enshu Spindle Repair
Ex-Cell-O Spindle Repair
Fanuc Cnc Spindle Repair
Felsomat Spindle Repair
GMN Spindle Repair
Ремонт шпинделя Grob Systems
Ремонт шпинделя Hardinge
Ремонт шпинделя Heller
Ремонт шпинделя Kessler
Ремонт шпинделя Kitamura
Ремонт шпинделя Mag
Ремонт шпинделя Mazak
Ремонт шпинделя Mitsubishi
Ремонт шпинделя Mitsui Seiki
Ремонт шпинделя Mori Seiki
Ремонт шпинделя Niigata
Ремонт шпинделя NSK
Ремонт шпинделя NTC
Ремонт шпинделя Okamoto
Ремонт шпинделя OKK
Ремонт шпинделя Okuma
Ремонт шпинделя Omlat
Ремонт шпинделя Pope07
Ремонт шпинделя Weiss
Ознакомьтесь с нашими блогами!
Общие обновления шпинделя ЧПУ
29 сентября 2022 г.

Выход из отпуска КТО?
26 сентября, 2022
Проблемы с устранением неисправностей.
В центре внимания сотрудников: Peter Seessle
23 августа 2022 г.
Больше блогов!
Больше блогов!
Выбрать месяц Сентябрь 2022 Август 2022 Июль 2022 Июнь 2022 Май 2022 Февраль 2022 Январь 2022 Декабрь 2021 Ноябрь 2021 Октябрь 2021 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 2 Февраль 2020 Сентябрь 2020 Июль 2020 Август 20202020Ноябрь 2019 г. октябрь 2019 г. июнь 2019 г. Апрель 2019 г. Март 2019 г. Сентябрь 2018 г. Август 2018 г., июль 2018 г., июнь 2018 г., май 2018 г., апрель 2018 года, март 2018 г., февраль 2018 г., январь 2018 г., декабрь 2017 г., ноябрь 2017 г., октябрь 2017 г., сентябрь 2017 г. август 2017 г., июль 2017 г., июнь 2017 г., май 2017 г. Апрель 2017 г. Март 2017 г. Февраль 2017 Январь 2017 г. Август 2016 г. Февраль 2016 г.
Чтобы узнать больше, позвоните нам по телефону (734) 261-8600 или напишите нам по адресу Sales@motorcityrepair. com.
com.
Более 157 лет опыта работы в нашем шпиндельном цехе, обслуживающем крупнейшие корпорации США
Авиакосмическая промышленность
Автомобилестроение
Сельское хозяйство
Станкостроение
и многие другие
Служба аварийного ремонта 24/7 + Доставка.
Самый агрессивный в отрасли 1-3 недели для стандартного ремонта
Мы быстро запустим вашу машину.
Выделенный персонал доступен круглосуточно и без выходных, чтобы помочь вам в экстренном ремонте шпинделя.
Мы предлагаем доставку от двери до двери в рамках нашей аварийно-ремонтной службы.
Мы ремонтируем в зависимости от ваших потребностей.
Гарантированная экономия затрат, так как у нас есть собственные возможности для механической обработки и шлифования
8 техников, работающих полный рабочий день, в нашем шпиндельном цехе
Отбалансировано, испытательный запуск и сертификация с полной гарантией на 1 год
Шпиндели проходят испытательный запуск при максимальной скорости вращения при выполнении анализа вибрации и температуры.
Подшипники проверяются на скорость и перемещение.
Все электрические компоненты тестируются, ремонтируются и при необходимости заменяются.
Динамическая и статическая балансировка шпинделей при максимальных оборотах.
Специалисты по ремонту ваших моторизованных или ременных станков:
Горизонтальные обрабатывающие центры
Вертикальные обрабатывающие центры
Токарные центры
Шлифовальные станки
Любые другие станки
Новая конфигурация подшипника
Инкапсуляция обмоток двигателя
Модернизация шпиндельного вала со съемными приводными шпонками
Мы специализируемся на ремонте серводвигателей Fanuc, включая:
Серия i
Серия DiS
Серия ALPHA
Серия BETA
Серия ROBODRILL
Посетите наши блоги!
Стандартные обновления шпинделя ЧПУ
29 сентября 2022 г.
Выключение на праздники КТО?
26 сентября 2022 г.

Проблемы с устранением неисправностей.0003
25 августа 2022 г.
В центре внимания сотрудников: Peter Seessle
23 августа 2022 г.
Больше блогов!
Больше блогов!
Выбрать месяц Сентябрь 2022 Август 2022 Июль 2022 Июнь 2022 Май 2022 Февраль 2022 Январь 2022 Декабрь 2021 Ноябрь 2021 Октябрь 2021 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 2 Февраль 2020 Сентябрь 2020 Июль 2020 Август 20202020Ноябрь 2019 г. октябрь 2019 г. июнь 2019 г. Апрель 2019 г. Март 2019 г. Сентябрь 2018 г. Август 2018 г., июль 2018 г., июнь 2018 г., май 2018 г., апрель 2018 года, март 2018 г., февраль 2018 г., январь 2018 г., декабрь 2017 г., ноябрь 2017 г., октябрь 2017 г., сентябрь 2017 г. август 2017 г., июль 2017 г., июнь 2017 г., май 2017 г. Апрель 2017 г. Март 2017 г. Февраль 2017 Январь 2017 г. Август 2016 г. Февраль 2016 г.
Услуги по ремонту высокоскоростных шлифовальных шпинделей
Услуги по ремонту шпинделей VMC
Услуги по ремонту шпинделей Mazak ремонтной бригадой Motor City
Ремонт шпинделя Mazak.
