Токарный станок 1 к 62 характеристики: Станок 1к62 и его аналоги. Технические характеристики 1к62
Содержание
Токарно-винторезный станок 1К62 — Технарь
- Металлорежущие станки
- 14 Июл, 2019
- 0
- Просмотров 319
Назначение токарно-винторезного станка 1К62 — наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 — 4,16
- Поперечные 0,035 — 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1″) 2 — 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
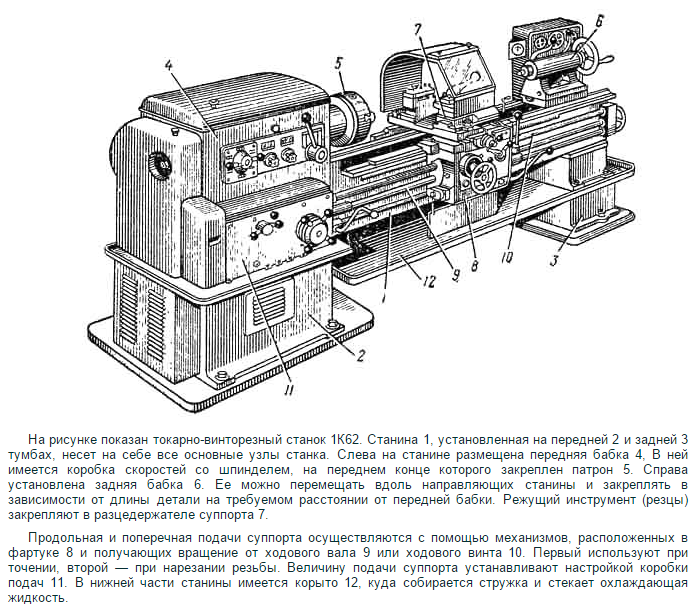
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Рисунок 1 — Токарно-винторезный станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке
Кинематическая схема станка 1К62 представлена на рисунке
Рисунок 2 — Кинематическая схема токарно-винторезного станка 1К62
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 — 17 и 18 — 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 — 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 — 26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27 — 28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 — 20, 29 — 19, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 29 — 19, 16 — 30, 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 16 — 30, 27 — 28, вал VIII.

С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 — 33 или 34 — 35, или через реверсивный механизм с колесами 36 — 37 — 38, сменные колеса 39 — 40 или 41 — 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 — 45 — 46 на вал XI, затем через колеса 47 — 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 — 56) и далее по цепи зубчатых передач 57 — 58, 59 — 60, 61 — 62 или 63 — 64 через колеса 65 — 66 или 64 — 67 — валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69 — 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 — 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 — 48 — 47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Метки: Главное движениеДвижение подачипоперечная подачи суппортатокарно-винторезный станокТокарно-винторезный станок 1К62
- Вперед Рефрактерный период
- Назад Токарно-револьверные станки
Токарно-винторезный 1К62 — ремонт и модернизация
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
|
Получение станка в ремонт
|
|
Ремонт станины
| |
|
Ремонт шпинделя
| |
|
Ремонт коробки скоростей
| |
|
Ремонт фартука
| |
|
|
Ремонт суппорта
|
|
Ремонт коробки подач
| |
|
Ремонт задней бабки
| |
|
Замена приводных ремней
| |
|
|
Ремонт системы охлаждения и смазки
|
|
|
Ремонт электрооборудования
|
|
|
|
|
Сдача ОТК
|
 двигателей
двигателей
Результатом оказанных услуг является
-
Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным
данным завода изготовителя, принятая Заказчиком; -
Полный комплект необходимой документации;
Общее описание
Предназначен для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой,
и точной резьб (метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм. ) Задняя бабка
) Задняя бабка
токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может
обработка пологих конусов. Возможно соединение задней бабки с нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой
и использовании механического перемещения балки от суппорта.
Табл. 1 Технические характеристики
|
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) |
Н |
|
Диаметр обрабатываемой детали над станиной, мм |
400 |
|
Диаметр детали над суппортом, мм |
220 |
|
Длина обрабатываемой детали, мм |
750, 1000, 1500 |
|
Пределы частот вращения шпинделя, Min/Max, об/мин |
12,5/2000 |
|
Мощность двигателя главного движения, кВт |
10 |
|
Габарит станка: Длина_ширина_высота(РМЦ=1000), мм |
2812_1166_1324 |
|
Масса станка(РМЦ=1000), кг |
3080 |
|
Год постановки/снятия станка с серийного производства |
1968 |
|
Аналоги (замена) |
|
Форма заявки
технические характеристики, схемы, инструкции и паспорт эксплуатации – metmaStanki.
 ru
ru
Универсальный токарно-винторезный станок 1К62 выпускался на МСЗ «Красный Пролетарий». Это оборудование производилось в период с 1956 по 1971 г.г. После значительных доработок был заменен на более совершенную модель 16К20.
Функциональные особенности станка
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки.
 Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы; - сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Электрооборудование станка
Электрическая схема станка
Подключение для дальнейшей эксплуатации станка 1К62 выполняется к трехфазной электросети. Обязательно наличие заземленного или изолированного нейтрального провода.
Для работы станка необходима силовая цепь 380 В, 50Гц. В особых случаях электрическая схема может быть адаптирована для подключения к стандартной сети 220 В. Функционирование цепи управления происходит за счет подачи электроэнергии 110 В. Осветительный блок работает от сети 36/24 В.
Работа оборудования осуществляется за счет 4-х электродвигателей. Мощность главного составляет 10 кВт. Для быстрых перемещений применяется силовой агрегат 0,8 кВт. Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Кроме этого, в конструкции станка 1К62 есть следующие электрические компоненты, описанные в паспорте:
- тепловые реле типа РТ-1;
- блок управления насосом;
- трансформатор для организации местного освещения;
- плавкие предохранители;
- осветительные приборы.
Защита электродвигателей от тепловых перегрузок происходит за счет установки тепловых реле. Они монтируются в электросхемы основного агрегата и насосной станции.
В видеоматериале подробно рассказывается о правилах смазывания агрегатов станка, описанных в паспорте:
Токарный шпиндель
Токарный шпиндель
|


Характеристики натяжения ремня шпинделя
— токарный станок
Введение
Информацию об использовании и настройке измерительного прибора Gates Sonic Meter см. в разделе Регулировка натяжения токарного станка. Если на вашем шпинделе установлен бесконтактный энкодер — обязательно сбросьте зазор энкодера ПОСЛЕ сброса натяжения ремня. Изменение натяжения ремня изменит зазор энкодера. Если зазор не сброшен, возможно, машина выдаст аварийный сигнал или в худшем случае необратимо повредит кольцо энкодера или считывающую головку.
CL Серия
| МОДЕЛЬ | ВЕС | ШИРИНА | РАЗМЕР | НАТЯЖЕНИЕ |
| CL-1 (Стандарт) | 3,0 г/м | 15 мм | 187 мм | 45 фунтов силы (200 Н) |
| CL-1 (высокий крутящий момент) | 3,0 г/м | 15 мм | 160 мм | 45 фунтов силы (200 Н) |
Серия DS
| МОДЕЛЬ | ВЕС | ШИРИНА | РАЗМЕР | НАТЯЖЕНИЕ |
| DS-30/30Y/30SS/30SSY (главный шпиндель) | 5,5 г/м | 20 мм | 500 мм | 58 фунтов силы (258 Н) |
| DS-30/30Y/30SS/30SSY (контршпиндель) | 5,5 г/м | 20 мм | 256 мм | 114 фунтов силы (507 Н) |
Серия OL
| МОДЕЛЬ | ВЕС | ШИРИНА | РАЗМЕР | НАТЯЖЕНИЕ |
| ОЛ-1 | 2,8 г/м | 15 мм | 200 мм | 10 фунтов силы (45 Н) |
Серия SL (с использованием динамометра, а не измерителя натяжения)
| МОДЕЛЬ | НАТЯЖЕНИЕ |
| СЛ-10 (6К) | 95 фунтов силы (423 Н) |
| СЛ-10ВВ | 95 фунтов силы (423 Н) |
| СЛ-20 | 95 фунтов силы (423 Н) |
| СЛ-20ББ | 95 фунтов силы (423 Н) |
| СЛ-30 | 95 фунтов силы (423 Н) |
| СЛ-30ББ | 230 фунтов силы (1023 Н) |
| СЛ-40 | 230 фунтов силы (1023 Н) |
| СЛ-40ББ | 230 фунтов силы (1023 Н) |
Серия ST
| МОДЕЛЬ | ВЕС | ШИРИНА | РАЗМЕР | НАТЯЖЕНИЕ (+/- 5 фунтов силы (22 Н)) |
| СТ-10/10Y | 5,5 г/м | 30 мм | 322 мм | 55 фунтов силы (245 Н) |
| СТ-15/15Y (CHC) | 4,7 г/м | 21 мм | 353 мм | 49 фунтов силы (217 Н) |
| Три ремня: ST-15/20/30 | 5,5 г/м | 20 мм | 500 мм | Три ремня: 40 фунтов силы (178 Н) |
| Два ремня: ST-15/20/30 (NGC) | 5,5 г/м | 20 мм | 419 мм | Два ремня: 62 фунта силы (275 Н) |
| Одинарные ремни: ST-15/20/30 (NGC) | 4,7 г/м | 36 мм | 362 мм | Одинарный ремень: 75 фунтов силы (334 Н) |
| СТ-30 (НГК) | 5,5 г/м | 20 мм | 500 мм | 65 фунтов силы (289 Н) |
| ST-30 (CHC) ST-30SS/30SSY | 5,5 г/м | 20 мм | 485 мм | 58 фунтов силы (258 Н) |
| СТ-30ББ | 5,5 г/м | 20 мм | 483 мм | 48 фунтов силы (214 Н) |
| СТ-35/35Y | 5,5 г/м | 20 мм | 459 мм | 73 фунт-сила (325 Н) |
| СТ-40/40L/40BB/40BBXP | 5,5 г/м | 36 мм | 549 мм | 72 фунт-сила (320 Н) |
| СТ-40ХР | 5,5 г/м | 36 мм | 576 мм | 72 фунт-сила (320 Н) |
| СТ-45 | 5,5 г/м | 36 мм | 549 мм | 96 фунтов силы (427 Н) |
| СТ-45Л | 5,5 г/м | 36 мм | 549 мм | 96 фунтов силы (427 Н) |
| СТ-50/55 | 4,7 г/м | 36 мм | 782 мм | 93 фунт-сила (414 Н) |
Серия TL
| МОДЕЛЬ | ВЕС | ШИРИНА | РАЗМЕР | НАТЯЖЕНИЕ |
| ТЛ-1 | 5,5 г/м | 20 мм | 545 мм | 70 фунтов силы (311 Н) |
| TL-2 | 5,5 г/м | 20 мм | 545 мм | 70 фунтов силы (311 Н) |
| ТЛ-3 | 5,5 г/м | 30 мм | 572 мм | 165 фунтов силы (734 Н) |
| ТЛ-3Б | 4,7 | 21 | 817 мм | 130 фунтов силы (578 Н) |
| TL-3HT | 5,8 г/м | 30 мм | 610 мм | 75 фунтов силы (334 Н) |
| ТЛ-15 | 2,4 г/м | 9,5 мм | 160 мм | 95 фунтов силы (423 Н) |
| ТЛ-15ББ | 3,2 г/м | 12,7 мм | 249 мм | 95 фунтов силы (423 Н) |
| ТЛ-25 | 3,2 г/м | 12,7 мм | 249 мм | 95 фунтов силы (423 Н) |
| ТЛ-25ББ | 3,2 г/м | 12,7 мм | 344 мм | 95 фунтов силы (423 Н) |
Файлы cookie
Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
ДЕНВЕР ПРОМЫШЛЕННАЯ КО,.ЛТД
Он подходит для токарной обработки и резки больших заготовок и стальных стержней в тяжелой промышленности, такой как сеть нефтепроводов, аэрокосмическая промышленность и обработка тяжелых валов.
- 1. Основание
- (1) Цельная отливка с усиленной внутренней структурой, дополнительная 3-я опора, подходящая для
для обработки больших заготовок и
повышенная режущая способность в тяжелых условиях.
- (2) Специальное основание зазора с усиленной конструкцией, не влияет на устойчивость к резанию
для разрыва необходимого зазора. - 2. Шпиндель и передняя бабка
- (1) Отверстие 9 дюймов, 10 дюймов, 12 дюймов, 15 дюймов, 20 дюймов (подходит только для поворота над станиной более 1120 мм)
- (2) Переключение скорости турбины, механизм переключения скорости турбины с плавным переключением скоростей и трехточечная опора
для
коробка. - (3) Оснащен регулируемым электромагнитным тормозом для легкой регулировки торможения в соответствии с
различных материалов заготовки и скорости. - (4) Шестерня и вал изготовлены из суперсплава с подшипниками, что обеспечивает долговечность резки
и низкий уровень шума при производстве. - (5) Герметичная система смазки в масляной ванне с принудительной подачей масла с помощью механического насоса для
обеспечивает лучшее смазывание.
- 3. Коробка передач
- Принять универсальный быстросменный метрический/дюймовый редуктор для дюймовой, метрической, DP, MP, резьбы и нескольких резьб, все функции достигаются без какого-либо механизма переключения, широкого и полного диапазона резьб и легкого управления для повышения эффективности производства.
- 4. Фартук
- Оснащен быстрой подачей, быстрой передачей, движением вперед/назад и предохранительным устройством в сочетании с системой автосмазывания в герметичной масляной ванне.
- 5. Седло
- Поверхность с антифрикционной обработкой с регулярным впрыском масла, смазка и устойчивость к трению.
- 6.
 Задняя бабка
Задняя бабка - Двухступенчатое устройство подачи, поворотный рычаг обеспечивает плавную и экономичную работу.
- 7. Электроуправление
- Двигатель 20 л.с. / 30 л.с., 2-ступенчатое устройство безопасного пуска и система отключения питания при перегрузке.
- 8. Литье
- FC-30 используется для основных конструкций, таких как основание, шпиндель, седло и задняя бабка, которые отожжены и не имеют деформации.
- 9. Обработка
- Основание, шпиндель, седло, паз ласточкиного хвоста, поверхность поперечного салазка, верхнего салазка и пиноли задней бабки обработаны высокочастотной обработкой, прецизионно отшлифованы
на увеличенный срок службы.
Сталь
- 1.
 Устройство охлаждения
Устройство охлаждения - 2. Последующий отдых
- 3. 4-х кулачковый независимый патрон 40″, 50″
- 4. 3-х кулачковый патрон (сильного типа) 20″, 25″
- 5. Люнет ø16″, ø24″
- 6. Галогенная лампа
- 7. Цифровой считыватель
- 8. Задний брызговик
- 9. Быстросменный резцедержатель (вместо резцедержателя)
- 10. СЕ электрический
- 11. Конусная токарная насадка
- 12. Шлифовальный станок
- 13. Гидравлическое копировальное приспособление
- 14. Автоматический резцедержатель
- 15. Регулируемый в продольном направлении ограничитель подачи
- 16.
 Пятипозиционный упор каретки
Пятипозиционный упор каретки - 17. Задняя бабка с пинолью диам. 150/200мм (для ГЛ)
- 18. Задняя бабка с самовращающейся пинолью
- 19. Расточная насадка
- 20. Задний резцедержатель
- 21. Двойной патрон
- 22. Задний адаптер
- 23. Двойной патрон (тип и размер патрона уточняйте)
| 2. Последующий остаток | 3. 4-х кулачковый независимый патрон 40″, 50″ | 4. 3-х кулачковый патрон (сильного типа) 20″, 25″ |
5. Люнет ø16″, ø24″ Люнет ø16″, ø24″ | 8. Задний брызговик | 9. Быстросменный резцедержатель (вместо резцедержателя) |
| 10. СЕ электрический | 11. Конусная токарная насадка | |
| 12. Измельчитель | 14. Автоматический резцедержатель | 15. Регулируемый в продольном направлении ограничитель подачи |
| 17. Задняя бабка с пинолью диам. 150/200мм (для ГЛ) | 18. Задняя бабка с самовращающейся пинолью Задняя бабка с самовращающейся пинолью | 19. Расточная насадка |
| 20. Задний резцедержатель | 23. Двойной патрон (тип и размер патрона уточняйте) | |
- 1. Смазочное устройство для передней бабки
- 2. Двигатель шпинделя 20 л.с.
- 3. Электромагнитный тормоз
- 4. Метрическая/дюймовая коробка передач
- 5. Продольная и поперечная быстрая подача
- 6. Двухступенчатое устройство задней бабки (пиноль 125 мм)
- 7. X, Z-оси авто. система смазки
- 8.
 Оси X, Z с Turcite-B
Оси X, Z с Turcite-B - 9. Люнет Ø 16″
- 10. Планшайба с 4 захватами 40″
- 11. Мертвая точка
- 12. Ключ для крепления инструментальной стойки
- 13. Подушки уровня
- 14. Инструменты и ящик для инструментов
- 15. Руководство по эксплуатации
- ※ ОТВЕРСТИЕ ШПИНДЕЛЯ: 9 дюймов, 10 дюймов, 12 дюймов, 15 дюймов, 20 дюймов подходит только для поворота над станиной более 1120 мм.
- ※ Высота над кроватью 1220 ~ 1620 / 2000 мм может быть изменена по запросу.
- ※ Расстояние между центрами более 8 метров может быть изменено по запросу.
Единица измерения: мм/дюйм
| Модель/ширина кровати 24 дюйма (610) | ХЛ-960, ХЛ-1120, ХЛ-1220-1620 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Модель | 1500 | 2000 | 3000 | ||||||
| Емкость | Качели над кроватью | 960 (37,8″) 1120 (44″) 1220 (48″) ~ 1620 (63,8″) | |||||||
| Качели над поперечными салазками | 650 (25,6″) 810 (32″) 910 (35,83″) ~ 1310 (51,6″) | ||||||||
| Качели над щелью | 1390 (54,72 дюйма), 1550 (61,02 дюйма), 1640 (64,96 дюйма) ~ 2050 (80,7 дюйма) | ||||||||
| Расстояние между центрами | 1500 (59 дюймов) | 2000 (80″) | 3000 (120″) | ||||||
| Кровать | высота от пола до центра шпинделя | HL-960 | 1165 (45,87″) | ||||||
| HL-1120 | 1245 (49,02″) | ||||||||
| Ширина кровати | 610 (24″) | ||||||||
| Ширина зазора (торец шпинделя) | 400 (15,75″) фактический диаметр токарной обработки изменяется в зависимости от размера патрона | ||||||||
| Длина кровати | 3450 (135,83″) | 3950 (155,51″) | 4950 (194,88″) | ||||||
| Передняя бабка | Диаметр отверстия шпинделя | ø152 (6″) | ОП: 230 (9 дюймов) | ОП:255(10″) | ОП:305(12″) | ОП:380(15″) | |||
| Носик шпинделя | А2-11/ ОП: А2-15 | А2-15 /ОП: А2-20 | А2-15 /ОП: А2-20 | А2-20 | А2-20 | ||||
| Количество скоростей шпинделя | 16 шагов | 12 шагов | 12 шагов | 12 шагов | 12 шагов | ||||
| Диапазон скоростей шпинделя | 4-420 об/мин. | 8-291 об/мин. | 8-291 об/мин. | 7-264 об/мин | 7–264 об/мин | ||||
| Каретка | Ширина перевозки | 800 (31,5″) | |||||||
| Поперечный ход | 530 (20,87 дюйма) | ||||||||
| Составной ход отдыха | 370 (14,57″) | ||||||||
| Макс. размер резки размер | 32 x 32 (1,26″ x 1,26″) | ||||||||
| Задняя бабка | Диаметр ствола | HL-Ø125 (4,92″) OP:Ø150 (5,91″) | |||||||
| Ход ствола | 300(11,8″) | ||||||||
| Конус ствола | МТ 6 | ||||||||
| Резьба | Диаметр и шаг ходового винта | Диаметр 60 мм Шаг 12 мм / диаметр 2,36 дюйма x 2 TPI | |||||||
| Диапазон метрических шагов | 1~120 мм (62 шт. ) ) | ||||||||
| Диапазон шага в дюймах | 0,25-30 TPI (70 шт.) | ||||||||
| Диапазон диаметральных шагов | 1-120 Д.П. (70 номеров) | ||||||||
| Диапазон шага модуля | 0,25~30 М.П. (53 номера) | ||||||||
| Корма | Диаметр подающего стержня | 32 (1,26″) | |||||||
| Ассортимент продольных подач | 0,072-8,680 мм/об | ||||||||
| Диапазон поперечной подачи | 0,036–4,34 мм/об | ||||||||
| Двигатель | Двигатель главного шпинделя | 20 л. с. (15 кВт) для HF-2000~5000 с. (15 кВт) для HF-2000~5000 30 л.с. (22,5 кВт) для HL-6000~8000 OP: 30 л.с. (22,5 кВт) / 40 л.с. (30 кВт) / 50 л.с. (37,5 кВт) | |||||||
| Электродвигатель насоса охлаждающей жидкости (дополнительно) | 1/8 л.с. (0,1 кВт) | ||||||||
| Двигатель быстрого насоса | 1 л.с. (0,75 кВт) | ||||||||
| Измерение | СЗ / Г.В. (примерно) | HL-960 | 7500/8100 | 8000/8800 | 9000/9900 | ||||
| HL-1120 | 7800/8400 | 8300/9100 | 9300/10200 | ||||||
| Размер машины (ДхШхВ) | 3650 / 4150 / 5150 X 2050 X 1460 (HL-960) – 1540 (HL-1120) 143,7 дюйма / 163,4 дюйма / 202,8 дюйма X 81 дюйм X 57,5 дюйма – 60,6 дюйма | ||||||||
| Размеры в упаковке (ДхШхВ) | (Д) 4100 / 4600 / 5600 x (Ш) 2100 x (В) 2200 (Д) 162″ / 181″ / 220″ x (Ш) (83″) x (В) 79″ | ||||||||
| Стандартный цвет | Верхняя часть: светло-серый RAL-7035 + нижняя часть: синий RAL-5015 | ||||||||
- * Мы оставляем за собой право изменять и улучшать нашу продукцию без предварительного уведомления.

- * Добро пожаловать, чтобы узнать у нас о других спецификациях и функциях специального назначения, а это
принято для настройки.
- ※ ОТВЕРСТИЕ ШПИНДЕЛЯ: 9 дюймов, 10 дюймов, 12 дюймов, 15 дюймов, 20 дюймов подходит только для поворота над станиной более 1120 мм.
- ※ Высота над кроватью 1220 ~ 1620 / 2000 мм может быть изменена по запросу.
- ※ Расстояние между центрами более 8 метров может быть изменено по запросу.
Единица измерения: мм/дюйм
| Модель/ширина станины 24 дюйма (610) | HL-960,1120, HL-1120, HL-1220-1620 | ||||
|---|---|---|---|---|---|
| Модель (HL) | 4000 | 5000 | |||
| Емкость | HL | Качели над кроватью | 960 (37,8″) 1120 (44″) 1220 (48″) ~ 1620 (63,8″) | ||
| Качели над поперечными салазками | 650 (25,6″) 810 (32″) 910 (35,83″) ~ 1310 (51,6″) | ||||
| Качели над щелью | 1390 (54,72 дюйма) 1550 (61,02 дюйма) 1640 (64,96 дюйма) ~ 2050 (80,7 дюйма) | ||||
| Расстояние между центрами | 4000 (160″) | 5000 (200″) | |||
| Кровать | высота от пола до центра шпинделя | HL-960 | 1165 (45,87″) | ||
| HL-1120 | 1245 (49,02″) | ||||
| Ширина кровати | 610 (24″) | ||||
| Ширина зазора (торец шпинделя) | 400 (15,75″) фактический диаметр токарной обработки изменяется в зависимости от размера патрона | ||||
| Длина кровати | 5950 (234,25″) | 6950 (273,62″) | |||
| Передняя бабка | Диаметр отверстия шпинделя | ОП: 255 (10 дюймов) | |||
| Нос шпинделя | А2-15 / ОП: А2-20 | ||||
| Количество скоростей шпинделя | 12 шагов | ||||
| Диапазон скоростей вращения шпинделя | 8-291 об/мин. | ||||
| Каретка | Ширина тележки | 800 (31,5″) | |||
| Поперечный ход | 530 (20,87 дюйма) | ||||
| Составной ход отдыха | 370 (14,57″) | ||||
| Макс. размер резки размер | 32 x 32 (1,26″ x 1,26″) | ||||
| Задняя бабка | Диаметр ствола | HL-Ø125 (4,92″) OP:Ø150 (5,91″) | |||
| Ход ствола | 300(11,8″) | ||||
| Конус ствола | МТ 6 | ||||
| Резьба | Диаметр и шаг ходового винта | Диаметр 60 мм, шаг 12 мм / диаметр 2,36 дюйма x 2 TPI | |||
| Диапазон метрических шагов | 1~120 мм (62 шт. ) ) | ||||
| Диапазон шага в дюймах | 0,25-30 TPI (70 шт.) | ||||
| Диапазон диаметральных шагов | 1-120 Д.П. (70 номеров) | ||||
| Диапазон шагов модуля | 0,25~30 М.П. (53 номера) | ||||
| Корма | Диаметр подающего стержня | 32 (1,26 дюйма) | |||
| Ассортимент продольных подач | 0,072-8,680 мм/об | ||||
| Диапазон поперечной подачи | 0,036–4,34 мм/об | ||||
| Двигатель | Двигатель главного шпинделя | 20 л.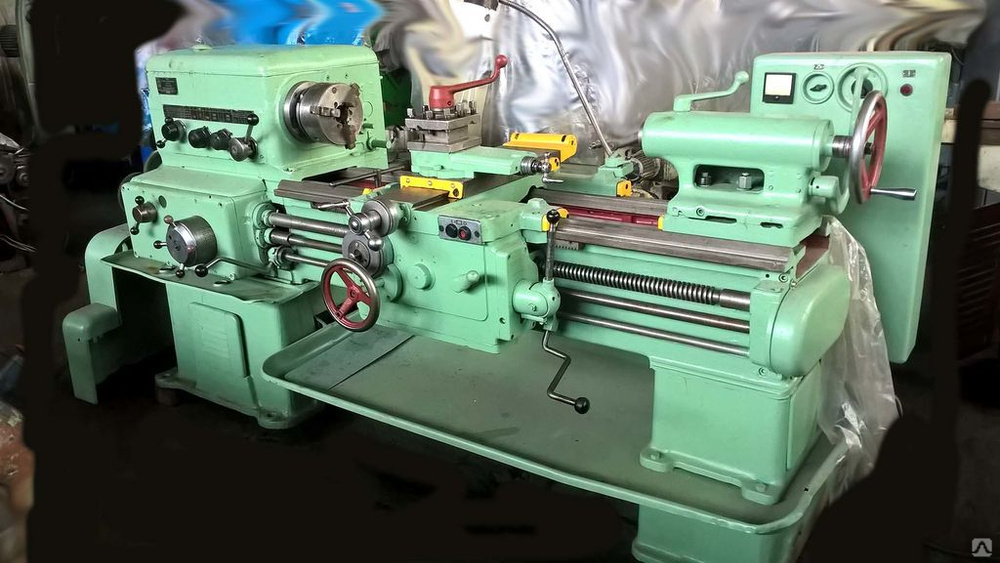 с. (15 кВт) для HF-2000~5000 с. (15 кВт) для HF-2000~5000 30 л.с. (22,5 кВт) для HL-6000~8000 OP: 30 л.с. (22,5 кВт) / 40 л.с. (30 кВт) / 50 л.с. (37,5 кВт) | |||
| Электродвигатель насоса охлаждающей жидкости (дополнительно) | 1/8 л.с. (0,1 кВт) | ||||
| Двигатель быстрого насоса | 1 л.с. (0,75 кВт) | ||||
| Измерение | СЗ / Г.В. (примерно) | HL-960 | 10000/11000 | 11000/12100 | |
| HL-1120 | 10300/11300 | 11300/12400 | |||
| Размер машины (ДхШхВ) | 6150 / 7150 X 2050 X 1460 (HL-960) – 1540 (HL-1120) 202,8 дюйма / 242 дюйма / 399,6 дюйма X 81 дюйм X 57,5 дюйма – 60,6 дюйма | ||||
| Размеры в упаковке (ДхШхВ) | (Д) 6600 / 7600 x (Ш) 2100 x (В) 2200 (Д) 260″ / 299″ x (Ш) (83″) x (В) 79″ | ||||
| Стандартный цвет | Верхняя часть: светло-серый RAL-7035 + нижняя часть: синий RAL-5015 | ||||
- * Мы оставляем за собой право изменять и улучшать нашу продукцию без предварительного уведомления.

- * Добро пожаловать, чтобы проверить у нас другие спецификации и специальные функции функций, которые
принимаются для настройки.
- ※ ОТВЕРСТИЕ ШПИНДЕЛЯ: 9 дюймов, 10 дюймов, 12 дюймов, 15 дюймов, 20 дюймов подходит только для поворота над станиной более 1120 мм.
- ※ Высота над кроватью 1220 ~ 1620 / 2000 мм может быть изменена по запросу.
- ※ Расстояние между центрами более 8 метров может быть изменено по запросу.
Единица: мм/дюйм
| Модель/ширина станины 24 дюйма (610) | HL-960,1120, HL-1120, HL-1220-1620 | ||||
| Модель | 6000 | 7000 | 8000 | ||
| Емкость | Качели над кроватью | 960 (37,8″) 1120 (44″) 1220 (48″) ~ 1620 (63,8″) | |||
| Качели над поперечными салазками | 650 (25,6″) 810 (32″) 910 (35,83″) ~ 1310 (51,6″) | ||||
| Качели над щелью | 1390 (54,72 дюйма) 1550 (61,02 дюйма) 1640 (64,96 дюйма) ~ 2050 (80,7 дюйма) | ||||
| Расстояние между центрами | 6000 (240″) | 7000 (280″) | 8000 (315″) | ||
| Кровать | Высота от пола до центра шпинделя | HL-960 | 1165 (45,87″) | ||
| HL-1120 | 1245 (49,02″) | ||||
| Ширина кровати | 610 (24″) | ||||
| Ширина зазора (торец шпинделя) | 400 (15,75″) фактический диаметр токарной обработки изменяется в зависимости от размера патрона | ||||
| Длина кровати | 7950 (313″) | 8950 (352,36 дюйма) | 9950 (391,73″) | ||
| Передняя бабка | Диаметр отверстия шпинделя | ОП: 305 (12 дюймов) | ОП: 380 (15 дюймов) | ||
| Носик шпинделя | А2-20 | ||||
| Количество скоростей шпинделя | 12 шагов | ||||
| Диапазон скоростей шпинделя | 7-264 об/мин. | ||||
| Каретка | Ширина тележки | 800 (31,5″) | |||
| Поперечный ход | 530 (20,87 дюйма) — для HL-960, 1120 | ||||
| Составной ход отдыха | 370 (14,57″) | ||||
| Макс. размер резки размер | 32 x 32 (1,26″ x 1,26″) | ||||
| Задняя бабка | Диаметр ствола | HL-ø125 (4,92 дюйма) OP: ø150 (5,91 дюйма) | |||
| Ход ствола | 300 (11,8″) | ||||
| Конус ствола | МТ6 | ||||
| Резьба | Диаметр и шаг ходового винта | Диаметр 60 мм Шаг 12 мм / диаметр 2,36 дюйма x 2 TPI | |||
| Диапазон метрических шагов | 1~120 мм (62 шт. ) ) | ||||
| Диапазон шагов в дюймах | 0,25-30 TPI (70 шт.) | ||||
| Диапазон диаметральных шагов | 1-120 Д.П. (70 номеров) | ||||
| Диапазон шага модуля | 0,25~30 М.П. (53 номера) | ||||
| Корма | Подающий стержень диаметром | 32 (1,26 дюйма) | |||
| Ассортимент продольных подач | 0,072-8,680 мм/об | ||||
| Диапазон поперечной подачи | 0,036-4,34 мм/об | ||||
| Двигатель | Двигатель главного шпинделя | 20 л.  | |||