Токарный станок иж 1и611п технические характеристики: 1И611П Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Содержание
Токарный станок 1И611П: технические характеристики
Краткие сведения о производителе
Команда конструкторов Одесского станкостроительного завода разработала новый токарно-винторезный станок. От аналогов он отличался высокой точностью обработки. В 1968 году модель 1П611 была запущена в производство.
Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
После 1995 года станкостроительные заводы в Одессе были приватизированы, производство сократилось. В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
Саратовский завод продолжает выпускать токарные станки и другое металлообрабатывающее оборудование высокой точности под маркой Samat. Простые модели с ручным управлением ушли в прошлое. Теперь на СВСЗ – Средневолжском заводе, производят станки с ЧПУ, автоматизированные линии.
Назначение и область применения
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.
Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.
На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.
Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.
Для вывода инструмента в чертеже предусматривают канавку.
Важно!
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.
Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
Читайте также: Портал технической документации, купить и скачать паспорт руководство на станок, паспорт на пресс, отсканированные в качестве, проверенные, в наличии
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.
- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Важно!
Тонкие детали обрабатываются на ручном ходу. На механической подаче большая вероятность не успеть остановить суппорт и инструмент врежется в кулачки.
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.

Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Кинематическая схема
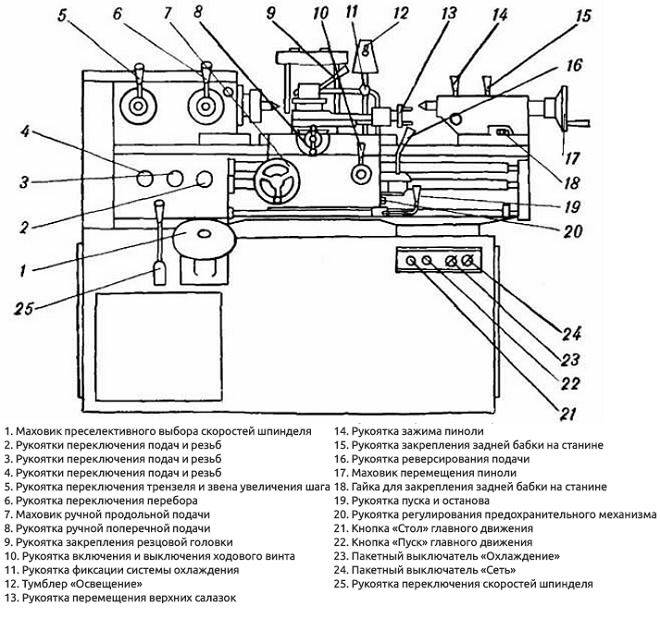
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.

По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.
Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.

Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.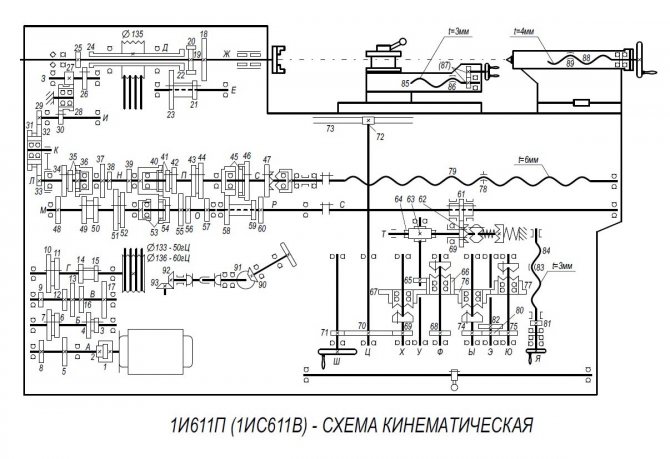
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Технические характеристики
Модель 1П611 – прецизионный токарно-винторезный станок. Он предназначен для обработки резанием металлических заготовок и изготовления деталей сложной конфигурации с высокой точностью.
Основные параметры
Максимальные размеры обрабатываемых на станке деталей:
- длина заготовки 500 мм;
- длина рабочего хода резца 450 мм;
- диаметр над станиной 250 мм;
- диаметр над суппортом 145 мм.
Класс точности обработки резанием П.
Шпиндель. Детали при обработке фиксируются в патроне и цанге. Размеры шпинделя:
Детали при обработке фиксируются в патроне и цанге. Размеры шпинделя:
- внутренний конус Морзе 4;
- число ступеней вращения 14;
- частота вращений 33,5–3000 об/мин;
- диаметр отверстия 26,5 мм;
- диаметр обрабатываемого прутка 25 мм.
При обработке прокатной заготовки в цанге, ее максимальный диаметр меньше – 16 мм.
Суппорт. Суппорт не имеет быстрых продольных и поперечных передач. Питчевые резьбы на станке не нарезаются. Характеристики узла:
- максимальное продольное перемещение 580 мм;
- диаметр ходового вала 20 мм;
- ходовой винт диаметр и шаг – 30×6 мм;
- число ступеней подач – 24.
Метрические резьбы нарезаются с шагом 0,25 – 3,5 мм.
Верхние салазки. Салазки перемещаются максимально на 150 мм. Угол поворота до 45⁰. Резец устанавливается с державкой до 16 мм.
Задняя бабка. Конус пиноли задней бабки Морзе 3 с диаметром 40 мм. Она перемещается максимально на 70 мм. Наибольшее горизонтальное смещение верхней части корпуса относительно оси вращения шпинделя 10 мм с каждую сторону.
Она перемещается максимально на 70 мм. Наибольшее горизонтальное смещение верхней части корпуса относительно оси вращения шпинделя 10 мм с каждую сторону.
Электрооборудование. На станке 1П611 установлены 2 независимых двигателя: приводной и СОЖ.
Габариты и масса. Чистый вес станка 560 кг. Габариты 1510×700×1360 мм.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.

Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Документация
В комплект поставки станка входит паспорт. В нем содержится:
- руководство по эксплуатации;
- комплектация приспособлениями, инструментом;
- схема монтажа;
- электрическая принципиальная схема;
- кинематическая схема;
- чертежи сборочные всех узлов;
- график замены смазки.
В руководстве имеется отдельный раздел по технике безопасности.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 1П611.
Паспорт станка 1П611
Данное руководство по эксплуатации (Паспорт станка 1П611) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Техническая характеристика
Распаковка и транспортировка станка
Фундамент станка, монтаж и установка
Подготовка станка к первоначальному пуску
Паспорт токарного станка
- Основные данные
- Дополнительные данные
- Привод
- Спецификация основных узлов станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Набор зубчатых колес при нарезке резьб прямым включением ходового винта
- Спецификация шарико- и роликоподшипников
- Ведомость комплектации принадлежностей
Описание конструкции станка
- Станина
- Тумба
- Редуктор
- Механизм управления
- Передняя бабка
- Гитара
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Конусная линейка
- Охлаждение
- Ограждение
Описание электрооборудования
- Работа схемы
- Защита
- Спецификация покупного электрооборудования
- Спецификация к принципиальной электросхеме
Спецификация к схеме смазки станка 1П611
- Указания по обслуживанию смазочной системы станка
Первоначальный пуск станка
- Указания по технике безопасности
Наладка станка
- Обслуживание и регулирование станка
- Схема транспортировки станка
- Установочный чертеж
- Общий вид
- Схема органов управления
- Кинематическая схема станка
- Таблица чисел оборотов шпинделя через редуктор и перебор
- Таблица настройки станка для нарезания резьб
- Настройка станка для резьб
- Схема расположения подшипников
- Станина
- Тумба
- Редуктор
- Механизм управления
- Передняя бабка
- Гитара
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Конусная линейка
- Охлаждение
- Ограждение
- Принципиальная электросхема
- Монтажная электросхема
- Схема смазки
- Натяжение ремней
Скачать паспорт токарно-винторезного станка 1П611 в хорошем качестве можно по ссылкам расположенным ниже.
