Токарный станок ит 1м технические характеристики: ИТ-1М – станок токарно-винторезный облегченный: технические характеристики
Содержание
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Лучшие идеи как сделать шип паз ручными фрезерами, подробная инструкция
Домашнему мастеру легко разобраться в том, как сделать шип паз ручными фрезерами. Используемые инструменты, подробная инструкция, как выбрать паз фрезером.
Вопрос-Ответ
Делать мебель на ЧПУ станке – проще, чем кажется!
Мебель на ЧПУ — мебельные изделия, изготовленные на станках с числовым программным управлением. При производстве используется компьютерное проектирование.
Фрезерный
Как с помощью фрезеровки на ЧПУ обрабатывать стекло, МДФ и другие материалы
Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью.
Отличается высокой скоростью и точностью.
Фрезерный
Общее описание технических характеристик зубофрезерных станков
Как устроены зубофрезерные станки, их технические характеристики. Виды, область применения. Работа моделей 5К32 и 5К32А, их сравнительная характеристика.
Фрезерный
Описание основных технических характеристик фрезерного станка НГФ-110
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Токарный
Технические характеристики токарно-винторезного станка 1Е61М, схемы
Технические характеристики токарного станка 1E61M сделали его весьма распространённым среди профессионалов и любителей. Подробная информация о станке.
Подробная информация о станке.
Токарный
Предназначение, типы и самостоятельное изготовление токарных резцов своими руками
Без токарных резцов сложно представить современную обработку дерева и металла. Особенности конструкции, классификация, изготовление своими руками.
Токарный
Технические характеристики токарно-карусельного станка 1525
Что такое токарно-карусельные станки 1525. Характеристики, руководство по эксплуатации, техника безопасности. Кинематическая и электрическая схема.
Вопрос-Ответ
Термопреобразователь: принцип работы
Термопреобразователь сопротивления (ТС) – средство измерений температуры, предназначенны для подключения к измерительному прибору.
Лазерный
На что способны лазерные станки с ЧПУ по металлу
Лазерный станок с ЧПУ по металлу – это машина, которая в первую очередь предназначена для бесконтактной обработки металла. В чем же ее особенность?
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Токарный
Технические характеристики токарного станка модели 165
Токарный станок модели 165 до сих пор остаётся актуальным для предприятий. Технические характеристики, назначение, паспорт, конструкция, назначение
Токарный
Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Вопрос-Ответ
Процесс модернизации станков с ЧПУ
Модернизация станков ЧПУ – процесс, помогающий оптимизировать производство без его остановки для смены оборудования. Помогает снизить расходы компании.
Фрезерный
Описание технических характеристик вертикально-фрезерного станка 6Р11
Вертикально-фрезерные станки 6P11 пригодится не только в промышленности, но и в бытовых условиях. Технические характеристики, назначение, основные части.
Вопрос-Ответ
Сборка направляющих и кареток для ЧПУ станка своими руками
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются. От этого зависит стабильная работа устройства и точность обработки.
От этого зависит стабильная работа устройства и точность обработки.
Вопрос-Ответ
Описание основных преимуществ станков с ЧПУ
Цель данной статьи – рассмотреть и проанализировать основные преимущества станков с ЧПУ и указать на их недостатки, если таковые действительно имеются.
Фрезерный
Общее описание технических характеристик зубофрезерных станков
Как устроены зубофрезерные станки, их технические характеристики. Виды, область применения. Работа моделей 5К32 и 5К32А, их сравнительная характеристика.
Сверлильный
Как работает сверлильный станок с ЧПУ по металлу?
Плюсы и минусы сверлильного станка с ЧПУ по металлу. Некоторые модели, их описание и характеристики.
Некоторые модели, их описание и характеристики.
Лазерный
Как работает лазерный мини станок с ЧПУ?
Какие материалы можно обрабатывать мини лазерными станками с ЧПУ? Принцип работы станка. Плюсы и минусы оборудования.
Вопрос-Ответ
Системы Siemens для ЧПУ станков
ЧПУ Siemens позволяет автоматизировать работу станков. Работа осуществляется на основе числового программного управления, что значительно повышает производительность и эффективность. Данная система позволяет сократить штат сотрудников.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена. ..
..
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Описание технических характеристик вертикально-фрезерного станка 6Р11
Вертикально-фрезерные станки 6P11 пригодится не только в промышленности, но и в бытовых условиях. Технические характеристики, назначение, основные части.
Технические характеристики, назначение, основные части.
Вопрос-Ответ
Советы профессионала: чем лучше смазывать ШВП на ЧПУ ?
Применение станков с ЧПУ по обработке дерева и металла: фрезерных, токарных и других, побуждает эксплуатационщиков найти эффективное масло для смазки узлов.
Токарный
Токарные станки в СССР: какие использовали при Союзе?
Токарные станки СССР до сих пор находят применение на предприятиях. Новое оборудование найти практически невозможно. Но и старое сохранило все характеристики, достаточно заменить некоторые узлы для получения результата.
Фрезерный
Полное описание широкоуниверсального фрезерного станка 6Т83Ш
Рассматриваются вопросы конструкции, выбора режимов обработки и технологические возможности широкоуниверсального фрезерного станка модели 6Т83Ш.
Вопрос-Ответ
Чем уникальна технология гравировки текста на станках ЧПУ
Гравировка текста на ЧПУ – это не только узкоспециализированная технология, но ещё и отличный выбор для тех, кто хочет удивить близких необычным подарком.
Токарный
Технические характеристики токарного станка 1А62
Универсальный токарно-винторезный станок 1А62. Назначение и область применения, специфика модели, технические характеристики. Организация управления станка.
Токарный
Технические характеристики токарного станка с ЧПУ
Токарный станок с ЧПУ, технические характеристики которого использует электроника, может работать с высокой точностью. Применяю в мелкосерийном производстве.
Применяю в мелкосерийном производстве.
Фрезерный
Изготовление шпинделя для станка с ЧПУ до дереву
Шпиндель для станка с ЧПУ по дереву – это один из важных конструктивных элементов технологического оборудования. В механизме производится закрепление инструмента и создается крутящий момент.
Вопрос-Ответ
Изучаем технику безопасности при работе на станке с ЧПУ
Охрана труда при работе на станках с ЧПУ — одно из условий безаварийной эксплуатации оборудования и отсутствия несчастных случаев.
Токарный
Двухшпиндельный токарный станок с ЧПУ
Токарно-двухшпиндельный станок представляет собой многоцелевое устройство для обработки металлов резанием. Описание всех технических параметров агрегата.
Описание всех технических параметров агрегата.
ИТ-1М токарно-винторезный станок б/у в Днепре (Токарные станки)
-
Украина -
Днепр -
Металлообрабатывающие станки -
Токарные станки
ИТ-1М токарно-винторезный станок б/у в Днепре
Цена: Цену уточняйте
за 1 ед.
Компания ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование (Днепр) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар ИТ-1М токарно-винторезный станок б/у, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
su. Вы можете приобрести товар ИТ-1М токарно-винторезный станок б/у, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Станок модели ИТ-1М используется для токарных и винторезных работ в патроне, в центрах, а так же на планшайбе.
В основном, на станке данной модели выполняют работы по расточке, торцовке, нарезанию резьбы (модульной, метрической, дюймовой, птичевой), сверлению, обточке и тд. При использовании дополнительных приспособлений на станке можно выполнять фрезерные, расточные и шлифовальные работы, в частности, шлифование пазов, внутреннее шлифование, расточка корпусных заготовок.
Станок токарный винторезный модели ИТ-1М по большей части используется в ремонтных мастерских.
Технические характеристики станка токарно-винторезного ИТ-1М
Максимальный диаметр обрабатываемой заготовки, над станиной мм 400
Максимальный диаметр обрабатываемой заготовки, над суппортом мм 225
Максимальная длина обрабатываемой заготовки, мм 1000
Размер конуса в шпинделе Морзе 5 АТ8
Конец шпинделя 6К
Максимальная высота устанавливаемого резца, мм 25
Максимальный диаметр прутка, который проходит через отверстие в шпинделе, мм 36
Скорость вращения шпинделя, об / мин 28-1250
Кол-во частот вращения шпинделя 12
Пределы рабочих подач суппорта, продольных мм / об 0,05. ..6,0
..6,0
Пределы рабочих подач суппорта, поперечных мм / об 0,025…3,0
Кол-во подач продольных 50
Кол-во подач поперечных 50
Шаг резьбы метрической, мм 0.25-112
Шаг резьбы модульной, модуль 0.25-56
Шаг резьбы дюймовой, ниток на 1″ 56…1
Шаг резьбы питчевой, питч 56…1
Мощность электродвигателя основного привода, кВт 3,12
Габариты станка, мм 2585 х 960 х 1500
Вес станка, КГ 1330
Товары, похожие на ИТ-1М токарно-винторезный станок б/у
Вы можете приобрести товар ИТ-1М токарно-винторезный станок б/у в организации ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование через наш сайт. На данный момент товар находится в статусе «в наличии».
Предприятие ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашем портале для удобства, каждой компании присвоен уникальный идентификатор. ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование имеет ID 174672. ИТ-1М токарно-винторезный станок б/у имеет идентификатор на сайте — 6214902. Если у вас появились сложности при взаимодействии с компанией ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование – сообщите идентификаторы компании и товара/услуги в нашу службу поддержки пользователей.
ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование имеет ID 174672. ИТ-1М токарно-винторезный станок б/у имеет идентификатор на сайте — 6214902. Если у вас появились сложности при взаимодействии с компанией ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование – сообщите идентификаторы компании и товара/услуги в нашу службу поддержки пользователей.
Дата создания модели — 06/09/2013, дата последнего изменения — 16/11/2013. За это время товар был просмотрен 508 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование цена товара «ИТ-1М токарно-винторезный станок б/у» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО НПФ «МАРШ» Днепропетровск, б/у станки и промышленное б/у оборудование по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+380 (67) 566-79-86
Купить ИТ-1М токарно-винторезный станок б/у в Днепре:
пл. Ленина-1, офис 576, Днепропетровск, 49000, Украина
Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.
Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.

Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Описание паспорта и руководства на 163 (Тбилиси)
Паспорт на станок 163 (Тбилиси)
Завод изготовитель: Станкостроительный завод имени С.М.Кирова (Тбилиси)Год документации: —
Описание станка
Универсальный токарно-винторезный станок модели 163 (Тбилиси) предназначен для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (13 квт) дают возможность использовать его как скоростной с применением резцов из быстрорежущей стали и твердых сплавов. Использование механизма увеличения шага дает возможность увеличения подач: при оборотах шпинделя до 80 об/мин — в 16 раз, при оборотах шпинделя от 100 — 315 об/мин — в 4 раза.
Руководство по эксплуатации.
Содержание: Паспорт и руководство по эксплуатации 1. Назначение и область применения станка 2. Распаковка и транспортировка станка — Указания по распаковке и транспортировке — Схема транспортировки станка 3. Фундамент станка, монтаж, установка — Указания по установке станка — Установочный чертёж 4. Паспорт станка — Общие сведения, основные данные, характеристика узлов, дополнительные данные о станке — Общий вид станка — Спецификация органов управления станка — Габарит рабочего пространства. Посадочные и присоединительные базы станка. — Механика главного движения — Механика подач — Таблица нарезаемых резьб — Сведения о ремонте станка — Изменения в станке 5. Краткое описание конструкции и работы станка — Спецификация основных групп станка — Список шестерён станка, корригированных сдвигом инструмента — Кинематическая схема станка — Спецификация зубчатых и червячных колёс, червяков винтов и гаек — Описание кинематической схемы станка — Специфические особенности отдельных узлов — Схема расположения подшипников — Спецификация подшипников качения 6. Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Как заказать
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить информацию немедленно
В Советском Союзе наибольшее практическое применение заслужил . А токарно-винторезный станок 163 является предшествующей ему версией. Это оборудование предназначено для токарной обработки крупных и средних заготовок. Данная модель также пользовалась огромной популярностью, как в самом СССР, так и за его пределами. Ведь это неприхотливая машина, нуждающаяся в минимальном внимании со стороны человека.
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Модификации токарного винторезного станка
163 – первая модель серии, начало выпуска 1956 год.
1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
1М63 — следующее поколение серии, станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год
1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год
1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности
1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
1М63М, 1М63МФ101, 16Р30 — станки повышенной мощности
1М63РФ3 — токарно-винторезный станок с ЧПУ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку — в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина — не менее 1300 мм, а диаметр стальных канатов — не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.

Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Токарный станок 165: технические характеристики, схемы, паспорт
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный Ø 800 - 1А983
станок трубонарезной Ø 800 - 1М63
станок токарно-винторезный универсальный Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Н
станок токарно-винторезный универсальный Ø 630 - 1М65
станок токарно-винторезный универсальный Ø 1000 - 1Н65
станок токарно-винторезный универсальный Ø 1000 - 1Н983
станок трубонарезной Ø 830 - 1П756ДФ3
станок токарный с ЧПУ Ø 630 - 16К30Ф3
станок токарный с ЧПУ Ø 630 - 16К30
станок токарно-винторезный универсальный Ø 630 - 16К40
станок токарно-винторезный универсальный Ø 800 - 16М30Ф3
станок токарный с ЧПУ Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности Ø 500 - 163
станок токарно-винторезный универсальный Ø 630 - 165
станок токарно-винторезный универсальный Ø 1000 - ДИП-300
станок токарно-винторезный универсальный Ø 630 - ДИП-400
станок токарно-винторезный универсальный Ø 800 - ДИП-500
станок токарно-винторезный универсальный Ø 1000 - ТНП-111
станок токарный настольный Ø 150
Посадочные и присоединительные базы токарного станка 165.
 Шпиндель
Шпиндель
Шпиндель токарно-винторезного станка 165
Станина токарно-винторезного станка 165
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Общий вид токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Расположение составных частей токарно-винторезного станка 165
Расположение основных узлов токарного станка 165
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.
 01 — Для РМЦ-2800; (165.21 Для РМЦ-5000)
01 — Для РМЦ-2800; (165.21 Для РМЦ-5000) - Бабка передняя — 165.02
- Бабка задняя — 165.03
- Суппорт — 165.041
- Каретка — 165.05
- Фартук — 1А64.06
- Коробка подач — 1А64.07
- Шестерни сменные — 165.08
- Патрон — 165.09
- Люнет подвижный 165.10
- Охлаждение — 1А64.14
- Ограждение — 1А64.16
- Ограждение патрона — 165.19
- Люнет неподвижный — 165.20
- Электрооборудование — 165.80
- Электротруборазводка: — 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
Паспорт станка 165
Данное руководство по эксплуатации (Паспорт станка 165) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж, установка
Технический паспорт станка
- Основные данные
- Суппорт
- Задняя бабка
- Дополнительные данные
- Привод
- Муфты трения
- Спецификация основных групп станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Механизм главного движения
- Механизм подач
- Сменные зубчатые колеса
- Механизм подач
- Насосы
- Изменения в станке
- Капитальные ремонты
- Спецификация принадлежностей и приспособлений
Краткое описание ставка
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт и каретка
- Фартук
- Коробка подач
- Гитара
- Патрон
- Люнеты
- Охлаждение
Электрооборудование станка
- Общие сведения
- Описание электропривода и схемы управления
- Включение и отключение электрооборудования станка
- Главный привод
- Привод подач
- Привод охлаждения
- Обслуживание электрооборудования станка
- Возможные неисправности электрооборудования станка и меры их устранения
- Спецификация электрооборудования
Смазка станка
- Спецификация к схеме смазки станка
- Указания по обслуживанию и краткое описание смазочной системы станка
Подготовка станка к первоначальному пуску
Техника безопасности
- Технические средства безопасности, предусмотренные в конструкции станка
- Правила техники безопасности по эксплуатации станка
Регулировка станка
- Регулировка подшипников шпинделя
- Регулировка предохранительной муфты фартука
- Регулировка зазора в направляющей верхней и нижней половинах гайки ходового винта
- Схема расположения штуцеров электромагнитных муфт и регулировка
- Регулировка натяжения ремней главного двигателя
Спецификация подшипников качения и важнейших подшипников скольжения
Спецификация быстроизнашивающихся деталей
- Символы, нанесенные на таблицах станка
- Акт приемки универсального токарно-винторезного станка
Скачать паспорт токарно-винторезного станка 165 в хорошем качестве можно по ссылкам расположенным ниже.
Паспорт станка 165. Вариант 1. Скачать бесплатно.Паспорт станка 165. Вариант 2. Скачать бесплатно.
Расположение органов управления токарно-винторезным станком 165
Расположение органов управления токарным станком 165
Перечень органов управления токарно-винторезным станком 165
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- —
- Рукоятки установки величины подачи и шага реэьбы
- Рукоятки установки величины подачи и шага реэьбы
- —
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- —
- Кнопка «Стоп» (дублирующая)
- Кнопка Шпиндель «Назад» (дублирующая)
- Маховик ручного перемещения каретки
- Кнопка Шпиндель «Вперед»
- Кнопка «Стоп»
- Рукоятка включения гайки ходового винта
- Кнопка Шпиндель «Назад»
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- —
- Валик ручного перемещения задней байки
- Рукоятка упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Кнопка Шпиндель «Прерывистое вращение»
- Кнопка Шпиндель «Вперед» (дублирующая)
- Кнопка Охлаждение «Пуск»
- Кнопка Охлаждение «Стоп»
- —
- —
- —
- Кнопка «Автомат отключен»
Описание и назначение
Станкостроительный завод РС3, город Рязань — изначально занимался разработкой и выпуском модели 165. Начало промышленного изготовления датируется 1953г. Позже производство агрегата наладили и другие предприятия страны. Токарно винторезный станок 165 в базовой модификации предлагал возможность работы с деталями средней массы, с диаметром обточки до 1000 мм.
Начало промышленного изготовления датируется 1953г. Позже производство агрегата наладили и другие предприятия страны. Токарно винторезный станок 165 в базовой модификации предлагал возможность работы с деталями средней массы, с диаметром обточки до 1000 мм.
165 станок токарно винторезный универсальный предназначен для выполнения основных операций. На нем можно:
- обрабатывать цилиндрические заготовки, детали конической формы, работать по сложному криволинейному, фасонному профилю поверхности вращения;
- проводить операции как по внешней поверхности заготовки, так и по внутренней;
- обрабатывать заготовки как больших, так и средних габаритов;
- производить нарезку резьб модульного типа, метрических, питчевых, дюймовых;
- работать с показателями высокой скорости производства реза;
- использовать инструмент стали быстрорежущего класса;
- обрабатывать заготовки широкого спектра металлов;
- применять комбинированные резцы со вставками из твердых сплавов.

Модель 165 обеспечивает высокую точность обработки. Это достигается, не в последнюю очередь, характеристиками конструкции. Высокая жесткость, параметрика шпинделя, привода и каретки — допускают без снижения точности вести точение и иные обработки на высокой скорости реза, широким набором инструмента.
Резьба модульная, а также другие типы — могут нарезаться как механическим методом, резцом, с варьированием величины подачи и шага, так и ручным, используя богатый ассортимент метчиков, плашек, других приспособлений. Последние — устанавливаются на пиноли, имеющей стандартный тип конуса для установки зажимных приспособлений.
Кинематическая схема токарно-винторезного станка модели 165
Структурная схема токарного станка 165 (с кинематической схемой 2)
Кинематическая схема токарно-винторезного станка 165
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Коробка скоростей сообщает шпинделю 24 различных скорости как прямого, так и обратного вращения через кинематические цепи согласно табл. 4.
4.
Реверс шпинделя осуществляется электродвигателем.
На вал IX коробки скоростей вращение передается от шпинделя через зубчатые колеса 21—22, 26—27 или от вала V (при включении звена увеличения шага в восемь раз) через зубчатые колеса 16—24, 23—22, 26—27. Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Блок зубчатых колес 25 и 28 предназначен для изменения направления перемещения каретки при нарезании резьбы.
В коробку подач движение передается с вала IX через сменные зубчатые колеса 30—32—31.
Коробка подач сообщает суппорту через обгонную муфту, ходовой вал XXIII и механизм фартука 32 продольных и поперечных подачи.
Расчет кинематической цепи продольной и поперечной подач производится по формуле
i = iсм * iк.п * iф
где:
iсм — передаточное отношение сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф — передаточное отношение фартука.
Кинематические цепи, через которые осуществляются подачи, приведены в табл. 5 для коробки подач и в табл. 6 для фартука.
5 для коробки подач и в табл. 6 для фартука.
Нарезание резьб осуществляется через кинематические цепи коробки подач, приведенные в табл. 7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
Перечень элементов кинематической схемы (см. рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
Краткое описание токарно-винторезного станка модели 165
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины находятся ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала и редуктором быстрого перемещения суппорта с фланцевым электродвигателем.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ 5000 имеются две подвески.
Бабка передняя токарно-винторезного станка модели 165
Бабка передняя токарно-винторезного станка 165
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе передней бабки смонтированы:
- коробка скоростей
- шпиндельный узел
- звено увеличения шага в восемь раз
- механизм изменения направления перемещения каретки при нарезании резьб
- механизм настройки скоростей шпинделя
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Описание регулирования шпиндельных подшипников приведено в разделе «Регулирование».
Настройка частоты вращения шпинделя, а также настройка на нарезание правой или левой резьбы нормального или увеличенного шага производится перемещением зубчатых колес по шлицевым валам с помощью рукояток, расположенных на передней стенке бабки передней (см. рис. 37 и табл. 22).
Шлицы валов и зубья зубчатых колес закалены и отшлифованы.
Включение звена увеличения шага возможно только при работе с перебором.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика 26 (см. рис. 3).
Бабка крепится к станине при помощи двух прихватов тремя болтами.
Для жесткой фиксации в осевом направлении в бабке задней имеется упор, который можно вводить в литые впадины станины рукояткой 27.
Корпус бабки смещается по мостику в поперечном направлении (см. подраздел «Регулирование»).
В пиноль бабки встроен вращающийся шпиндель, подшипники передней опоры которого регулируются с помощью гаек.
Быстрое перемещение пиноли производится маховиком 29. стопорение — рукояткой 33.
Медленное перемещение пиноли осуществляется рукоятками 31 через червячный редуктор, включаемый рукояткой 30.
Для сверления, зенкерования и развертывания поворотом толкателя 28 необходимо включить зубчатую муфту, жестко соединяющую шпиндель с пинолью.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
При смене центра или инструмента пиноль необходимо вдвинуть в корпус бабки до отказа. При этом толкатель выталкивает центр или инструмент из шпинделя.
Суппорт и каретка
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины и поперечное по направляющим каретки. Оба перемещения осуществляются механически (с рабочей подачей и использованием механизма быстрого перемещения) и вручную.
Резцовые салазки, несущие четырехпозиционный резцедержатель, перемещаются вручную по направляющим поворотной части, которую можно повернуть вокруг вертикальной оси на любой угол.
Гайка винтовой пары поперечного перемещения суппорта составная и разделена регулировочным клином. Регулирование зазоров в направляющих каретки, поворотной части, производимое клиньями, в’ винтовой паре поперечного’ перемещения суппорта приведено в подразделе 2.4. «Регулирование».
Фартук станка
Фартук — закрытого типа со съемной передней стенкой (крышкой).
Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке 23 управления механическими ходами каретки и суппорта (см. рис. 3), причем направление включения рукоятки совпадает с направлением подачи.
Дополнительным нажатием кнопки 24 (см. рис. 3), встроенной в рукоятку 23, можно включить быстрый ход суппорта в направлении наклона рукоятки управления (23).
Благодаря обгонной муфте, вмонтированной в коробку подач, включение быстрого хода возможно при включенной подаче.
Гайка ходового винта разрезная, включается рукояткой 21 через кулачковое устройство.
Во избежание одновременного включения гайки ходового винта и подачи имеется электромеханическая блокировка.
В фартуке смонтирован механизм предохранительной муфты, исключающей поломку станка при перегрузках. Регулировка ее приведена в подразделе 2.4. «Регулирование».
Коробка подач
Коробка подач — закрытого типа со съемной передней стенкой (крышкой).
Механизм коробки подач позволяет получить все подачи и нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Настройку коробки подач на подачу или нарезание резьбы производить в соответствии с табл. 23 и 24 в следующем порядке (см. рис. 3 и рис. 38):
- рукоятку 10 перевести в положение «выключение»
- рукоятку 14 перевести в положение «ходовой винт» для нарезания резьб или в положение «ходовой валик» — для работы с подачей
- рукоятку 7 перевести в одно из трех положений — «дюймовая резьба», «модульная резьба», «метрическая резьба или подача»
- рукоятки 9, 12, 13 установить согласно таблице подач и резьб на требуемую резьбу или подачу, причем для установки рукоятки 9 в нужное положение подвести соответствующую цифру на ее диске под указатель;
- рукоятку 10 перевести в положение «включение»
При настройке на нарезание резьб с шагом повышенной точности ходовой винт соединить зубчатыми муфтами напрямую с приемным валом коробки подач в соответствии с табл. 25 (см. рис. 39).
25 (см. рис. 39).
Сменные шестерни
Комплект сменных зубчатых колес с iсм = 2/3, позволяющий получать на станке все резьбы и подачи, указанные в разделе «Паспорт», установлен на стенке бабки передней.
В конструкции механизма сменных шестерен предусмотрена возможность установки и других комплектов зубчатых колес.
Патроны
В состав станка входит четырехкулачковый несамоцентри-рующий патрон диаметром 1000 мм.
Люнеты
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Электрическая схема токарно-винторезного станка модели 165
Электросхема универсального токарно-винторезного станка 165
Электрооборудование станка 165. Общие сведения
На станке установлены следующие электродвигатели:
- электродвигатель главного привода
- электродвигатель быстрых перемещений каретки
- электродвигатель насоса охлаждения
Питание электрооборудования станка осуществляется от сети переменного тока 380 в, 50 Гц.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от селенового выпрямителя Д1 (однофазный мост, см. рис. 14).
Питание цепей управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание лампы местного освещения напряжением 24 в производится от отдельного трансформатора.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки и указана в табл. 11.
Управление электроприводами станка дистанционное, кнопочное и осуществляется (см. рис. 17):
- с пульта управления на бабке передней — ПБ
- с пульта управления на каретке — ПК
- с пульта управления на фартуке — ПФ
Присоединение электрооборудования станка к цеховой электросети осуществляется с помощью вводного автомата (автоматического1 выключателя) ВА1, установленного на боковой стенке ниши передней бабки. Ввод осуществляется проводом сечением 10 мм2.
Защита электродвигателей и цепей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями я тепловыми реле.
Величины номинальных токов и значений вставок магнитных пускателей и реле даны в табл. 12, 13.
Нулевая защита электрооборудования станка осуществляется размыканием з. (замыкающих) блокконтактов в цепи самопитания магнитных пускателей и реле при исчезновении напряжения в цеховой электросети.
Особенности конструкции
Следует дополнить описание особенностями конструкции токарно винторезного станка 165. Центр жесткости — двухтумбовое основание, выполненное технологией отливки из чугуна. Для повышения прочности стенки снабжены наклонными ребрами. Другие элементы, обеспечивающие точность обработки даже при высоких скоростях резания:
- станина с направляющими особой формы из каленого металла;
- каретка с возможностью установки широкого ассортимента инструментов, резцов большого сечения;
- конструкция шпинделя;
- привод высокой мощности.
Для гарантированной стабильности параметров обработки в течение долговременной эксплуатации — применяются надежные материалы с высокой устойчивостью к износу. Для изготовления ходового вала, ходового винта, зубчатых колес — использована инструментальная сталь. Детали оборудования проходят процесс закаливания, поверхности шлифуются для достижения высокой точности соединений.
Для изготовления ходового вала, ходового винта, зубчатых колес — использована инструментальная сталь. Детали оборудования проходят процесс закаливания, поверхности шлифуются для достижения высокой точности соединений.
Для обеспечения возможности обточки протяженных конусов — суппорт модели имеет специальную конструкцию. Его верхний блок — смещается от привода. Это позволяет работать по конусным поверхностям как протяженной, так и малой длины.
Зубчатые колеса — осуществляют управление величинами подач, а также отвечают за настройку шага нарезки резьбы. Управление системой привычно, для установки отдельных величин используется дополнительная настройка гитары с заменяемыми шестернями.
Для большинства типов резьб — достаточно использовать возможности закрытого узла подач. Для манипуляций с нестандартными типами нарезки — используются сменные зубчатые колеса, поставляемые в комплекте с оборудованием.
Пиноль задней бабки имеет значительный диаметр (120 мм), удобно смещается при помощи маховика, фиксируется при помощи рукоятки. Весь блок может смещаться в обе стороны от базовой оси в поперечном направлении.
Весь блок может смещаться в обе стороны от базовой оси в поперечном направлении.
Схема управления, представленная в руководстве по эксплуатации — привычна для квалифицированных токарей. Переключение режимов осуществляется установкой положения рукояток, стандартные наборы настроек — приводятся непосредственно на корпусе установки.
Модель 165 обеспечивает класс точности обработки Н с конечной классом шероховатости поверхности после точения V6.
Схема электрическая принципиальная
В оборудовании применяются схемы, работающие на пониженном напряжении 24В. В электросхеме нет трансформатора, понижение параметров выполняется при помощи однофазного диодного моста.
Второй контур сниженного напряжения в 110В — запитывается через понижающий трансформатор. Для питания маломощных потребителей 24В предусмотрен отдельный трансформатор. Он подает напряжение на лампы освещения. Расположенные на гибкой штанге, они позволяют удобно освещать рабочую область.
Задача, которую выполняют электросхемы электрическая схема токарного станка — заключена в преобразовании параметрики главного источника энергопитания в необходимые для управления используемыми в станке 165 двигателями. Устройство подключается к трехфазной сети 380В.
Устройство подключается к трехфазной сети 380В.
Все элементы электрической системы монтируется в нише передней бабки. Реализовано кнопочное управление работой электрохозяйства станка. В документации к оборудованию, паспорте по эксплуатации, приводятся необходимые процедуры периодической проверки, обслуживания, планового и регулярного — для отдельных частей электросхемы станка. Паспорт также четко описывает типы примененных плавких предохранителей и перечисляет места их установки.
Токарно винторезный 165 присоединяется к электросети трехфазной 380В обязательно с использованием вводного автомата УЗО. Подводящие кабели должны иметь сечение жилы не менее 10 кв.мм.
Технические характеристики токарного станка 165
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25. .192 .192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225. .3,15 .3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25. .3,5 .3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Технические характеристики
В зависимости от исполнения по межцентровому расстоянию, токарно винторезный станок 165 имеет разные геометрические размеры и вес.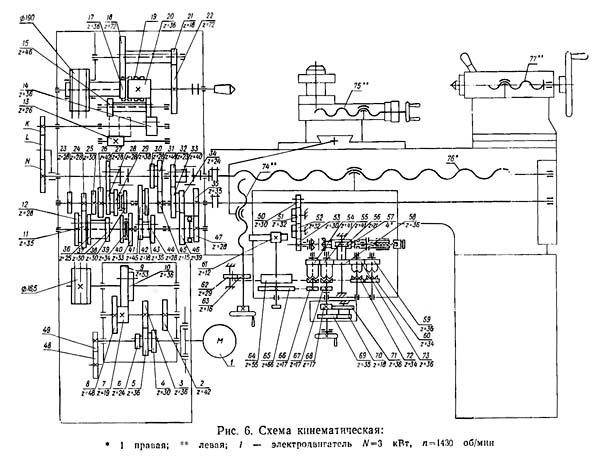 Рассматриваться будет базовое исполнение с РМЦ-3000. Оборудования данного класса весит составляет 1280 кг. Станок 165 рекомендуется размещать на специально подготовленном жестком основании, имеющем высокую вибрационную устойчивость. Это гарантирует, что устройство покажет все свои внушительные возможности.
Рассматриваться будет базовое исполнение с РМЦ-3000. Оборудования данного класса весит составляет 1280 кг. Станок 165 рекомендуется размещать на специально подготовленном жестком основании, имеющем высокую вибрационную устойчивость. Это гарантирует, что устройство покажет все свои внушительные возможности.
Параметры точения технические характеристики установки:
- диаметр наибольший монтируемой заготовки: 1000 мм и 600 мм при фиксации над станиной и суппортом соответственно;
- доступные варианты исполнения — 2800, 3000, 5000 РМЦ;
- максимальные габариты сечения резца — 45х45 мм;
- ограничение массы объекта обработки — 5000 кг при фиксации в центрах;
- шпиндель имеет отверстие в 85 мм, в патроне может зажиматься пруток до 80 мм;
- число ступеней коробки скоростей — 24 в прямом направлении вращения;
- число оборотов на валу шпинделя передней бабки — от 5 до 500 в минуту;
- предусмотрена система быстрого торможения шпинделя передней бабки;
- показатели подач суппорта — максимум 2520 (для исполнения с межцентровым показателем 3000 мм) в продольном направлении, 600 в поперечном;
- количество ступеней коробки подач — 32;
- для фиксации пиноли используется привычная рукоятка;
- в системе три электродвигателя, силовой 22 кВт, насос охлаждения типа ПА-22, привод ускоренных подач суппорта в 1.
 5 кВт.
5 кВт.
Общие габариты модели для исполнения с РМЦ3000 составляют (ДхШхВ) 5825х2100х1760 мм. Устройство питается от сети 3 фазы, 380В переменного тока. Заземление оборудования — обязательно.
Подержанный токарный станок с ЧПУ Gildemeister CTX 620 linear V3-1m Подержанные станки
- Описание
- Характеристики
- Об этом продавце
Задняя бабка токарного станка с ЧПУ, приводные инструменты, ось С, 3-х кулачковый патрон, частичное полое зажимное устройство, конвейер для стружки, всасывание масляного тумана, насос высокого давления 12 бар, автомат. дверь, проушина, много аксессуаров ок. 13 000 ч «машина включена», ок. 7.500 ч «шпиндель включен»
диаметр обточки 500 мм
длина обточки 1080 мм
управление SIEMENS 840D shopturn SIEMENS
межосевое расстояние 1.455 мм
большой проход над станиной 800 мм
отверстие шпинделя 136 мм
материал прутка диам. 121 мм
ось Y 140 мм
диапазон скоростей вращения 20 — 2500 1/мин
револьверная головка (х-станции) 12
конус инструмента VDI 50
крутящий момент 2200 Нм
диапазон быстрого перемещения X60 / Z45 м/мин
общая потребляемая мощность 90 кВА
вес машины ок. 12 т
размеры машины ок. 5,25 x 2,4 x 2,3 м
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина поворота | 1080 мм |
| Точение Ø | 500 мм |
| Ø над кроватью | 800 мм |
| Ø над поперечной направляющей | |
| Длина между центрами | 1455 мм |
| Тип ЧПУ | SIEMENS 840D Shopturn SIEMENS |
| Ось X | |
| Ось Z | |
| Конус шпинделя | VDI 50 |
| Отверстие шпинделя | 136 мм |
| Количество турелей | |
| Количество инструментов на револьверной головке | 12 |
| Количество вращающихся инструментов | |
| Скорость поворота | 2500 об/мин |
| Мощность двигателя шпинделя | |
| Задняя бабка | да |
| Устройство подачи прутка | № |
| ——————- | |
| Длина x ширина x высота | 5250,0 × 2400,0 × 2300,0 |
| Вес | 12000 кг |
| Рабочее время | 7500 часов |
| Часы под напряжением | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 42 |
| Последнее действие | 4 октября 2022 г. |
Описание
Задняя бабка токарного станка с ЧПУ, приводные инструменты, ось С, 3-х кулачковый патрон, зажимное устройство с частичной полостью, конвейер для стружки, всасывание масляного тумана, насос высокого давления 12 бар, автомат. дверь, проушина, много аксессуаров ок. 13 000 ч «машина включена», ок. 7 500 ч «шпиндель включен»
диаметр поворота 500 мм
длина поворота 1080 мм
управление SIEMENS 840D Shopturn SIEMENS
межосевое расстояние 1,455 мм
большой проход вокруг станины 800 мм
отверстие шпинделя 136 мм
диаметр материала стержня. 121 мм
ось Y 140 мм
диапазон скоростей вращения 20 — 2500 1/мин
револьверная головка (х-станции) 12
конус инструмента VDI 50
крутящий момент 2200 Нм
диапазон быстрого перемещения X60 / Z45 м/мин
общая потребляемая мощность 90 кВА
вес машины ок. 12 т
размеры машины ок. 5,25 х 2,4 х 2,3 м
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Технические характеристики
| 1080 мм | |
| Точение Ø | 500 мм |
| Ø над кроватью | 800 мм |
| Ø над поперечной направляющей | |
| Длина между центрами | 1455 мм |
| Тип ЧПУ | SIEMENS 840D Shopturn SIEMENS |
| Ось X | |
| Ось Z | |
| Конус шпинделя | VDI 50 |
| Отверстие шпинделя | 136 мм |
| Количество турелей | |
| Количество инструментов на револьверной головке | 12 |
| Количество вращающихся инструментов | |
| Скорость поворота | 2500 об/мин |
| Мощность двигателя шпинделя | |
| Задняя бабка | да |
| Устройство подачи прутка | № |
| ——————- | |
| Длина x ширина x высота | 5250,0 × 2400,0 × 2300,0 |
| Вес | 12000 кг |
| Рабочее время | 7500 часов |
| Время работы без подзарядки | |
| Состояние | хорошо |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 42 |
| Последнее действие | 4 октября 2022 г. |
Проверенные клиенты
Выделенный агент
Действует с 2000 г.
Мгновенная оценка вашего оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки оборудования
Перейти к Valorexo
ЧПУ-ТАКАН | Тяжелые токарные станки с ЧПУ
Модель для тяжелых условий эксплуатации
- Прочная литая передняя бабка коробчатой конструкции
- Диапазоны скоростей шпинделя автоматически изменяются с помощью M-кода
- Бесступенчатая регулировка скорости задается кодом S
- Три (3) V-образных направляющих для большей жесткости
- Полная выходная мощность при низкой скорости шпинделя
- Высокий крутящий момент (в 166 раз больше крутящего момента двигателя шпинделя)
.
ЗАПРОС
ЭЛЕКТРОННЫЙ КАТАЛОГ
Спецификация
- Спецификация
- Характеристики
- Аксессуары
- Видео
| Описание | ЛД 45 | ЛД 50 | ЛД 55 | ЛД 60 |
| Вместимость | ||||
| Качели над кроватью | 1135 мм (45 дюймов) | 1265 мм (50 дюймов) | 1395 мм (55 дюймов) | 1520 мм (60″) |
| Качели над поперечными салазками | 720 мм (28,3″) | 850 мм (33,5″) | 980 мм (38,6″) | 1110 мм (43,7″) |
| Высота центра | 585 мм (23″) | 650 мм (25,6″) | 715 мм (28,1 дюйма) | 780 мм (30,7″) |
| Расстояние между центрами | 1400 (55,12 дюйма) / 2400 (94,5 дюйма) / 3400 (132,8 дюйма) / 4400 (173,23 дюйма) / 5400 (212,6 дюйма) / 6400 (252 дюйма) / 7400 (291,34 дюйма) / 8400 (330,7 дюйма) / 9150 (360,24 дюйма) / 10150 мм (399,6 дюйма) | |||
| Ширина станины / Вспомогательная направляющая | 700 мм (27,56 дюйма) / 850 мм (33,5 дюйма) | |||
| Шпиндель | ||||
| Скорости шпинделя / Нос шпинделя | — | |||
| Скорости шпинделя / A2-11(6″) | 9~600 об/мин (опция 12~800 об/мин) | |||
| Скорости шпинделя / A2-15(9″) | 9~450 об/мин (опция 12~600 об/мин) | |||
| Скорости шпинделя / A2-20(12″,14,5″) | 9~400 об/мин (12″), 9~300 об/мин (14,5″) | |||
| Скорости шпинделя / A2-28 (16″) | — | 6~250 об/мин | ||
| Скорости шпинделя / A2-28 (21″) | — | 6~220 об/мин | ||
| Центр шпинделя | МТ6 | |||
| Ширина поперечных салазок | 420 мм (16,5″) | |||
| Ширина каретки | 950 мм (37,4″) | |||
| Башня | ||||
| Башня | h5-350 или V8 Гидравлический | |||
| Размер инструмента | 32 x 32 мм (1,25 дюйма) | |||
| Перемещение по оси X | 730 мм (28,7″) | |||
| Перемещение по оси Z | 1-8M: 1300 мм (51,18 дюйма) – 8300 мм (326,77 дюйма) 9-10 м: 9150 (360,24 дюйма) – 10150 мм (399,6 дюйма) | |||
| Быстрое перемещение по оси X, ШВП диам. | 6м/мин диам. 40 мм x P5 | |||
| Быстрое перемещение по оси Z, ШВП диам. | 6М/мин, 1М-5М (диам. 63 мм x Р10), 6M-7M (диам. 80 мм x P10), 8M-10M (рейка и шестерня) | |||
| Задняя бабка | ||||
| Диаметр пиноли | диам. 185 мм (7,3 дюйма) Вращающаяся пиноль, доп. диаметр 250 мм (9,8 дюйма) / 350 мм (13,7 дюйма) | |||
| Ход пиноли | 250 мм (9,84 дюйма) / опция 300 мм (11,8 дюйма) для пиноли задней бабки диаметром 350 мм | |||
| Конус пиноли | МТ6 | |||
| Двигатель | ||||
| Серводвигатель оси X | FANUC αiF22 4 кВт | |||
| Серводвигатель оси Z | 1-4M FANUC αiF22 4 кВт, 5-7M FANUC αiF22 4 кВт (редуктор) 8-10M αiF40 6 кВт (рейка и шестерня) | |||
| Двигатель шпинделя | FANUC αiI 22 22/26 кВт (Опция 30/37 кВт, 37/45 кВт, 45/55 кВт) | |||
| Двигатель смазочного насоса | 25 Вт | |||
| Электродвигатель насоса охлаждающей жидкости | 0,845 кВт | |||
| Электродвигатель гидравлического насоса | 2,25 кВт | |||
| Вес машины | ||||
| Межосевое расстояние 1000 мм | 16400 кг | 17000 кг | 17600 кг | 18200 кг |
| Каждый дополнительный груз 1000 мм | 1500 кг | |||
* Технические характеристики могут быть изменены без предварительного уведомления.
LC Крутящий момент шпинделя — диаграмма мощности
Двигатель FANUC αil18 / 7000
| скорость [об/мин] | Крутящий момент [кг-м] | |||||||||||
| С1 | С2 | С3 | С4 | С5 | С6 | Т1 | Т2 | Т3 | Т4 | Т5 | Т6 | |
| Двигатель | 1500 | 1750 | 3500 | 5250 | 6000 | 7000 | 5 | 10 | 12.01 | 14,29 | 15 | 20 |
| Шпиндель M41 i=0,0075 | 11 | 13 | 26 | 39 | 45 | 53 | 667 | 1333 | 1601 | 1904 | 2000 | 2667 |
| Шпиндель M42 i=0,0165 | 25 | 29 | 58 | 87 | 99 | 116 | 303 | 606 | 728 | 865 | 909 | 1212 |
| Шпиндель M43 i=0,0045 | 68 | 79 | 158 | 236 | 270 | 315 | 111 | 222 | 266 | 317 | 333 | 444 |
| Шпиндель M44 i=0,1005 | 151 | 176 | 352 | 528 | 603 | 704 | 50 | 100 | 119 | 142 | 150 | 200 |
LD Крутящий момент шпинделя — диаграмма мощности
Двигатель FANUC αil22 / 7000
| скорость [об/мин] | Крутящий момент [кг-м] | |||||||||||
| С1 | С2 | С3 | С4 | С5 | С6 | Т1 | Т2 | Т3 | Т4 | Т5 | Т6 | |
| Двигатель | 1500 | 1750 | 3500 | 5250 | 6000 | 7000 | 5 | 10 | 14,3 | 15 | 16,9 | 20 |
| Шпиндель M41 i=0,0006 | 9 | 11 | 21 | 32 | 36 | 42 | 833 | 1667 | 2380 | 2500 | 2813 | 3333 |
| Шпиндель M42 i=0,0155 | 23 | 27 | 54 | 81 | 93 | 109 | 323 | 645 | 921 | 968 | 1089 | 1290 |
| Шпиндель M43 i=0,0375 | 56 | 66 | 131 | 197 | 225 | 263 | 133 | 267 | 380 | 400 | 450 | 533 |
| Шпиндель M44 i=0,0975 | 146 | 171 | 341 | 512 | 585 | 683 | 51 | 103 | 146 | 154 | 173 | 205 |
Рабочий диапазон
Единица измерения: мм
| LC | С | Д |
| 6 дюймов | 96 | 243 |
| 9 дюймов | 87 | 228 |
| 12 дюймов | 93 | 241 |
| LD | С | Д |
| 6 дюймов | 81 | 227 |
| 9 дюймов | 82 | 222 |
| 12 дюймов | 88 | 235 |
| ЛК | А | Б |
| 30 | 250 | 418 |
| 45 | 170 | 463 |
| 40 | 170 | 463 |
| ЛД | А | Б |
| 45 | 260 | 721 |
| ~ | ||
| 60 дюймов |
Размер
Единица измерения: мм
Опции
Следящий упор (3 V направляющая)
Люнет
Ось B Hyd 9. Люнет
Ось Y с делительным столом
Система быстрой замены
Гидравлический дисковый тормоз и адаптер заднего патрона
Шлифовальная головка
Тяжелая фрезерная головка
Опорный кронштейн ролика
Расточная оправка и держатель
Двойные револьверные головки
Система редуктора оси C с редуктором
Стандартные принадлежности
- Система управления и двигатели Fanuc
- Отверстие шпинделя 6 дюймов
- Гидравлическая башня h5 или V8
- Автомобильная охлаждающая жидкость, гидравлическая система и система смазки
- Коробчатая направляющая на поперечных салазках
- Брызговик
- Гидравлическая задняя бабка с вращающейся пинолью
- Транспортеры для стружки
(шнек спереди и цепь сзади) - Рабочий фонарь
- Ящик для инструментов с инструментами
Опции
- Дополнительное отверстие шпинделя, двигатель и скорости
- Охладитель масла шпинделя
- Гидравлический/ручной патрон
- Лицевая панель
- Ось C или шпиндель с индексацией 5/15 градусов
- Ось Y
- Револьверная головка для приводного инструмента
- Люнет, следящий люнет
(гидравлический или ручной) - Специальный держатель расточной оправки
- Мощная фрезерная насадка
- Шлифовальная головка на револьверной головке или поперечных суппортах
- Устройство предварительной настройки инструмента
- Повышенное давление охлаждающей жидкости
- Прорезной проход через оборудование с люнетом (только LC)
- Маркировка CE
- Трансформатор
Токарный станок с ЧПУ для тяжелых условий эксплуатации (серия LC/LD/FA)
h5 и силовая револьверная головка для тяжелого токарного станка с ЧПУ
Задняя бабка с поворотным пинолином для тяжелого режима работы
Проверка балансировки шпинделя для тяжелого токарного станка с ЧПУ
Редуктор шпинделя для тяжелого токарного станка с ЧПУ
7 90 Конструкция шпинделя Токарный станок с ЧПУ для тяжелых условий эксплуатации
Твердость направляющих для тяжелых токарных станков с ЧПУ
Фрезерование по оси Y для тяжелых условий эксплуатации на тяжелых токарных станках с ЧПУ
Процесс развертывания на тяжелых токарных станках с ЧПУ
Тяжелое фрезерование на большегрузном токарном станке с ЧПУ
Тяжелое растачивание на большем токарном станке с ЧПУ
Тяжелое нарезание резьбы на большем токарном станке с ЧПУ
Тяжелое фрезерование на большем токарном станке с ЧПУ
Новые и подержанные
- Канада16
- Литва4
- Индия3
- Корея, Республика2
- США2
- Франция1
- Мексика1
34 Тайвань1
По странам
- Канада (16)
- Литва (4)
- Индия (3)
- Республика Корея (2)
- США (2)
- Франция (1)
- Мексика (04) 9000
- Taiwan (1)
- 1653
- 1A642
- 1A9832
- 15121
- 16001
- 16581
- 16K40-31
- 1M631
- 1M63B1
- 2620B1
- 2M551
- 5B1501
- 5K328A1
- 5M150 NC1
- 60/631
- 7212G1
- IS — S 10001
- KC31
- M4140A1
- MA41291
- MB 4121
- MK60461
- S2080 SMART LATHE1
- SM-1LG-20001
- Smart Tale1
по модели
- 165 (3)
- 1A64 (2)
- 1A983 (2)
- 1512 (1)
- 1600 (1)
- 1658 (1)
- 16K40-3 (1)
- 1658 (1)
- 16K40-3 (1) (1) 1658 (1)
- 16K40-3 (1)
- 1658 (1) )
- 1M63 (1)
- 1M63B (1)
- 2620B (1)
- Подробнее…
1512 (1)
1600 (1)
165 (3)
1658 (1)
16K40-3 (1)
1A64444444444444410 16K40-3 (1)
1A64 (2)
1A983 (2)
1M63 (1)
1M63B (1)
2620B (1)
2M55 (1)
5B150 (1)
5K328A (1)
5M150 NC ( 1)
60/63 (1)
7212G (1)
IS — S 1000 (1)
KC3 (1)
M4140A (1)
MA4129 (1)
MB 412 (1)
MK6046 (1)
S2080 Smart Tale (1)
SM-1LG-2000 (1)
Smart Lathe (1)
999004
- 7918
- Lathes, Engine12
- Gear Shapers4
- Forging Hammers3
- Boring Mills, Vertical (incld VTL)2
- Lathes, Oil Field & Hollow Spindle2
- Boring Mills, Horizontal, Table Type1
- Broach Sharpeners1
- Drills, Radial1
- Gear Hobbers1
- Grinders, Internal1
- Lathes, CNC1
- Millers, Planer Type1
10
.
By Type
- Lathes, Engine (12)
- Gear Shapers (4)
- Forging Hammers (3)
- Boring Mills, Вертикальные (включая VTL) (2)
- Токарные станки, нефтепромысловые и полые шпиндели (2)
- Расточные станки, горизонтальные, настольного типа (1)
- Точилки для протяжек (1)
- Сверла радиальные (1)
- Зубчатые Зубофрезерные станки (1)
- Измельчители, внутренние (1)
- Подробнее…
Расточные станки, горизонтальные, настольного типа (1)
Расточные станки, вертикальные (включая VTL) (2)
Точилки для протяжек (1)
Сверла, радиальные (1)
Кузнечные молоты (3) )
Зубофрезерные станки (1)
Зубофрезерные станки (4)
Шлифовальные станки, внутренние (1)
Токарные станки с ЧПУ (1)
Токарные станки, двигатель (12)
Токарные станки, нефтепромысловые и полые шпиндели (2 )
Фрезы, строгальный тип (1)
Токарные станки с ЧПУ
STANKO
Токарные станки с ЧПУ
Токарные станки с ЧПУ
Мы владеем этой машиной с момента ее появления. у нас всегда была программа профилактического обслуживания этой машины с множеством новых деталей за эти годы, включая новый двигатель и модернизированный контроллер.
The m…
€22 388,27 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 04.10.22
Сравнить
Альберта, Канада
Vertical Boring Mills (incld VTL)
STANKO 1512
Boring Mills, Vertical (incld VTL)
Vertical Boring Mills (incld VTL)
1979 Stanko 1512 Vertical Turret Lathe
Request a Quote
Added to Request список
Запрос отправлен 22.10.
Сравнить
Канада
Точилки для протяжек
STANKO 1600
Точилки для протяжек
9 Точилки для протяжек
0010 Request a Quote
Added to Request list
Request submitted 10/4/22
Compare
Alberta, Canada
Engine Lathes
STANKO 165
Lathes, Engine
Engine Lathes
CNC Stanko Токарный станок 800 X 6000 оснащен системой Mitsubishi M80 Control. Машину можно осмотреть под напряжением.
33 558,36 евро
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 04.10.22
Сравнение
Maharashtra, India
REGINE LATHES
Stanko 165
Lathe, двигатель
Engine Latches
Запрос QUOTE
.
Альберта, Канада
Токарные станки с двигателями
STANKO 165
Токарные станки, двигатели
Токарные станки с двигателями
Токарные станки для тяжелых условий эксплуатации
Запросить предложение0027
Добавлено в список запросов
запрос, представленная 10/4/22
Сравнение
Альберта, Канада
ДВИГАТЕЛЬ
СТАНКО 1658
LATHES, Engine Engine
1010102
токарный станок
Вместимость: 1м х 8м
Модель: 1658
Год: 1967
Серийный номер: 206
Страна происхождения: Россия
Тип: Горизонтальный
Качание: 41 дюйм
Поворот над кареткой: 25 1/2 дюйма
Качели в промежутке: Нет
Расстояние быть. ..
Request a Quote
Added to Request list
Request submitted 10/4/22
Compare
Nuevo Leon, Mexico
Engine Lathes
STANKO 16K40-3
Lathes, Engine
Engine Lathes
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: 410
Патрон: 25-дюймовый 4-х кулачковый патрон (без кулачка)
Качели: 34″
Длина: 140 дюймов
Скорость: 10 — 1250 об/мин
Серийный №: 1171
Мощность: 220В, 3п, 65А
Коническая насадка
Лампа и смазка
40 Позиция Quick C…
€49,179.57 EUR
Request More Info
Added to Request list
Request submitted 10/4/22
Compare
Alberta, Canada
Engine Lathes
STANKO 1A64
Lathes, Engine
Токарные станки для двигателей
€25 372,15 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 04. 10.22
Сравнить
Саскачеван, Канада
Токарные станки с двигателем
STANKO 1A64
Токарные станки с двигателем
Токарные станки с двигателем
Свяжитесь с нами
(780) 434-0099
[email protected]
www.stancanada.com
€ 22 313,64 EUR
Запрос Подробнее
Добавлено в список запросов
Запрос, представленная 10/4/22
Compare
Alberta, Canada
Hollo и Holly SPINDLE. STANKO 1A983
Токарные станки, нефтепромысловые и полые шпиндели
Токарные станки для нефтяных месторождений и полых шпинделей
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: 416
Серийный номер: 825
Отверстие шпинделя: Ø 12,6 дюйма
Скорость шпинделя: 8 — 355 об/мин
Качели над кроватью: 32,6 дюйма
Поворот над тележкой: 17,72 дюйма
Максимум. Вес заготовки (в центре): 197″
Максимум. Wei…
52 164,67 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 04.10.22
Сравнить
Alberta, Canada
027
STANKO 1A983
Токарные станки для нефтепромыслов и полых шпинделей
Токарные станки для нефтепромыслов и полых шпинделей
Артикул: 1305GSUCI.HBA/UHI.E
Токарный станок STANKO/SASTA модели 1A983-3 размером 33 x 120 дюймов (840 мм x 3000 мм) с отверстием 12,2 дюйма в шпинделе и двойным патроном. Серийный номер: 798
(Производство Россия — Импортировано в…
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.10.22
Сравнить
США
Токарные станки с двигателем
STANKO 1M63
Токарные станки с двигателем
Токарные станки с двигателем
Стан Канада
Промышленные станки и сервис
Все новые и бывшие в употреблении машины проходят внутреннюю и внешнюю проверку нашим механиком, чтобы убедиться, что мы обеспечиваем надлежащее качество оборудования. .. 4/22
Сравнить
Альберта, Канада
Токарные станки с двигателем
STANKO 1M63B
Токарные станки с двигателем
Токарные станки с двигателем
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: 424
Серийный номер: 4691
Производство: 1991 г.
Скорость вращения шпинделя: 10–1250 об/мин (6 диапазонов)
Отверстие шпинделя: 3-3/8″
Патрон: 4-кулачковый патрон — Ø 20 дюймов
Качание: 28 дюймов
Длина: 120 дюймов
Ходовой винт: 2 т/д
Люнет: 17″…
€41 418,30 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Request submitted 10/4/22
Compare
Alberta, Canada
Horizontal Table Type Boring Mills
STANKO 2620B
Boring Mills, Horizontal, Table Type
Horizontal Table Type Boring Mills
Request a Quote
Добавлено в список запросов
Запрос отправлен 04. 10.22
Сравнить
Альберта, Канада
Радиальные сверла
STANKO 2M55
9001
027
Радиальные сверла
Стан Канада
Промышленные станки и сервис
Все новые и бывшие в употреблении машины проходят внутреннюю и внешнюю проверку нашим механиком, чтобы убедиться, что мы обеспечиваем надлежащее качество оборудования. 4/22
Сравнить
Альберта, Канада
Зубофрезер
STANKO 5B150
Gear Shapers
Gear Shapers
Request a Quote
Added to Request list
Request submitted 10/4/22
Compare
Maharashtra, India
Gear Hobbers
STANKO 5K328A
Gear Hobbers
Зубофрезерный станок
STANKO 5K328A ЗУБЧАТЫЙ СТАНОК, ACU-RITE DRO, РАЗЛИЧНЫЕ ПЕРЕДАЧИ ШЕСТЕРН
Запросить цену
Добавлен в список запросов
Запрос отправлен 04. 10.22
Compare
Quebec, Canada
Gear Shapers
STANKO 5M150 NC
Gear Shapers
Gear Shapers
Request a Quote
Added to Request list
Request submitted 10/4/22
Compare
Корея, Республика
Вертикально-расточные станки (включая VTL)
STANKO 60/63
Вертикально-расточные станки (включая VTL)
Вертикально-расточные станки (включая VTL)
Станко 60/63, Модернизация 2017, 236-дюймовый стол, 248-дюймовый поворот, 183-дюймовый U.R., 96-дюймовый ход, фрезерование, Fanuc 31i CNC, #29555
Запросить цену
Добавлено в список запросов
Запрос отправлен 10 /4/22
Сравнить
США
Строгальные фрезы
STANKO 7212G
Фрезы, строгальные станки
Строгальные фрезы Table
04 010027
- 7
- Закаленный и отшлифованный стандартный шпиндель со стандартным фитингом A-20. Компактный дизайн для небольших компонентов.
- Закаленный и отшлифованный стандартный шпиндель со стандартными фитингами A-25. Исчерпана точность. назад Оперируемый центр.
- Шпиндель из легированной стали с конической головкой и шлифованным хвостовиком с прецизионным биением. Хорошо ребристые и грунтовые кровати. Многодисковый фрикцион 8 кгс. предусмотрен в передней бабке для быстрого изменения скорости.
- Шпиндель со стандартизированными фитингами и цангой A-40 с 6-скоростной бабкой с фрикционной муфтой. Хорошо ребристые и грунтовые кровати.
- Стандартизированный шпиндель со стандартными фитингами A-25. Хорошо ребристые и грунтовые кровати.
- Ручной патрон с фиксированной длиной стержня, одна цанга, поперечный суппорт с двумя резцедержателями. Подача прутка, защита от брызг, набор гаечных ключей, набор шестигранных ключей.
- Ручной патрон с фиксированной длиной стержня, одна цанга, поперечный суппорт с двумя резцедержателями. Подача прутка, защита от брызг, набор гаечных ключей, набор шестигранных ключей.
- Одна муфта 165 мм для конического наконечника шпинделя, поперечный суппорт с двумя инструментальными стойками, ручная револьверная головка, набор гаечных ключей, набор шестигранных ключей, масленка и шкив двигателя.
- Вертикальная направляющая
- Пластина патрона
- Насос охлаждающей жидкости и его фитинги и панель управления
- 2 л.с. isi с маркировкой Двигатель
- Задняя бабка с винтовым приводом
- Насос охлаждающей жидкости
- Панельная панель
- Устройство подачи прутка
- Цанговый патрон
- 3 л.с. isi с маркировкой Двигатель
- Подача револьверной направляющей
- 40-дюймовый 4-х кулачковый патрон
- 4 Станция Auto Indexing Toolpost
- Задняя бабка
- Защита от брызг
- Стальная телескопическая крышка или ось X
- Теплообменник
- Конвейер для стружки
- Охлаждающая жидкость
- Автосмазка
- Галогенная рабочая фара
- Насос охлаждающей жидкости
- Ящик для инструментов
- Руководства
- Контурный маховик Siemens (поверните маховик для запуска программы)
- Автономное программирование.
- Планшайбы, люнеты и патроны.
- Заводская сеть.
- 8 Станция Турель.
- Конвейер и бункер.
- Усовершенствованная система управления стружкой.
- 5 1500035
- 7
2 фрезерные и 2 строгальные головки, а также 1 шлифовальная головка
Размеры заготовки ШхВ 1250х1120
Скорость вращения шпинделя:
— Вертикальная (бесступенчатая) 5.
..1800 об/мин— Горизонтальная (4 скорости) 100;200;500;10…
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленная 10.01.22
Сравнение
Lithuania
Шаперы передач
STANKO IS 1000
0 Gear
1001010010100101001010010100101010010100101001010010100101001010010100101001010010100101001010010010010100100100100100100100100100100100100100100100
.
777777777777777777 70010
. a Предложение
Добавлено в список запросов
Заявка отправлена 04.10.22
Сравнить
Республика Корея
Зубодолбежные станки
STANKO KC3
| Технические характеристики | ||||||||
| HPS-60G | HPS-50G | HPS-40G | HPS-32G | HPS-25G | HPS-25S | HPS-20S | ||
| Полость шпинделя | 62 | 52 | 42 | 38 | 32 | 28 | 25 | |
| Максимальный размер цанги | 60 | 50 | 40 | 32 | 25 | 25 | 20 | |
| Диапазон скоростей шпинделя | 90-1000 | 100-1050 | 165-1500 | 165-1500 | 275-900 | 650-1660 | 650 х 1660 | |
| Эффективные ходы револьверной направляющей | 180 | 175 | 140 | 140 | 130 | 110 | 100 | |
| Размер отверстия в револьверной головке с шестигранной головкой | 32 | 32 | 32 | 25 | 25 | 25 | 25 | |
| Центр отверстий над направляющей револьверной головки | 55 | 55 | 55 | 55 | 55 | 55 | 55 | |
| Макс. расстояние между торцом шпинделя и торцом револьверной головки | 430 | 430 | 425 | 425 | 400 | 375 | 300 | |
| Поперечные салазки Поперечное перемещение | 150 | 150 | 95 | 95 | 95 | 95 | 95 | |
| Продольная поперечная направляющая | 300 | 300 | 300 | 300 | 300 | 300 | 300 | |
| Длина кровати | 1375 | 1375 | 1225 | 1225 | 1275 | 1050 | 980 | |
| Ширина кровати | 230 | 230 | 178 | 175 | 178 | 178 | 178 | |
| Высота центра над кроватью | 190 | 190 | 165 | 165 | 165 | 165 | 165 | |
| Требуемая площадь | 3м х 1м | 3м х 1м | 3м х 1м | 3м х 1м | 3м х 1м | 2,5 м x 1 м | 2,5 м x 1 м | |
| Масса машины нетто | 1850 | 1850 | 1250 | 1150 | 850 | 650 | 500 | |
| Размер упаковки (приблизительно) | 5 x 3 x 5 футов. | 5 x 3 x 5 футов. | 5 x 3 x 5 футов. | 5 x 3 x 5 футов. | 4,5 x 3 x 5 футов. | 4 x 3 x 5 футов | 4 x 3 x 5 футов. | |
Руководство покупателя по опциям токарных станков
Токарные станки — сложные машины, и для их покупки нужно взвесить множество вариантов. Мы уже говорили о покупке новых азиатских или старых американских станков (извиняюсь перед немцами, британцами, швейцарцами и всеми другими прекрасными станкостроительными странами 20-го века). Мы также говорили о длине кровати и качелях, и у вас ничего не получится, если у вас нет этих качелей. Теперь поговорим о наборе функций. Если вы покупаете новый, вы будете делать покупки на этих деталях. Если вы покупаете подержанную машину, знание различий поможет вам выбрать хорошую машину для проекта.
Британская или метрическая система?
Прежде всего — имперские или метрические? Если вы покупаете новую машину и проживаете за пределами Северной Америки, ответ, конечно же, метрический. Однако, если вы находитесь в Северной Америке, выбор менее очевиден. Интуиция может заключаться в том, чтобы перейти к метрике, потому что это современно и «очевидно лучше», верно? Ну не так быстро. Большинство запасов, оборудования и инструментов в Северной Америке по-прежнему проще и дешевле найти в имперских размерах. Вы можете перейти на все метрические, но вы будете плыть против течения. В этой башне из слоновой кости много лестниц, так что хорошенько подумайте о том, как сильно вы хотите в ней сидеть.
Наша самая комментируемая статья за все время — это сравнение имперских и метрических систем. Тем не менее, покупателям токарных станков в Северной Америке следует хорошенько подумать об этом.
Следующее заявление шокирует и разозлит многих из вас, но вот так. Для работы на станке практическая разница между двумя системами измерения минимальна. Оба имеют преимущества и недостатки. Прежде чем Metric Squad запустит свои десятичные машины гневных комментариев, позвольте мне объяснить.
Для задач определения размеров в типичном диапазоне деталей машин (скажем, меньше вашей руки) проще использовать Imperial. Тысячные очень удобны, потому что все является целым числом, а общие допуски на прессовую посадку, зазоры отверстий и т. д. легко выражаются и измеряются. С метрикой вы имеете дело с долями миллиметра, и там много десятичных знаков.
При работе с метизами, например при сверлении отверстий и нарезании резьбы, выборе и измерении крепежа и т. д., метрическая система определенно удобнее. Метрическими размерами сверла легче управлять, чем дурацкой системой «дробь-буква-число», в которую превратился Imperial. Отношения между отверстиями, резьбой и размерами крепежа в метрических единицах логичны и просты в управлении. С Imperial вы прикрепляете диаграмму к стене и много смотрите на нее.
Моя личная рекомендация — пользоваться обоими. Любая машина может выполнять и то, и другое, хотя все задачи будут проще в системе, для которой предназначена машина. Выбирайте измерительные инструменты, которые имеют обе системы. Многие лучшие книги по теории и практике механического цеха были написаны до того, как появились метрические системы, поэтому будьте двуязычны в своих системах измерения.
Приведение в действие этих мощных инструментов
Нужны основные сведения о двухфазном и трехфазном питании? Вот статья, в которой рассказывается о том, как мы добрались до
, где были сегодня.
[Источник изображения: Split Phase Power by Charles Esson CC-BY 3.0] Хорошо, а теперь поговорим о мощности. Основные варианты, с которыми вы столкнетесь, это бытовой переменный ток, трехфазный переменный ток и постоянный ток. В бытовой машине переменного тока обычно используются ремни или шестерни для изменения скорости. Вы можете сделать его более гибким, поставив большой реостат перед шнуром питания. Трехфазный переменный ток характерен для больших промышленных машин. Вы можете заменить двигатель или создать трехфазное питание с помощью вращающегося преобразователя (шумного и ограниченного) или частотно-регулируемого привода (привлекательно). VFD — это предпочтительное оружие для одной или двух машин. Если у вас есть целый магазин, заполненный большим трехфазным железом, большой вращающийся преобразователь для здания имеет больше смысла. Однако частотно-регулируемые приводы малы, просты в использовании и обеспечивают переменную скорость. Они сложны и выходят за рамки этой статьи, но знайте, что они существуют.
Для более новых азиатских машин существует замечательная новая опция — бесщеточный двигатель постоянного тока. Эти токарные станки имеют большой крутящий момент для своего размера. Одна лошадиная сила для 10 ампер является типичной, и это много для небольшой машины. Вы также получаете бесплатно бесступенчатую регулировку скорости, что является огромным преимуществом (особенно когда вы впервые изучаете темное искусство подачи и скорости).
Выбор вариантов механической подачи
Прецизионный Mathews PM-1022V автора, демонстрирующий муфту механической подачи и элементы управления полугайкой. Как показано, каретка приводится в движение шпоночным пазом.
Следующее, о чем нужно подумать, это электропитание. Он есть у большинства токарных станков, но бывает во многих формах. Механическая подача ценна, потому что она обеспечивает лучшее качество поверхности и избавляет от утомительных длительных операций. Точно так же выполняется одноточечная нарезка резьбы — трансмиссия синхронизируется для создания правильной спирали для нужной вам резьбы.
Восхитительный крупный план для нарезания резьбы от Рольфа Р. Бакке на YouTube
Почти все станки будут иметь полугайку, которая прижимается к ходовому винту для нарезания резьбы. Самые дешевые машины также будут полагаться на это для подачи энергии. Следующий уровень качества будет иметь отдельное сцепление (в дополнение к полугайке) для привода каретки. Обычно это делается с помощью шпоночного паза, который проходит по длине ходового винта. Шпоночная шестерня в каретке отключает питание, не зацепляясь с резьбой ходового винта. Это хороший компромисс, потому что вы не изнашиваете резьбу ходового винта, но машина остается недорогой. Более крупные и высокопроизводительные машины будут иметь специальный карданный вал, идущий параллельно ходовому винту для привода каретки. Вы можете увидеть несколько валов, работающих параллельно, некоторые для передачи мощности, некоторые для различных функций управления. Там, в облаках, сходит с ума с такими, как Monarch и Lodge & Shipley.
Настольные станки обычно имеют только продольную силовую подачу (каретку или «ось X», если хотите). Некоторые более дорогие настольные станки теперь также начинают предлагать силовую поперечную подачу, и это очень полезная функция, если вы будете сталкиваться с заготовками большего диаметра. Это также помогает получить плавные операции разделения. Более крупные машины будут иметь усиленную поперечную подачу de rigeur.
Последним элементом силовой подачи является привод ходового винта. Это можно сделать с помощью переключения передач, трансмиссии или их комбинации. Станки начального уровня будут иметь только сменные шестерни, а это означает, что вам нужно физически менять наборы шестерен для каждого желаемого изменения скорости подачи. Это дорога в ад. Ищите быстросменную коробку передач с тремя или более скоростями. У некоторых также есть опция обратной подачи, что приятно, потому что вы можете нарезать левую резьбу. Машины более высокого класса будут иметь такие же сложные трансмиссии, как у трактора, со всевозможными вариантами скорости и направления. Их приятно использовать, но будьте осторожны со сложными коробками передач, если вы занимаетесь реставрационным проектом. Легко недооценить сложность трансмиссии этих зверей, и многие из них заполнены необтаниевыми деталями, которые в прошлые годы злоупотребляли какими-то заклинивающими шестернями.
Стойки для инструментов
Теперь поговорим о стойках для инструментов. В наши дни более дешевые машины будут иметь четырехстороннюю стойку для инструментов, которая держит один режущий инструмент и три предмета, чтобы разрезать вашу руку, когда вы проходите мимо них. Высота инструмента устанавливается с помощью регулировочных шайб и множества матов.
За немного больше денег вы обычно можете получить быстросменный резцедержатель. На них высота инструмента устанавливается с помощью винта с накатанной головкой на держателе инструмента, и настройка постоянно «сохраняется» для каждого инструмента . Все QCTP в значительной степени основаны на дизайне Aloris прошлых лет. У более дешевых будет поршневой замок, у лучших — клиновой замок. Оба в порядке. Давайте внесем ясность в этот момент: получите сообщение о быстром изменении инструмента. Это изменит вашу жизнь (и заставит вас пристраститься к держателям инструментов). Просто убедитесь, что это стандартный размер, например AXA или BXA. В противном случае вы потратите целое состояние на держатели для инструментов, и поверьте мне, у вас никогда не будет достаточно держателей для инструментов. Я добавляю пару в счет с каждым заказом, который размещаю у таких поставщиков, как MSC Direct или LittleMachineShop, и этого всегда недостаточно.
Очень старые станки имеют «фонарные» стойки для инструментов, которые используют изогнутый клин для установки высоты и угла инструмента. Пуристы любят их за старомодную эстетику, но они не очень жесткие, и вам лучше не торопиться при их настройке.
Патроны, упоры и другие аксессуары
Последнее, на что следует обратить внимание, это то, какие аксессуары поставляются со станком. Если у вас есть только один патрон, сделайте его независимым четырехкулачковым. Это легко самый универсальный. Трехкулачковые спиральные патроны — это удобно (и очень удобно), но вы будет нужен независимый четырехкулачковый для действительно точной работы. Вам также нужна лицевая панель для всех вещей странной формы. Экзотические варианты включают цанговый патрон, 4-кулачковый спиральный патрон и шестикулачковый патрон. Это очень дорогие новые машины, но старые проектные машины часто поставляются с такими замечательными вещами. Купите все эти дополнительные патроны новыми, если вы сделаны из денег или потому, что вы ненавидите меня и хотите присылать мне фотографии хороших вещей, которых я не могу иметь.
Также стоит отметить остатки. Любая машина должна быть оснащена люнетом, который используется для поддержки конца длинной детали, когда задняя бабка мешает. Реже используется дополнительный упор, который перемещается на каретке и оказывает противодавление на заднюю сторону того места, где инструмент режет. Это полезно при работе с длинными тонкими заготовками, где заготовка прогибается под давлением резания. Новые машины поставляются с обоими упорами, а старые подержанные машины могут не поставляться. Их может быть трудно найти для винтажной машины постфактум, поэтому постарайтесь, по крайней мере, убедиться, что у вас есть люнет.
Тщательно взвесьте эти варианты
Если вы покупаете токарный станок (а так и должно быть), вы быстро обнаружите, что каждый станок отличается по одному из этих векторов. Есть много вариантов, даже в рамках одной марки и размера, поэтому внимательно изучите. При покупке новых рекомендую скачивать руководства к машинам, чтобы точно знать, какие у них есть функции. Покупая подержанный, научитесь внимательно рассматривать зернистые фотографии раскладушек на Craigslist в поисках желаемых деталей, таких как отдельный приводной вал для каретки или пыльный старый цанговый патрон, стоящий сзади. Как и покупка автомобиля, покупка станка — это упражнение, состоящее в сопоставлении функций, которые вы хотите, с функциями, которые вы можете себе позволить, чтобы найти свою собственную «золотую середину».
Удачной покупки токарного станка! В следующий раз мы поговорим о подготовке к получению вашей новой машины и обустройстве ее нового дома в вашем магазине.
XYZ XL 1500 | Токарный станок с ЧПУ XL
качание над кроватью 1500 мм
Спинделя 160 мм (до 420 мм OPT)
Расстояние между центрами 1 мл. 1 мл.
Дополнительное оборудование
Позвоните по телефону 01823 674200 для получения более подробной информации.
Запросить сейчас
Токарные станки XYZ XL и Oil Country
Токарные станки XYZ XL и Oil Country представляют собой сверхмощные станки, созданные для выполнения самых тяжелых работ по зажиму или между центрами с использованием массивной задней бабки. Прочная ребристая литая конструкция с широкими V-образными и плоскими направляющими обеспечивает превосходную стабильность и жесткость. Мощные шпиндели установлены в передней бабке, изготовленной с использованием шестерен и подшипников высочайшего качества. В сочетании эти функции создают одну из самых функциональных и надежных линеек токарных станков большой мощности, доступных в Великобритании.
Линейка токарных станков XYZ Oil Country и XL оснащена цельной станиной и литым основанием.
Specification
| XYZ XL 780 | XYZ XL 1100 | XYZ XL 1200 | XYZ XL 1500 | XYZ OIL COUNTRY (310mm Bore) | XYZ OIL COUNTRY (диам. отверстия 420 мм) | |||
|---|---|---|---|---|---|---|---|---|
| Шпиндель | 40 л.с. с переменной скоростью вращения шпинделя с инверторным приводом Yaskawa | 50 л.с. | 50 л.с. | 50 л.с. | 50 л.с. | |||
| Spindle Speeds | 20 — 1,300rpm | 20-660rpm | 20-600rpm | 20-600rpm | 20-600rpm | 20-600rpm | ||
| Отверстие шпинделя | 160 мм | 160 мм | 160 мм | 160 мм | 160 мм | 160 мм | ||
| Нос шпинделя | A2-11 | A2-11 | A2-11 | A2-11 | A2-11 | A2-361 | ||
| Диапазоны скоростей | 2 диапазона (20–415 и 40–1300 об/мин) | 3 диапазона (20–110, 110–320 и 320–660 об/мин) | 2 диапазона (20–300 и 200–600 об/мин) | 2 диапазона (20–300 и 200–600 об/мин) | 2 диапазона (20–300 и 200–600 об/мин) | |||
| Конус шпинделя | MT7 во втулке | MT15 | MT15 | MT15 | MT15 | MT15 | ||
| Поворотная кровать | 780 мм | 1100 мм | 1200 мм | 1500 мм | 1500 мм | |||
| Поворот в зазоре | 1090 мм | Н/Д | Н/Д | Н/Д | Н/Д | Н/Д | ||
| Зазор перед лицевой панелью | 157 мм | Н/Д | Н/Д | Н/Д | Н/Д | Н/Д | ||
| Качели над поперечными салазками | 535 мм | 750 мм | 830 мм | 1130 мм | 1130 мм | мм | ||
| Ход поперечного суппорта | 430 мм | 550 мм | 750 мм | 750 мм | 750 мм | 750 мм | ||
| Расстояние между центрами | 3000 мм | 1000 — 6000 мм | 1 000 — 10 000 мм | 1 000 — 10 000 мм | 1 000 — 10 000 мм | 1 000 — 10 000 мм | ||
| Максимальная длина резания | 2900 мм | 300 мм меньше, чем центральное расстояние | 300 мм меньше, чем центральное расстояние | 300 мм меньше, чем центр | 300 мм меньше центрального расстояния | 300 мм, меньше, чем центр | 300 мм. | |
| Ход задней бабки | 200 мм | 300 мм | 350 мм | 350 мм | 350 мм | 350 мм | ||
| Конус задней бабки | MT6 | MT6 | MT6 | MT6 | MT6 | MT6 | ||
| Диаметр задней бабки | 105 мм | 115 мм | 125 мм | 125 мм | 125 мм | 1236 мм | ||
| Ширина кровати | 500 мм | 533 мм | 692 мм | 692 мм | 692 мм | 692 мм | ||
| Серводвигатели постоянного тока | Двигатели переменного тока Digital Sevo | Двигатели переменного тока Digital Sevo | Двигатели переменного тока Digital Sevo | Двигатели переменного тока Digital Sevo | Двигатели переменного тока Digital Sevo | Двигатели переменного тока Digital Sevo | Двигатели переменного тока Sevo | |
| ПЛАНА ПЛАВА (L X D X H) | 5400 x 2300 x 2100 мм | 4070 x 2300 x 2100 мм | 4180 x 2500 x 2300 мм | 4280 x 2500 x 2400 мм 900 мм | 4280 x 2500 x 2400 мм 900 мм | 4280 x0036 | 4280 х 2500 х 2400 мм | 4280 х 2500 х 2400 мм |
| Вес машины | 8 600 кг | 8000 (добавление 1100 кг на дополнительный метр) | 9,600 (добавить 1400 кг на дополнительный метр) | (добавить 1400 кг на получение дополнительного метра) | 100035 (добавить 1400 кг на получение. |