Токарный резец проходной упорный отогнутый: Резцы проходные упорные отогнутые – купить в Москве от производителя
Содержание
Резец токарный проходной упорный правый, Т5К10, 25х16х140 мм, ГОСТ 18879-73 []
Каталог →
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные упорные. ГОСТ 18879-73 → Резцы токарные проходные упорные. Тип 2 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
| ГОСТ 18879-73 | |
| Тип | 2 |
| Обозначение резца | 2103-0057 |
| Направление резца | правый |
| Угол врезки пластины | 0º |
| Пластина | твёрдый сплав Т5К10 |
| Габаритные размеры, мм | 25х16х140 |
Описание:
Резец токарный проходной упорный предназначен для протачивания заготовок вдоль оси её вращения, при этом его применяют для чистовой обработки, а также подрезки деталей с уступами. Благодаря наличию режущей кромки, которая направлена перпендикулярно к оси детали, резец токарный проходной упорный позволяет обтачивать ступенчатые валы с подрезкой уступа под углом 90° к оси.
В резце токарном проходном упорном с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной упорный правый, Т5К10, 25х16х140 мм, ГОСТ 18879-73 может отличаться от розничной (магазинной) цены.
Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок.
Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте.
Проверяйте комплектацию товара и его технические возможности в момент получения товара.
Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной упорный правый, ВК8, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0007, правый, угол врезки пластины 10º, пластина из сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный правый, Т15К6, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0057, правый, угол врезки пластины 0º, пластина из сплава Т15К6, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, ВК8, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0008, левый, угол врезки пластины 10º, пластина из сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, Т15К6, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0058, левый, угол врезки пластины 0º, пластина из сплава Т15К6, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной упорный левый, Т5К10, 25х16х140 мм, ГОСТ 18879-73
ГОСТ 18879-73, тип 2, обозначение резца 2103-0058, левый, угол врезки пластины 0º, пластина из сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Сообщить о поступленииX
| имя: | * |
| телефон: | * |
| e-mail: | |
| комментарий: |
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
| имя: | * |
| телефон: | * |
| e-mail: |
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара?
Cообщите нам, мы обязательно это исправим.
| ошибка: | * |
отправить
Трубопроводные колена — усилия упорного блока
В конструкции трубопровода без надлежащей поддержки потока жидкости и внутреннего давления могут создаваться недопустимые силы и напряжения.
Результирующая сила — или необходимая поддерживающая сила — на упорный блок — или анкер — для изгиба зависит от
- массового расхода жидкости или скорости потока
- изменения направления потока
- внутреннего давления
Без потока и давления нет силы.
Онлайн-калькулятор результирующей силы изгиба трубы
Приведенный ниже калькулятор может использоваться для расчета результирующей силы в изгибе трубопровода:
Метрические единицы
ρ — плотность жидкости (кг/м 3 ) 9000 3
д — внутр. диаметр труба или колено (м)
диаметр труба или колено (м)
v — скорость жидкости (м/с)
β — угол поворота колена ( o )
p — манометрическое давление (кПа) 9 0028
Имперские единицы
SG – удельный вес жидкости
d – внутр. диаметр труба или изгиб (дюймы)
v — скорость жидкости (фут/с)
β — угол поворота изгиба ( o )
p — манометрическое давление (psi) 9 0028
- Сделать ярлык для этого калькулятора на главном экране?
Результирующая сила из-за массового расхода и скорости потока
Результирующая сила в направлении x из-за массового расхода и скорости потока может быть выражена как:
R x = m v (1 — cosβ) (1)
= ρ A v 2 (1 — cosβ) (1b)
= ρ π (d / 2) 2 v 2 (1 — cosβ) (1c)
где
R x 9008 4 = результирующая сила в направлении x (Н)
м = массовый расход (кг/с)
v = скорость потока (м/с)
β = угол поворота изгиба (градусы)
ρ = плотность жидкости (кг/м 3 )
d = внутренний диаметр трубы или изгиба (м) 9002 8
π = 3,14.
..
Результирующая сила в направлении Y, обусловленная массовым расходом и скоростью потока, может быть выражена как:
= ρ A v 2 sinβ (2b)
= ρ π (d / 2) 2 v 2 sinβ (2c)
9 0025 R y = результирующая сила в направлении Y (Н)
Результирующая сила на изгибе из-за силы в направлениях x и y можно выразить следующим образом:
R = (R x 2 + R y 2 ) 1/2 (3)
где
R = результирующая сила на изгибе (Н)
Пример — Результирующая сила на изгибе из-за массового расхода и скорости потока
Результирующая сила на изгибе 45 o 90 028 изгиб с
- внутренний диаметр 102 мм = 0,102 м
- плотность воды 1000 кг/м 3
- скорость потока 20 м/с
- внутренним диаметром 102 мм = 0,102 м
- давление 100 кПа
9 0015
можно рассчитать как
Результирующая сила в направлении x :
R x = (1000 кг/м 3 ) π ((0,102 м) / 2) 2 (20 м/с) 2 (1 — cos(45))
= 957 Н
Результирующая сила в направлении Y:
R y = (1000 кг/м 3 ) π ((0,1 02 м) / 2) 2 (20 м/с ) 2 sin(45)
= 2311 Н
Результирующая сила на изгибе
R = (957 Н) 2 + (2311 Н) 2 ) 1/2
= 2501 Н
Примечание. Если β равно 90 o , результирующий силы в направлениях x и y одинаковы.
Если β равно 90 o , результирующий силы в направлениях x и y одинаковы.
Результирующая сила статического давления
Давление, «действующее» на торцевые поверхности изгиба, создает результирующие силы в направлениях x и y.
Результирующая сила в направлении x может быть выражена как
R px = p A (1- cos β) (4)
= p π (d / 2) 2 ( 1- cos β) (4b)
где
R px = результирующая сила давления в направлении x (Н)
p = манометрическое давление внутри трубы (Па, Н/м 2 )
9013 7
Результирующая сила в y -направление может быть выражено как 9(5)
где
R py = результирующая сила давления в направлении Y (Н)
Результирующая сила на изгиб из-за силы в направлениях x и y может быть выражена как: 0084 2 ) 1/2 (6)
где
R p = результирующая сила на изгибе из-за статического давления (Н)
Пример — Результирующая сила на изгибе из-за давления
900 02 Результирующая сила на 45 o колено с
можно рассчитать как
Результирующая сила в направлении x:
R x = (100 10 3 Па) π ((0,102 м) / 2) 2 (1 — cos(45))
9002 5 = 239 Н
Результирующая сила в направлении Y:
R y = (100 10 3 Па) π ((0,102 м) / 2) 2 sin(45)
= 578 Н
Результат сила на изгибе
R = ((239 Н) 2 + (577 Н) 2 ) 1/2
= 625 Н
Основы гибки: стратегии формирования отступов
Рисунок 1
Восходящие или восходящие инструменты используются для формирования двух изгибов.
слишком близко друг к другу для обычных методов формования.
Горизонтальный инструмент предназначен для смещения материала на
одна толщина материала.
Рисунок 2
Вычитание толщины материала из внешнего размера
дает вам требуемую глубину смещения (A).
Рисунок 3
Независимо от того, используете ли вы инструмент смещения восходящей пружины (слева) или
инструмент смещения по горизонтали (справа), требуемый размер смещения
должна равняться глубине вашего офсетного инструмента, измеренной
между двумя гранями матрицы.
Многие изгибы со смещением расположены слишком близко друг к другу для стандартных инструментов для листогибочных прессов, но их можно легко выполнить с помощью инструментов правильного типа и стиля. Если вы выберете правильный вариант для своего применения, вы обнаружите, что можете точно и безопасно производить множество различных типов и стилей смещенных гибов.
Инструменты для смещения бывают двух видов: восходящие (или восходящие) и горизонтальные. Инструмент с пружиной используется для формирования двух изгибов, расположенных слишком близко друг к другу для традиционных методов формования. Инструмент горизонтального смещения предназначен для смещения материала на одну толщину материала (см. Рисунок 1 ).
Инструмент с пружиной используется для формирования двух изгибов, расположенных слишком близко друг к другу для традиционных методов формования. Инструмент горизонтального смещения предназначен для смещения материала на одну толщину материала (см. Рисунок 1 ).
Чтобы определить подходящий инструмент смещения для данной работы, вычтите толщину материала из внешнего размера указанного смещения. Полученное число представляет собой глубину смещения, измеренную от поверхности материала.
Допустим, вам нужно сформировать смещение, указанное как 0,156 дюйма, в материале толщиной 0,059 дюйма. Здесь вы должны вычесть толщину материала из указанного смещения: 0,156 дюйма -0,059 = 0,097 дюйма. Требуемое смещение 0,097 дюйма — это размер A, показанный на рис. две стороны матрицы (см. Рисунок 3 ).
Инструмент для восходящей пружины
Инструмент для восходящей пружины представляет собой нижний инструмент, предназначенный для штамповки угла, радиуса и размера смещения в материале. Как и при донышке или чеканке обычными инструментами, радиус смещения инструмента равен радиусу изгиба. А 9Инструмент смещения восходящей пружины на 0 градусов может привести к тому, что деталь на мгновение примет Z-образную форму; это чрезмерное сгибание, которое происходит непосредственно перед тем, как его отбрасывают на 90 градусов в процессе опускания.
Как и при донышке или чеканке обычными инструментами, радиус смещения инструмента равен радиусу изгиба. А 9Инструмент смещения восходящей пружины на 0 градусов может привести к тому, что деталь на мгновение примет Z-образную форму; это чрезмерное сгибание, которое происходит непосредственно перед тем, как его отбрасывают на 90 градусов в процессе опускания.
Инструмент для восходящей пружины не всегда используется в операции дна. Прежде чем инструмент достигает дна, имеется множество доступных воздушных углов. В течение многих лет эти инструменты поставлялись только под углом 90 градусов, если только они не изготавливались на заказ. Но со временем поставщики инструментов начали переходить на требования к воздушной штамповке, и поэтому сегодня доступны офсетные инструменты с углами матрицы, подходящими для воздушной штамповки. Изменения угла наклона инструмента учитывают пружинение при формовании.
Инструмент для горизонтального смещения
Горизонтальный инструмент не является инструментом для заглубления, а вместо этого используется в основном для «шагового» материала на одну толщину материала.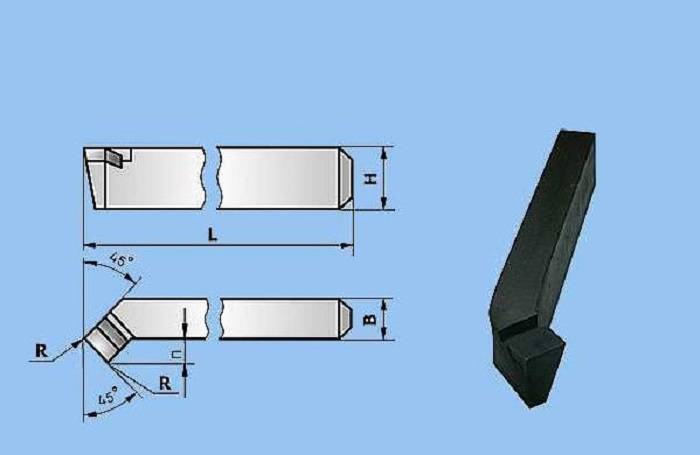 Угол и радиус обычно не имеют значения в таких операциях; основным решающим фактором является зазор между поверхностями инструмента (см. рис. 4 ).
Угол и радиус обычно не имеют значения в таких операциях; основным решающим фактором является зазор между поверхностями инструмента (см. рис. 4 ).
Максимальный угол изгиба, которого можно безопасно достичь с помощью инструмента горизонтального смещения, составляет примерно 70 градусов комплементарности. Попробуйте использовать любой другой угол, больший, чем этот, и инструмент начнет действовать как ножницы, разрезая материал, а не сгибая его.
Работа с боковым упором
Возможно, вам придется учитывать боковой упор при работе со смещенным инструментом любого типа. В стандартном наборе штампов усилие применяется одинаково ко всем поверхностям, что нейтрализует любое влияние давления во время процесса формования. Но со смещенным инструментом боковая тяга «выталкивает» в обе стороны, и временами это может выйти из-под контроля (см. Рисунок 5 ).
Неучтенный боковой толчок может повредить инструмент или заготовку и, что еще хуже, нанести серьезную травму. Если это станет проблемой, вы можете прикрепить упорную пластину к обоим концам инструмента, чтобы уменьшить эффект бокового усилия (см. 9).0454 Рисунок 6 ).
Если это станет проблемой, вы можете прикрепить упорную пластину к обоим концам инструмента, чтобы уменьшить эффект бокового усилия (см. 9).0454 Рисунок 6 ).
Рисунок 4
Для ступенчатого материала одной толщины с инструментом горизонтального смещения углы и радиусы изгиба обычно не важны. Основным фактором является зазор между торцами инструмента.
Рисунок 5
При использовании инструментов со смещением боковой упор выталкивает наружу в обоих направлениях во время формовки.
Рисунок 6
Можно добавить упорную пластину, чтобы уменьшить эффект боковой тяги.
Пробные образцы и расчет тоннажа
Хотя вы, безусловно, можете рассчитать свой путь через изгиб со смещением, это на самом деле нецелесообразно, поскольку материал ограничен между двумя изгибами. Поскольку материал вынужден до размера смещения, материал между двумя изгибами не может нормально удлиняться.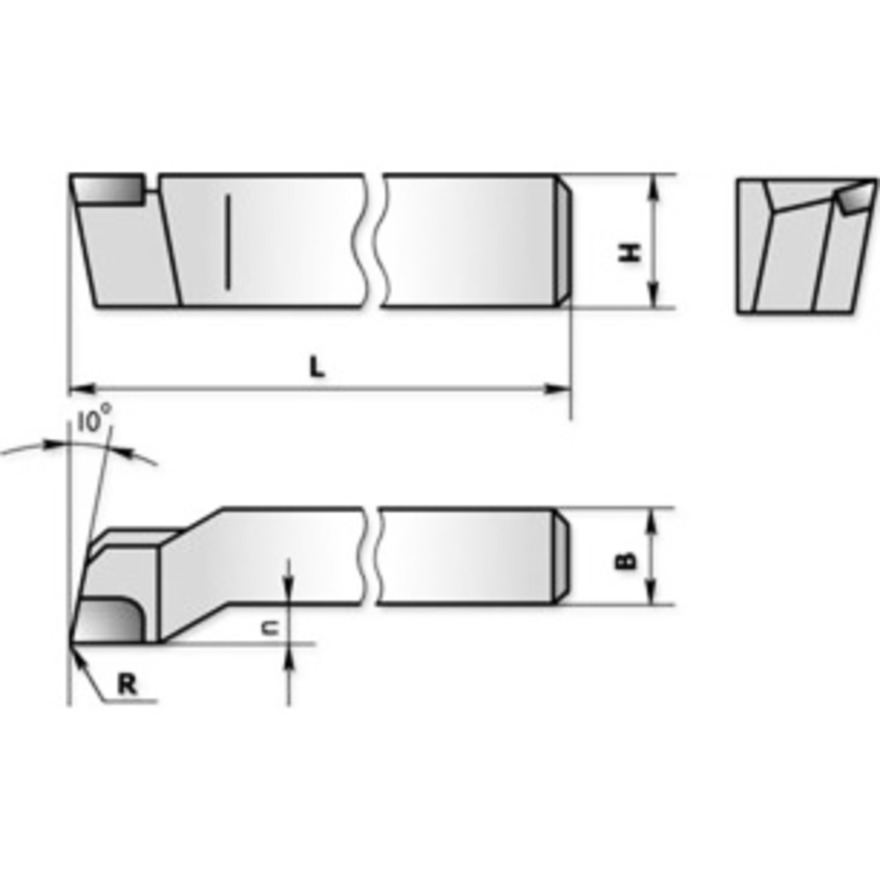 Это удлинение должно идти в другом месте, и это в другом месте — это два фланца, выходящие из набора инструментов. Вы также теряете некоторую толщину материала из сформированного размера. Учитывая все это, быстро становится понятно, что пробный загиб – лучший и самый быстрый вариант определения плоского размера заготовки.
Это удлинение должно идти в другом месте, и это в другом месте — это два фланца, выходящие из набора инструментов. Вы также теряете некоторую толщину материала из сформированного размера. Учитывая все это, быстро становится понятно, что пробный загиб – лучший и самый быстрый вариант определения плоского размера заготовки.
Кроме того, требуемые тоннажи могут сильно различаться при использовании инструментов со смещением, главным образом потому, что они могут включать либо воздушное формование, либо заглубление. Дно даст наилучшие результаты, но требует большого тоннажа. Воздушная формовка требует гораздо меньшего веса, но окончательный изгиб будет больше похож на Z-образную форму, чем на истинное смещение на 90 градусов.
Установка со смещением
Если вы внимательно посмотрите на набор инструментов, то заметите, что у него нет передней или задней части. Вы можете установить его лицом в любом направлении, и вам может показаться естественным установить инструмент таким образом, чтобы заготовка раскачивалась вверх во время формовки так же, как это происходит со стандартным набором V-образных штампов, но это не лучшая практика. При использовании стандартной V-образной матрицы материал поднимается вверх как впереди, так и позади матрицы. Однако этого не происходит с набором инструментов смещения. Когда материал поднимается вперед, он опускается сзади (см. 9).0454 Рисунок 7 ).
При использовании стандартной V-образной матрицы материал поднимается вверх как впереди, так и позади матрицы. Однако этого не происходит с набором инструментов смещения. Когда материал поднимается вперед, он опускается сзади (см. 9).0454 Рисунок 7 ).
Ограничитель обратного хода, входящий в пространство штампа, может не быть проблемой для большинства ваших гибок, но достаточно одного непреднамеренного столкновения, чтобы испортить деталь, инструмент и ограничители обратного хода. По этой причине лучше всего устанавливать инструмент такого типа так, чтобы он перемещал заготовку спереди вниз. Это удерживает упоры вне пространства матрицы.
Различные углы смещения
Много раз в чертеже будет указана геометрия смещения с углами изгиба, отличными от 90 градусов: скажем, угол изгиба 45 градусов и 0,250 дюйма. внутренний размер, как показано на Рисунок 8 . Он достаточно велик, чтобы его можно было сформировать с помощью стандартного пуансона и V-образного штампа, согнув заготовку под нужным углом и размером с помощью двух отдельных ударов (см. , рис. 9, ).
, рис. 9, ).
В качестве альтернативы вы можете использовать инструмент для смещения восходящей пружины, чтобы сформировать его за один удар, в котором угол изгиба контролируется глубиной проникновения и размером набора штампов. Как и многое другое в точной гибке, небольшой расчет может сэкономить вам много времени.
Формулы гибки со смещением в действии
Приведенные здесь формулы включают как идеальные, так и фактические размеры инструмента. Если расчетная идеальная ширина штампа недоступна, вам, возможно, придется немного изменить угол изгиба или размер, чтобы получить качественную деталь. Хотя это зависит от области применения, часто проще указать угол изгиба, а не размер.
Тем не менее, следующие переменные и формулы работают до угла изгиба около 30 градусов. При углах изгиба менее 30 градусов взаимосвязь между шириной инструмента, размером смещения и углом изгиба становится практически неработоспособной.
Это должно дать вам действительное значение размера для настройки ползуна или глубины проникновения, измеренное от мертвой точки хода, где поверхности матрицы соприкасаются без присутствия материала.
Переменные
A = Требуемый внутренний размер
B = Фактический измеренный размер инструмента
Rp = радиус пуансона или внутренний радиус
Dp = развитая проходка
Di = половина разницы между оптимальным и фактическим измеренным размером инструмента
Mt = толщина материала
Od = оптимальный размер инструмента
Рисунок 7
Установка инструментов со смещением таким образом, чтобы заготовка качалась вперед (как показано слева), удерживает блокираторы обратного хода вне пространства штампа.
Формулы
Od = (90 / дополнительный угол изгиба) × A
Dp = [(B × синус угла изгиба) / 2] + Mt
Ди = (В — Од) / 2
Фактическая глубина входа машины = Dp + Di + Rp — 0,03
Продолжая пример, представленный на рис. 9, требуемый внутренний размер равен 0,250 дюйма (A), угол равен 45 градусам, а толщина материала (Mt) равна 0,250 дюйма. Таким образом, оптимальный размер инструмента будет следующим:
Таким образом, оптимальный размер инструмента будет следующим:
Од = (90/45) × 0,250
Од = 2 × 0,250
Od = 0,500 дюйма
В этом случае мы предполагаем, что оптимальный размер инструмента (Od) совпадает с фактическим измеренным размером инструмента (B). Отсюда рассчитываем развитую проходку (Dp).
Dp = [(B × угол синусоиды)/2] + Mt
Dp = [(0,500 × синус 45)/2] + 0,250
Dp = [(0,500 × 0,7071)/2] + 0,250
Др = [0,35355/2] + 0,250
Дп = 0,176775 + 0,250
Dp = 0,427 дюйма.
В этот момент вы должны добавить полученное проникновение к разнице между идеальным и измеренным инструментом (Di в текущем примере равно нулю), внутреннему радиусу (Rp), а затем вычесть 0,03. В этом примере внутренний радиус составляет 0,157 дюйма, что при толщине материала 63% является минимальным внутренним радиусом, которого можно достичь, когда изгиб становится резким. (Примечание редактора: дополнительную информацию об острых изгибах см. в разделе Как формируется внутренний радиус изгиба. )
)
Фактическая глубина ввода машины = Dp + Di + Rp -0,03
Фактическая входная глубина машины = 0,427 + 0 + 0,157 — 0,03 = 0,554 дюйма
Это дает вам приблизительную настройку глубины ползуна, которую вы можете использовать при настройке работы на листогибочном прессе, и обычно она действительна до 18 дюймов. длины изгиба. Обратите внимание, что 0,590 дюйма — это расстояние вверх от мертвого дна, где штампы встречаются, но не находятся под нагрузкой. Фактический ввод для вашей машины может варьироваться в зависимости от того, где находится исходная точка контроллера или «нулевая точка».
Также обратите внимание, что если вы примените прямоугольную тригонометрию, вы обнаружите, что инструмент составляет 0,353 дюйма сверху вниз (щелкните изображения слайд-шоу, чтобы перейти к двум изображениям «боковой панели»). Это значение 0,590 дюйма, рассчитанное здесь, может показаться, что оно даже не входит в пространство штампа, но проникновение есть, если учесть 0,250 дюйма.
