Токарный станок 1 м 63: 1М63 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
Запчасти к станку 1М63 Рязань
Запчасти к станкам 1М63, ДИП 300
Производственная компания СтанкоПромСервис является поставщиком запасных частей для станков, предлагаем запасные части 1М63. Реализуем оснастку, предоставляем услуги по ремонту станков серии 1М63. В данном разделе представлены запасные части и узлы к станку 1М63 и его аналогам –ДИП 300, 163. Продукция в наличии на нашем складе в г. Челябинске. Наши специалисты могут дать вам грамотную консультацию по подбору запчастей для ремонта станка 1М63. Мы обеспечиваем потребность металлообрабатывающих предприятий России и стран ближнего зарубежья, предоставляя широкий ассортимент оборудования и уровня сервиса, для развития долгосрочного и взаимовыгодного сотрудничества
Вал ходовой 1М63, вал подачи 1М63 — этот вал предназначен для автоматического перемещения режущего инструмента. Вал по всей рабочей длине имеет продольный паз, служащий для зацепления с механизмом перемещения. При работающем станке этот вал постоянно вращается. Ручкой переключения подач включается механизм выбранного перемещения
При работающем станке этот вал постоянно вращается. Ручкой переключения подач включается механизм выбранного перемещения
Валик переключения 1М63, вал включения шпинделя 1М63 — имеет на себе две ручки включения шпинделя. Одна ручка расположена слева от оператора станка, а вторая справа. Обе ручки жёстко закреплены на валу. При перемещении любой из этих ручек вверх происходит включение станка, и шпиндель начинает вращаться против часовой стрелки (рабочее, прямое вращение). В среднем положении ручек — станок выключен. При перемещении ручек вниз шпиндель начинает вращаться по часовой стрелке (обратное вращение)
Верхняя часть суппорта 1М63, резцовые салазки 1М63 — на верхней поверхности средней части суппорта простроганы направляющие в форме ласточкиного хвоста; по ним может скользить верхняя часть суппорта. Верхнюю часть суппорта можно перемещать по средней части вручную, пользуясь рукояткой
Винт ходовой 1М63, винт продольной подачи 1М63, винт продольного хода 1М63 — предназначен для привода суппорта в продольном направлении при нарезании резьбы резцом. Вращение этого вала происходит только в режиме нарезания резьбы. Как правило винт подлежит замене в комплекте с маточной гайкой, которая изготовлена из бронзы
Вращение этого вала происходит только в режиме нарезания резьбы. Как правило винт подлежит замене в комплекте с маточной гайкой, которая изготовлена из бронзы
Винт поперечной подачи 1М63, винт каретки 1М63, винт суппорта 1М63 — позволяет перемещать резцедержатель по салазкам, доставляя инструмент в зону резанья. Как правило винт подлежит замене в комплекте с гайками
Винт задней бабки 1М63 с гайкой, винтовая пара задней бабки 1М63– предназначена для придания хода пиноли при обработке заготовки
Винт суппорта 1М63 с гайкой, винт верхней части суппорта 1М63- позволяет перемещать резцедержатель, доставляя инструмент в зону резанья
Вилка 1М63 – рычаг особой формы, служащий для перемещения шестерен по валам
Гайка маточная 1М63 — гайка (часто разъёмная) ходового винта металлорежущего станка, сообщающая прямолинейное движение суппорту
Диски фрикционные 1М63 – являются составной частью фрикционного вала 1М63. В комплекте 40 дисков – наружные и внутренние диски. Внутренние диски станка 1М63 могут былть 6-ти или 8-и шлицевыми
В комплекте 40 дисков – наружные и внутренние диски. Внутренние диски станка 1М63 могут былть 6-ти или 8-и шлицевыми
Задняя бабка 1М63 в сборе – перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик, предназначена для крепления заготовки (при обработке в центрах) или для крепления инструментов, таких, например, как метчик, плашка при нарезании резьбы и прочих приспособлений. В продаже есть задние бабки в сборе, а также отдельно запасные части к ней: пиноль задней бабки 1М63, винт задней бабки 1М63
Каретка 1М63, продольные салазки 1М63 — устройство перемещения режущего инструмента строго параллельно оси станка. В комплект каретки в боре входят: корпус каретки, винт поперечной подачи с гайками, нижняя часть суппорта, обтиратели, электрика
Коробка скоростей 1М63, шпиндельная бабка 1М63, передняя бабка 1М63 – служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб.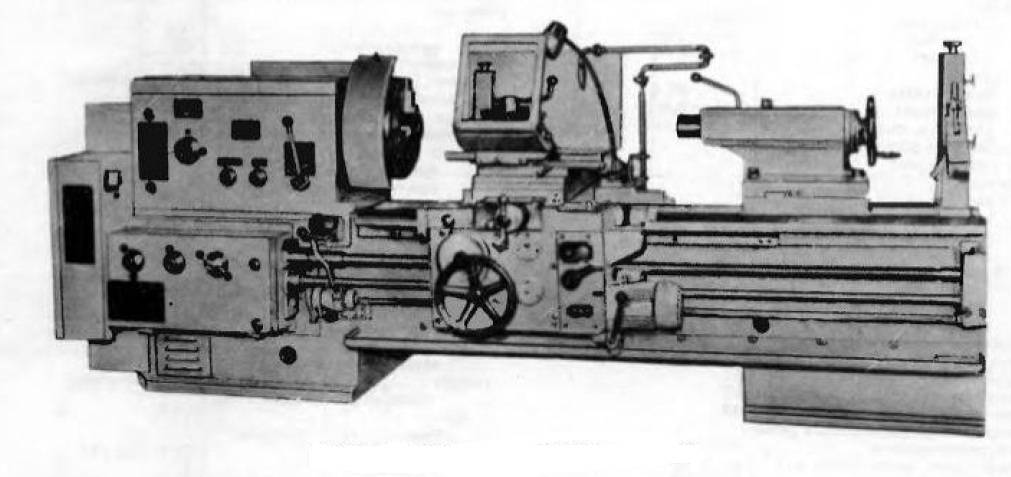 В продаже имеются коробки скоростей в сборе, а также отдельно детали к ним: фрикционный вал в сборе, диски фрикционные, лента тормозная, валы в сборе по осям, шестерни 1М63 и валы отдельно
В продаже имеются коробки скоростей в сборе, а также отдельно детали к ним: фрикционный вал в сборе, диски фрикционные, лента тормозная, валы в сборе по осям, шестерни 1М63 и валы отдельно
Коробка подач 1М63 – узел, позволяющий нарезать метрические, дюймовые, модульные и питчевые резьбы, а также резьбы с увеличенным шагом. Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях.Коробка подач станка 1М63 бывает в двух исполнениях: с двумя осями валов или с тремя осями валов. Валы и шестерни таких коробок подач соответственно различные
Коробка передач 1М63, сменные шестерни 1М63 – служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач с помощью установки комбинаций сменных шестерен
Люнет неподвижный 1М63 — является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В зависимости от исполнения люнет оснащается кулачками скольжения или роликами. Неподвижный люнет крепится к направляющим станины станка. Внутренний диаметр стандартного люнета 170 мм или 400 мм. Люнет может быть укомплектован чугунными кулачками зажима или роликами скольжения
Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В зависимости от исполнения люнет оснащается кулачками скольжения или роликами. Неподвижный люнет крепится к направляющим станины станка. Внутренний диаметр стандартного люнета 170 мм или 400 мм. Люнет может быть укомплектован чугунными кулачками зажима или роликами скольжения
Люнет подвижный 1М63- является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В зависимости от исполнения люнет оснащается кулачками скольжения или роликами. Подвижный люнет крепится к каретке суппорта станка и оснащается кулачками скольжения. Внутренний диаметр стандартного люнета 170 мм. Люнет может быть укомплектован чугунными кулачками зажима или роликами скольжения
Насос 1М63 (насос лопастной, насос плунжерный, насос пластинчатый, помпа СОЖ ПА-22, ПА-25, ПМ-25) — устройство (гидравлическая машина, аппарат или прибор) для напорного перемещения (всасывания и нагнетания) главным образом капельной жидкости в результате сообщения ей внешней энергии (потенциальной и кинетической). В наличии имеются насос фартука 1М63 и насосы коробки подач 1М63
В наличии имеются насос фартука 1М63 и насосы коробки подач 1М63
Нижняя часть суппорта 1М63 — предназначены для перемещения режущего инструмента в горизонтальной плоскости строго перпендикулярно оси станка с отверстием для установкиверхнего суппорта, служащим для поворота резцедержателя под заданным углом
Патрон токарный 1М63- приспособление для закрепления заготовок или инструмента
Пиноль задней бабки 1М63 — деталь металлорежущего станка, выполняемая в виде гильзы, перемещаемой в осевом направлении. Специальное приспособление, которое устанавливается в заднюю бабку и центрирует деталь, упираясь в отверстие или полость на торце детали. Ремонтный размер 80 мм
Резцедержатель 1М63 — четырехгранная резцовая головка, которая поворачивается вокруг вертикальной оси на требуемый угол и закрепляется в нужном положении рукояткой
Суппорт 1М63, крестовой суппорт 1М63, верхний суппорт 1М63 — приспособление для крепления обрабатывающего инструмента и перемещения инструмента в заданных направлениях
Фартук 1М63 в сборе — узел, позволяющий прямой и обратный ходы каретки и суппорта. Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового вала
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового вала
Фрикционный вал 1М63, фрикцион 1М63, фрикционная муфта 1М63, муфта перегруза 1М63, вал 1 ой оси1М63– служит для сообщения шпинделю прямого и обратного хода
Шестерня 1М63, шестерня коническая 1М63, колесо зубчатое 1М63, гипоидная пара 1М63, шестерня-муфта 1М63 — это деталь цилиндрической или конической формы, с зубьями, которые зацепляются за зубья другой шестерни и приводят в движение разнообразные механизмы. Традиционно шестерней называют меньшее из зубчатых колес сопряженной пары. Но в разговорной речи любое зубчатое колесо уже давно называют шестерней
Шкив 1М63 — деталь для передачи вращения через ременную передачу к коробке скоростей станка
Все Mp3 Download — MP3 Juice
staging. laderach.com — Скачать mp3 бесплатно, быстро и легко. Скачать самый популярный полный альбом в формате mp3.
laderach.com — Скачать mp3 бесплатно, быстро и легко. Скачать самый популярный полный альбом в формате mp3.
Самый популярный MP3
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 11
- 12
- 13
- 14
- 15
- 16
- 17
- 18
- 19
- 20
- 21
- 22
- 23
- 24
- 25
- 26
- 27
- 28
- 29
- 30
- 31
- 32
- 33
- 34
- 35
- 36
- 37
- 38
- 39
- 40
- 41
- 42
- 43
- 44
- 45
- 46
- 47
- 48
- 49
- 50
Токарный станок с ЧПУ Справочный список G-кодов и M-кодов для токарных станков с ЧПУ
Это общие G-коды для токарных станков с ЧПУ и токарной обработки. Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категория | ||||||
| G00 | Движение | Двигайтесь по прямой линии на стремительной скорости. | XYZ конечной точки | G00 и MDI. Линейное перемещение: G00 и G01 | ||
| G01 | Движение | Двигаться по прямой на последней скорости, заданной скоростью подачи (F) | XYZ конечной точки | G01 и MDI. Линейное перемещение: G00 и G01 | ||
| G02 | Движение | Дуга окружности по часовой стрелке со скоростью подачи (F) | XYZ конечной точки IJK относительно центра Р за радиус | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки со скоростью подачи (F) | XYZ конечной точки IJK относительно центра Р за радиус | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Задержка: остановка на указанное время. | P для миллисекунд X для секунд | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | ||
| G09 | Движение | Проверка точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| G10 | Компенсация | Программируемый ввод параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выберите плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выберите плоскость Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| Г21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| Г27 | Движение | Проверка возврата в исходную точку | G28: возврат к исходной точке | |||
| Г28 | Движение | Возврат в исходное положение | G28: возврат к референтной точке | |||
| Г29 | Движение | Возврат из референтной позиции | G28: возврат к исходной точке | |||
| Г30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к референтной точке | |||
| Г32 | Консервы | Нарезание резьбы с постоянным шагом (например, G01 синхронизировано со шпинделем) | ||||
| Г40 | Компенсация | Компенсация режущего инструмента отключена (компенсация радиуса) | ||||
| Г41 | Компенсация | Компенсация резца инструмента слева (компенсация радиуса) | ||||
| Г42 | Компенсация | Коррекция режущего инструмента справа (компенсация радиуса) | ||||
| Г43 | Компенсация | Применение компенсации длины инструмента (плюс) | ||||
| Г44 | Компенсация | Применить поправку на длину инструмента (минус) | ||||
| Г49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| Г50 | Компенсация | Сбросить все коэффициенты масштабирования до 1,0 | ||||
| Г51 | Компенсация | Включить масштабные коэффициенты | ||||
| Г52 | Координата | Локальный рабочий сдвиг для всех систем координат: добавить смещения XYZ | ||||
| Г53 | Координата | Система координат станка (отмена нулевой коррекции) | ||||
| Г54 | Координата | Рабочая система координат (1-я заготовка) | ||||
| Г55 | Координата | Рабочая система координат (2-я заготовка) | ||||
| Г56 | Координата | Рабочая система координат (3-я заготовка) | ||||
| Г57 | Координата | Рабочая система координат (4-я заготовка) | ||||
| Г58 | Координата | Рабочая система координат (5-я заготовка) | ||||
| Г59 | Координата | Рабочая система координат (6-я заготовка) | ||||
| Г61 | Прочее | Режим проверки точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| Г62 | Прочее | Автоматическая угловая корректировка | ||||
| Г63 | Прочее | Режим постукивания | ||||
| Г64 | Прочее | Лучший путь скорости | ||||
| Г65 | Прочее | Простой вызов пользовательского макроса | Подпрограммы и макросы | |||
| Г70 | Консервы | Цикл чистовой токарной обработки | ||||
| Г71 | Консервы | Цикл чернового точения | G71: Цикл чернового точения G71 Тип II: черновое точение с «карманами» | |||
| Г72 | Консервы | Цикл черновой наплавки | ||||
| Г73 | Консервы | Цикл повторения шаблона | ||||
| Г74 | Консервы | Цикл сверления с отсечкой | ||||
| Г75 | Консервы | Цикл обработки канавок | ||||
| Г76 | Консервы | Цикл нарезания резьбы | Цикл нарезания резьбы на токарном станке G76 | |||
| Г80 | Консервы | Отмена постоянного цикла | ||||
| Г83 | Консервы | Цикл торцевого сверления | ||||
| Г84 | Консервы | Цикл нарезания торца | ||||
| Г86 | Консервы | Постоянный цикл растачивания, остановка шпинделя, быстрый выход | ||||
| Г87 | Консервы | Цикл бокового сверления | ||||
| Г88 | Консервы | Цикл бокового нарезания резьбы | ||||
| Г89 | Консервы | Цикл бокового растачивания | ||||
| Г90 | Координата | Абсолютное программирование XYZ (системы типа B и C) | ||||
G90. 1 1 | Координата | Абсолютное программирование IJK (системы типа B и C) | ||||
| Г91 | Координата | Инкрементальное программирование XYZ (системы типа B и C) | ||||
| G91.1 | Координата | Инкрементное программирование IJK (системы типа B и C) | ||||
| Г92 | Координата | Цикл нарезания резьбы | ||||
| G92 (альтернативный) | Движение | Фиксатор максимальной скорости шпинделя | С | |||
| Г94 | Движение | Цикл токарной обработки торца | ||||
| Г96 | Движение | Постоянная скорость у поверхности ВКЛ. | G96: постоянная скорость у поверхности | |||
| Г97 | Движение | Отмена постоянной скорости у поверхности | G96: постоянная скорость у поверхности | |||
| Г98 | Движение | Скорость подачи в минуту | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г99 | Движение | Скорость подачи на оборот | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г190 | Движение | Режим радиуса | Программирование токарного станка с ЧПУ | |||
| Г191 | Движение | Режим диаметра | Программирование токарного станка с ЧПУ | |||
М-коды
| ||||||
| М00 | М-код | Остановка программы (необязательно) | ||||
| М01 | М-код | Дополнительный останов: оператор выбран для включения | ||||
| М02 | М-код | Конец программы | ||||
| М03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | M03 и MDI. | |||
| М04 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) | ||||
| М05 | М-код | Стопор шпинделя | M05 и MDI. | |||
| М06 | М-код | Смена инструмента | ||||
| М07 | М-код | Туман СОЖ ВКЛ | M07 и MDI. | |||
| М08 | М-код | Заливная охлаждающая жидкость ВКЛ. | M08 и MDI. | |||
| М09 | М-код | СОЖ ВЫКЛ. | M09 и MDI. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | М13 и МДИ. | |||
| М14 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) + СОЖ ВКЛ | М14 и МДИ. | |||
| М30 | М-код | Окончание программы, режимы перемотки назад и сброса | ||||
| М97 | М-код | Вызов подпрограммы Haas Style | Подпрограммы и макросы | |||
| М98 | М-код | Вызов подпрограммы | Подпрограммы и макросы | |||
| М99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||

Бонус: ознакомьтесь с нашими другими кулинарными книгами по ЧПУ, чтобы получить более подробную информацию о ЧПУ!
Если вы новичок в работе с ЧПУ, ознакомьтесь с нашим Пособием для начинающих с ЧПУ .
