Токарный станок 1и611п технические характеристики: 1И611П Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Содержание
Токарный станок 1И611П: технические характеристики
Станок токарный 1и611п – успешно эксплуатируется уже более полувека. Обработку данным устройством можно осуществлять и в патроне, и в центрах. Благодаря высокой надежности, относительной простоте в использовании и универсальности в применении токарный станок 1и611п пользуется заслуженной популярностью на протяжении нескольких десятков лет.
- Предназначение устройства и особенности конструкции
- Ключевые характеристики
- Строение
- Электрооборудование
- Система управления
Предназначение устройства и особенности конструкции
Токарный станок ИЖ 1и611п был сконструирован еще в далеких 1960-х, но и сегодня продолжает благополучно выполнять работы по металлу самых разных сложностей. Станок успешно справляется с:
- Точением.
- Шлифованием.
- Фрезеровкой.
Кроме того, устройство позволяет работать с металлом при помощи концевого инструмента, закрепленного в патроне для сверления. Благодаря техническим характеристикам данного станка, с его помощью можно успешно работать с заготовками в форме конуса и цилиндра. Устройство может создавать резьбу основных разновидностей.
Благодаря техническим характеристикам данного станка, с его помощью можно успешно работать с заготовками в форме конуса и цилиндра. Устройство может создавать резьбу основных разновидностей.
Надежное функционирование данного станка обеспечивается конструкцией:
- простота коробки подач. Благодаря этому, различные типы резьбы создаются, не прибегая к замене шестерней;
- жесткая фиксация резцовой головки повышает точность обработки металла;
- система жидкостного охлаждения, которая находится в специальном контейнере вместе с электрооборудованием, своевременно понижает температурные показатели рабочих узлов устройства;
- система отвода стружки. Станок имеет специальный контейнер, которые принимает отходы обработки металла.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Строение
Ключевыми элементами строения данного токарного станка являются:
- Фартук — позволяет перемещать суппорт в продольном и поперечном направлении.
 Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки.
Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки. - Задняя бабка — ее действие заключается в жестком поджатии длинной детали, что повышает точность проводимых работ. Задняя бабка на данном токарном станке может смещаться на 10 мм в обе стороны по отношению к центрам. Это позволяет расширить диапазон обрабатываемых деталей.
- Передняя бабка — шпиндель станка приводится в движение передачей с 4 ремнями. Работа всех 12 скоростей шпинделя обеспечивается ведомым шкивом через муфту. Управление узлом осуществляется через приводы переключения шестерен и зубчатой муфты. Механизм блокировки предотвращает совместную работу перебора и муфты.
- Станина данного токарного станка имеет две призматические и две плоские направляющие и располагается на целостной тумбе. Фронтальная призма – это основа для установки передней бабки.
 В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе. - Конусная линейка — с ее помощью на станке можно обрабатывать заготовки конусной формы, делать конические нарезы. Каретка суппорта жестко удерживается при помощи тяги и кронштейна. Верхняя часть суппорта передвигается на необходимый угол посредством скольжения ползушки по линейке.
- Гитара — данный механизм установлен на левом торце коробки подач и позволяет не менять шестерни при изготовлении метрической резьбы разных типов и обычной сложности. При создании дюймовой и модульной резьбы уже появляется необходимость замены шестерней. После их установки можно изготовлять резьбу не прибегая к применению механизмов коробки подач. В каждом паспорте токарного станка 1и611п имеются четкие инструкции по настройке параметров гитары. Перед применением установки необходимо детально изучить соответствующие рекомендации.

Видео: токарно-винторезный станок 1и611п.
Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка. Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
- За главное движение.
- За смазку ключевых узлов устройства.
- За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.
Двигатель, отвечающий за систему охлаждения, также приводится в действие только после включения системы подачи смазки. Этот электродвигатель запускают при помощи включателя с надписью «ВН». Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
Рис. 1.2 Электросхема станка токарного 1и611п.
Система управления
Для эффективной и безопасной работы со станком необходимо детально изучить его паспорт и знать следующие нюансы:
- Ходовой винт станка смазывается в автоматическом режиме.
- Скорость вращения шпинделя выбирается оператором перед началом обработки металла.
- Приводные ремни можно менять, не прибегая к разборке шпиндельного узла.
- Для выполнения фрезерных работ на поперечной каретке суппорта устанавливают соответствующий механизм. Для более точных движений суппорта задействуют верньер.
- Суппорт двигается в том направлении, в котором отклонена ручка управления (мнемонический принцип работы).
- На тыльной стороне станка нет никаких рычагов и узлов управления.
 Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
Рис 1.3 Система управления.
Republished by Blog Post Promoter
Токарный станок 1и611п: устройство,характеристика,схемы станка
- Устройство токарного станка
- Органы управления токарного станка
- Кинематическая схема токарного станка
- Электрическая схема токарного станка
- Станина токарно-винторезного станка
- Передняя бабка токарного станка
- Коробка подач токарного станка
- Задняя бабка токарного станка
- Фартук токарного станка
- Конусная линейка
- Техническая характеристика токарно-винторезного станка
Токарный станок 1и611п предназначенный для обработки различных токарных операции, в том числе нарезание метрической, модульной и дюймовых резьб.
Класс станка- П- повышенный.
Устройство токарного станка 1и611п
- 1и611п 10.
 00 – станина;
00 – станина; - 1и611п 17.00- редуктор;
- 1и611п 20.00 –передняя бабка;
- 1и611п 30.00 коробка подач;
- 1и611п 40.00 – задняя бабка;
- 1и611п 52.00 – фартук;
- 1и611п 60.00 – суппорт;
- 1и611п 70А.00 – охлаждение;
- 1и611п 72.00 – система смазки;
- 1и611п 89.00 –защитный кожух;
- 1и611п 90А.00 — электрооборудование.
Органы управления токарного станка 1и611п
1-маховик скоростей шпинделя станка;
2, 3, 4 – ручка переключения подачи и резьб;
5-ручка переключения трензеля и звена для увеличенного шага;
6- ручка переключение перебора;
7-маховик ручной продольной подачи суппорта;
8- ручка ручной поперечной подачи каретки;
9-ручка закрепления резцедержателя;
10- ручка включения ходового винта;
11- ручка фиксации системы охлаждения;
12- включатель освещения;
13- ручка перемещения верхних салазок;
14-ручка зажима пиноли задней бабки;
15-ручка зажима задней бабки к направляющим станины;
16-ручка реверсной подачи;
17-маховик осевого перемещения пиноли;
18-гайка крепления задней бабки станка к станине;
19-ручка пуска и останова станка;
20- винт регулировки предохранительного механизма;
21- кнопка Стоп;
22- кнопка включения помпы;
23- кнопка включения охлаждения;
24-Включение в сеть;
25- ручка переключение скоростей шпинделя станка.
Кинематическая схема токарного станка 1и611п
Электрическая схема токарного станка 1и611п
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.
Техническая характеристика токарно-винторезного станка по металлу модели 1и661п
| Основные параметры | 1и611п |
|---|---|
| Наибольший диаметр заготовки,мм | 250 |
| Расстояние между центрами,мм | 500 |
| Высота центров,мм | 130 |
| Наибольшая длина обточки,мм | 500 |
| Суппорт | |
| Число резов | 4 |
Наибольшее расстояние от оси центров до кромки резцедержателя,мм | 130 |
Высота от опорной поверхности резца до линии центров,мм | 16 |
| Задняя бабка | |
| Конус Морзе | 3 |
| Наибольшее перемещение пиноли,мм | 85 |
| Конусная линейка | |
| Наибольшая длина точения конуса,мм | 170 |
| Наибольший угол поворота линейки | 10 |
| Вес,кг | 1120 |
Работа на токарно-винторезном станке модели 1и611п
Токарно-револьверный станок модели 1В340Ф30
Токарно-винторезный станок 16Р25П
Токарно-винторезный станок 163
Поделитесь информацией с друзьями в социальных сетях
6
из 6.
Оценок: 556.
Шильдики, Таблички металлические для токарных станков производства СССР, Табличка с фамилией, Табличка с бейджем, Таблица резьб
Комплект таблиц для универсального высокоточного токарно-винторезного станка ИЖ 1И611П.
Исполнение машины «квадратное».
Станок токарный ИЖ 1Я611П таблички, шильдики, таблички алюминиевые .
Три варианта комплектов пластин для токарного станка ИЖ 1Я611П представлены на сайте компании ЩитСервис :
– Токарный станок ИЖ 1Я611П исполнение «квадрат»
— версия Tarathe IZH 1Y611P — «круглый с кнопкой»
— IZH 1Y611P «Круглый»
Технические характеристики продукта (Lathe IZH 1Y611P Plates, Lathe 9 1000111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111н. шильдики ):
шильдики ):
Материал – алюминий 0,5мм.
Состояние – новый.
Печать – термотрансфер.
Производитель: Украина, компания «ШилдСервис».
Продукт прочный и устойчивый к маслам и растворителям, рассчитан на длительное использование.
Вы можете оплатить по:
– Прямой банковский перевод
Оплата по счету. Счет будет отправлен на электронную почту, указанную при оформлении заказа.
— Western Union банковский перевод (комиссия за операцию должна быть ниже, чем прямой банковский перевод)
Описание станка
Изготовитель токарно-винторезного станка 1И611П — Ижевский станкостроительный завод ИжмашСтанко, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28, 19 июля.30 после выхода приказа № 181 о создании станкостроительного цеха.
Первой станочной продукцией завода стал токарный станок Leve с внешней передачей.
Наиболее популярными моделями универсальных токарных станков, выпускавшихся в разное время, являются ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарные станки с ЧПУ ИТ42.
Станки производства машиностроительного завода «Ижмаш»:
-ИЖ-250, ИЖ-250-П – токарно-винторезный станок повышенной точности d = 250
-1И611П- станок токарно-винторезный повышенной точности d=250
-1ИС611В станок токарно-винторезный высокоточный d=250
-95ТС-1 (ИС1-1) — станок токарно-винторезный высокоточный d=250
-ИЖ-240 -ТС токарно-винторезный повышенной точности d=250
-ИЖ-250ИТВМ.01, 250ИТВМ.03,250ИТВМФ1- станок токарно-винторезный повышенной точности d=250
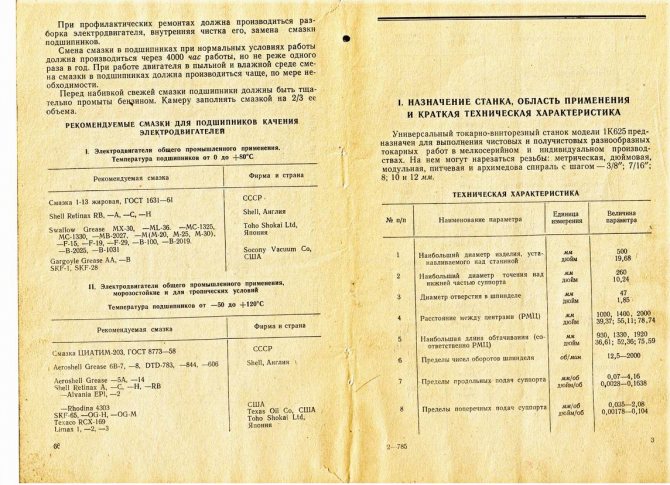
-1И611П Станок токарно-винторезный универсальный повышенной точности. Назначение и область применения
Станок токарно-винторезный универсальный 1И611П повышенной точности инструментальной группы предназначен для выполнения широкого спектра работ в центрах, цанговых или кулачковых патронах для черных и цветных металлов, в том числе токарных конусов, а также для нарезания метрической, модульной, дюймовой резьбы.
Станок 1И611П предназначен для отделочных и получистовых работ в единичном и мелкосерийном производстве. Машины предназначены для использования в основном в многоэтажных домах, а также в передвижных ремонтных мастерских и на кораблях.
Токарно-винторезный станок 1И611П — самая массовая модель, выпускаемая заводом. Выпускался с 1964 по 1982 – 18 лет. Машина 1И611П сохранила все агрегаты предыдущей модели машины ИЖ-250, но стала намного удобнее в эксплуатации. Коробка передач теперь имеет предустановленный скоростной узел, а на фартуке с правой стороны появилась ручка управления движением суппорта.
Габаритные размеры рабочего пространства остались прежними: наибольший диаметр изделия, устанавливаемого над станиной, Ø250 мм, межосевое расстояние 500 мм.
Шпиндель станка 1И611П установлен на двухрядных роликоподшипниках спереди и радиально-упорных шарикоподшипниках сзади.
Передний конец шпинделя фланцевый, выполненный по ГОСТ 12593 под шайбу поворотную с коротким конусом для центрирования токарного патрона. Номинальный размер – 4 (Ø63,512 мм), исполнение – 1. Стандартный патрон – Ø160 мм.
Номинальный размер – 4 (Ø63,512 мм), исполнение – 1. Стандартный патрон – Ø160 мм.
Шпиндель имеет 24 ступени скорости вращения: 12 скоростей шпиндель получает от редуктора на приемный шкив через клиноременную передачу, 12 скоростей — через переборку редуктора в передней бабке.
Токарно-винторезный станок 1И611П обеспечивает:
Различные токарные работы в центрах, цанговых и патронных патронах
Широкий диапазон скоростей и подач, обеспечивают производительную обработку с хорошим качеством поверхности
Фрезерные работы, а также обработку концевым инструментом, установленным в сверлильный патрон
наружное и внутреннее шлифование деталей в центрах и патроне
Основным отличием от многих других токарных станков является редуктор, конструктивно аналогичный редуктору фрезерных станков 675-676 и рукоятка включения продольно-поперечной подачи.
Станок выпускается с середины 60-х годов. В отличие от современных станков имеет закругленные углы на передней бабке.
Все станки этой серии имеют закаленные направляющие. Достаточно надежный и точный. Имеет централизованную систему смазки с питанием от электрогидравлической станции.
На вторичном рынке много старых моделей. Это очень популярный продукт. Цены варьируются от 25 000 рублей до 130 000 рублей и выше.
Таблички к токарным станкам других моделей Вы можете посмотреть в разделе:
Шильдики на токарные станки различных производителей
Шильдики на токарные станки производства СССР
3
в СССР
Шильдики, ступенчатый стол для сверлильного станка производства СССР
Нужен помощник по электрике — The Home Shop Machinist & Machinist’s Workshop Magazine’s BBS
 org/CreativeWork»>
org/CreativeWork»>#1
Нужна помощь по электрике
ОК Люди, следуйте приведенной ниже схеме.
Это электрическая схема, выгравированная на двери Ивана Грозного на русском токарном станке, который у меня есть.
Тот же размер, что и у SB9, но весит немногим более двух тонн и имеет 24-ступенчатую коробку передач с предварительным переключением, приводимую в движение 3-фазным двигателем мощностью 3 л.с. и смазкой под давлением.Теперь у меня нет проблем с этой машиной, она работает нормально.
Я хочу знать, могу ли я использовать тормозную часть цепи на подобном токарном станке. Я снял сцепление [долгая история, и мы не собираемся этого делать]Соответствующие биты — это бит в середине KH и KB, которые представляют собой контакторы прямого и обратного хода, бит над ним, который представляет собой источник постоянного тока, работающий при напряжении около 18 вольт, и нижний правый бит KT и PB
KT является контактором для цепь торможения и РВ — таймер.

Во время работы, когда вы нажимаете стоп, он сбрасывает KH или KB, а затем позволяет вспомогательным контактам на KH и KB запускать таймер, который подает постоянный ток на две обмотки главного двигателя. Примерно через 8 секунд таймер сбрасывается, и шпиндель свободен.
Судя по этим тормозам, большинство из них используют гораздо более высокие напряжения, но им нужны тормозные резисторы, этот, похоже, имеет более низкий номинал без резистора, но работает.
Может ли кто-нибудь увидеть проблему с внедрением этой идеи на другую подобную машину с использованием небольшого трансформатора на 12 или 24 В, мостового выпрямителя и таймера?
Причина, по которой я спрашиваю, заключается в том, что часто в этих схемах отсутствуют некоторые детали, что означает, что они не работают должным образом..
.
Сэр Джон, граф Блайджпорт и Судспампуотер. MBE [Инженер мотоциклов] Ноттингем, Англия.
 org/Comment»>
org/Comment»>#2
Попробуйте и посмотрите, как это работает. Вы не можете повредить двигатель с такой системой низкого напряжения. Пока он не смешивается с нормальным током привода, он должен работать. Дешевые коммерческие тормоза на ручных инструментах просто подают сетевое напряжение через диод на двигатель.
Бесплатное программное обеспечение для расчета кругов болтов и т.п.: Щелкните здесь
#3
Первоначально отправлено Джон Стивенсон
Иван Грозный русский станочный станок у меня есть.

оффтоп: кстати, у меня есть копия руководства к токарному станку 1И611П. было несколько моделей одного дизайна, не знаю чем отличаются. но схема такая же, как вы выложили. он на русском языке, но в нем есть несколько картинок, которые вы должны понять и которые могут оказаться полезными. если есть конкретные вопросы могу перевести… мануал сжат DjVu:
http://mmcd.meditprofi.ru/machining/…ts_1i611p.djvu
-edit-
только что посмотрел мануал и там написано, что он использует 60 В постоянного тока для динамического торможенияПоследний раз редактировалось dm1try; 24-12-2007, 07:29.
#4
Выглядит достаточно просто для меня.
 Я бы проверил напряжение постоянного тока, подаваемое на двигатель (18 В?) для торможения, и номинальное значение тока / напряжения мостового выпрямителя, так как я думаю, что на него будет сброшена обратная ЭДС двигателя. (теория цепей никогда не была моей сильной стороной) (если нынешнее — огромное устройство, используйте огромное устройство, достаточно близкое)
Я бы проверил напряжение постоянного тока, подаваемое на двигатель (18 В?) для торможения, и номинальное значение тока / напряжения мостового выпрямителя, так как я думаю, что на него будет сброшена обратная ЭДС двигателя. (теория цепей никогда не была моей сильной стороной) (если нынешнее — огромное устройство, используйте огромное устройство, достаточно близкое)один вопрос (не совсем по теме) нормально ли ставить защиту только на 2 ноги мотора? может там что-то тонкое происходит?
Дэйв
Редактировать:
забыл сказать, я предполагаю, что все контакторы заблокированы, чтобы предотвратить одновременное замыкание более чем одного.К югу от Sudspumpwater UK
#5
Джон
Я сохранил тормозную систему из своего TOS, я думаю, что по памяти это довольно низковольтная работа.

Я посмотрю, смогу ли я выкопать это сегодня вечером, чтобы решить это.
Если подумать, в руководствах, которые я тебе дал, может быть схема.Черс
Тим#6
Дмитрий,
Спасибо за мануал, вроде тот же аппарат, но сложно сказать.
У меня есть проблема, связанная с тем, что коробка передач издает шум ниже 400 об/мин, я подозреваю, что зубец от шестерни на валу, который используется только на более низких скоростях, но чтобы выяснить это, нужно потянуть вниз.К сожалению, схема на коробке мало что объясняет, особенно принцип работы преселектора.

Есть ли в руководстве по коробке передач дополнительная информация? и еще какое масло лить?
Дейв, Да, все они заблокированы на рассматриваемом токарном станке, и я бы сделал то же самое на другом.
Тим,
Я отыщу книгу, когда вернусь, так как не уверен, где она, просто чтобы посмотреть, как это сделали TOS, вероятно, так же, как они поделились многими подробностями с Восточным блоком. Я подумаю о путешествии, у меня много времени с разницей во времени, мы будем путешествовать около 26 часов и закончим посадку в начале нового дня, так что это означает прямо на завод для еще одного полного дня. ,.
.
Сэр Джон, граф Блайджпорт и Судспампуотер. MBE [Инженер мотоциклов] Ноттингем, Англия.
#7
Пока вы используете Aux.
 контакт, чтобы обеспечить механическую блокировку напряжения отключения постоянного тока во время работы двигателя. Я не вижу большой проблемы. Возможно, вы захотите рассмотреть пару конденсаторов вместе с мостовым выпрямителем, поскольку с мостовым выпрямителем все равно будет грубая синусоида.
контакт, чтобы обеспечить механическую блокировку напряжения отключения постоянного тока во время работы двигателя. Я не вижу большой проблемы. Возможно, вы захотите рассмотреть пару конденсаторов вместе с мостовым выпрямителем, поскольку с мостовым выпрямителем все равно будет грубая синусоида.Вы также можете подумать о небольшом источнике постоянного тока, который можно легко купить в магазине радио, питающем пару больших конденсаторов. Конденсаторы рассеивают свой полный заряд, когда приводной контактор размыкается, а размыкающий контактор замыкается.
#8
Первоначально отправлено Джон Стивенсон
Дмитрий,
К сожалению, схема мало что объясняет на коробке, особенно то, как работает предварительный селектор.
Есть ли дополнительная информация в руководстве по коробке передач? и еще какое масло лить?только основная информация и инструкции для пользователя. вот моя попытка перевести:
Редуктор скорости, расположенный в левой стойке, представляет собой 4-вальный редуктор, приводимый в движение фланцевым электродвигателем. для натяжения ремня редуктор перемещается по плоским рельсам и фиксируется болтами через плоские хомуты.
изменение скорости осуществляется с помощью преселекторного устройства, позволяющего изменять передаточное число без остановки машины. скорость выбирается колесом, которое задает в двух дисках ту или иную комбинацию отверстий для фиксации пальцев рычагов переключения передач.
процедура изменения скорости такова: сначала выберите желаемую скорость с помощью руля. в нужный момент переключение производится в два приема: тянуть рычаг до ощутимого сопротивления. удерживайте там рычаг, пока шпиндель замедляется (не более 100 об/мин). затем потяните рычаг до упора.
затем потяните рычаг до упора.
если скорость вращения шпинделя меньше 100 об/мин, изменение можно выполнить одним движением рычага. если по какой-либо причине (двигатель остановлен и т.п.) замена не удалась, верните рычаг в исходное положение и повторите попытку или попробуйте удерживать кнопку КТ (тормоз) во время процедуры.смазка: в инструкции для всего указано масло «индустриальное-30». это масло общего назначения ISO 46 без моющих присадок. некоторые источники рекомендуют Mobil DTE 25 или Shell Vitrea 46 в качестве замены.
#9
Большое спасибо Дмитрию за перевод.

Этот станок почти не используется, так как он втиснут в угол, но позже в следующем году я планирую преобразовать его в ЧПУ, в основном для нарезания резьбы.У Эдди Уилана [ Motorworks ] на этом форуме есть машина почти такого же типа, которую он переоборудовал пару лет назад, и это сделало его хорошей рабочей лошадкой.
Добавьте к этому, что у меня есть все винты, двигатели и т. д., и мне нужно немного поработать с Mach4 на токарном станке, и все это пойдет на пользу..
.
Сэр Джон, граф Блайджпорт и Судспампуотер. MBE [Инженер мотоциклов] Ноттингем, Англия.
#10
