Токарный станок 1д62м технические характеристики: 1А62 Станок токарно-винторезный универсальный. Паспорт, схемы, описание, характеристики
Содержание
технические характеристики, назначение и устройство, руководство по эксплуатации
Токарный станок 1А62, относится к универсальному оборудованию и производится известной фирмой «Красный Пролетарий» с 1949 года. 1А62 заменил модели ДиП и оснащает теперь фабрики.
Содержание:
- 1 Назначение и область применения
- 2 Технические возможности
- 2.1 Параметры
- 3 Габарит рабочего пространства
- 4 Органы управления
- 4.1 Коробка скоростей
- 4.2 Реверс
- 4.3 Коробка подач
- 4.4 Фартук
- 4.5 Суппорт
- 4.6 Назначение и устройство задней бабки
- 4.7 Управление электроаппаратурой
- 5 Кинематическая схема
- 6 Электрическая схема
- 7 Рекомендации по эксплуатации оборудования
- 7.1 Проверка масла
Назначение и область применения
Благодаря своей универсально, токарные станки 1А62 можно использовать в выполнении заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию. И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
Опытные работники различают токарные станки по одному лишь фоту, но более полную информацию о станке можно узнать, посмотрев на цифры в названии.
- «1» – обозначение группы, в которую входит токарный станок.
- «А» – обозначение поколения станка.
- «6» – обозначение принадлежности к винторезной группе.
- «2» – данная цифра позволяет поделиться высотой центра (над станиной), для этого станка 22 см.
Отличительно от других станков, 1А62 имеет расширенный функционал и улучшенные характеристики.
А главными улучшениями можно назвать:
- Увеличение скорости шпиндельного узла до 1200 об/мин, плюс возможность выбора из двадцати одной скорости вращения по прямой и двенадцать по обратной.
- Установка более мощного двигателя на семь киловатт.
- Главный привод станка использует надежное клиновое оборудование.
- Фрикционная муфта агрегата имеет усиленную конструкцию.

- Установка надежного роликового подшипника в шпиндельном узле.
- Для предотвращения самопроизвольного отсоединения патронов от шпиндельного узла, что происходит во время прекращения вращательных движений в двигателе, предусмотрено наличие специальной канавки, дабы разместить предохранители.
- Точную резьбу гарантирует коробка передач с прямым включением работы ходового винта.
- Лицевая часть фартука станка располагает лимб, который отвечает за проведение продольной подачи через суппорт.
- Имеет усиленную заднюю бабку.
- Усовершенствованная конструкция резцедержателя позволяет повернуть его в любую сторону, с любым углом не за действуя вторую руку.
- Станок имеет улучшенную систему охлаждения, с электрическим насосом и резервуаром, находящимся сзади устройства.
- Установка люнет возможна, чтобы достичь требуемую жесткость при использовании длинных деталей на токарном станке 1А62.
Читайте также: токарный станок 1К62
Технические возможности
Токарный станок отвечает стандартам категории «H», можно выделить основные технические характеристики устройства:
- Идет с максимальным диаметром для заготовок – на суппорте -21 см, над станиной 40 см.

- С максимальной длиной заготовок, которая может обрабатываться на токарно-винторезном станке в 75, 100 и 150 см.
- С максимально доступной массой для обработки заготовок, при обработке в патроне – 500 кг, при обработке с использованием центра – 1500 кг.
Читайте также: назначение и устройство и технические характеристики токарного станка 1К62
Параметры
Станок 1А62 идет со следующими рабочими параметрами:
- С расстоянием между центрами – 75, 100 и 150 см.
- С наибольшим диаметром точения на станине – 40 см.
- С наибольшим диаметров точения на суппорте – 21 см.
- С наибольшим диаметром обрабатывания прутка – 3.6 см.
- С наибольшей длиной точения – 65, 90 и 140 см.
- С отверстием в шпиндере – 3,8 см.
- С конусом Морзе 5.
- С рабочими скоростями в количестве — 21 шт.
- С рабочими обратными скоростями – 12 шт.
- С продольными и поперечными подачами в количестве – 35 шт.
- Модульные резьбы – 10.

- С мощностью электродвигателя в 7 киловатт.
- С числом оборотов шкива – 730 в минуту.
- С величиной модульной резьбы – 3.
Габарит рабочего пространства
Габаритные размеры станка предполагают:
- Высоту – 121 см.
- С площадью устройства при РМЦ 750 – 251 на 158 см.
- С площадью устройства при РМЦ 1000 – 265 на 158 см.
- С площадью устройства при РМЦ 1500 – 317 на 158 см.
- Весит станок, не считая электрооборудование при РМЦ 750 – 2, 045 тонн.
- Масса при РМЦ 1000, не считая электрооборудование – 2,105 тонн.
- Весит станок, не считая электрооборудование при РМЦ 1500 – 2, 370 тонн.
Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
- Рукоятку устанавливающую необходимую скорость вращения шпинделя.
- Рукоятку, увеличивает резьбу обрабатываемой детали.
- Рукоятку, устанавливающую левое или правое направление для резьбы.

- Рукоятку, регулирующую подачу и шаг резьбы.
- Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
- Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
- Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
- Орган, управляющий фартуком.
- Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
- Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
- Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.
Важно!
Также, наличие электрических выключателей, для освещения рабочего места. Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.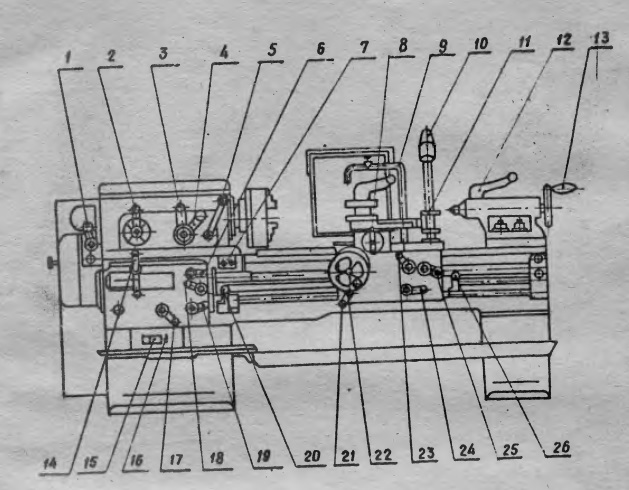
Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.
Реверс
Используется для фиксации деталей.
Параметры:
- Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
- С допустимым размером прутка, не более 3,8 см.
- С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
- С двусторонней фрикционной муфтой.
Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
- Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
- Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
- Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
- Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам. Обеспечивает вращение червячного колеса.
Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
- Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
- Имеет продольные и поперечные подачи в количестве – 35 шт.

- Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
- Нарезаемая резьба: металлическим способом 19 (шаг от 1 до 12 мм), дюймовым – 20 (шаг – 2–24 ниток/дюйм), модульным – 10 (шаг – 0,5–3 модуля), питчевым – 24 (шаг – 7–95).
Важно!
Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги.
Что положительно сказывается на характеристиках работы:
- Максимальное перемещение увеличивается до 11,3 см.
- С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
- С максимальным сечением державки 2,5 на 2,5 см.
Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
- с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
- с внутренним посадочным конусом категории «Морзе 4»;
- с величиной максимального перемещения – 15 см, при этом на одно
- деление лимба пиноль перемещается на 0,1 мм;
- с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.

Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.
Кинематическая схема
Электрическая схема
Рекомендации по эксплуатации оборудования
Для того, чтобы работать на агрегате было эффективно, а производимые детали отличались высоким качеством и соответствовали параметрам, следует правильно настроить станок.
Установка происходит на специально подготовленной платформе, которая сможет заглушить вибрации от нагрузки и выдержать массу станка.
Окончательная настройка режимов работы и правила использования указаны в инструкции, идущей в комплекте со станком. Основываясь, на опыте работников с такими типами оборудования, сопроводительная документация дает четкий порядок действий и инструкцию по эксплуатации агрегата.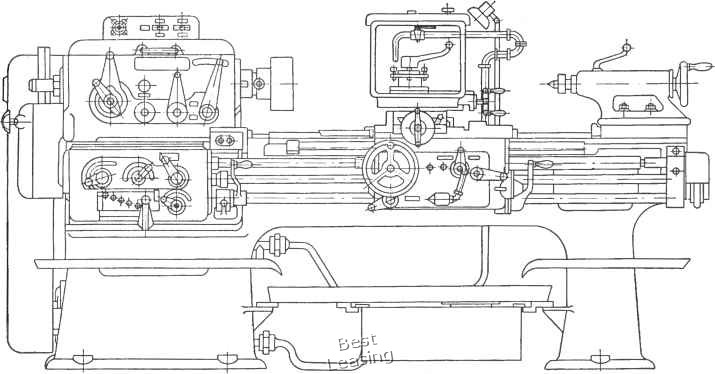
Проверка масла
Затем, необходимо произвести запуск шпинделя на максимальном числе оборотов. Такой способ, поможет проверить падает уровень масла выше нормы или нет, процедуру рекомендуется проводить на холостом ходу.
Модель станков 1А62, уже давно используется в промышленном производстве и хорошо зарекомендовала себя, благодаря обновленной системе работы и объемному функционалу.
Токарно-винторезный станок 1К62: технические характеристики, схемы
Функциональные особенности станка
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.

Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Обзор токарно-винторезного станка 1К62
Отлично знакомый тем, чей род занятий связан с точением и иной обработкой металлических болванок, токарно-винторезный станок 1К62 производился в г. Москва на протяжении 15 лет. Будучи одной из ходовых моделей, был известен во всем Советском Союзе, как устройство, что дает возможность создавать детали типовых размеров более широкого перечня.
Станок предназначен для обработки сложных поверхностей: цилиндрических, внутренних, торцовых, конических и внешних, и для нарезки резьбы – с применением резцов, сверл, разверток, метчиков, плашек и зенкеров всевозможных форм и размеров. Буквенно-цифровой показатель модели 1К62 обозначает следующее: «1» – токарный станок, «6» – токарно-винторезный станок, «К» – поколение станка, «2» – высота центров.
Буквенно-цифровой показатель модели 1К62 обозначает следующее: «1» – токарный станок, «6» – токарно-винторезный станок, «К» – поколение станка, «2» – высота центров.
- Преимущества станка
- Токарный станок 1К62: технические характеристики
- Конструктивные особенности станка
- Другие конструкционные нюансы
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Конструкция и характеристика работы основных узлов станка
Общий вид и компоновка станка 1К62 (рис. 1)
1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин.
 Поперечные -1,7; продольные – 3,4;
Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.
Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Читать также: Бензопила штиль 180 высокие холостые обороты
Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Материалы
Материалы
Ваш номер посетителя с 02.09.03
Copyright 2000-2002 Frank J. Hoose, Jr.
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Материалы: сырье
Материалы Металлы Пластмассы Сравнительные цены
Алюминий Латунь
Буровая штанга Нержавеющая сталь
Сталь Холоднокатаная сталь Легкообрабатываемая сталь (12L14) Акрил
Пластик Делрин Пластик Тефлон Пластик
Если вы еще этого не сделали, прочитайте Отказ от ответственности (последнее обновление 18. 10.09)
10.09)
Сырье для мини-токарного станка
Хотя его называют токарным станком по металлу,
вполне способен работать со многими другими материалами, такими как пластик и дерево. Который
материал для использования в конкретном проекте зависит от ряда факторов, таких как:
- Стоимость
- Прочность/твердость/жесткость/износостойкость
- Вес
- Коррозионная/химическая стойкость
- Диапазон температур
- Внешний вид
- Магнетизм
- Электрическая изоляция или проводимость
- Легкость обработки (обрабатываемость или обрабатываемость)
Внутри определенного типа металла, такого как латунь, сталь или
алюминий, есть различные сплавы на выбор. Сплавы образуются путем смешивания конкретных
Сплавы образуются путем смешивания конкретных
пропорции других металлов вместе с основным металлом для достижения желаемого
характеристики в металле. Например, добавление никеля и 10% или более хрома в
углеродистая сталь производит нержавеющую сталь, которая обладает высокой устойчивостью к ржавчине и коррозии и
обычно немагнитны. Одних только нержавеющих сталей насчитывается более 60 различных сплавов, но, как
любители, обычно нам нужно знать лишь о некоторых из них. Однако вы будете
необходимо сделать осознанный выбор, чтобы получить наилучшие результаты для ваших проектов.
На токарном станке для большей части вашей работы потребуется круглый (стержень)
запас. Доступны другие формы поперечного сечения, такие как квадрат, шестиугольник и трубка,
хотя и часто бывают полезными. Если вы делаете что-то вроде фонарика, это, очевидно,
гораздо логичнее начинать с трубок и делать отдельные торцевые заглушки, чем рассверливать
сплошной кусок металла в кучу щепок!
Обычные металлы для дома Магазин
В следующей таблице сравниваются некоторые металлы, обычно
используется в домашнем магазине:
| Материал | Недвижимость |
| Алюминий | Легкий; мягкий; относительно низкая прочность; Можно корродирует, но не ржавеет; немагнитный; бюджетный; легко обрабатывается, но стружка имеет тенденцию приварить к наконечникам инструментов; очень полезно для многих типов проектов, где прочность не требуется |
| Латунь | Тяжелый; умеренная крепость; может ржаветь, но не ржавчина; немагнитный; относительно дорогой; машины очень легко, но имеет тенденцию к «захватные» сверла; визуально привлекательный в декоративных приложениях; обычно используется экономно из-за стоимости; |
| Буровая штанга | Тяжелый; сильный; устойчив к коррозии, но может ржавчина; магнитный; умеренная стоимость; умеренно трудно поддается механической обработке из-за твердости; точно шток с размерами (0,001) идеально подходит для валов; можно закалить для приложения для изготовления инструментов |
| Сталь — холоднокатаная | Тяжелый; сильный; легко ржавеет, так должно быть защищен от влаги; магнитный; бюджетный; умеренно легко обрабатывается, но трудно получить хорошую отделку поверхности; подходит для общих применений, где низкая стоимость и требуются высокие прочностные или магнитные свойства.  Сплавы типа 12Л14 легче поддаются Сплавы типа 12Л14 легче поддаютсямашина. |
| Нержавеющая сталь | Тяжелый; сильный; чрезвычайно ржавчина и коррозия стойкий; немагнитный; относительно высокая стоимость; относительно трудно обрабатывать из-за прочность и твердость; лучше всего подходит для использования на открытом воздухе и на лодках; |
Обычные пластмассы для дома Магазин
Пластмассы часто используются в следующих случаях:
требуется свойств:
- Электрическая изоляция
- Сопротивление ржавчине и коррозии
- Легкий вес
- Прозрачная пленка (акрил и поликарбонат)
- Низкое трение (особенно тефлон)
В следующей таблице сравниваются некоторые пластмассы, обычно
используется в домашнем магазине:
| Материал | Недвижимость |
| Акрил | Прозрачный стекловидный внешний вид; Разновидность доступные цвета; умеренная крепость; не подходит для использования при высоких температурах; умеренная Стоимость; относительно трудно поддается механической обработке из-за склонности плавиться от трения; превосходно выбор для декоративных целей или там, где требуется прозрачность |
| Делрин | Внешний вид кремового цвета; умеренная крепость; относительно низкая стоимость; легко обрабатывается; отлично подходит для общего применения, где пластик желательно для легкого веса и коррозионностойких свойств |
| Тефлон/ПТФЭ | Внешний вид молочно-белый; низкая прочность; превосходно термостойкость; поверхность естественно с низким коэффициентом трения; высокая цена; отлично подходит для применения, где требуется низкое трение, электрическая изоляция и термостойкость требуется.  |
Сравнительные цены металлопродукции
Следующая таблица даст вам представление об относительном
цены на 6-футовые отрезки некоторых распространенных металлов: (все цены с Enco 2003 г.
каталог)
| Диаметр | 1018 холоднокатаная сталь | 6061 Квасцы. | Буровая штанга с закалкой в масле | 360 Латунь | 304 Нержавеющая сталь |
| 1/4″ | 1,50 | 2,74 | 3,38 | 3,55 | 6. 01 01 |
| 3/8 дюйма | 2,80 | 4,26 | 6,58 | 7,43 | 11,98 |
| 1/2″ | 4,28 | 6,90 | 11.02 | 11.40 | 20,45 |
| 1″ | 14,66 | 22.20 | 40,72 | 41,30 | 75,27 |
| 2 дюйма | Н/Д | 80,68 | 152,46 | 152,64 | Н/Д |
Конечно, вы можете найти более низкие или более низкие цены в других
источники.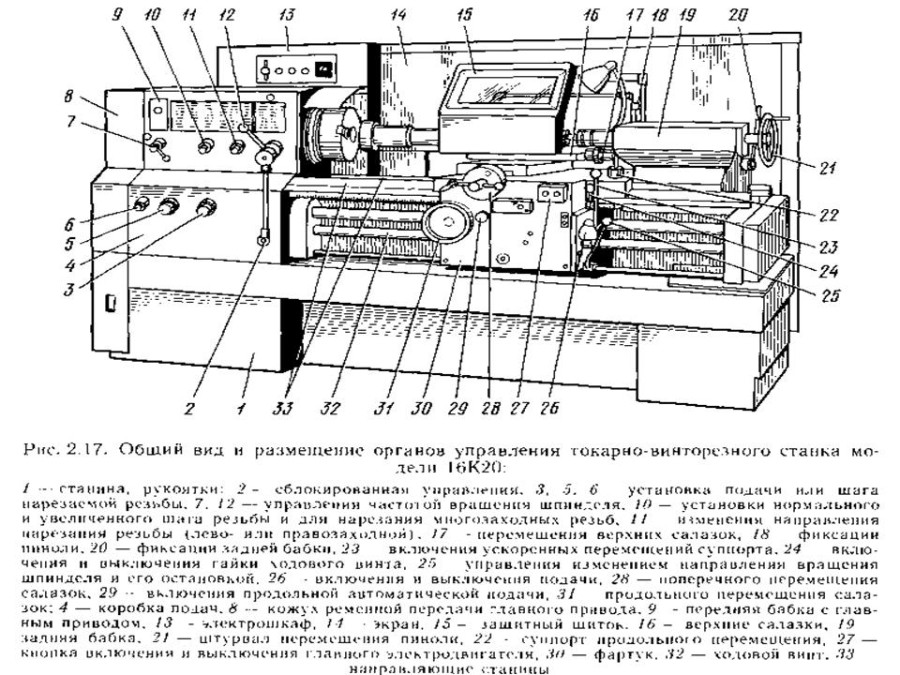 Enco и другие поставщики предлагают материалы на продажу; проверить «сырье»
Enco и другие поставщики предлагают материалы на продажу; проверить «сырье»
раздел в своих ежемесячных рекламных листовках. Как правило, стоимость за дюйм выше, чем меньше
длина куплена. Из-за стоимости упаковки для длин 3 фута или 6 футов вы можете
сэкономить на доставке при заказе нескольких разных диаметров одновременно, так как они
будут отправлены в той же упаковке. Некоторые поставщики взимают плату за резку
обрежьте ложу до заданной длины, особенно для более коротких отрезков.
Алюминиевый круглый приклад
Алюминий — отличный материал для практики, поскольку он
недорогой, легко режется и имеет хорошую отделку. Я использую его для большинства своих проектов, если только
есть какая-то причина использовать другой материал, например, потребность в дополнительной прочности.
На практике существует множество разновидностей алюминия. В течение
в процессе рафинирования алюминий смешивается с определенными пропорциями других металлов для
получить желаемые характеристики прочности, веса, коррозионной стойкости и
обрабатываемость в комбинированном металле, который называется сплавом. Много разных сплавов
Много разных сплавов
доступны для удовлетворения конкретных потребностей, но сплав 6061 является хорошим выбором для работы на
минитокарный станок.
Вы вряд ли найдете 6061 или подобные сплавы у себя
местный хозяйственный магазин — тот, который вы там найдете, обычно очень мягкий и липкий и не
не машина хорошо. Чтобы получить хороший материал, вам нужно будет заказать у промышленного поставщика.
такие как онлайн-металлы,
McMaster-Carr , MetalMart или Enco.
Хорошим стартовым запасом будет 3 фута длиной 1/8″, 1/4″, 1/2″ и
3/4″. У некоторых онлайн-поставщиков металла есть комплекты, включающие широкий ассортимент складских запасов.
примерно за 100 долларов.
У некоторых поставщиков необходимо указать длину, которую вы
хотите, и они могут взимать «плату за резку», чтобы обрезать материал по размеру. Другие поставщики
продавать акции фиксированной длины 2 фута, 3 фута или 6 футов. Обычно я покупаю алюминий длиной 6 футов для
диаметров до 1″. Так как количество металла в стержне увеличивается с увеличением площади
Так как количество металла в стержне увеличивается с увеличением площади
диаметра, цена резко возрастает для больших диаметров. Чтобы дать вам представление, здесь
Вот некоторые цены из каталога Enco 2003 года на 6-футовые круглые ложи 6061:
| Диаметр | Цена |
| 1/4″ | 2,74 |
| 3/8″ | 4,26 |
| 1/2″ | 6,90 |
| 1″ | 22.20 |
| 2 дюйма | 80,68 |
К счастью, при работе с большими диаметрами
заготовки обычно относительно короткие, так что вам не нужно столько.
Если вы только начинаете, некоторые поставщики предлагают пакеты
содержащий несколько диаметров запаса, что является отличным способом заказать различные размеры
однажды. Например, онлайн
Metals предлагает пакет алюминиевых сплавов 6061 за 61,44 доллара США (по состоянию на 09/03), содержащий
3-футовые длины следующих диаметров: 1/4, 5/16, 3/8, 1/2, 5/8, 3/4, 1,
1-14, 1-1/2.
Латунный круглый приклад
Латунь — хороший материал для работы, хотя и несколько
дороже по сравнению с алюминием или сталью. Это может добавить приятное прикосновение контрастного цвета к
проект, который будет отображаться. Часто используется в декоративных и инструментальных
приложений и особенно в морских моделях, чтобы придать богатый вид настоящей латуни.
Сплав 360, наиболее часто используемый для работы в домашних мастерских, также
известна как «латунь для свободной обработки» из-за ее хороших механических свойств. Латунь
Латунь
однако имеет тенденцию «захватывать» сверла при сверлении, что может
несколько снизить за счет использования смазочно-охлаждающей жидкости.
Вы можете получить латунь различных форм от типичных поставщиков
такие как онлайн-металлы,
МеталМарт, Макмастер-Карр
или Энко. Вот некоторые цены на 6-футовые длины
Круглая ложа из латуни из сплава 360 из каталога Enco 2003 года:
| Диаметр | Цена |
| 1/4″ | 3,55 |
| 3/8″ | 7,43 |
| 1/2″ | 11.40 |
| 1″ | 41,30 |
| 2 дюйма | 152,64 |
Online Metals предлагает
мультиупаковка из латуни 360 за 46,87 долларов США (по состоянию на 03 сентября), содержащая 3-футовые отрезки
следующие диаметры: 3/16, 1/4, 5/16, 3/8, 1/2, 5/8, 3/4, 1.
Буровая штанга
Буровая штанга представляет собой стальной сплав блестящего серебристого цвета (таким образом
она известна в Великобритании как серебряная сталь) и обладает хорошими механическими свойствами. В отличие от другого сырья
материалов, диаметр которых может отличаться от номинального на +.010 и более, буровая штанга
поверхность отшлифована с точностью до 0,001 номинального диаметра. Для многих приложений это
означает, что внешняя поверхность не требует дополнительной отделки. Пока не классифицируется как
нержавеющая сталь, буровая штанга умеренно устойчива к ржавчине — как минимум больше, чем обычная
углеродистые стали. Он отлично подходит для таких применений, как валы и оси. Он доступен из
обычные промышленные поставщики обычно имеют длину 3 фута.
Не путайте этот материал с заготовками для сверл, которые
короткие отрезки закаленной быстрорежущей стали, используемые для изготовления сверл. Также в хранилище
Также в хранилище
bin, он очень похож на стальной шток, но буровая штанга магнитная, в то время как большинство нержавеющих
не является.
Полезным свойством буровой штанги является то, что ее можно легко
закаливается нагреванием до раскаленного состояния с последующей закалкой в масле или воде. Так лечили,
металл достаточно тверд, чтобы его можно было использовать для таких инструментов, как пробойники. В зависимости от закалки
Метод буровой штанги бывает трех типов: закалка на воздухе, закалка в воде и закалка в масле.
Вот некоторые цены на 3-футовые трубы для закалки в масле.
буровой штанги из каталога Enco 2003 г.: (При сравнении цен с другими материалами обратите внимание, что
эта таблица предназначена для 3-футовых длин)
| Диаметр | Цена |
| 1/4″ | 1,69 |
| 3/8 дюйма | 3,29 |
| 1/2″ | 5,51 |
| 1″ | 20,36 |
| 2 дюйма | 76,23 |
Нержавеющая сталь
Из-за своей ударной вязкости нержавеющая сталь (SS) несколько более
труднее обрабатывать, чем другие металлы, обычно используемые в домашней мастерской. Это довольно
Это довольно
дорого, но когда вам нужна прочность, стойкость к ржавчине и коррозии и отделка, которая
не тускнеет, его трудно превзойти. Нержавеющая сталь также доступна с прецизионной шлифовкой.
стержень с размерной точностью +/- 0,0005 дюйма, что делает его отличным выбором для
применения в прецизионных приборах.
В бункере для хранения СС очень похож на буровую штангу и
трудно отличить одно от другого, просто взглянув. Большинство марок являются немагнитными или только
слегка магнитные, поэтому проверьте их с помощью небольшого магнита, чтобы отличить их друг от друга.
Вот некоторые распространенные сплавы нержавеющей стали:
- 303 — Содержит серу для улучшения обрабатываемости
- 304 — низкоуглеродистые, широко используемые, общего назначения
- 316 — Содержит молибден для повышения коррозионной стойкости
Вот некоторые цены на 6-футовые отрезки типа 304.
нержавеющая сталь из каталога Enco 2003 г.:
| Диаметр | Цена |
| 1/4″ | 6.01 |
| 3/8″ | 11,98 |
| 1/2″ | 20,45 |
| 1″ | 75,27 |
| 2 дюйма | Н/Д |
Сталь холоднокатаная
Холоднокатаная сталь (CRS) представляет собой низкоуглеродистый стальной сплав,
формируется прокаткой под давлением до нужной формы и размера. Это относительно
Это относительно
недорогой и прочный, чем алюминий, поэтому он имеет множество применений в домашнем магазине. Из-за его
восприимчивость к ржавчине, тем не менее, это не лучший выбор для компонентов, которые будут
воздействию влаги или химических веществ. Наиболее распространен сплав 1018, который имеет хорошие
обрабатываемость и умеренная прочность, но могут возникнуть проблемы, если требуется гладкая поверхность
желанный. См. 12L14 ниже, стальной сплав, с которым легко работать.
на министанке.
Вот некоторые цены на 6-футовые отрезки типа 1018 от
каталог Enco 2003 года:
| Диаметр | Цена |
| 1/4″ | 1,50 |
| 3/8″ | 2,80 |
| 1/2″ | 4,28 |
| 1″ | 14,66 |
| 2 дюйма | Н/Д |
Online Metals предлагает
мультиупаковка 1018 CRS за 25,36 долларов США (по состоянию на 03 сентября), содержащая следующие 3-футовые длины:
диаметры: 3/16, 1/4, 3/8, 1/2, 5/8, 3/4, 1.
Сталь, свободная обработка (12L14)
12L14 относится к определенному сплаву холоднокатаной стали (ХЛС).
с добавлением небольшого процента свинца для улучшения обрабатываемости. При обработке обычных
CRS, может быть трудно получить гладкую поверхность, не прибегая к шлифованию или
полировка. Добавленные элементы в сплаве 12L14 помогают формировать стружку чисто, оставляя
более гладкая поверхность, чем у обычного CRS. Эта улучшенная обрабатываемость может быть временем
и защита от обострения. По возможности я использую 12L14 для проектов, требующих
стали.
Онлайн
Metals предлагает мультипак
из 12L14 за 47,65 долларов США (по состоянию на 05-12), содержащие 3-футовые длины следующих
диаметры: 3/16, 1/4, 3/8, 1/2, 5/8, 3/4, 1.
Акриловый пластик
Акриловый пластик доступен в виде листов, трубок, стержней, шариков
и другие формы. Продается под знакомыми торговыми марками, такими как Lucite и Plexiglas.
Продается под знакомыми торговыми марками, такими как Lucite и Plexiglas.
оптически прозрачны и доступны в различных цветах. Его часто выбирают при визуальном
привлекательность или прозрачные свойства — требования к проекту. Я использовал 3/4″ и
1-дюймовые акриловые шарики для изготовления ручек инструментов, таких как моя камера
заблокировать заднюю бабку. Обратите внимание, что конец среднего стержня на фотографии выше был
полируется до прозрачного состояния.
Акриловый пластик относительно мягкий и легко поддается обработке.
может вызывать проблемы из-за склонности к растрескиванию или растрескиванию при приложении давления со стороны
режущий инструмент. Поэтому он должен быть хорошо поддержан при обработке. Трение от
режущий инструмент может легко нагреть пластик до точки плавления, в результате чего пластик
придерживаться режущего инструмента. Этот эффект может легко испортить заготовку, поэтому необходимо соблюдать осторожность.
принято во избежание этого. Низкие скорости резания, острые инструменты, смазочно-охлаждающая жидкость и водяной туман — все это
помогает предотвратить таяние. Если вы собираетесь много работать с акрилом,
доступны фигурные сверла, чтобы свести к минимуму растрескивание материала.
Делрин Пластик
Делрин, торговая марка Dupont, известная как ацеталь,
пластик общего назначения для обработки и изготовления. это молочно-белый
полупрозрачного цвета (или черного), поэтому ему не хватает визуальной привлекательности акрила, но он
сильный, жесткий, относительно недорогой и очень хорошо обрабатывается. Это отлично подходит для
изготовление валов, стоек, опор и т. д., особенно для проектов в области электроники, где
изоляционные свойства являются преимуществом или для наружного применения, где коррозионностойкий
материал нужен.
Вам придется немного усерднее искать поставщика
Delrin, чем для, скажем, алюминия, но OnlineMetals. com и McMaster Carr являются хорошими источниками. К
com и McMaster Carr являются хорошими источниками. К
дать вам представление о цене, стержень диаметром 1 дюйм стоит 3,17 доллара США за фут (по состоянию на 03 сентября).
Тефлон Пластик
Тефлон — торговая марка Dupont для обозначения типа пластика.
известный как политетрафторэтилен или сокращенно ПТФЭ. Мы все знакомы с антипригарным покрытием.
свойства тефлона, используемого для покрытия сковородок и кухонной утвари. Это же
характеристика придает ПТФЭ естественные свойства низкого трения, что делает его хорошим материалом для
опорные поверхности в некоторых случаях, особенно там, где использование масла или смазки нецелесообразно.
приемлемый. ПТФЭ хорошо работает там, где важны экстремальные температуры (от -500 до +400 F). Это
представляет собой мягкий и несколько податливый пластик, поэтому не является хорошим выбором для валов или там, где
требуется прочность конструкции.
OnlineMetals. com и McMaster Carr — хорошие источники
com и McMaster Carr — хорошие источники
ПТФЭ. Это относительно дорогой материал по цене 27,69 долларов США (по состоянию на 05-12) 10,31 долларов США.
(по состоянию на 03 сентября) на фут для круглой заготовки диаметром 1 дюйм. Заказывая ПТФЭ, вы
можно увидеть термин «девственный», связанный с акциями. Это указывает на то, что
Материал изготовлен из нового сырья без добавления вторичного сырья.
альтернативой является «механический», который имеет небольшой процент переработанного ПТФЭ. Это
работает так же хорошо для многих приложений (кроме пищевой промышленности или медицины) и
дешевле. Например, стоимость механического ПТФЭ длиной 1 фут и диаметром 1 дюйм.
14,32 доллара (по состоянию на 05-12) от McMaster-Carr — примерно половина цены на девственницу.
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Ручные токарные станки — Remedy Machine Sales LLC.
 . 1 500,00 долларов США
. 1 500,00 долларов США
Видеообучение доступно только для элементов управления Centroid и Fagor
- IHT-ATC Обучение на месте (2 дня) 5-часовое обучение и поездки в день Заводы без АТС……………… $2 250,00
- IHT-ATC Обучение на месте (3 дня) 5-часовое обучение и поездки для ATC Мельницы………………… 3 350,00 долларов США
- XIHT…….. Дополнительные дни внутреннего обучения или даты обучения в будущем………………………… 850,00 долларов США
Установка Установка Примечание:
Настройка не обучение, обучение является дополнительным, как указано выше.
Обучение требуется только для вашей первой Remedy Machine.
Устранение неполадок Установка требуется , чтобы наша гарантия на машину была подтверждена при запуске.
Вне мест обучения дополнительные расходы на поездку будут указаны в вашем местоположении.
– Наборы инструментов для токарных станков –
Множество пакетов и опций для наших токарных станков
Инструменты для токарных станков
Узнайте подробности! Позвоните нам, чтобы получить подробное предложение и получить более подробную информацию о наших: пакетах инструментов, внутреннем обучении, доставке, оснащении и получить все функции машины, которые перечислены в наших полных предложениях.
Попросите продавца позвонить вам, чтобы обсудить эти детали и наши специальные пакеты для машин.
Запросить предложение
Доставка, оснастка, оснастка, цифровые считыватели (DRO) и все дополнительные детали перечислены в наших полных предложениях. Запросите один сегодня!
Ознакомьтесь с нашими планами платежей Easy в нашей программе Easy Finance.
Заявление об аренде
Тарифный план
Руководство по устранению неполадок и токарные станки с ЧПУ: Условия покупки.
Токарные станки Remedy поставляются на условиях F.O.B. – Саутгемптон, Пенсильвания.
Токарные станки Knuth находятся на условиях F.O.B – Чикаго, Иллинойс
Мы бесплатно загрузим ваш грузовик или прицеп ежедневно или в некоторые выходные.
Обратите внимание, что условия самовывоза и/или самостоятельной установки техники всегда предоплачены, кроме того, у вас должны быть надлежащие крепежные материалы для безопасной транспортировки машины.
Доступность
Позвоните, чтобы узнать наш последний список товаров, так как он меняется ежедневно.
Доставка и такелаж
Remedy предоставит вам точные цены специально для вашего оборудования.
Цены варьируются в зависимости от размера и веса машины, а также ваших требований к доставке.
Оплата
С установкой Remedy: 40% предоплата при заказе, остаток через 10 дней после завершения установки. При самовывозе и/или установке клиентом машина должна быть оплачена заранее.
При самовывозе и/или установке клиентом машина должна быть оплачена заранее.
Если заказчику требуется отсрочка установки, оплата 90% производится в течение 10 дней.
Налоги
Включены федеральные налоги, ответственность за любые государственные или местные налоги несет покупатель.
В некоторых штатах и/или округах действуют местные налоги, и мы не можем знать обо всех местных налогах или нести ответственность за них.
Обучение
Remedy предлагает углубленное и подробное внутреннее обучение для всех новых клиентов. У нас также есть видеообучение, доступное здесь, на нашем веб-сайте. Ручные токарные станки могут не требовать обучения, мы предоставим обзор при настройке станка. Если потребуется дополнительное обучение, мы будем работать с вами, чтобы создать индивидуальный пакет специально для ваших нужд.
Гарантия
Ограниченная гарантия сроком 12 месяцев на любые дефекты материала или изготовления станка и всех установленных на заводе элементов.
