Токарный станок дип 300: Токарно винторезный станок ДИП-300 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Дип 300 токарный станок органы управления
Содержание
- Описание станка
- Скачать паспорт на станок токарно винторезный ДИП-300
- Основные технические характеристики токарно-винторезного станка ДИП-300
- Модели, описания, характеристики и виды станков
- Вы здесь
- Оглавление
- Устройство токарного станка 1М63 (Дип 300)
- Органы управления токарного станка 1М63 (Дип 300)
- Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
- Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
- Суппорт токарного станка 1М63 (Дип 300)
- Задняя бабка токарного станка 1М63 (Дип 300)
- Коробка подач токарного станка 1М63 (Дип 300)
- Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
- Конструктивные компоненты станка
- Технические характеристики
Описание станка
Станок токарно-винторезный ДИП 300 используется для выполнения на нем разных токарных работ, в том числе, нарезание метрической, питчевой, дюймовой и модульной резьбы, точение конусов и прочие операции.
За счет высокой максимальной мощности, жесткости конструкции станка и широкого диапазона частоты вращения шпинделя на станке возможно максимально эффективно использовать современные инструменты в процессе обработки заготовок.
Из особенностей конструкции станка можно выделить следующее, во-первых, за счет своей жесткости, вибро- и температураустойчивости станок позволяет добиться высокой точности обработки, во-вторых, станок долговечен, за счет надежности всех узлов и использованию двух призменных направляющих станины, в-третьих, частота обратного вращение в 1,5 раза больше прямого вращения шпинделя, этот показатель заметно сокращает время на обработку резьбы, в-четвертых, коробка подачи станка ДИП 300, обладающая высокой жесткостью кинематической цепи, снабжена двумя электромагнитными муфтами для дистанционного переключения, все силовые колеса этой цепи изготовлены из высоколегированной стали, с дополнительным закаливанием и шлифовкой.
Скачать паспорт на станок токарно винторезный ДИП-300
Основные технические характеристики токарно-винторезного станка ДИП-300
| Показатели | ДИП-300 |
| Максимальный диаметр заготовки: | |
| которую можно установить над станиной, мм | 700 |
| которую можно обрабатывать над станиной, мм | 630 |
| которую можно обрабатывать над суппортом, мм | 350 |
| Максимальная длина детали, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Максимальная длина детали, которая устанавливается в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
Диаметр цилиндр. отверстия в шпинделе, мм отверстия в шпинделе, мм | 105 |
| Фланцевый конец шпинделя | 11М |
| Кол-во ступеней частот вращения шпинделя | 22 |
| Максимальные пределы частоты вращения шпинделя, об/мин | 10 – 1250 |
| Величина подач: | |
| величина продольных подач, мм/об | 0,06 – 1,4 |
| величина поперечных подач, мм/об | 0,024 – 0,518 |
| величина подач резцовых салазок, мм/об | 0,019 – 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 – 224 |
| дюймовых, ниток/дюйм | 28 – 0,25 |
| модульных, модуль | 0,25 – 56 |
питчевых, питч диам. | 112 – 0,5 |
| Перемещение суппорта с максимальной скоростью, м/мин: | |
| продольное перемещение | 5,2 |
| поперечное перемещение | 2 |
| Мощность основного привода, кВт | 15 |
| Максимальный вес обрабатываемой заготовки в центрах, кг | 3500 |
| Вес станка, кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габаритные размеры станка: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
Модели, описания, характеристики и виды станков
Существует большое многообразие моделей и видов станков, в данном каталоге мы постараемся собрать самые популярные из них, как на отечественном рынке, так и за его пределами и написать наиболее полные, развернутые характеристики и описания станков. Добавить как можно больше технической информации, а так же технической документации на эти станки.
Добавить как можно больше технической информации, а так же технической документации на эти станки.
Если у вас есть интересные описания станков или паспортов к ним и вы хотите эти поделится со всеми, отправляйте материал на почту [email protected], он обязательно появятся на страницах портала.
Мы не размещаем материалы со значком копирайта или с запретом копирования, это запрещено законом!
Вы здесь
Оглавление
Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11.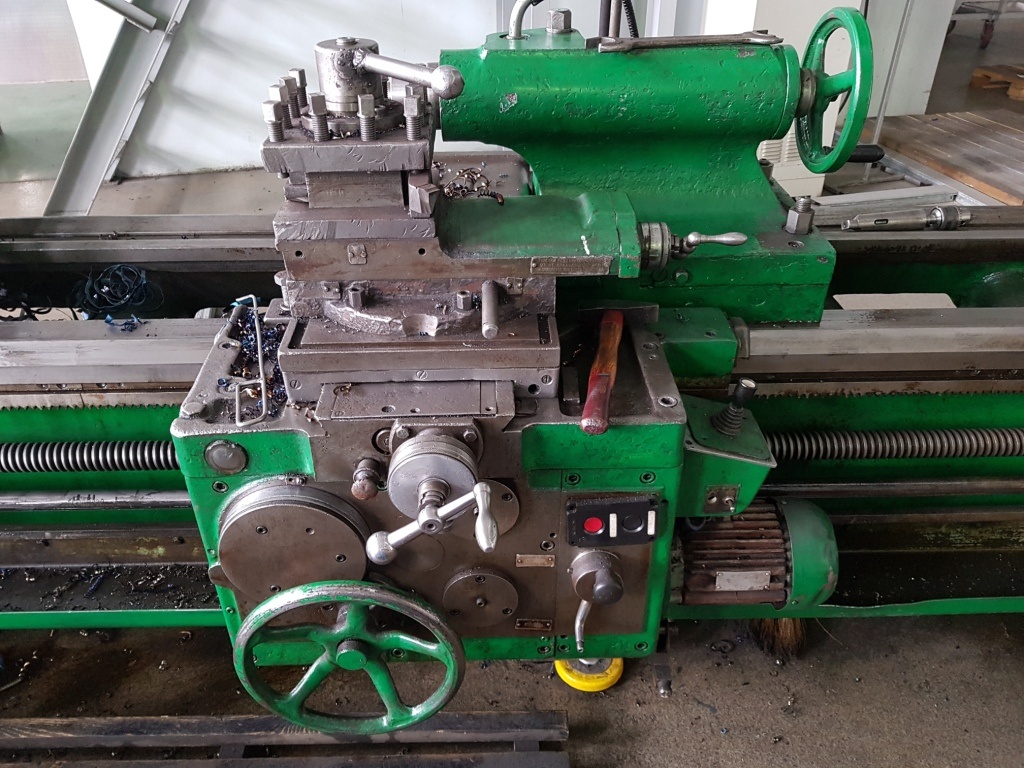 Ручка включения поворота и закрепления резцедержателя;
Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа – аварийная.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном – по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка..jpg) При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
| Основные параметры | 1М63 (Дип 300) |
|---|---|
| 350 | |
| Размер внутреннего конуса шпинделя | |
| Пределы частот вращения шпинделя, об/мин | 12,5-1600 |
| Суппорт: | |
| Наибольшее продольное перемещение, мм | 1360 |
| Наибольшее поперечное перемещение,мм | 400 |
| Цена одного деления лимбов, мм: | |
| продольного | 1 |
| на диаметр | 0,05 |
| Задняя бабка: | |
| Наибольшее перемещение пиноли, мм | 240 |
 Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
Активация быстрого обратного хода происходит с помощью фрикционной муфты;
 Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
DIPSEAL DS-300G Прозрачное покрытие для защиты от парафина
Нажмите на изображение, чтобы увеличить
Технические характеристики
Подробности
Отзывы
| Торговая марка | УПЛОТНИТЕЛЬ |
|---|---|
| Цвет | Зеленый |
| Тип | Прозрачное покрытие |
| Модель № | ДС-300Г |
| Приложение | Тип 1 |
| Размер | 10 фунтов.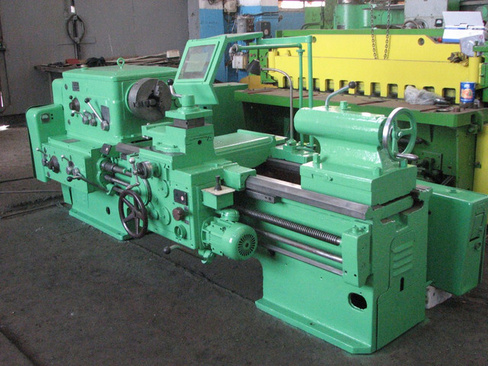 |
| Точка плавления | 350 градусов |
| Стойка 65 | Да |
| Страна происхождения | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Покрытия типа 1 с плавильными ваннами для долговременной защиты от ржавчины. Покрытия Dip Seal типа 1 являются наиболее эффективным решением для предотвращения коррозии инструментов и деталей машин. Эти покрытия погружением оставляют прозрачную масляную пленку на обрабатываемой детали, защищая ее от ржавчины и грубого обращения. Прозрачность позволяет видеть и распознавать номер детали, номер UPC и другие данные, указанные на деталях, даже после нанесения. Dip Seals также предлагает вам плавильные ванны с равномерным нагревом, чтобы вы могли расплавить покрытие соответствующим образом. Эти плавильные котлы предлагают термостатическое управление для предварительно заданной температуры. Резервуары изготавливаются из нержавеющей стали или литого алюминия. Они бывают круглых или прямоугольных моделей емкостью от 1 кварты до 5 галлонов. Вы также можете настроить резервуары в соответствии с вашими потребностями. Кроме того, вы получаете термометры и запасные части. Покрытия Dip Seal типа 1 изготавливаются на основе целлюлозы, и их рекомендуемая температура погружения составляет 350°F. При погружении вы получаете пленку толщиной около 1/16 дюйма на ваших инструментах или деталях, которая защищает их от зазубрин, коррозии, влаги и т.
Эти покрытия погружением оставляют прозрачную масляную пленку на обрабатываемой детали, защищая ее от ржавчины и грубого обращения. Прозрачность позволяет видеть и распознавать номер детали, номер UPC и другие данные, указанные на деталях, даже после нанесения. Dip Seals также предлагает вам плавильные ванны с равномерным нагревом, чтобы вы могли расплавить покрытие соответствующим образом. Эти плавильные котлы предлагают термостатическое управление для предварительно заданной температуры. Резервуары изготавливаются из нержавеющей стали или литого алюминия. Они бывают круглых или прямоугольных моделей емкостью от 1 кварты до 5 галлонов. Вы также можете настроить резервуары в соответствии с вашими потребностями. Кроме того, вы получаете термометры и запасные части. Покрытия Dip Seal типа 1 изготавливаются на основе целлюлозы, и их рекомендуемая температура погружения составляет 350°F. При погружении вы получаете пленку толщиной около 1/16 дюйма на ваших инструментах или деталях, которая защищает их от зазубрин, коррозии, влаги и т. д. Эти погружные уплотнения также помогают вам покрывать острые края или углы инструментов. Покрытия типа 1 от Dip Seals доступны в зеленом, синем, оранжевом и красном цветах или в водопрозрачном варианте. Уплотнения обладают отличными непроводящими электрическими свойствами. Они нетоксичны и могут наноситься на такие материалы, как металлы, стекло, дерево и керамика. Провалы могут быть использованы в механической обработке, производстве инструментов, машиностроении, металлообработке, медицинском оборудовании и других отраслях. Однако при их плавлении и работе с ними необходимо обеспечить надлежащую вентиляцию и использовать термостойкие перчатки, средства защиты глаз и маски для лица OSHA. Кроме того, вам следует избегать смешивания покрытий Dip Seal. Кроме того, эти покрытия поставляются в упаковках по 10 фунтов. пакеты.
д. Эти погружные уплотнения также помогают вам покрывать острые края или углы инструментов. Покрытия типа 1 от Dip Seals доступны в зеленом, синем, оранжевом и красном цветах или в водопрозрачном варианте. Уплотнения обладают отличными непроводящими электрическими свойствами. Они нетоксичны и могут наноситься на такие материалы, как металлы, стекло, дерево и керамика. Провалы могут быть использованы в механической обработке, производстве инструментов, машиностроении, металлообработке, медицинском оборудовании и других отраслях. Однако при их плавлении и работе с ними необходимо обеспечить надлежащую вентиляцию и использовать термостойкие перчатки, средства защиты глаз и маски для лица OSHA. Кроме того, вам следует избегать смешивания покрытий Dip Seal. Кроме того, эти покрытия поставляются в упаковках по 10 фунтов. пакеты.
Преимущества
- Покрытия Dip Seal оставляют тонкую пленку на деталях, на которые они наносятся, защищая их от ржавчины.
- Вы можете видеть сквозь прозрачную пленку и читать номера деталей, UPC и т.
 д.
д. - Покрытия могут защитить ваши инструменты от порезов, влаги, грубого обращения и т. д.
- Они также помогают скрыть острые края или углы ваших инструменты, что исключает возможность получения травм на работе.
- Плавильные ванны Dip Seal обеспечивают равномерный нагрев для надлежащего плавления покрытий.
Применение
- Чаще всего используется для защиты от коррозии.
- Оставляет масляную пленку на защищаемой части.
- Относительно твердое покрытие, которое отлично подходит для длительного хранения и защиты от грубого обращения.
- Номера деталей, коды UPC и т. д. можно легко увидеть через любой из прозрачных цветов типа 1.
- Рекомендуемая температура погружения для всех покрытий типа 1 составляет 350°F.
Характеристики
- Покрытия Dip Seal типа 1 поставляются в упаковках по 10 фунтов. пакеты с различными вариантами плавильных котлов, которые вы можете выбрать.
- Нетоксичные уплотнители на основе целлюлозы имеют рекомендуемую температуру погружения 350°F.

- Покрытия доступны в водопрозрачном варианте или в зеленом, синем, оранжевом и красном цветах.
- Плавильные котлы изготавливаются из нержавеющей стали или литого алюминия с термостатическим управлением.
- Цистерны круглой или прямоугольной модели вместимостью от 1 кварты до 5 галлонов.
Обрабатывающее оборудование Magnum
Вызов:
844-534-3552
Дирвуд
Торреон
Горизонтальные обрабатывающие центры
- Mazak HCN 8800 (1)
- Мазак HCN 6800 (4)
- Мазак HCN 6000 (4)
- Мазак HCN 5000 (6)
- Мазак HCN 4000 (1)
- Doosan HC400 (1)
- Haas EC-400PP (1)
- Дэу ДХП-5500 (1)
Горизонтальные обрабатывающие центры
- Doosan HM 1000 (2)
- Mazak HCN 8800 II Nexus (3)
- Doosan HM 800 (2)
- MAZAK HCN 6800 II (3)
- Дэу ДХП-630- (10)
- Daewoo ACE DMH-500 (2)
- Мазак HCN 4400-II Nexus (4)
- Haas EC-400 ПП (1)
- Макино А66 (1)
Токарные станки с ЧПУ
- Вертикальный поворотный центр Doosan VT900m (1)
- Doosan Lynx 300 (2)
- Дэу Пума 500 (1)
- Дэу Пума 350 (2)
- Doosan Puma 300 л (1)
- Дэу Пума 10-HC (1)
- Мазак 350 QT (1)
- Mazak Nexus 350 г.
 в. (2)
в. (2) - Мазак 300 QT (1)
- Mazak Nexus II 250 г. вып. (2)
- Mazak Nexus 250 QT (2)
Токарные станки с ЧПУ
- Daewoo Puma 400B (1)
- Дэу Пума 300С (1)
- Мазак 25QT (2)
- Дэу Пума 12S (2)
- Дэу Пума 10HC (2)
Вертикальные обрабатывающие центры
- Haas VF-4 с 4-осевыми индексаторами (1)
- Haas VF- с 4-осевыми индексаторами (3)
Вертикальный обрабатывающий центр
- Haas VF-3 с 4-й осью (3)
Координатно-измерительные машины
- Brown & Sharpe Global DCC CMM 09.12.08
- Brown & Sharpe Global DCC КИМ 09.20.08
- Brown & Sharpe DCC КИМ Xcel 9159
Координатно-измерительные машины
- Brown & Sharpe Global DCC CMM 09.20.08 (2)
- Brown & Sharpe Global Image 15.

