Токарный револьверный станок: 1341 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Содержание
Основные функции токарно-револьверных станков
Одной из разновидностей токарно-винторезного станка является токарно-револьверный станок, главным отличием которого считается наличие нескольких инструментов для обработки металла, размещенных в одной головке револьверного типа, с возможностью их смены в процессе работы при помощи поворота головки вокруг своей оси.
Потребность в токарно-револьверных станках появилась с увеличением сложности и интенсивности токарной обработки металлических изделий.
Станок токарно-револьверный современного типа позволяет обрабатывать самые большие заготовки посредством последовательного воздействия на них различных инструментов.
Выделяют следующие виды таких устройств:
- малые с диаметром прута в шпинделе в пределах 25 мм и наибольшим возможным размером заготовки в патроне около 320 мм;
- средние, имеющие диаметр приточного отверстия до 80 мм и размер патрона – 500 мм;
- тяжелые, в которых соответствующие параметры составляют 160 мм и 800 мм.


Перед началом обработки необходимая деталь закрепляется и начинает вращаться на шпиндельной головке. Вместо задней бабки устанавливается револьверная головка, оснащенная различными обрабатывающими металл инструментами – режущими, фрезеровальными, сверлильными и другими, которые размещаются в определенной последовательности. При этом револьверным может быть и поперечный суппорт. Револьверная головка располагается горизонтально или вертикально. Инструменты для обработки сменяются во время поворота револьверной головки вокруг своей оси под определенным фиксированным углом. Это может выполняться, как автоматическим способом с помощью отвода суппорта от обрабатываемой детали, так и вручную оператором.
Последние версии токарно-револьверных станков могут выполнять ряд различных операций над заготовкой, придавая ей окончательный вид и автоматизируя процесс обработки. Кроме того, разработаны токарно-револьверные устройства с ЧПУ, позволяющие управлять работой станка при помощи компьютерных программ. Специальный процессор внутри таких агрегатов дает возможность предварительно настроить количество, очередность и необходимые параметры всех выполняемых операций, а также задать выбор подходящих инструментов.
Специальный процессор внутри таких агрегатов дает возможность предварительно настроить количество, очередность и необходимые параметры всех выполняемых операций, а также задать выбор подходящих инструментов.
Токарно-револьверный станок с ЧПУ включает в себя два составляющий компонента – систему число-программного управления и непосредственно металлообрабатывающее устройство. Для работы станка могут применяться три основных режима – ручной, полуавтоматический и автоматический.
Стоимость токарно-револьверного станка напрямую зависит от его технических возможностей и является довольно высокой. В настоящее время более эффективные токарные полуавтоматы и автоматы понемногу вытесняют токарно-револьверные устройства. По этой причине, сегодня можно приобрести либо станки после консервации, либо подержанные и бывшие в употреблении. В таком варианте цена станка будет определяться его состоянием и функциональностью.
«ПитерМаш» предлагает разнообразные модели токарно-револьверного станка, которые соответствуют самым современным требованиям. Чтобы приобрести станок, обратитесь к представителям нашей компании.
Чтобы приобрести станок, обратитесь к представителям нашей компании.
<< Назад в раздел
Станок токарно-револьверный 1341 — ЦЕЛИНГИДРОМАШ ТОО
Общие сведения, назначение, область применения
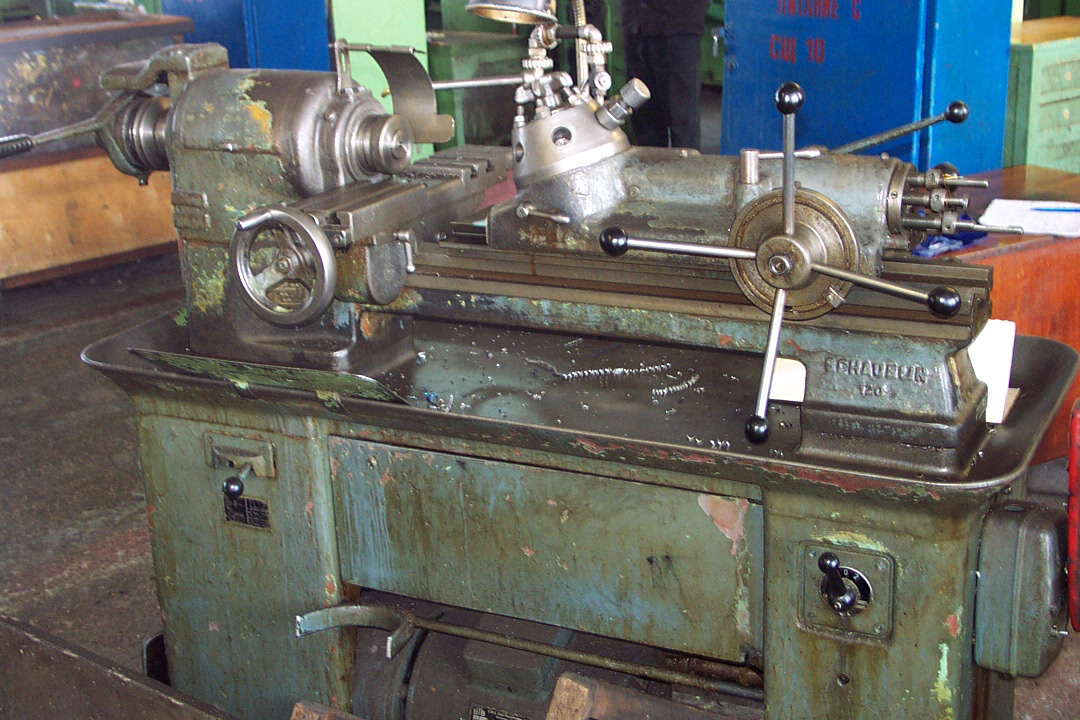
Станок токарно-револьверный универсальный 1341 с горизонтальной осью револьверной головки предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Станок токарно-револьверный 1341
Основные характеристики токарно-револьверного станка 1341
- Наибольший диаметр заготовки, обрабатываемой над станиной — Ø 400 мм;
- Наибольший диаметр точения заготовки над верхней частью суппорта — Ø 380 мм;
- Расстояние между центрами — нет;
- Число инструментов в револьверной головке — 16;
- Расстояние от торца шпинделя до револьверной головки — 32.
 .630 мм;
.630 мм; - Наибольшая длина подачи прутка — 150 мм;
- Мощность электродвигателя привода шпинделя — 5,5 кВт;
Шпиндель станка 1341 получает 8 скоростей вращения в прямом направлении (60..2000 об/мин) и 2 скорости в обратном направлении (100, 265) через переборные шестерни коробки скоростей. Для управления перебором служат 4 фрикционные муфты типа ЭМ-52, которые управляются автоматически кулачками командоаппарата или с пульта управления станка. Торможение шпинделя осуществляется одновременным включением электромагнитных муфт 1МС и 2МС. Реверсирование шинделя включается реверсированием электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Стандартный диаметр токарного трехкулачкового патрона по ГОСТ 2675—80 — Ø 200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 62 мм;
- Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 5;
- Пределы чисел прямых оборотов шпинделя в минуту (8 скоростей) — 60.
 .2000 об/мин;
.2000 об/мин; - Пределы чисел обратных оборотов шпинделя в минуту (2 скорости) — 100, 265 об/мин;
- Торможение шпинделя двумя фрикционными муфтами.
Коробка подач напрямую соединена с шпинделем без промежуточных шестерен гитары. На выходе коробки подач только ходовой вал, ходовой винт отсутствует, поэтому резьба на станке нарезается с помощью специального копировального устройства.
Механизм коробки подач дает возможность получить 16 ступеней продольных подач (10 из которых повторяются) 01..1,6 мм/об и 16 ступеней поперечных (круговых) подач (11 из которых повторяются) 0,03..0,48 мм/об.
Для управления перебором коробки подач служат 2 фрикционные муфты типа ЭМ-32, которые управляются автоматически кулачками командоаппарата или с пульта управления станка.
Принцип работы токарно-револьверного станка 1341
Заготовка с помощью приспособления крепится в шпинделе и совершает вращательное движение B1 со скоростью резания vрез.
Инструменты, заранее установленные в соответствующих приспособлениях, крепятся в гнёздах револьверной головки и последовательно вступают в работу при поворотах (индексациях) револьверной головки, совершая движения продольной Фs1(П2) или поперечной Фs2 (В2) подачи в соответствии с технологическим процессом обработки детали.
Размеры детали в продольном или поперечном направлении получаются автоматически благодаря тому, что величина пути перемещения каждого инструмента ограничивается заранее настроенным на размер обработки соответствующим этому инструменту упору. Настройка режимов резания, при которых работает тот или иной инструмент, осуществляется также автоматически за счёт того, что кулачки, расположенные на барабане командоаппарата, соответствующие каждой позиции револьверной головки, воздействуют на электрические переключатели, которые управляют включением соответствующих частот вращения шпинделя и скоростей подачи (электрические переключатели включают соответствующие комбинации электромагнитных муфт в коробке скоростей и коробке подач для получения заданных частот вращения шпинделя и скоростей продольных или поперечных подач).
Если деталь обрабатывалась из штучной заготовки, то после полной обработки её снимают со станка вручную, устанавливают новую заготовку, и цикл обработки повторяется.
Если в качестве заготовки используется пруток, то после полной обработки деталь отрезают, револьверную головку поворачивают в начальную позицию (в гнезде револьверной головки установлен упор для заготовки) и перемещают револьверный суппорт к шпиндельной бабке до упора. На пульте управления станка переключателем включают механизм зажима и подачи прутка. Пруток автоматически подаётся до упора и зажимается. Далее цикл обработки повторяется.
Особенности конструкции токарно-револьверного станка 1341
Токарно-револьверный станок имеет 16-позиционную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент при помощи специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода числа оборотов шпинделя и величин подач устанавливаются автоматически легко переналаживаемым командоаппаратом, управляющим электромагнитными муфтами коробок скоростей и подач, либо вручную переключателями, расположенными на пульте коробки скоростей и подач.
Вал револьверной головки и жестко сидящий на нем барабан командоаппарата имеют одинаковое число позиций. На каждой позиции барабана установлены два кулачка, управляющие электромагнитными муфтами: один — коробки скоростей, другой — коробки подач.
Коробка скоростей имеет четыре многодисковые электромагнитные муфты типа ЭТМ-122, при помощи которых включается одно из четырех чисел оборотов шпинделя, в каждой из двух позиций. Коробка подач имеет две электромагнитные муфты типа ЭТМ-092, две обгонные муфты и двухвенцовый передвижной зубчатый блок, который обеспечивает получение двух диапазонов подач с четырьмя автоматически переключаемыми подачами в каждом из двух диапазонов. Для включения круговой подачи револьверной головки установлена одна электромагнитная муфта типа ЭГМ-092.
Зажим и подача прутка в цанге, а также зажим штучных заготовок в трехкулачковом патроне производится автоматически гидравлическим механизмом с электрическим управлением. Наибольшее допускаемое колебание диаметра прутка, зажимаемого в цанге, ± 2 мм, а наибольшее колебание штучных заготовок, зажимаемых в патроне, ±3 мм. Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Станок имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает высокую точность обработки по длине. Поперечная подача также ограничивается жестким упором.
Наличие револьверной головки с горизонтальной осью поворота позволяет использовать станок для расточки внутренних камер и наружной проточки за буртом инструментами, закрепленными в державках револьверной головки.
В отличие от большинства токарно-револьверных станков станок модели 1341 имеет следующие особенности, позволяющие использовать его более эффективно:
- командоаппарат, автоматически включающий при повороте револьверной головки в каждую следующую позицию установленную частоту вращения шпинделя и величину подачи суппорта;
- гидравлический механизм подачи и зажима прутка, позволяющий обрабатывать на станке не только холоднотянутые, но и горячекатаные прутки и штучные заготовки, изготовленные с меньшей точностью;
- копирную линейку для торцового и продольного копирования, позволяющую обрабатывать конические и фасонные поверхности заготовок;
- резьбонарезное устройство, предназначенное для нарезания по копиру наружных и внутренних резьб резцами или гребенками;
- стойки для поддержания трубы с прутком, устанавливаемыми с левого торца станка
Класс точности станка Н.
Для уточнения цены обращайтесь по телефону: +7 7172 21 25 37, Галина Алексеевна Карпунова
Токарно-револьверные станки (поршневые и седельные) — Токарные станки и токарные станки
Токарно-револьверный станок, используемый для серийного производства повторяющихся деталей, которые по характеру процесса резки обычно взаимозаменяемы.
Токарно-винторезный станок, используемый для серийного производства деталей-дубликатов, которые по характеру процесса резки обычно взаимозаменяемы.
Запросить цену по всем брендам
См. также:Бывшее в употреблении (54)Б/у (54)
Избранный бренд
Посмотреть 23 подходящих токарно-револьверных станка KNUTH (поршневой и седельный)
ABHIJAT AUTO CUT 25
Револьверные токарные станки ABHIJAT с шестью станциями предназначены для обработки прутка и пневматического патрона. б/у. Базовый станок с 6-позиционной револьверной. ..
..
Сравнить
ABHIJAT AUTO CUT 32
ABHIJAT» делают револьверные токарные станки с ЧПУ с шестью станциями, предназначенные для обработки прутка и пневматического патрона. Можно использовать предварительно выкованные или литые заготовки. Базовая машина с 6-позиционной револьверной головкой, вкл…
Сравнение
ABHIJAT STL 42/110
Сравнение
ABHIJAT STL 42/150
CORMARE
ABHIJAT STL-25/11003
ABHIJAT STL-25/11003
.
Compare
ABHIJAT STL-42/150
Compare
ATLASMAQ 25mm
Compare
ATLASMAQ 32mm
Compare
ERGOMAT THR 26
Сравнить
GEDEE WEILER MCT 250
Этот токарный станок с ручным управлением отлично подходит для массового производства. На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка.
На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка.
Максимум. качается над кроватью 510 мм
Максимум. диаметр токарной обработки Ø320 мм
Максимум. длина поворота 320 мм
Максимум. диаметр прутка Ø50 мм
Диаметр отверстия шпинделя Ø70 мм
Нос шпинделя A2-5
Шпиндель…
Сравнить
JINN FA JCL-5232
ПУНКТ JCL-5232
Максимум. качается над кроватью 510 мм
Максимум. диаметр токарной обработки Ø320 мм
Максимум. длина поворота 320 мм
Максимум. диаметр прутка Ø60 мм
Диаметр отверстия шпинделя Ø75 мм
Носик шпинделя A2-6
Скорость шпинделя …
Сравнить
KAAST MACHINE TOOLS HRL 60
Сравнить
KAAST MACHINE TOOLS НRL 42
6 6
3
20002 Featured Brand
KNUTH HRD 42 PF
Compare
Featured Brand
KNUTH HRD 60 PF
Compare
MANEK PC-25
Compare
MANEK PC-32
Compare
MANEK PC-40
Сравнить
БАШНЯ MEGABORE
ВМЕСТИМОСТЬ
Высота центра мм (дюймы) 590 (23,22)
Поворот над станиной, мм (дюймы) 1165 (45,86)
Поворот над поперечными салазками мм (дюйм) 840 (33,07)
Расстояние между центрами мм (дюймы)
3000 (118,11), 4000 (157,48), 5. ..
..
Сравнить
RETOSAN RRT42I
— Бесшумная работа с высококачественной, не требующей обслуживания электронной системой контроля скорости
-Широкий выбор скоростей шпинделя для лучшей работы
-Закаленные и отшлифованные направляющие головки револьверной головки и центрирующий мех…
Сравнить
RETOSAN RRT60
-Широкий выбор скоростей шпинделя (16 ступеней от 75 до 1800 об/мин) для наилучшей производительности
— Закаленные и отшлифованные направляющие головки револьверной головки и центрирующий механизм
— Индукционно закаленные шестерни в редукторе
-Ком…
Compare
- Country of Origin
- India11
- United States5
- Brazil3
- Taiwan2
- Turkey2
Country of Origin
- India (11)
- United States (5)
- Brazil (3)
- Taiwan (2)
- Turkey (2)
- Brand
- ABHIJAT7
- MANEK3
- ATLASMAQ2
- JINN FA2
- KAAST MACHINE TOOLS2
- KNUTh3
- RETOSAN2
- ERGOMAT1
- GEDEE WEILER1
- MEGABORE1
Brand
- ABHIJAT (7)
- MANEK (3)
- ATLASMAQ (2)
- JINN FA (2)
- KAAST MACHINE TOOLS (2)
- KNUTH (2)
- RETOSAN (2)
- ERGOMAT (1)
- GEDEE WEILER (1)
- MEGABORE (1)
- Control
- Manual21
- CNC2
Control
- Manual (21)
- CNC (2)
- 26 mm (1)
- 31.
 75 mm (1)
75 mm (1) - 220 mm (2)
- 300 mm (2)
- 400 mm (1)
- 510 mm (2 )
- 1143 mm (1)
SwingSwing
- 26 mm (1)
- 31.75 mm (1)
- 220 mm (2)
- 300 mm (2)
- 400 mm (1)
- 510 mm (2)
- 1143 мм (1)
- Бренд
- Поворотный
- Тип
Токарные станки, VTL (вертикальный револьверный токарный станок) — Подержанные станки
Произведите революцию в своем бизнесе с помощью программного обеспечения Machine Hub!
Запланируйте демонстрацию сегодня!
Войти
ПРОДАТЬ ОБОРУДОВАНИЕ
ПОИСК ПРОИЗВОДИТЕЛЯ
ПОИСК ПО КАТЕГОРИЯМ
Просмотр 1 — 30 из 49
12 на странице24 на странице36 на странице48 на странице
- Условие
- Страна
- Бренд
- Диаметр стола
- Качать
- Работа Ht-U/R
- Сила
- об/мин
- ЧПУ
- Масса
- Размер патрона
- Перемещение по оси X
- Перемещение по оси Z
- Фрезерование
- Живая скорость фрезерования
- Живая мощность фрезерования
- C-ось
- Вместимость башни
- Живой инструмент
- Машино-часы
Разработанный непосредственно на основе потребностей и отзывов владельцев техники и брокеров по всей стране,
мы наполнили нашу платформу ценными функциями, которые помогут вам продавать больше машин и повышать эффективность ваших операций.
УЗНАТЬ БОЛЬШЕ
Партнер MDNA
MDNA — международная некоммерческая торговая ассоциация, основанная в 1941 году для продвижения индустрии подержанных машин.
Членами MDNA являются торговцы машинами, аукционисты и оценщики.
Наши члены-дилеры и аукционисты предлагают самый широкий выбор подержанной техники в мире, тысячи машин доступны на складах и заводах по всему миру.
LEARN MORE
Machine Hub
Manage Your Business
News
Support
Contact Us
Schedule a Demo
Pricing
Follow Us On Social
Marketplace
Оборудование для продажи
Поиск по категориям
Поиск по производителям
Аукционы
Войти
Зарегистрироваться
© 2022 Machine Hub.
