Токарный станок 1м61: 1М61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1М61П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1М61П
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1Б61 станок токарно-винторезный универсальный, Ø 320
- 1В61 станок токарно-винторезный универсальный, Ø 320
- 1Л61 станок токарно-винторезный универсальный, Ø 320
- 1М61 — станок токарно-винторезный универсальный, Ø 320
- 1М61П — станок токарно-винторезный повышенной точности универсальный, Ø 320
- 2Г106П — станок сверлильный настольный повышенной точности, Ø 6
- 16Е16КП — станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Л20 — станок токарно-винторезный облегченный, Ø 400
1М61П Назначение и область применения токарно-винторезного станка повышенной точности
Универсальный токарно-винторезный станок 1М61П производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Токарно-винторезный станок 1М61П предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Токарный станок 1М61П позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Основные технические характеристики токарно-винторезного станка 1м61п
Станок заменил в производстве модель 1в61.
Изготовитель — Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) — П (повышенная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 160 мм
- Расстояние между центрами — 710 мм
- Высота центров — 170 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 1,26 т
Шпиндель токарно-винторезного станка 1м61п
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса — D = 106,375 мм
- Условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 35 мм
- Наибольший диаметр обрабатываемого прутка — Ø 32 мм
- Частота прямого и обратного вращения шпинделя — (24 ступени) 12,5.
 .1600 об/мин
.1600 об/мин - Диаметр стандартного патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61п
- Пределы продольных подач — (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач — (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических — (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых — (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных — (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых — (16 шагов) 7…96 питчей
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1М61П.
 Суппорт
Суппорт
Габарит рабочего пространства токарного станка 1М61П
Посадочные и присоединительные базы станка 1М61П. Шпиндель
Посадочные и присоединительные базы станка 1М61П
Общий вид токарно-винторезного станка повышенной точности 1М61П
Фото универсального токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Спецификация основных узлов токарно-винторезного станка 1М61П
- Станина — 1М61П.10.000
- Коробка скоростей — 1M61П.20.000
- Коробка передач — 1M61П.26.000
- Коробка подач — 1M61П.31.000
- Фартук — 1M61П.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61П.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61П
Расположение органов управления токарно-винторезным станком 1М61П
Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Расположение органов управления токарно-винторезным станком 1м61п
Расположение органов управления токарно-винторезным станком 1м61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 1М61П
Кинематическая схема токарно-винторезного станка 1М61П
1. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61п
Чертеж коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п
Фото тормозной муфты токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Конструкция основных узлов токарно-винторезного станка 1М61п
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61П (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61П (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки подач токарно-винторезного станка 1М61П
Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.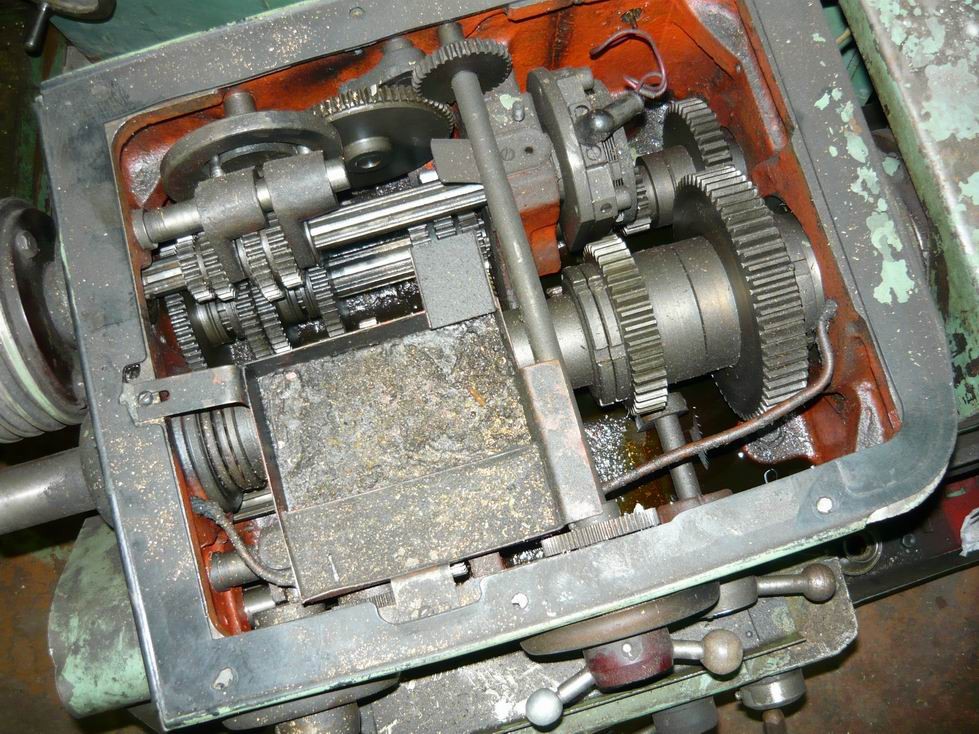
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61п
Чертеж суппорта токарно-винторезного станка 1М61П
Суппорт токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1М61п
Чертеж фартука токарно-винторезного станка 1М61П
Фартук токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Фото фартука токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п
Чертеж задней бабки токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1М61П
Электрическая схема токарно-винторезного станка 1М61П
Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П
Установочный чертеж токарно-винторезного станка 1М61П
Возможности токарно-винторезных станков
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1М61п.
 Видеоролик.
Видеоролик.
Технические характеристики станка 1М61П
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5. ..1600 ..1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04. ..0,6 ..0,6 | 0,04…0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
- Токарно-винторезные станкм 1М61 и 1М61П.
 Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982
Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
1М61, 1М61П станок токарно-винторезный: — паспорт, (djvu) 2,8 Мб, Скачать
Токарный станок 1М61: технические характеристики, отзывы
Токарный станок 1м61 был спроектирован в 1970-х в Ереване при местном станкостроительном заводе. Изначально устройство предназначалось для оснащения некрупных предприятий с небольшими производственными оборотами. Лучше всего механизм подходил для изготовления нескольких экземпляров товара.
Изначально устройство предназначалось для оснащения некрупных предприятий с небольшими производственными оборотами. Лучше всего механизм подходил для изготовления нескольких экземпляров товара.
- Описание
- Показатели и возможности устройства
- Строение станка и система управления
Описание
По возможностям станка его относят к категории точности «Н». У двигателя устройства есть возможность выполнения работ в реверсном режиме, а интервал оборотов шпинделя регулируется при помощи коробки скоростей. Ее функционирование основано на взаимодействии шестерней различных параметров.
Данное устройство позволяет использовать сверла, резцы и метчики и выполнять следующие виды обработки металлов:
- Резку.
- Точение (как внутреннее, так и наружное).
- Создание различных типов резьбы.
- Просверливание и развертывание.
Перемещением фартука оператор управляет при помощи ходового винта и ходового валика. Именно этот узел приводит в движение суппорт. Управляющий маховик находится на лицевой стороне фартука.
Управляющий маховик находится на лицевой стороне фартука.
Чаще всего для корректной работы механизма достаточно использовать только ходовой валик, а винт применяют только при выполнении сверления отверстий. Запустить параллельно ходовой винт и валик фактически невозможно благодаря наличию у станка системы, которая блокирует этот процесс.
Показатели и возможности устройства
Токарный станок данного типа обладает относительно небольшими габаритами, которые значительно расширяют сферу его применения:
- длина, мм – 2055;
- ширина, мм – 1095;
- высота, мм – 1450;
- вес (минимальный), кг – 1260.
Стоит отметить ряд основных функциональных характеристик, которые свидетельствуют о высоком потенциале данного станка:
- Шпиндель механизма способен вращаться в 24-х скоростях. При этом вращение осуществимо как в прямом, так и в реверсном направлении. Скоростной диапазон вращений данного узла колеблется от 12,5 до 1600 оборотов за минуту.
 Размер отверстия в шпиндельном узле – 3,5 сантиметра. Таким образом, диаметр заготовок может достигать 3,2 сантиметра.
Размер отверстия в шпиндельном узле – 3,5 сантиметра. Таким образом, диаметр заготовок может достигать 3,2 сантиметра. - Благодаря особенностям строения, пиноль задней бабки имеет возможность передвигаться на отрезок до 100 мм.
- Высота державки инструментов, которые вставляются в резцедержатель, не может превышать 2, 5 сантиметра.
- Конструкторские особенности устройства позволяют обрабатывать детали с длиной, которая не превышает 1 метра, а длина поверхности обтачиваемой заготовки не должна быть больше 65 сантиметров.
- В поперечном направлении суппорт станка может перемещаться на расстояние до 200 мм, а вдоль – до 600 мм.
- Ход каретки суппорта – 600 мм, а ход салазок – 120 мм.
Более детальные характеристики устройства можно узнать с приведенных ниже таблиц.
| Параметры обрабатываемых изделий | Единицы измерения | Параметры | |
| Максимальный диаметр обрабатываемого изделия над станиной | мм | 320 | |
| Максимальный диаметр обрабатываемого изделия над суппортом | мм | 160 | |
| Максимальный диаметр прута, который проходит через отверстие в шпинделе | мм | 32 | |
| Максимальная длина заготовки | мм | 710 | |
| Центр в шпинделе передней бабки по ГОСТ 13214-67 | 7032-0035 | ||
| Конец шпинделя фланцевого по ГОСТ 12593-72 | 6К | ||
| Высота резца | мм | 25 |
Строение станка и система управления
В целом станок делится на 10 ключевых узлов:
- Станина.

- Коробка скоростей.
- Коробка передач.
- Коробка подач.
- Фартук.
- Суппорт.
- Зад. бабка.
- Узел электрооборудования.
- Защитный экран.
- Система охлаждения.
Управление механизмами станка осуществляется посредством целого ряда рабочих органов. Пиноль приводится в движение при помощи маховика. Этот механизм можно фиксировать при помощи специально сконструированного упора, который находится в задней бабке. Последняя закрепляется на станине посредством соответствующей ручки.
В конструкции устройства предусмотрено наличие специального рычага, который обеспечивает фиксацию станковой каретки в ходе выполнения робот на торце заготовок.
Благодаря наличию более двух десятков органов управления, оператор данного устройства может выполнять следующие функции:
- Устанавливать интервал вращения шпинделя, активировать прямое и обратное движение узла со шпинделем.
- Выбирать необходимый тип резьбы.

- Активировать ходовой винт.
- При необходимости включать и выключать муфту предохранения.
- Приводить движение суппорта.
- Регулировать параметры подачи.
- Активировать обратное вращение ходового винта, задавать необходимые параметры резьбы.
Кроме того, схема управления станком позволяет в необходимый момент подавать на рабочие узлы охлаждающую жидкость, сцеплять и расцеплять рейку, нарезающую резьбу, менять и закреплять положение головки резца, освещать рабочий участок станка. На устройстве также есть указатель уровня нагрузки.
Стоит отдельно рассказать о коробке подач и коробке изменения скоростей, об электрооборудовании станка.
Коробка подач. С ее помощью оператор может задавать необходимые параметры при создании резьбы. В инструкции к устройству предоставлена информация не только, по габаритам заготовок, но и о том, какая подача лучше всего подойдет для выполнения той, или иной функции.
Отсюда оператор может узнать о правильном подборе шестерней, установке необходимого шага при создании резьбы. Кроме того, в паспорте указано положение рукояток при выполнении нужных мастеру функций.
Кроме того, в паспорте указано положение рукояток при выполнении нужных мастеру функций.
Видео: токарный станок 1м61.
Коробка скоростей. Предназначена для выбора интервала вращения шпинделя. Ее строение включает в себя:
- электрический двигатель;
- систему передач;
- набор зубчатых колес.
Общее количество скоростей для шпинделя на данном устройстве – 24. При этом 12 скоростей оператор выбирает непосредственно через муфту, а еще 12 – через шестерни перебора. Управление коробкой оператор осуществляет при помощи 3 ручек:
- Для переключения шестеренок.
- Для включения перебора и муфты.
- Для перемены хода вращения винта (используют при создании резьбы).
Электрическое оборудование устройства. Блоки с элементами электрооборудования находятся с правой стороны от кронштейна ходового винта. Станок рассчитан на работу с трехфазным током переменного типа, с напряжением в 38ОВ. Предвиделись также модификации станка с электрическим оборудованием, ориентированным на работу с 220В и 440В.
Станок рассчитан на работу с трехфазным током переменного типа, с напряжением в 38ОВ. Предвиделись также модификации станка с электрическим оборудованием, ориентированным на работу с 220В и 440В.
Мощность основного электродвигателя – 4кВТ.
Мощность насоса для охлаждения – 0,12кВт.
Главный электродвигатель приводится в действие при помощи специальной ручки. Для включения обратного движения при нарезании резьбы, оператор должен передвинуть эту же рукоятку с максимального верхнего в максимальное нижнее положение. Перед применением охлаждающего насоса, необходимо получить соответствующую информацию с указателя уровня нагрузки.
Кроме токарно-винторезного станка 1м61, существует и его модификация 1м61п. Эти устройства очень похожи между собой, но последний станок обладает повышенной точность при работе с заготовками, о чем свидетельствует буква «п» в маркировке станка. Как и 1м61, устройство 1м61П применяется для токарных работ в условиях малых производственных оборотов.
Republished by Blog Post Promoter
ИНСТРУКЦИЯ ДЛЯ ТОКАРНЫХ СТАНКОВ | Сасгеп
Высококачественные обычные токарные станки и станки с ЧПУ Только у нас! Длина заготовки 750 — 2000 мм! Нажмите ЗДЕСЬ, чтобы узнать подробности! |
Цены: от 27 евро до 60 евро
Запросите предложение!
| МВЭ 280 | |||||||||||||||||||||||||||||||||||||||
| ЕЕ 630 | |||||||||||||||||||||||||||||||||||||||
| E2N | |||||||||||||||||||||||||||||||||||||||
| E3N-01 | |||||||||||||||||||||||||||||||||||||||
| СВ-18-РА | |||||||||||||||||||||||||||||||||||||||
| ЕС-500 ЕС-630 | |||||||||||||||||||||||||||||||||||||||
| ТИП CY 320 (немецкий) | |||||||||||||||||||||||||||||||||||||||
| ЕЕ 250-01 | |||||||||||||||||||||||||||||||||||||||
| Е400 | |||||||||||||||||||||||||||||||||||||||
| СВ18Р | |||||||||||||||||||||||||||||||||||||||
| PA22 (ангол, мадьяр) | |||||||||||||||||||||||||||||||||||||||
| EE500-01 EE630-01 EE-800-01 | |||||||||||||||||||||||||||||||||||||||
| КЕС 100 ДЭВИД | |||||||||||||||||||||||||||||||||||||||
| ЭМУ-250-Р | |||||||||||||||||||||||||||||||||||||||
| E1N Таблица | |||||||||||||||||||||||||||||||||||||||
| E1N | |||||||||||||||||||||||||||||||||||||||
| 16К20 (немет) (орош) | |||||||||||||||||||||||||||||||||||||||
| Универсал-3 | |||||||||||||||||||||||||||||||||||||||
| Автоматический револьвер AB 80 A (немецкий) | |||||||||||||||||||||||||||||||||||||||
| АВ 80 (ангол) | |||||||||||||||||||||||||||||||||||||||
| EAN 340*750 EAN340*1000 | |||||||||||||||||||||||||||||||||||||||
| Максимат — алкатрешек | |||||||||||||||||||||||||||||||||||||||
| orosz*250-barkácseszterga (orosz) | |||||||||||||||||||||||||||||||||||||||
| 3b722 | |||||||||||||||||||||||||||||||||||||||
| egs-250 (немет кевес мадьяррал) | |||||||||||||||||||||||||||||||||||||||
| Э3Н-02 | |||||||||||||||||||||||||||||||||||||||
| HG28 esztergagep | |||||||||||||||||||||||||||||||||||||||
| мун 153 эстерга | |||||||||||||||||||||||||||||||||||||||
| орош корушель эстерга | |||||||||||||||||||||||||||||||||||||||
| Карусель Эстерга | |||||||||||||||||||||||||||||||||||||||
sk360 v.
|
 14 v360a v. 360b v. 360d v. sk14a v. sk14b v. sk14d
14 v360a v. 360b v. 360d v. sk14a v. sk14b v. sk14dЗАПАСНЫЕ ЧАСТИ ДЛЯ СТАНКОВ
ЗАПАСНЫЕ ЧАСТИ ДЛЯ СТАНКОВ
Если вам нужны оригинальные запчасти для ваших станков, вы попали по адресу. На нашем складе имеются различные запчасти для старых и современных станков: токарных, фрезерных, радиально-сверлильных и колонных станков, прессов, ножниц, расточных станков, плоскошлифовальных и круглошлифовальных станков польских, немецких, чешских, российских, румынских и Болгарские производители.
ПРОИЗВОДИТЕЛИ СТАНКОВ, С КОТОРЫМИ МЫ РАБОТАЕМ
- Запчасти для польских станков производства: FUM Poreba, FAT Wrocław, AVIA, ZM Tarnow, CHOFUM Chocianow, Mechanicy Pruszkow, Ponar DEFUM, HCP Cegielfo, Jarocinfo, FAMOT Jotes, Rafamet
- Запчасти для немецких станков производства: WMW, Fritz Heckert, Union, Schaudt
- Запчасти для чешских станков производства: TOS, PIESOK, SKODA
- Запчасти для российских станков производства: STANKO , СЕДИН, КОЛОМНА, КРАМАТОРСК, РЯЗАНЬ, МОСТАНА, ОДЕССКИЙ Завод радиально-сверлильного оборудования, ЛИПЕЦКИЙ ЗАВОД ШЛИФОВАЛЬНЫХ МАШИН
- Запчасти для болгарских станков производства: ЗММ СЛИВЕН, ЗММ СОФИЯ, МАШСТРОЙ
Мы умеем действовать быстро и эффективно. Благодаря самому большому европейскому складу запасных частей мы можем немедленно отреагировать в случае поломки станка. Большой склад механических и электрических запчастей, аксессуаров и оборудования позволяет нам быть мировым лидером в поставках запчастей для станков и практически всех видов промышленных сцеплений и тормозов.
Благодаря самому большому европейскому складу запасных частей мы можем немедленно отреагировать в случае поломки станка. Большой склад механических и электрических запчастей, аксессуаров и оборудования позволяет нам быть мировым лидером в поставках запчастей для станков и практически всех видов промышленных сцеплений и тормозов.
Запчасти для станков запрашивайте по адресу: [email protected]
| mechanical parts for machine tools | clutches, brakes and accessories | oils pumps, cooling pumps, accessories |
| equipment for machine tools | Принадлежности для станков | Запасные части для старых станков |
Чтобы обеспечить комплексное предложение для наших клиентов, мы занимаемся не только запчастями, но и оборудованием для станков, таким как люнеты и люнеты, фрезерные головки, токарные станки патроны и инструментальные стойки, шлифовальные приспособления или приспособления для точения конусов, мы также оказываем услуги по механической обработке, капитальному ремонту и модернизации станков.
