Токарный станок 16б16: 16Б16 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
Токарно винторезный станок 16Б16КП
Токарный станок 16Б16 предназначен для выполнения конечной обработкиизделий разных видов. Для станка 16Б16 характерно выполнение токарных работ нормальной точности. Он способен обрабатывать деталис диаметром 320 мм. Для станка характерна чистая и точная обработка заготовок. Токарно винторезный станок 16Б16 обладает высокой надежностью. Работать на нем можно в условиях высокой температуры воздуха. Для всех выполняемых операций на токарном станке характерна точность и высокая чистота выполнения резьбы. Это обусловлено тем, что на нем все детали конструкции имеют высокую точность, опоры шпинделя оснащены подшипниками высокой точности.
Все станочные элементы обладают балансировкой высокой степени. Для токарного станка 16Б16 характерна бесступенчатая регулировка скорости обработки в различных диапазонах.
Маркировка «К» обозначает наличие в нем копировального механизма. Маркировка «П» указывает на высокую точность обработки изделий.
Технические характеристики
| Диаметр обработки над станиной, мм | 360 / 320 |
| Диаметр обработки над суппортом, мм | 180 |
| Расстояние между центрам | 500, 750, 1000 / 750 |
| Класс точности по ГОСТ 8-82 | П / А |
| Размер внутреннего конуса в шпинделе | Морзе 5 |
| Диаметр сквозного отверстия в шпинделе, мм | 36 / — |
| Мощность электродвигателя главного привода, кВт | 7,5 |
| Длина станка, мм | 2525 / 2270 |
| Ширина станка, мм | 1100 |
| Высота станка, мм | 1505 |
| Масса станка, кг | 2170 / 2150 |
Особенности токарного станка 16Б16
- коробка передач станка имеет длительный срок службы, что является следствием применения клиноременной системы;
- ручка на фартуке токарного станка 16Б16 позволяет контролировать частоту вращения шпинделя;
- станочный суппорт и салазки способны перемещаться ускоренно продольно и поперечно;
- передняя бабка оснащена двумя переборами с различными передаточными числами;
- токарный станок имеет резцедержатель особой конструкции, который позволяет оператору при обработке детали быстро отнимать инструмент от заготовки;
- оборудование 16Б16 имеет категорию точности «Н»;
- станок может работать в нескольких режимах, это возможно по причине использованием на нем электропривода тиристорного типа;
- на фартуке станка имеется рукоятка, управляющая перемещениями продольных салазок и суппорта в ускоренном режиме.

Токарный станок 16Б16КП: технические характеристики, схемы
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт. А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
- предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;
- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об./мин., а в реверсивном – от 25 до 1250 оборотов в мин.
 ;
; - в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;
- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска. Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.
Назначение и область применения
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Сведения о производителе токарно-винторезного станка 16Б16кп
Производитель универсального токарного станка 16Б16кп — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В 1935 году завод первым в СССР изготовил резьбофрезерный станок модели 561, а с военного 1941 года приступает к выпуску целой гаммы резьбофрезерных полуавтоматов: 5А63, 5А64, 5М63, 5М64.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —
1В616 и 1А616
, а с начала семидесятых годов начался выпуск серии
16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616
станок токарно-винторезный универсальный, Ø 320 - 1А616к
станок токарно-винторезный с АКП, Ø 320 - 1А616П
станок токарно-винторезный повышенной точности, Ø 320 - 1Б811
станок токарно-затыловочный, Ø 250 - 1Е811
станок токарно-затыловочный, Ø 250 - 1П611
станок токарно-винторезный универсальный, Ø 250 - 16Б16
станок токарно-винторезный универсальный, 320 - 16Б16А
станок токарно-винторезный особо высокой точности, Ø 320 - 16Б16КА
станок токарно-винторезный особо высокой точности с АКП, Ø 320 - 16Б16П
станок токарно-винторезный повышенной точности, Ø 320 - 16Б16КП
станок токарно-винторезный повышенной точности с АКП, Ø 320 - 16Б16Ф3
станок токарный патронно-центровой с ЧПУ, Ø 320 - 16Б16Т1
станок токарный с ЧПУ, Ø 320 - 16Д16АФ1
станок токарно-винторезный особо высокой точности с УЦИ, Ø 320 - 561
станок резьбофрезерный, Ø 400 х 700 - 1615
станок токарно-винторезный универсальный, Ø 320 - 1616
станок токарно-винторезный универсальный, Ø 320 - 1716ПФ3
станок токарный с ЧПУ, Ø 320 - 5350А
станок шлицефрезерный полуавтомат, Ø 150 - Samat 400
станок токарно-винторезный повышенной точности, Ø 320 - Умелец
станок токарный настольный, Ø 175
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.

- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.
Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач. Это значительно увеличило функциональную надежность винторезного станка;
- электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.
Общий вид токарно-винторезного станка 16Б16КП
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Расположение основных узлов токарно-винторезного станка 16Б16кп
Обозначение составных частей станка
| Поз | Наименование | 16Б16 16Б16П | 16Б16К 16Б16KП | 16Б16А | 16Б16КА |
| 1 | Коробка передач (гитара) | 16Б16П. 080 080 | 16Б16П.080 | 16Б16А.080 | 16Б16А.080 |
| 2 | Электрооборудование | 16Б16П.195 | 16Б16КП.195 | ||
| 3 | Бабка шпиндельная | 16Б16П.020 | 16Б16П.020 | 16Б16А.020 | 16Б16А.020 |
| 4 | Охлаждение | 16Б16П.251 | 16Б16П.251 | 16Б16П.251 | 16Б16П.251 |
| 5 | Резцедержатель | 16Б16П.048 | 16Б16П.048 | 16Б16П.048 | 16Б16П.048 |
| 6 | Суппорт | 16Б16П.045 | 16Б16П.045 | 16Б16П.045 | 16Б16П.045 |
| 7 | Каретка | 16Б16П.051 | 16Б16П.051 | 16Б16А.051 | 16Б16А.051 |
| 8 | Бабка задняя | 16Б16П.330 | 16Б16П.330 | 16Б16П.030 | 16Б16П.030 |
| 9 | Привод ускоренного хода | 16Б16П.159 | 16Б16П.159 | 16Б16П.159 | 16Б16П.159 |
| 10 | Тумба правая | 16Б16П. 017 017 | 16Б16П.017 | 16Б16П.017 | 16Б16П.017.01 |
| 11 | Фартук | 16Б16П.062 | 16Б16П.062 | 16Б16A.061 | 16Б16A.061 |
| 12 | Станина | 16Б16П.011 | 16Б16П.011 | 16Б16А.011 | 16Б16А.011 |
| 13 | Коробка подач | 16Б16П.070 | 16Б16П.070 | 16Б16А.070 | 16Б16А.070 |
| 14 | Коробка скоростей | 16Б16П.024 | АКП 109-6,3 | 16Б16П.024 | АКП 109-6,3 |
| 15 | Шкивы главного привода | 16Б16.162 | 16Б16.162 | 16Б16.162 | 16Б16.162 |
| — | Шкаф управления | ШОС 5906 | ШОС 5906 | ||
| — | Система смазки | 16Б16П.240.000 | 16Б16П.240.000-03 | 16Б16П.240.000 | 16Б16П.240.000 |
| — | Устройство разгрузки направляющих | 16Б16А.062 | 16Б16А.062 |
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
- резьбу с повышенным шагом в 4 и 16 раз;
- правые и левые резьбы;
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.

Электрооборудование токарно-винторезного станка 16Б16КП
Схема электрическая принципиальная токарно-винторезного станка 16Б16кп
Электрическая схема токарного станка 16Б16кп
Схема расположения электрооборудования на станке предоставлена на рис. 16.
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, 16Б16П, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков 16Б16К, 16Б16КП, 1620К, 16Г16К, 16Л20КП имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Станок снабжен электрошкафом.
На ставке могут применяться следующие напряжения: силовая цепь — трехфазная, 50 или 60 Гц, 220, 380, 400, 415 или 440 В; цепь управления переменного тока — 110 В, постоянного тока — 24 В; цепь местного освещения — 24 В; цепь сигнализации — 29 В.
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
Станина станка
Монтируется на 1 тумбе.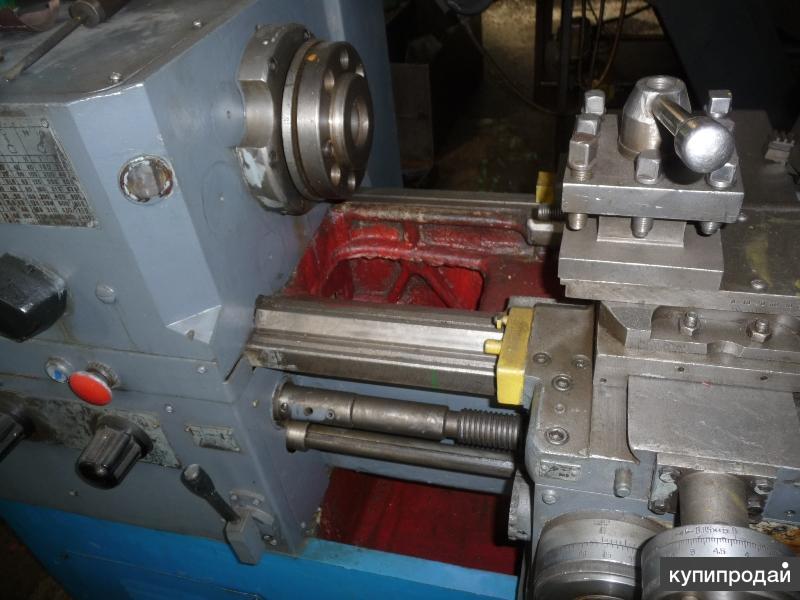 Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Кинематическая схема токарного станка модели 16Б16КП
Кинематическая схема токарного станка модели 16Б16кп
- А — АКС — автоматическая коробка скоростей АКП 109-6,3 для станков 16Б16К, 16Б16КП, 16Е16КП
- а — бабка шпиндельная
- б — резцедержатель
- в — суппорт
- г — бабка задняя
- д — фартук
- е — каретка
- ж — коробка скоростей для станков 16Б16, 16Б16П, 16Г16
* для частоты вращения шпинделя 16.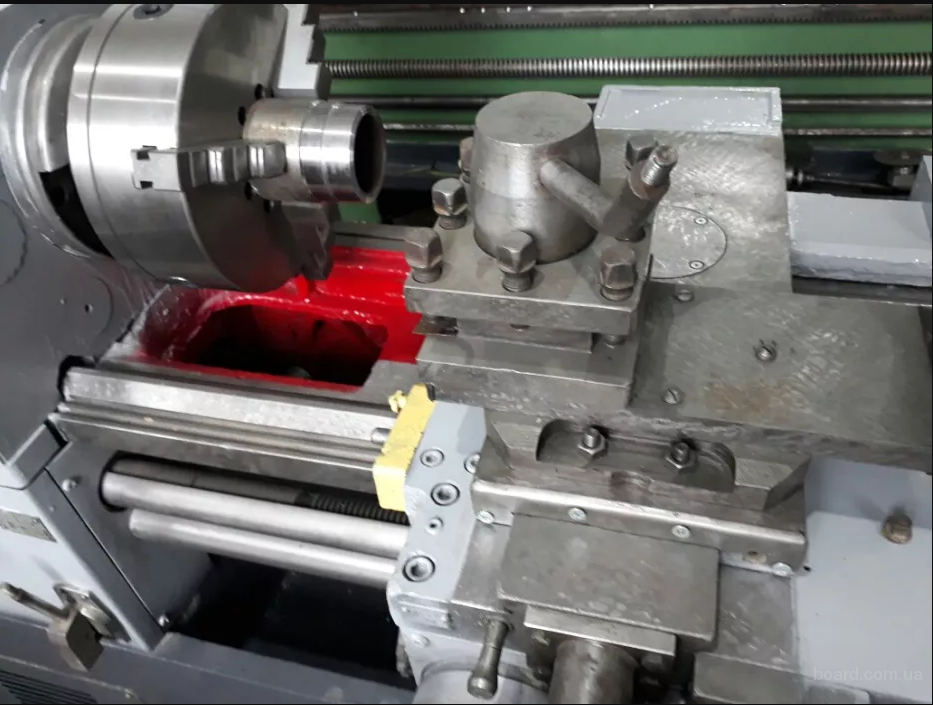 .1600 об/мин
.1600 об/мин
** для частоты вращения шпинделя 25..2500 об/мин
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
Расположение органов управления токарно-винторезным станком 16Б16КП
Расположение органов управления токарным станком 16Б16кп
Перечень органов управления токарно-винторезным станком 16Б16КП
- Табличка с поясняющими графическими символами
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- Кнопка аварийная
- Кнопка включения электродвигателя главного движения
- Рукоятка включения нормального или увеличенного шага
- Рукоятка изменения направления нарезки
- Табличка с поясняющими графическими символами
- Рукоятка включения переборов
- Указатель нагрузки
- Лампа сигнальная
- Рукоятка включения электрооборудования станка в сеть
- Рукоятка включения насоса охлаждения
- Рукоятка переключения скорости электродвигателя главного движения
- Рукоятка управления АКП — автоматической коробкой передач
- Рукоятка поперечной подачи суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт крепления каретки к станине
- Рукоятка подачи верхней части суппорта
- Кнопка включения электродвигателя ускоренных ходов каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Винт поперечного смещения задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт натяжения ремня электродвигателя ускоренного хода
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Гайка регулировки усилия отключения фартука по упору
- Рукоятка включения муфты перегрузочного механизма фартука
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Кнопка включения реечной шестерни
- Маховик ручного перемещения каретки
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка управления коробкой скоростей
- Винт натяжения ремня привода шпиндельной бабки
- Винт натяжения ремня электродвигателя главного движения
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.

- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.

- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Китай Производитель фрезерных станков с ЧПУ, Токарный станок, Поставщик плоскошлифовальных станков
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуется для вас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Спотовые товары
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Фрезерный станок с ЧПУ M4S для металла, Тайваньский шпиндель, Станок с ЧПУ, Станок для резки, Токарный станок, Плоскошлифовальный станок
Цена на условиях ФОБ:
11 000-15 000 долларов США
/ Комплект
Мин.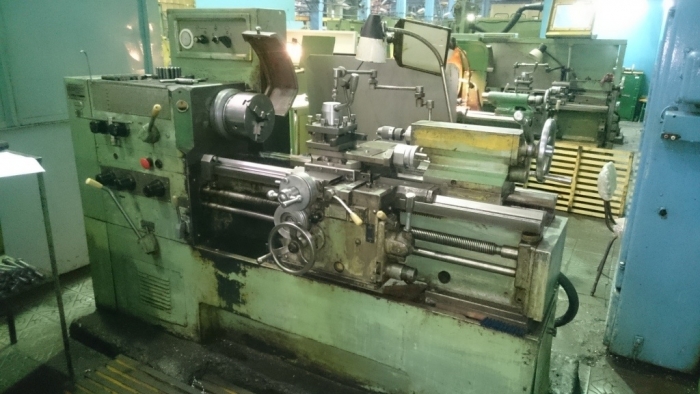 Заказ:
Заказ:
1 комплект
Свяжитесь сейчас
Видео
M618 Прецизионный плоскошлифовальный станок, Шлифовальный станок, для рынка Америки, Магнит
Цена на условиях ФОБ:
3300-5000 долларов США
/ шт.
Мин. Заказ:
1 шт.
Свяжитесь сейчас
Профиль компании
{{ util.each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Тип бизнеса: | Производитель/Фабрика | |
| Основные продукты: | фрезерный станок с ЧПУ , токарный станок , Поверхностный шлифовальный станок , Токарный станок с ЧПУ , Радиальное сверление.  .. .. | |
| Зарегистрированный капитал: | 1000000 юаней | |
| Площадь завода: | >2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
Компания Hercules Machinery Equipment Ltd была основана в 1997 году. Мы специализируемся на производстве вертикально-фрезерных станков с ручным управлением и ЧПУ, плоскошлифовальных станков, токарных станков, вертикально-фрезерных центров, принадлежностей для станков и т. д.
Мы специализируемся на производстве вертикально-фрезерных станков с ручным управлением и ЧПУ, плоскошлифовальных станков, токарных станков, вертикально-фрезерных центров, принадлежностей для станков и т. д.
Благодаря стабильному и надежному качеству наших машин и хорошему послепродажному обслуживанию наши машины теперь широко продаются по всему миру, например, в Европе, Южной Азии, на Ближнем Востоке, в Северной Америке и т. д.
Наш завод оснащен множество тайваньских и европейских импортных строгально-фрезерных станков, строгальных станков …
Просмотреть все
Доска объявлений
6 шт.
на складе клиента
визит клиента
тимбилдинг
тур по компании
с днем рождения
с клиентом
Отправьте сообщение этому поставщику
* От:
* Кому:
Мистер Джон Сан
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Lang 22 ‘x 078 — Talees, Engine
Запрос о цитате
Название: 22 «x 78» Lang двигатель. : LANG
Модель: 22′ X 078
Год: Нет в списке
Сообщение
Информация
Имя*
Требуется имя
Фамилия*
Требуется фамилия
Страна*
United StatesCanadaMexicoAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamas TheBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo The Democratic Republic Of TheCook IslandsCosta RicaCote D»Ivoire (Ivory Coast)Croatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaExternal Territories of AustraliaFalkland ОстроваФарерские островаОстрова ФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияЮжные французские территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернси и ОлдерниГвинеяГвинея-Бис sauGuyanaHaitiHeard and McDonald IslandsHondurasHong Kong S.
