Токарный станок дип 500 технические характеристики: Токарно винторезный станок ДИП-500 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Токарный станок ДИП-500: технические характеристики, паспорт, фото
Станок для токарных работ ДИП-500 начинает свое существование с 30-х годов ХХ века. Его название представляет собой сокращение девиза «Догнать и перегнать», а цифры означают максимальный радиус изделия.
Содержание:
- 1 Сведения о производителе
- 2 Назначение и сфера применения
- 3 Габаритные размеры
- 4 Технические характеристики и принцип работы
- 5 Конструктивные особенности станка
- 5.1 Расположение органов управления
- 5.2 Передняя бабка
- 5.3 Суппорт
- 5.4 Фартук
- 5.5 Коробка подач
- 5.6 Сменные шестерни
- 5.7 Задняя бабка
- 6 Кинематическая схема
- 7 Электрическая схема
- 8 Инструкция по эксплуатации, паспорт
- 9 Обслуживание агрегата
- 10 Меры предосторожности и техника безопасности
Сведения о производителе
Первым начал выпускать такие станки Московский завод «Красный пролетарий». С 1950 года производителем ДИП-500 является Рязанский станкостроительный завод.
С 1950 года производителем ДИП-500 является Рязанский станкостроительный завод.
Назначение и сфера применения
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.
Важно!
Станок использовался не один десяток лет и по-прежнему широко используется на предприятиях. Используя дополнительные приспособления, на нем можно производить специальные операции. Возможен выпуск как штучных деталей, так и серийной продукции.
Читайте также:опи токарный станок ДИП-300
Габаритные размеры
Станок ДИП-500 относится к классу тяжелого оборудования. Его вес составляет 12800 кг. Габариты: 614х220х176 см. Конструкция очень устойчива.
Конструкция очень устойчива.
Технические характеристики и принцип работы
Характеристики токарного станка:
- нормальная точность точения деталей;
- наличие дополнительных подпор позволяет точить детали большой длины;
- наибольший размер обрабатываемой детали – 100 см, над суппортом – 60 см;
- максимальная масса заготовки – 5000 кг;
- оборудование работает за счет 4-х электродвигателей разной мощности;
- охлаждение и смазка производятся с помощью двух насосов;
- суппорт может перемещаться как вдоль, так и поперек в ускоренном режиме;
- смена зубчатых колес позволяет точно настраивать величину шагов резьбы.
Основным рабочим моментом является резание детали во время ее вращения в патроне или центрах. Режущий инструмент может передвигаться при помощи вспомогательного движения подачи.
Поперечная подача регулирует глубину обработки. Конфигурация резца определяет форму детали.
Конструктивные особенности станка
Станок ДИП-500 имеет обычную конструкцию для станков своего класса. Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Расположение органов управления
На передней панели находятся органы управления – пять рукояток, над которыми помещена специальная табличка с описанием положений рукояток и их режимов.
Они управляют включением и выключением двигателя, устанавливают шаг и направление резьбы, регулируют скорость вращения.
Передняя бабка
Служит для закрепления детали, придания ей вращения, с ее помощью регулируются все параметры обработки. Передняя бабка расположена слева от токаря.
Суппорт
Суппорт движется по станине между бабками и подает резец к детали, определяя скорость и шаг резьбы. Он может работать в двух режимах: ручном и механическом.
Фартук
Служит для перемещения каретки. Может работать как механически, так и вручную. На фартуке имеется еще один пусковой механизм, который также может включать станок, изменять вращение детали.
Передняя крышка фартука снимается, внутри него находится обгонная муфта.
Коробка подач
Коробка находится на передней бабке, она отвечает за управление передаточным механизмом. С ее помощью можно включить валы движения, установить параметры резьбы. Она обеспечивает нарезку метрической, дюймовой и модульной резьбы.
Сменные шестерни
Сменные шестерни расположены в узле под названием «гитара». Они передают вращение на коробку подач.
Задняя бабка
Находится справа от рабочего. Может перемещаться по станине посредством вращения рукоятки и редуктора. На ней крепятся инструменты для резьбы, изготовления отверстий, точно фиксируются детали.
Кинематическая схема
Электрическая схема
Оборудование станка предусматривает все необходимые параметры: освещение, защиту от перегрузок, смазку, регулировку.
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться.
 Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку. - Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений.
Обязательно следить за уровнем масла и своевременной смазкой механизмов. - Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Обслуживание агрегата
Важно!
Ежедневная работа станка требует внимательного отношения к его обслуживанию. Нужно следить за смазкой, режимом работы. Начиная работу, обязательно проверьте натяжение ремня, свободное движение двигателя, наличие повреждений.
Меры предосторожности и техника безопасности
Работа со станком требует соблюдения правил безопасности.
- Перед работой проверить состояние станка, его исправность.

- Если станок был выключен долгое время, сначала проверить его на холостом ходу.
- Не допускать превышения нагрузок.
- Обязательно убирать стружку (не руками!) и следить, чтобы не было пролито масло или жидкости около станка.
- Выключать станок при уходе, даже на короткое время или при появлении неисправностей.
- Современные аналоги
Аналогами станка ДИП-500 можно назвать следующие модели:
- Stalex C614OW.
- Proma SPF-1000PH/1500PH/2000PH.
- MetalMaster MLM 460×1500.
- Jet GH-1840 ZX DRO.
Также модифицированные модели станка имеют практически те же возможности и технические характеристики. Это следующие модели:
- РТ 731, 732, 539, 28608, 366, 53901.
- 16К50П, 16К50.
- 1М658, 1658.
- 1Н 65ГФ1, 65Г, 65Ф1.
Высокая надежность станка ДИП-500 еще и сейчас обеспечивает его применение. Хотя сейчас станок не выпускается, но его современные модификации широко используются на производстве.
Поделиться в социальных сетях
Токарный станок ДИП-500: технические характеристики, паспорт, фото
Первым начал выпускать такие станки Московский . С 1950 года производителем ДИП-500 является Рязанский станкостроительный завод.
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение и сфера применения
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.
Важно!
Станок использовался не один десяток лет и по-прежнему широко используется на предприятиях. Используя дополнительные приспособления, на нем можно производить специальные операции. Возможен выпуск как штучных деталей, так и серийной продукции.
Заказать токарно-винторезный станок 1м65, 165, (дип 500)
Осуществляем поставку восстановленных металлообрабатывающих станков. Имеем все возможности для проведения капитальных ремонтов станков металлообрабатывающей группы, в том числе: Станок токарно-винторезный 1М65 Станок предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных. Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке черных и цветных металлов. Технические характеристики станка 1М65 Параметры Наибольший диаметр обработки над станиной, мм 1 000 Диаметр обработки над суппортом, мм 650 Расстояние между центрам 3 000 – 10 000 Размер конца шпинделя передней бабки по DIN 2-15М Диаметр цилиндрического отверстия в шпинделе, мм 128 Количество ступеней частот вращения шпинделя 24 Пределы частот вращения шпинделя, об/мин 5 – 500 Ускоренное продольное перемещение суппорта, м/мин 3 Ускоренное поперечное перемещение суппорта, м/мин 1 Мощность электродвигателя главного привода 22 кВт Наибольший вес обрабатываемой детали в центрах, кг 8 000 (10 000) Габаритные размеры станка (Д х Ш х В), мм 6 140 – … х 2 200 х 1 770 Масса станка, кг 12 800 – …
Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке черных и цветных металлов. Технические характеристики станка 1М65 Параметры Наибольший диаметр обработки над станиной, мм 1 000 Диаметр обработки над суппортом, мм 650 Расстояние между центрам 3 000 – 10 000 Размер конца шпинделя передней бабки по DIN 2-15М Диаметр цилиндрического отверстия в шпинделе, мм 128 Количество ступеней частот вращения шпинделя 24 Пределы частот вращения шпинделя, об/мин 5 – 500 Ускоренное продольное перемещение суппорта, м/мин 3 Ускоренное поперечное перемещение суппорта, м/мин 1 Мощность электродвигателя главного привода 22 кВт Наибольший вес обрабатываемой детали в центрах, кг 8 000 (10 000) Габаритные размеры станка (Д х Ш х В), мм 6 140 – … х 2 200 х 1 770 Масса станка, кг 12 800 – …
Токарно – винторезный станок (1Н65, 1М65, 165, ДИП500) РМЦ 5000мм.
Токарно – винторезный станок (1Н65, 1М65, 165, ДИП500) РМЦ 5000мм. предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость с…
предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость с…
Токарно – винторезный станок 1Н65 (1М65) предназначен для выполнения
Токарно – винторезный станок 1Н65 (1М65) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон ч…
Токарно-винторезный станок STALEX CM6241/1500
• Автоматическая продольная и поперечная подача • Электрокомпоненты Siemens • Массивная конструкция станины из высококачественного чугуна, а также шлифованные направляющие гарантирует работу без вибрации. • Автоподача по двум осям X/Y. • УстановленаН…
Токарно-винторезный станок STALEX CM6241/1000
• Автоматическая продольная и поперечная подача • Электрокомпоненты Siemens • Массивная конструкция станины из высококачественного чугуна, а также шлифованные направляющие гарантирует работу без вибрации. • Автоподача по двум осям X/Y. • УстановленаН…
• Автоподача по двум осям X/Y. • УстановленаН…
Технические характеристики и принцип работы
Характеристики токарного станка:
- нормальная точность точения деталей;
- наличие дополнительных подпор позволяет точить детали большой длины;
- наибольший размер обрабатываемой детали – 100 см, над суппортом – 60 см;
- максимальная масса заготовки – 5000 кг;
- оборудование работает за счет 4-х электродвигателей разной мощности;
- охлаждение и смазка производятся с помощью двух насосов;
- суппорт может перемещаться как вдоль, так и поперек в ускоренном режиме;
- смена зубчатых колес позволяет точно настраивать величину шагов резьбы.
Основным рабочим моментом является резание детали во время ее вращения в патроне или центрах. Режущий инструмент может передвигаться при помощи вспомогательного движения подачи.
Поперечная подача регулирует глубину обработки. Конфигурация резца определяет форму детали.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
Конструктивные особенности станка
Станок ДИП-500 имеет обычную конструкцию для станков своего класса. Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Расположение органов управления
На передней панели находятся органы управления – пять рукояток, над которыми помещена специальная табличка с описанием положений рукояток и их режимов.
Они управляют включением и выключением двигателя, устанавливают шаг и направление резьбы, регулируют скорость вращения.
Передняя бабка
Служит для закрепления детали, придания ей вращения, с ее помощью регулируются все параметры обработки. Передняя бабка расположена слева от токаря.
Суппорт
Суппорт движется по станине между бабками и подает резец к детали, определяя скорость и шаг резьбы. Он может работать в двух режимах: ручном и механическом.
Фартук
Служит для перемещения каретки. Может работать как механически, так и вручную. На фартуке имеется еще один пусковой механизм, который также может включать станок, изменять вращение детали.
Передняя крышка фартука снимается, внутри него находится обгонная муфта.
Коробка подач
Коробка находится на передней бабке, она отвечает за управление передаточным механизмом. С ее помощью можно включить валы движения, установить параметры резьбы. Она обеспечивает нарезку метрической, дюймовой и модульной резьбы.
Сменные шестерни
Сменные шестерни расположены в узле под названием «гитара». Они передают вращение на коробку подач.
Задняя бабка
Находится справа от рабочего. Может перемещаться по станине посредством вращения рукоятки и редуктора. На ней крепятся инструменты для резьбы, изготовления отверстий, точно фиксируются детали.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Передняя бабка
Вид сбоку
Задняя бабка и станина
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений. Обязательно следить за уровнем масла и своевременной смазкой механизмов.
- Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Схема электрическая принципиальная токарно-винторезного станка ДИП-500
Электрическая схема токарного станка ДИП-500
Электродвигатели токарно-винторезного станка ДИП-500
Станок оборудован электродвигателем трехфазного тока нормального исполнения с короткозамкнутым ротором. Тип электродвигателя МА202-2/4 мощностью 17 кВт, 1500 оборотов в минуту. Коэффициент мощности — cosφ = 0,875; номинальная сила тока присоединении его обмоток звездой ,и при включении в сеть напряжением 380 В составит 33,3 А, а при соединении обмоток треугольником и включении в сеть напряжением 220 В составит 57,5 А. Устанавливается электродвигатель на салазках и соединен со станком ременной передачей.
Тип электродвигателя МА202-2/4 мощностью 17 кВт, 1500 оборотов в минуту. Коэффициент мощности — cosφ = 0,875; номинальная сила тока присоединении его обмоток звездой ,и при включении в сеть напряжением 380 В составит 33,3 А, а при соединении обмоток треугольником и включении в сеть напряжением 220 В составит 57,5 А. Устанавливается электродвигатель на салазках и соединен со станком ременной передачей.
Подача охлаждающей жидкости осуществляется электронасосом типа ЭНТС-3, устанавливаемым на кронштейне с задней стороны каретки суппорта станка. Электронасос состоит из электродвигателя и насоса, насаженных на один общий вал. Электродвигатель мощностью 0,37 кВт 2800 оборотов в минуту, коэффициент мощности — cosφ = 0,74 кВт, к. п. д. = 0,82, напряжение 220/380 В, сила тока 1,9/1,1 А.
Электрическая аппаратура токарно-винторезного станка ДИП-500
1) Магнитный пускатель. Главный двигатель управляется реверсивным магнитным пускателем типа ПМ-52, состоящим из двух контакторов ото 3 главных контакта и по одному нормально открытому блок-коктакту. Контакторы приводятся в действие от электромагнитов, на которых устанавливается катушка на напряжение в 220 или 380 В, в зависимости от напряжения сети.
Контакторы приводятся в действие от электромагнитов, на которых устанавливается катушка на напряжение в 220 или 380 В, в зависимости от напряжения сети.
Контакторы имеют механическую блокировку. Для защиты электродвигателя от перегрузок магнитный пускатель содержит максимальное тепловое реле, установленное на двух фазах. На этих реле устанавливаются нагревательные элементы типа НЭ105/45 при 220 В и типа НЭ105/38 при 380 В напряжения сети.
От коротких замыканий тепловое реле защитить электродвигатель не может, так как оно действует не мгновенно, а с некоторой выдержкой времени, которое находится в обратной зависимости от величины перегрузки. От коротких замыканий электродвигатель должен защищаться плавкими предохранителями, устанавливаемыми вне станка самим заказчиком.
2) Кнопочные станции. Включение, выключение и реверсирование главного двигателя производится нажимом соответствующих кнопок «Вперед», «Стоп» или «Назад» на кнопочных станциях.
На станке устанавливаются две кнопочные станции типа КУ-430. Одна из них располагается у передней бабки, а вторая устанавливается на каретке.
Одна из них располагается у передней бабки, а вторая устанавливается на каретке.
3) Трехполюсные выключатели. Для управления электронасосом на фартуке каретки станка установлен в одной коробке с кнопочной станцией трехполюсный пакетный выключатель типа ПКЗ-6/500.
Пакетный выключатель может быть заменен трехполюсным выключателем типа ЭЛ-1.
4) Предохранители. Для защиты электронасоса от токов короткого замыкания в той же коробке, в которой установлены кнопочная станция и пакетный выключатель, помещены плавкие предохранители типа Н с нормальной резьбой Эдисона.
5) Проводка на станке осуществляется в газовых трубах, а также в гибких металлических шлангах. Для подвода проводов в каретке устроено гибкое присоединение в виде пучка проводов, протянутых в гибкую резиновую трубку и подвешенных в виде спирали на двух стальных тросах сзади станка; таким образом при перемещении каретки во время работы вдоль станины станка спираль либо растягивается, либо сжимается, обеспечивая неразрывную связь в электрической цепи.
Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Читать также: Как отличить олово от свинца
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.
Токарный станок ДИП-500: технические характеристики и обзор
Пришедший на смену 164 серии токарный станок ДИП-500 выпускался станкостроительным заводом в Рязани. Популярный в те времена лозунг «Догнать и перегнать» стал буквенным показателем новой модели, а «500» обозначал высоту центров. Агрегат был распространен на территории Советского союза и активно экспортировался в другие страны.
Устройство ценилось мастерами за свою надежность, качество и неприхотливость в работе. Предназначается установка для работы с болванками геометрических форм и больших и средних габаритов в условиях серийного и индивидуального производства. На установке возможно осуществление таких работ: сверление и растачивание отверстий, точение конусов и прочих поверхностей (наружное и внутреннее), нарезка резьб.
- Токарный станок ДИП-500: технические характеристики
- Особенности конструкции
- Советы по эксплуатации
Токарный станок ДИП-500: технические характеристики
Устройство выделяется своей уникальностью, что делает его востребованным на производственных предприятиях и в настоящее время. Предусматривающий обработку больших болванок, станок позволяет устанавливать над основой болванки до 1000 мм в диаметре, а над суппортом – до 600 мм. При этом масса болванки не должна превышать 5000 кг.
Предусматривающий обработку больших болванок, станок позволяет устанавливать над основой болванки до 1000 мм в диаметре, а над суппортом – до 600 мм. При этом масса болванки не должна превышать 5000 кг.
В конструкции токарных установок важная роль отводится суппорту, который в рассматриваемой модели обладает рядом отличительных черт: треугольные направляющие, предотвращающие провисание подвески, регулируемые и точно настраиваемые опоры качения главного вала. Согласно паспорту, суппорт имеет такие основные параметры:
- Продольное смещение в наибольшем значении – 2710 мм.
- Поперечное смещение в наибольшем значении – 600 мм.
- Один оборот лимба при осевом смещении – 0,1 мм.
- Один оборот лимба при перпендикулярном смещении – 0,05 мм.
- Число перпендикулярных подач – 0,07-1,04 мм/об.
- Число осевых подач – 0,2-3,05 мм/об.
- Смещение резцовых салазок в наибольшем значении – 2450 мм.
В рабочей основе агрегата находится выемка, которая защищается съемным мостком. Она предназначается для увеличения диаметра обработки болванки. Главный рабочий вал устройства выделяется большими габаритами и позволяет устанавливать прутки до 8 см в диаметре.
Она предназначается для увеличения диаметра обработки болванки. Главный рабочий вал устройства выделяется большими габаритами и позволяет устанавливать прутки до 8 см в диаметре.
Передний узел аппарата обладает значениями для наибольшего усилия резки, которое устанавливает максимальное количество удаляемого материала за одно движение режущего инструмента. Согласно паспорту, главный рабочий вал обладает основными параметрами:
- количество ступеней при прямом движении – 24;
- скорость вращения – 5-500 об/мин;
- усилие при осевой резке – 1200 кН;
- усилие при перпендикулярной резке – 780 кН.
Функционирование винторезного агрегата обеспечивают 4 электрических двигателя. Главный привод работает от электродвигателя мощностью 22 кВт. Быстрое перемещение резцедержателя обеспечивается двигателем мощностью 1,5 кВт. Система охлаждения и система смазки работают за счет двух насосов.
Особенности конструкции
На станине установлены треугольные направляющие, одна из которых является базой для заднего узла, а остальные две – для каретки. Главный электродвигатель вмонтирован под главной сборочной единицей с левой стороны в специальной нише. В нише с правой стороны установлен насос охлаждения и емкость для охлаждающей жидкости.
Главный электродвигатель вмонтирован под главной сборочной единицей с левой стороны в специальной нише. В нише с правой стороны установлен насос охлаждения и емкость для охлаждающей жидкости.
В самой рабочей основе установлена емкость для отработанной охлаждающей жидкости и наклонные люки, по которым удаляется лишняя стружка, образовавшаяся во время работы устройства.
Передний узел установлен с левой стороны станины. Он надежно закреплен болтами и штифтами. В корпусе переднего узла расположены:
- Механизмы резки.
- Электромагнитный механизм, обеспечивающий торможение муфты.
- Механизм выбора направления перемещения каретки.
- Смазочный механизм.
- Шпиндельный блок.
- Механизм передвижения вилки.
- Механизм установки скорости шпиндельного узла.
Главный рабочий вал располагается на трех опорах качения, из которых две опоры регулируются, а одна – нет. Механизм резцедержателя имеет крестообразную форму, а его перемещение осуществляется при помощи крестообразного переключателя, рукояти каретки и махового механизма, вращающегося в двух направлениях – осевом и поперечном.
Движение заднего узла обеспечивает редуктор, который управляет валиком и его перемещениями по направляющим главной сборочной единицы.
В фартуке установки расположены четыре электромагнитные муфты, благодаря которым механизмы резцедержателя перемещаются при помощи одной рукояти. Фартук по своему типу относится к закрытым, а его передняя крышка снимается. Внутри фартука находится обгонная муфта, позволяющая производить запуск двигателя при включенном режиме ускоренного хода.
В конструкции устройства имеются и такие узлы:
- закрепленный болтом на направляющих рабочей основы неподвижный люнет;
- установленный на каретке подвижный люнет, который поддерживает болванку около резцов;
- четырехкулачковый патрон.
Советы по эксплуатации
В паспорте и инструкции к установке подробно описаны технические требования и правила эксплуатации, с которыми необходимо внимательно ознакомиться перед началом работы с устройством.
Перед установкой станка необходимо подготовить надежную и жесткую основу, хоть устройство и обладает большим весом и высоким показателем устойчивости. Поскольку общий вес агрегата, без учета обрабатываемых деталей, превышает 10000 кг, то для него требуется установка отдельного фундамента. В инструкции можно найти параметры, размеры и фото такого фундамента.
Поскольку общий вес агрегата, без учета обрабатываемых деталей, превышает 10000 кг, то для него требуется установка отдельного фундамента. В инструкции можно найти параметры, размеры и фото такого фундамента.
Кроме того, при подключении устройства необходимо:
- Рассчитать электросеть. Электрическое оборудование работает от трехфазной сети 380 В, и, производя расчет, нужно учитывать сумму мощности всех четырех электродвигателей.
- Соблюдать меры безопасности. Перед началом работы с болванкой нужно проверить надежность ее закрепления и опустить защитные щитки установки.
- Устанавливать болванку больших габаритов и массы нужно при помощи специального подъемника.
Помимо данных рекомендаций существуют и конкретные правила установки оборудования, которые определяются индивидуально, исходя из особенностей производства.
Видео: станок ДИП-500.
Republished by Blog Post Promoter
Токарно-винторезный станок ДИП-500: устройство, характеристики
Свое название станки токарно-винторезной группы ДИП-500 получили в 30-е годы прошлого века. Число указывает максимальный радиус обрабатываемой детали, аббревиатура сокращает популярный лозунг «Догоним и перегоним!». Создан этот токарный станок по металлу на московском заводе «Красный пролетарий» для обработки деталей большого размера. Спустя 10 лет, в 1944 г, выпуск ДИП 500 был освоен на Рязанском станкостроительном заводе, где с техническим названием 1Д65 он стал своеобразной визитной карточкой предприятия. Прототипом послужил тяжелый немецкий агрегат фирмы VDF. Традиционная надежность передалась потомку. По нынешний день экземпляры б/у и даже первые аналоги станка можно купить в рабочем состоянии.
Число указывает максимальный радиус обрабатываемой детали, аббревиатура сокращает популярный лозунг «Догоним и перегоним!». Создан этот токарный станок по металлу на московском заводе «Красный пролетарий» для обработки деталей большого размера. Спустя 10 лет, в 1944 г, выпуск ДИП 500 был освоен на Рязанском станкостроительном заводе, где с техническим названием 1Д65 он стал своеобразной визитной карточкой предприятия. Прототипом послужил тяжелый немецкий агрегат фирмы VDF. Традиционная надежность передалась потомку. По нынешний день экземпляры б/у и даже первые аналоги станка можно купить в рабочем состоянии.
Оглавление:
- Функциональные возможности
- Технические параметры
- Конструкция
- Отличительные особенности
- Эксплуатация, обслуживание
Назначение и функционал
Токарный станок ДИП-500 проектировался как базовый для нужд тяжелого машиностроения, а так же военной промышленности, что сыграло свою роль в годы Великой Отечественной Войны. Простота освоения токарного дела на этом типе машин позволяла ставить к ним практически не обученный персонал.
Простота освоения токарного дела на этом типе машин позволяла ставить к ним практически не обученный персонал.
Точение над кареткой суппорта деталей размером до 620 мм в поперечнике делало реальным изготовление практически любых видов приводных валов и других подобных изделий для энергетики, станкостроения, прочих отраслей народного хозяйства. Токарно-винторезный станок давал четыре вида резьбы, различного шага, размера и профиля как снаружи, так и изнутри. На нем производили расточку отверстий, круглых полостей, обработку труб диаметром до 100 мм. Механизм перемещения задней бабки на 40 мм в направлении перпендикулярном оси деталей облегчал точение конусных поверхностей, а так же нарезку на них резьбы.
Мощные резцы с державкой (телом инструмента) сечением 5х5 сантиметров даже на самых первых довоенных моделях ДИП-500 срезали в стружку до 2,5 тонн металла за час работы. Для отечественных станков результат по тем временам фантастический.
Технические характеристики ДИП 500 однозначно относят его к классу тяжелых. Вес в зависимости от модификаций составляет от 9,85 тн до 20,3 тн. С учетом расстояния между центрами (РМЦ) на токарном станке обрабатывают детали с массой до 8 и до 10 тн.
Вес в зависимости от модификаций составляет от 9,85 тн до 20,3 тн. С учетом расстояния между центрами (РМЦ) на токарном станке обрабатывают детали с массой до 8 и до 10 тн.
Линейка моделей по базовой длине состоит из пяти версий с габаритами 4.1, 6.140, 8.180, 9.19, и 11.38 метров. Соответственно размеры участка, где станок способен выполнять точение, составляет от 1 до 10 м.
Одна из особенностей серии ДИП500: полый шпиндель с диаметром прохода 100 (в 1967 году увеличен до 128 мм) мм. Подобное устройство при наличии дополнительных подпор (люнетов) позволяет обрабатывать детали с длиной, превышающей область точения в несколько раз. Эта характеристика наряду с возможностью нарезки конусной резьбы с перемещением суппорта изначально предусматривала изготовление оборудования (штанг) для бурения скважин.
Кроме конусной резьбы, наличие коробки подач дает возможность ДИП-500 выполнять метрическую, модульную и дюймовую, в количестве по размерам (соответственно) 22; 13 и 36.
На протяжении всей своей истории выпуска при неизменных основных характеристиках, токарно-винторезный станок ДИП 500 подвергался постоянным улучшениям. Так, кроме увеличения сквозного прохода в шпинделе возросла до 500 об/мин скорость вращения, ранее составлявшая 192 об/мин. Увеличилась с 17 до 22 кВт мощность двигателя главного привода. Совместно с коробкой скоростей в современных станках он выдает усилие момента вращения при обработке до 9500 Нм (950 кгсм).
Все элементы ДИП-500 располагаются на станине из специального чугуна. Ее масса составляет 2/3 веса всего токарного станка и гасит вибрации на глубоких подачах резца при токарных операциях.
Общее устройство
1. Станина имеет две основных направляющих призматической формы с разным углом наклона граней. У передней, на которую приходится главное усилие при обработке, площадь сечения вдвое больше. В задней части станины оставлено отверстие для удаления стружки образующейся при обработке деталей. Опорная пята станка выполнена сплошной и прилегает к фундаменту всей плоскостью, обеспечивая максимальную устойчивость.
Опорная пята станка выполнена сплошной и прилегает к фундаменту всей плоскостью, обеспечивая максимальную устойчивость.
2. Передняя бабка — с чугунным корпусом располагается слева от токаря. Сверху под съемной крышкой находятся шестерни коробки скоростей. Спереди и снизу от нее находится основной двигатель и клиноременный механизм привода.
3. Технические характеристики коробки скоростей ДИП-500 дают на выходе двенадцать ступеней прямого вращения шпинделя и столько же обратного. Кроме того, ускорять это движение пропорционально в 2; 4; 8 и 16 раз. Управление осуществляется с помощью рукоятей на передней панели коробки. Выше находится металлическая табличка с указанием положения ручек и зависящих от этого режимов.
Рукоятей пять: две регулируют скорость вращения, одна служит включению зубчатого перебора, остальные определяют направление и шаг нарезки резьбы. Там же расположен пусковой механизм электрической части токарно-винторезного станка, обеспечивающий остановку и включение двигателя в прямом и обратном направлении.
4. Коробка подач на передней бабке нужна для управления вращением передаточных валов. Пять ее ручек включают валы движения фартука, устанавливают параметры резьбы.
5. На коробку подач вращение передается набором сменных шестерен размещенных еще в одном узле — гитаре.
6. С другой стороны ДИП-500, справа от токаря, расположена задняя бабка. Ее задача центровка и поддержка длинных деталей.
7. Между бабками по станине движется сложное устройство — суппорт, который подает резец к детали под разными углами с необходимой скоростью и шагом. Верхняя часть способна поворачиваться на 90° и перемещаться на каретке как вручную, так и от механического привода. Благодаря последнему ДИП-500 выполняет нарезку не только прямой, но и конусной резьбы.
8. Движение суппорту вдоль станины сообщает еще одно передаточное устройство — каретка. Она перемещается с помощью механизмов фартука. Он так же способен двигаться вручную и от механического привода. Для первого способа служит большой маховик с рукоятью расположенный на левой стороне устройства. При механическом перемещении, фартук может дойти до упора, и сломаться. Чтобы этого не произошло, он снабжен специальным «падающим» стопором, отключающим привод. Описанный механизм движения шпинделя, валов, шестерен и прочих узлов ДИП 500 собран по традиционной для большинства токарно-винторезных станков схеме. При огромном разнообразии режимов вращения он привычен для любого токаря, облегчает освоение работы на станке.
При механическом перемещении, фартук может дойти до упора, и сломаться. Чтобы этого не произошло, он снабжен специальным «падающим» стопором, отключающим привод. Описанный механизм движения шпинделя, валов, шестерен и прочих узлов ДИП 500 собран по традиционной для большинства токарно-винторезных станков схеме. При огромном разнообразии режимов вращения он привычен для любого токаря, облегчает освоение работы на станке.
Вспомогательные опции
При обработке заготовок деталь и сам резец нагревается. Чтобы температура не превысила критических величин, ДИП 500 снабжен системой охлаждения. В нее входит бачок со специальной эмульсией, насос и подающие шланги. После того, как жидкость использована, она стекает в поддон, откуда через сетчатый фильтр снова поступает в бачок, двигаясь по замкнутому циклу. Для освещения места обработки на токарном станке ставится специальный светильник, который перемещается вместе с суппортом.
На фартуке размещен дублирующий пусковой механизм. Как и закрепленный на передней бабке он включает, станок, меняет направление вращения.
ДИП 500 в стандартной комплектации снабжается двумя люнетами. Один наглухо крепится непосредственно к направляющим станины, второй, монтируется на суппорте и перемещается вместе с ним.
Характерные особенности и преимущества ДИП-500
Основной характеристикой выделяющей ДИП-500 является большой диаметр обрабатываемой детали при значительной длине точения. Для изделий большого веса, как правило, применяют карусельные станки, но далеко не все они поддерживают точение настолько длинных деталей. К тому же масса и габариты подобных устройств значительно превосходят таковые у ДИП-500.
При всей мощи тяжелого токарно-винторезного станка его отличает плавность движения ручек управления, характерные обычно для небольших устройств. Основа этого –точный подбор сочетания различных по виду подшипников коробки скоростей и подач, а также их удачное размещение на основных направлениях усилий.
Важной характеристикой служит простота обслуживания и надежность. На современном рынке представлено немало б/у оборудования, которое до этого поменяло не одного хозяина, но способно прослужить еще десятки лет. Немалую роль в этом играет удачное крепление шпинделя. В то время как у большинства станков оно консольное, на ДИП-500 вал закреплен в двух основных точках.
На современном рынке представлено немало б/у оборудования, которое до этого поменяло не одного хозяина, но способно прослужить еще десятки лет. Немалую роль в этом играет удачное крепление шпинделя. В то время как у большинства станков оно консольное, на ДИП-500 вал закреплен в двух основных точках.
Установка. Обслуживание и эксплуатация
При первом запуске в работу токарный станок очищают от консервационной смазки. Для этого используют керосин или уайт-спирит. Там где предусмотрено техническими характеристиками, консервирующая смазка заменяется рабочей, предохраняющей поверхность деталей от коррозии.
При установке механизма требуется выдержать горизонтальность станины, как вдоль так и поперек. Для проверки используют пузырьковый уровень с точностью 0,04 мм на метр. Корректировка производится подбивкой стальных клиньев.
Для ежедневной нормальной работы достаточно:
- выдерживать режим, предусмотренный для обрабатываемой марки стали;
- своевременно добавлять и менять масло, следить за его уровнем;
- производить смазку механизмов;
Перед началом работы, станок следует осмотреть на наличие повреждений, проверить натяжение приводного ремня, легкость вращение двигателя.
Если эксплуатация ДИП500 начинается после длительного перерыва:
- двигатель желательно прокрутить со снятым приводным ремнем;
- дать станку поработать на холостом ходу не менее 20 минут.
Для предотвращения травматизма не работайте без штатных предохранительных устройств и ограждений. Одежда не должна иметь болтающихся концов, которые могут быть затянуты механизмом.
Станок дип 500 технические характеристики
Главная » Станок » Станок дип 500 технические характеристики
Обзор токарного станка ДИП-500
Пришедший на смену 164 серии токарный станок ДИП-500 выпускался станкостроительным заводом в Рязани. Популярный в те времена лозунг «Догнать и перегнать» стал буквенным показателем новой модели, а «500» обозначал высоту центров. Агрегат был распространен на территории Советского союза и активно экспортировался в другие страны.
Популярный в те времена лозунг «Догнать и перегнать» стал буквенным показателем новой модели, а «500» обозначал высоту центров. Агрегат был распространен на территории Советского союза и активно экспортировался в другие страны.
Устройство ценилось мастерами за свою надежность, качество и неприхотливость в работе. Предназначается установка для работы с болванками геометрических форм и больших и средних габаритов в условиях серийного и индивидуального производства. На установке возможно осуществление таких работ: сверление и растачивание отверстий, точение конусов и прочих поверхностей (наружное и внутреннее), нарезка резьб.
Токарный станок ДИП-500: технические характеристики
Устройство выделяется своей уникальностью, что делает его востребованным на производственных предприятиях и в настоящее время. Предусматривающий обработку больших болванок, станок позволяет устанавливать над основой болванки до 1000 мм в диаметре, а над суппортом – до 600 мм. При этом масса болванки не должна превышать 5000 кг.
В конструкции токарных установок важная роль отводится суппорту, который в рассматриваемой модели обладает рядом отличительных черт: треугольные направляющие, предотвращающие провисание подвески, регулируемые и точно настраиваемые опоры качения главного вала. Согласно паспорту, суппорт имеет такие основные параметры:
- Продольное смещение в наибольшем значении – 2710 мм.
- Поперечное смещение в наибольшем значении – 600 мм.
- Один оборот лимба при осевом смещении – 0,1 мм.
- Один оборот лимба при перпендикулярном смещении – 0,05 мм.
- Число перпендикулярных подач – 0,07-1,04 мм/об.
- Число осевых подач – 0,2-3,05 мм/об.
- Смещение резцовых салазок в наибольшем значении – 2450 мм.
В рабочей основе агрегата находится выемка, которая защищается съемным мостком. Она предназначается для увеличения диаметра обработки болванки. Главный рабочий вал устройства выделяется большими габаритами и позволяет устанавливать прутки до 8 см в диаметре.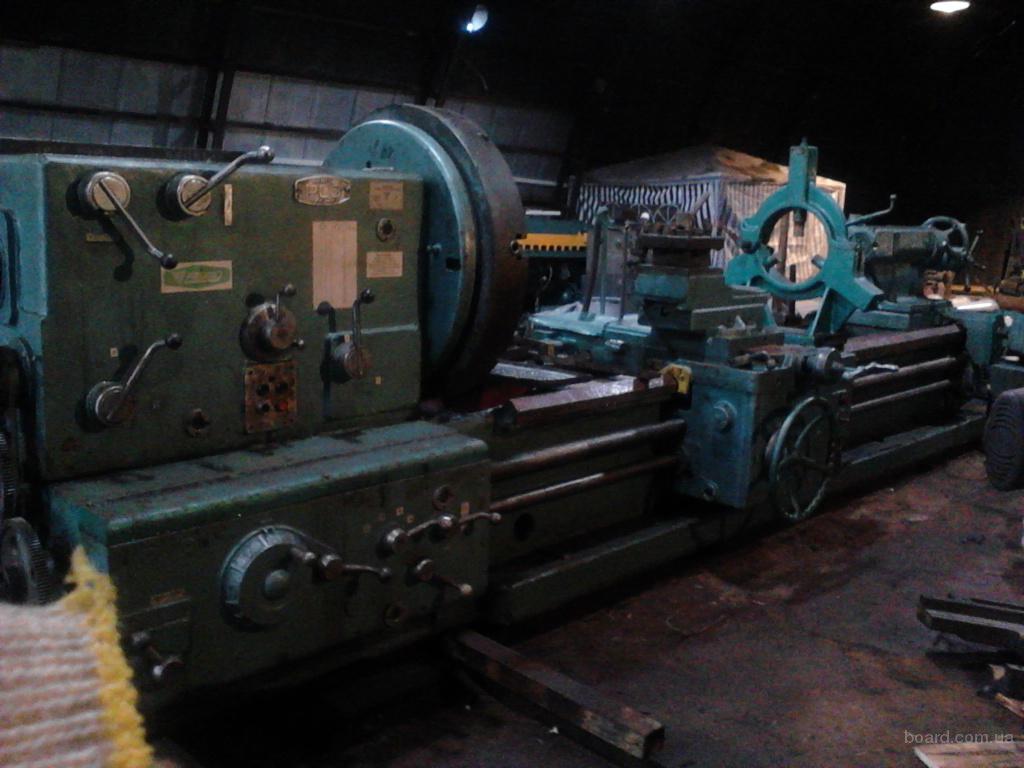
Передний узел аппарата обладает значениями для наибольшего усилия резки, которое устанавливает максимальное количество удаляемого материала за одно движение режущего инструмента. Согласно паспорту, главный рабочий вал обладает основными параметрами:
- количество ступеней при прямом движении – 24;
- скорость вращения – 5-500 об/мин;
- усилие при осевой резке – 1200 кН;
- усилие при перпендикулярной резке – 780 кН.
Функционирование винторезного агрегата обеспечивают 4 электрических двигателя. Главный привод работает от электродвигателя мощностью 22 кВт. Быстрое перемещение резцедержателя обеспечивается двигателем мощностью 1,5 кВт. Система охлаждения и система смазки работают за счет двух насосов.
На станине установлены треугольные направляющие, одна из которых является базой для заднего узла, а остальные две – для каретки. Главный электродвигатель вмонтирован под главной сборочной единицей с левой стороны в специальной нише. В нише с правой стороны установлен насос охлаждения и емкость для охлаждающей жидкости.
В самой рабочей основе установлена емкость для отработанной охлаждающей жидкости и наклонные люки, по которым удаляется лишняя стружка, образовавшаяся во время работы устройства.
Передний узел установлен с левой стороны станины. Он надежно закреплен болтами и штифтами. В корпусе переднего узла расположены:
- Механизмы резки.
- Электромагнитный механизм, обеспечивающий торможение муфты.
- Механизм выбора направления перемещения каретки.
- Смазочный механизм.
- Шпиндельный блок.
- Механизм передвижения вилки.
- Механизм установки скорости шпиндельного узла.
Главный рабочий вал располагается на трех опорах качения, из которых две опоры регулируются, а одна – нет. Механизм резцедержателя имеет крестообразную форму, а его перемещение осуществляется при помощи крестообразного переключателя, рукояти каретки и махового механизма, вращающегося в двух направлениях – осевом и поперечном.
Движение заднего узла обеспечивает редуктор, который управляет валиком и его перемещениями по направляющим главной сборочной единицы.
В фартуке установки расположены четыре электромагнитные муфты, благодаря которым механизмы резцедержателя перемещаются при помощи одной рукояти. Фартук по своему типу относится к закрытым, а его передняя крышка снимается. Внутри фартука находится обгонная муфта, позволяющая производить запуск двигателя при включенном режиме ускоренного хода.
В конструкции устройства имеются и такие узлы:
- закрепленный болтом на направляющих рабочей основы неподвижный люнет;
- установленный на каретке подвижный люнет, который поддерживает болванку около резцов;
- четырехкулачковый патрон.
Советы по эксплуатации
В паспорте и инструкции к установке подробно описаны технические требования и правила эксплуатации, с которыми необходимо внимательно ознакомиться перед началом работы с устройством.
Перед установкой станка необходимо подготовить надежную и жесткую основу, хоть устройство и обладает большим весом и высоким показателем устойчивости. Поскольку общий вес агрегата, без учета обрабатываемых деталей, превышает 10000 кг, то для него требуется установка отдельного фундамента. В инструкции можно найти параметры, размеры и фото такого фундамента.
Поскольку общий вес агрегата, без учета обрабатываемых деталей, превышает 10000 кг, то для него требуется установка отдельного фундамента. В инструкции можно найти параметры, размеры и фото такого фундамента.
Кроме того, при подключении устройства необходимо:
- Рассчитать электросеть. Электрическое оборудование работает от трехфазной сети 380 В, и, производя расчет, нужно учитывать сумму мощности всех четырех электродвигателей.
- Соблюдать меры безопасности. Перед началом работы с болванкой нужно проверить надежность ее закрепления и опустить защитные щитки установки.
- Устанавливать болванку больших габаритов и массы нужно при помощи специального подъемника.
Помимо данных рекомендаций существуют и конкретные правила установки оборудования, которые определяются индивидуально, исходя из особенностей производства.
Видео: станок ДИП-500.
metmastanki.ru
Обзор станка ДИП-500: описание, характеристики, схемы, фото
Станок ДИП-500 токарного типа предназначен для обработки средних и больших заготовок. Продолжительное время производился Рязанским станкостроительным заводом. На смену этой модели пришли усовершенствованные конструкции – 1Н65.
Продолжительное время производился Рязанским станкостроительным заводом. На смену этой модели пришли усовершенствованные конструкции – 1Н65.
Конструктивные особенности станка
От своих аналогов станок ДИП-500 для токарной обработки отличается возможностью обрабатывать большие заготовки. Конструкция оборудования позволяет осуществлять как внутреннее, так и наружное точение.
Прежде всего следует ознакомиться с конструктивными элементами оборудования. Именно они определяют его технические и эксплуатационные качества. К особенностям станка можно отнести высокий показатель жесткости станины. Благодаря ей можно выполнять точение заготовок из высокопрочной стали с применением специальных резцов.
Помимо этого, можно выделить такие конструктивные особенности станка:
- перемещение верхней части конструкции суппорта. Благодаря этой функции есть возможность обрабатывать блинные конусы;
- быстрое продольное и поперечное смещение суппорта осуществляется с помощью отдельных электродвигателей;
- закрытая коробка передач.
 Ее конструкция дает возможность выполнять нарезание стандартной резьбы с помощью зубчатых колес;
Ее конструкция дает возможность выполнять нарезание стандартной резьбы с помощью зубчатых колес; - перемещение задней и передней бабки происходит механическим способом. Это несколько увеличивает время установки заготовки и настройки оборудования.
Согласно принятой нормативной документации станку присвоен класс точности «Н». Степень шероховатости обрабатываемых деталей равна значению V6.
Габариты оборудования составляют 614*220*176 см. при массе 12800 кг. Такой вес увеличивает устойчивость конструкции, предотвращает появление вибраций во время работы.
Технические характеристики
Станок ДИП-500 обладает по-настоящему уникальными характеристиками. Благодаря им актуально применение этого оборудования и в настоящее время.
Максимальный диаметр заготовки, установленной над станиной, составляет 100 см. Этот же параметр при креплении детали над суппортом не должен превышать 60 см, величина предельной массы равна 5000 кг.
Обзор параметров оборудования следует делать по его основным узлам и агрегатам. Важным компонентом является суппорт. Его конструкция имеет ряд отличительных особенностей: призматические направляющие, подвески предотвращают провисание ходового винта, наличие регулируемых опор качения шпинделя с возможностью точной настройки.
Важным компонентом является суппорт. Его конструкция имеет ряд отличительных особенностей: призматические направляющие, подвески предотвращают провисание ходового винта, наличие регулируемых опор качения шпинделя с возможностью точной настройки.
Основные параметры суппорта:
- смещение, см. Продольное – 271, поперечное – 60 см;
- смещение на один оборот лимба. Продольное – 50, поперечное – 6;
- количество передач. Для поперечных это значение варьируется от 0,07 до 1,04 мм/об, для продольных – от 0,2 до 3,05 об/мин;
- резцовые салазки могут сместиться на 245 см;
- в токарном станке ДИП-500 предусмотрена возможность формирования резьбы различного типа.
Размеры шпинделя передней бабки
Для увеличения максимального диаметра обрабатываемой заготовки в моделях 1Н62Г и 1Н62ГФ1 в станине предусмотрена выемка. Она защищена съемным мостиком.
Шпиндель оборудования отличается от аналогичных большими габаритными размерами. Максимальный диаметр прутка, который можно установить в него, составляет 80 мм.
Максимальный диаметр прутка, который можно установить в него, составляет 80 мм.
Основанными характеристиками передней шпиндельной бабки являются значения максимального усилия для резания (kH). Оно определяет максимальное количество материала, которое можно удалить с поверхности заготовки при токарной обработке за одно прохождение резца.
Кроме этого, необходимо знать следующие параметры шпинделя:
- количество степеней прямого вращения составляет 24;
- варианты частоты вращения — от 5 до 500 об/мин;
- усилие резания (kH). Продольное – 1200, поперечное – 780.
Размер внутреннего конуса соответствует значению 100 или 1,2.
Для работы оборудования в токарном станке ДИП-500 есть 4 электродвигателя различной мощности. Для главного привода применяется силовой агрегат 22 кВт. Быстрое смещение суппорта происходит за счет работы электродвигателя 1,5 кВт. Также в схеме есть два насоса для работы систем охлаждения и смазки.
Альтернативным обозначением станка ДИП-500 является 1Н65. Также существуют модификации оборудования с незначительными изменениями в конструкции.
Также существуют модификации оборудования с незначительными изменениями в конструкции.
Рекомендации по эксплуатации
Переда началом работы на токарном станке следует внимательно ознакомиться с эксплуатационными и техническими требованиями. Они подробно описаны в инструкции и паспорте оборудования.
Несмотря на большую массу и хороший показатель устойчивости для работы станка необходимо подготовить жесткую платформу. Так как общий вес превышает 10 т – следует сделать отдельный фундамент. Его параметры, фото и рекомендуемые габаритные размеры можно взять из оригинального описания.
Кроме этого фактора для подключения станка следует выполнить такие действия:
- расчет электросети. Двигатели работают от трехфазной электросети 380 В. При расчете учитывается суммарная мощность силовых агрегатов;
- соблюдение мер безопасности. Перед началом обработки детали проверяется жесткость ее фиксации, все защитные щитки должны быть опущены;
- для установки заготовки с большой массой следует использовать специальное подъемное оборудование.

Это общие рекомендации по эксплуатации токарного станка ДИП-500. Точные правила зависят от особенностей производственного процесса, которые определяются в индивидуальном порядке.
В видеоматериале показан пример работы оборудования:
stanokgid.ru
Токарно-винторезный станок ДИП-500 (1М65)
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
Токарно-винторезный станок ДИП-500
На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Передняя бабка Вид сбоку Задняя бабка и станина
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.

Технические характеристики
Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Современные аналоги
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков. Подробнее об этом оборудовании вы можете прочитать в статье об аналогах советских токарных станков.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок ДИП 500: технические характеристики, особенности, аналоги
Удачный во всех отношениях токарный станок ДИП 500 позволяет выполнять широкий спектр технологических операций, которые связаны с обработкой (механической) тел вращения. В частности, речь идет о следующих:
В частности, речь идет о следующих:
- сверление;
- резьбонарезание;
- точение.
Все возможности прогрессивных инструментов могут быть использованы по максимуму благодаря широкому диапазону частот вращения, конструкционной жесткости, а также высокомощному силовому агрегату.
Главные особенности модели
Чем же так хорош токарно-винторезный станок ДИП 500, который продолжает пользоваться популярностью и сегодня?
Во-первых, он ценится за высокую точность обработки деталей. Ей во многом способствуют три фактора: температурная стабильность, виброустойчивость и конструкционная жесткость.
Примечательно, что высокая точность выполняемых операций сохраняется на протяжении довольно длительного времени. Причина кроется в надежных направляющих станины, а также в высоком качестве исполнении каждого конструкционного узла аппарата.
Во-вторых, внимание привлекает возможность обточки длинных конусообразных заготовок, которая обусловлена одновременной подачей салазок (резцовых) и подачей суппорта в продольном направлении.
В-третьих, в аппарате предусмотрена возможность переключения подач (дистанционно) без остановки оборудования. Это и оптимизация затрат времени на выполнение производственного задания, и продление срока беспроблемной эксплуатации техники.
В-четвертых, пользователи данной модели тепло отзываются о качественных колесах (зубчатых) кинематической цепи коробки подач. Они великолепно отшлифованы и закалены. Для изготовления зубчатых колес используется легированная сталь.
В-пятых, время, затрачиваемое на обработку резьб, сведено к минимуму, ведь частота обратного вращения шпинделя на треть выше прямого.
И еще один момент, который имеет огромное значение при работе на станочном и других видах оборудования — безопасность. В нашем случае она обеспечивается за счет ряда защитных элементов, среди которых блокировки (механические и электрические) и защитные ограждения патрона и области (зоны), где происходит процесс резки заготовки.
Технические параметры работы
Один из важнейших моментов — характеристики токарного станка ДИП 500. Наиболее значимые приведены ниже в таблице:
Наиболее значимые приведены ниже в таблице:
| Мощность привода | кВт | 15.0 |
| l обрабатываемой детали max | м | от 1.0 до 12.0 |
| Максимальный D детали (обрабатываемой и устанавливаемой)над выемкой станинынад плоскостью суппорта | мммм | 1 400650 |
| Диапазон частоты вращения | об/мин | 5—500 |
| Перемещение суппорта (ускоренное)поперечноепродольное | м/минм/мин | 13 |
Глядя на параметры, трудно не заметить широкий диапазон максимальной длины заготовки. Дело в том, что описываемая модель станочного оборудования выпускалась в нескольких модификациях. Между собой они отличались длиной: от 4 100 до 15 210 мм. Это обстоятельство, естественно, отразилось и на массе, которая может варьироваться от 9.85 тонны до 23.5. Соответствующим образом разнится и максимальный вес заготовки, с которой способна работать та или иная модификация.
Купить аналог? Без проблем
Весьма достойной заменой описанному агрегату станут станки следующих моделей: китайский CW61100, болгарские CU 1000 и 1002, отечественный 1Н65. Все они способны работать с заготовками, диаметр которых над плоскостью станины составляет один метр.
Поделиться:
1 Комментарий
tokstan.ru
Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.
Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Описание паспорта и руководства на 163 (Тбилиси)
Паспорт на станок 163 (Тбилиси)
Завод изготовитель: Станкостроительный завод имени С.М.Кирова (Тбилиси)Год документации: —
Описание станка
Универсальный токарно-винторезный станок модели 163 (Тбилиси) предназначен для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (13 квт) дают возможность использовать его как скоростной с применением резцов из быстрорежущей стали и твердых сплавов. Использование механизма увеличения шага дает возможность увеличения подач: при оборотах шпинделя до 80 об/мин — в 16 раз, при оборотах шпинделя от 100 — 315 об/мин — в 4 раза.
Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (13 квт) дают возможность использовать его как скоростной с применением резцов из быстрорежущей стали и твердых сплавов. Использование механизма увеличения шага дает возможность увеличения подач: при оборотах шпинделя до 80 об/мин — в 16 раз, при оборотах шпинделя от 100 — 315 об/мин — в 4 раза.
Руководство по эксплуатации.
Содержание: Паспорт и руководство по эксплуатации 1. Назначение и область применения станка 2. Распаковка и транспортировка станка — Указания по распаковке и транспортировке — Схема транспортировки станка 3. Фундамент станка, монтаж, установка — Указания по установке станка — Установочный чертёж 4. Паспорт станка — Общие сведения, основные данные, характеристика узлов, дополнительные данные о станке — Общий вид станка — Спецификация органов управления станка — Габарит рабочего пространства. Посадочные и присоединительные базы станка. — Механика главного движения — Механика подач — Таблица нарезаемых резьб — Сведения о ремонте станка — Изменения в станке 5. Краткое описание конструкции и работы станка — Спецификация основных групп станка — Список шестерён станка, корригированных сдвигом инструмента — Кинематическая схема станка — Спецификация зубчатых и червячных колёс, червяков винтов и гаек — Описание кинематической схемы станка — Специфические особенности отдельных узлов — Схема расположения подшипников — Спецификация подшипников качения 6. Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности.
— Механика главного движения — Механика подач — Таблица нарезаемых резьб — Сведения о ремонте станка — Изменения в станке 5. Краткое описание конструкции и работы станка — Спецификация основных групп станка — Список шестерён станка, корригированных сдвигом инструмента — Кинематическая схема станка — Спецификация зубчатых и червячных колёс, червяков винтов и гаек — Описание кинематической схемы станка — Специфические особенности отдельных узлов — Схема расположения подшипников — Спецификация подшипников качения 6. Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Как заказать
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить информацию немедленно
В Советском Союзе наибольшее практическое применение заслужил . А токарно-винторезный станок 163 является предшествующей ему версией. Это оборудование предназначено для токарной обработки крупных и средних заготовок. Данная модель также пользовалась огромной популярностью, как в самом СССР, так и за его пределами. Ведь это неприхотливая машина, нуждающаяся в минимальном внимании со стороны человека.
А токарно-винторезный станок 163 является предшествующей ему версией. Это оборудование предназначено для токарной обработки крупных и средних заготовок. Данная модель также пользовалась огромной популярностью, как в самом СССР, так и за его пределами. Ведь это неприхотливая машина, нуждающаяся в минимальном внимании со стороны человека.
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Модификации токарного винторезного станка
163 – первая модель серии, начало выпуска 1956 год.
1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
Тбилиси)
1М63 — следующее поколение серии, станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год
1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год
1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности
1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
1М63М, 1М63МФ101, 16Р30 — станки повышенной мощности
1М63РФ3 — токарно-винторезный станок с ЧПУ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку — в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина — не менее 1300 мм, а диаметр стальных канатов — не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Sell lathe DIP-500 — Buy on www.bizator.com
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 28. 02.2015
02.2015
| Price: | 3 300 000 RUR | |||||||||||||||||||||||||||||||||||||
| Company: | OOO Stankokompaniya Gigant | |||||||||||||||||||||||||||||||||||||
| Seller: | Aleksandr | |||||||||||||||||||||||||||||||||||||
| Phones: | 74956798210 Показать телефон Написать сообщение | |||||||||||||||||||||||||||||||||||||
| Адрес: | Российская федерация, Москва | |||||||||||||||||||||||||||||||||||||
| . Станки токарно-фрезерные глубинные-500 предназначены для обработки металлов и других материалов в виде тел вращения. На этом оборудовании производители производят точение поверхностей, обрезку, сверление, снятие фасок, секирование, накатывание и нарезку нарезки метрической, модульной, дюймовой и питчевой резьбы. Можно обрабатывать внутренние и внешние цилиндрические и конические поверхности. Основное движение (вращение шпинделя) осуществляет заготовка, движение подачи (поступательное продольное и поперечное) — режущий инструмент.  Токарные станки по металлу ДИП-500 могут применяться в различных отраслях промышленности для выполнения различных операций механической обработки с высокой точностью и производительностью. Технические характеристики токарно-винторезного станка ДИП: Имя параметра Значение Наибольший диаметр устанавливаемой и обрабатываемой заготовки, мм: над станиной, мм 1000 над суппортом, мм 650 над вырезом в раме, мм 1400* Максимум. длина заготовки, мм 1000, 3000, 5000, 6000, 8000, 10000, 12000 Длина вырезов в раме держателя зеркала 390 мм Размер переднего торца шпиндельной бабки по DIN 2-15M Количество градусов вращения шпинделя 24 Диаметр цилиндрического отверстия в шпинделе, мм 128 Частота вращения шпинделя, об/мин от 5 до 500 Пределы рабочих подач, мм/оборот: продольное, мм/оборот 0,06 — 2,42 (0,6 — 19,36***) крест, мм/оборот 0,022 — 0,88 (0,022?7,04 детская смертность***) ползун, мм/оборот 0,022 — 0,88 (0,022?7,04 детская смертность***) Пределы шагов, нарезаемых в резьбу: метрический мм 1 — 96 дюймовая резьба на дюйм 24 — 0,25 модульный, модуль от 0,5 до 24 питтуэй, диаметр шага 96 — 1 Ускоренное перемещение штангенциркуля, м/мин: продольный 3 крест 1 Мощность главного привода, кВт 15 Наибольшая масса заготовки в центрах станка ДИП-500, кг 10000,8000* Мощность главного привода, кВт 22 Масса, кг 9850, 12800, 15750, 16140, 17730, 20300, 23500 Габаритные размеры: длина, мм 4100, 6140, 8180, 9190, 11380, 13210, 15210 ширина, мм 2200 высота, мм 1770, 1880 Стандартный токарный станок DIP: люнет, подвижный люнет, центр, система охлаждения, педаль тормоза, освещение, автоматическая система смазки, инструмент, 4-х кулачковый патрон и планшайба.  Дополнительное оборудование: вращающийся центр среднего размера, планшайба, устройство для заправки нити, коническая леска, большой люнет, педальный тормоз. Отправить на себя/friendprint versioncomplain
Крупногабаритный мощный токарно-карусельный станок с ЧПУ
Крупногабаритный мощный токарный станок с ЧПУ для тяжелой резки
3-ходовой станиныКрупногабаритный мощный токарный станок с ЧПУ для тяжелой резки
Крупногабаритный мощный токарный станок с ЧПУ для тяжелой резки
Крупногабаритный мощный токарный станок с ЧПУ
4-х ходовой станиныКрупногабаритный мощный токарно-карусельный станок с ЧПУ
|
 Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.


 MM
MM Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Подручник с принудительной фиксацией и модернизированным зажимом для надежного удержания.
Подручник с принудительной фиксацией и модернизированным зажимом для надежного удержания. 4″ / 35 mm
4″ / 35 mm 6
6 Может быть, 5/6 раз за 2 и 1/2 года, и металл треснул. Он знает, что он делает, он правильно собрал его и использовал его в соответствии с инструкциями. Однажды он пошел работать над проектом и обнаружил, что он взломан. Сказать, что он разочарован, это ничего не сказать. Это очень дорогая вещь, это был особый подарок, так как обычно мы не можем позволить себе такие вещи. Вот почему он был так осторожен с ним, а затем так разочаровался, что, когда у него наконец появилось время поработать с ним, он обнаружил, что он сломан. Он боится использовать его сейчас, так как он может сломаться, пока он использует его, и на такой скорости он может серьезно пострадать.
Может быть, 5/6 раз за 2 и 1/2 года, и металл треснул. Он знает, что он делает, он правильно собрал его и использовал его в соответствии с инструкциями. Однажды он пошел работать над проектом и обнаружил, что он взломан. Сказать, что он разочарован, это ничего не сказать. Это очень дорогая вещь, это был особый подарок, так как обычно мы не можем позволить себе такие вещи. Вот почему он был так осторожен с ним, а затем так разочаровался, что, когда у него наконец появилось время поработать с ним, он обнаружил, что он сломан. Он боится использовать его сейчас, так как он может сломаться, пока он использует его, и на такой скорости он может серьезно пострадать. Если он не зафиксирован, он расшатывается и его трудно сверлить, но я не знаю, обычно ли это на токарном станке по дереву. Требуется патрон nova (с адаптером) и патрон гризли. Переменная скорость очень удобна, и я ценю, что могу быстро менять скорость для разных задач. Для меня это было очень важно, так как я буду переворачивать и шлифовать. Подручник не очень гладкий, и я его модернизировал. Он тихий и очень безопасный. Я использую его на своем 36-дюймовом верстаке, и это очень прочный станок. На данный момент это, безусловно, отличный токарный станок для меня, начинающего. Он способен на все, о чем я прошу, если у меня есть правильный патрон.
Если он не зафиксирован, он расшатывается и его трудно сверлить, но я не знаю, обычно ли это на токарном станке по дереву. Требуется патрон nova (с адаптером) и патрон гризли. Переменная скорость очень удобна, и я ценю, что могу быстро менять скорость для разных задач. Для меня это было очень важно, так как я буду переворачивать и шлифовать. Подручник не очень гладкий, и я его модернизировал. Он тихий и очень безопасный. Я использую его на своем 36-дюймовом верстаке, и это очень прочный станок. На данный момент это, безусловно, отличный токарный станок для меня, начинающего. Он способен на все, о чем я прошу, если у меня есть правильный патрон.
 Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.

 Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение. Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала.
Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Используйте большое количество смазочно-охлаждающей жидкости для развертывания. Это ускоряет шлифование и предотвращает образование канавок на круге.
Это ускоряет шлифование и предотвращает образование канавок на круге.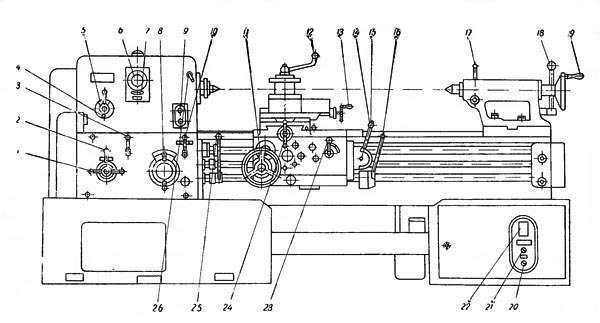 Быстрорежущая сталь
Быстрорежущая сталь
 Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол превышает 30 градусов, инструмент будет вибрировать.
Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол превышает 30 градусов, инструмент будет вибрировать.
 Задний передний угол позволяет стружке стекать с острия режущего инструмента.
Задний передний угол позволяет стружке стекать с острия режущего инструмента. 0.
0. Обеспечивает стабильную тяжелую резку.
Обеспечивает стабильную тяжелую резку. Обеспечивает стабильную тяжелую резку. 9ЧПУмм
Обеспечивает стабильную тяжелую резку. 9ЧПУмм Обеспечивает стабильную тяжелую резку.
Обеспечивает стабильную тяжелую резку. Обеспечивает стабильную тяжелую резку.
Обеспечивает стабильную тяжелую резку. Обеспечивает стабильную тяжелую резку.
Обеспечивает стабильную тяжелую резку.
