Токарный станок иж 250 характеристики: Токарный станок СССР ИЖ-250 (Т-1057) (Б/У): купить в Москве, цена
Содержание
Токарный станок ИЖ-250: технические характеристики
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении – 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.

Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.
Нониус, предусмотренный конструкцией, позволяет производить точный отсчет поперечных передвижений до 0,005 мм/об. Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей – 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.

Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Электрооборудование токарно-винторезного станка 250-ИТП
Общие сведения
На станке установлены три трехфазных короткозамкнутых асинхронных двигателя (рис. 8): двигатель главного привода M1 Электронасос охлаждения М3 двигатель станции смазки М2.
Двигатели и аппаратура рассчитаны на следующие величины напряжений:
- силовую цепь трехфазного переменного тока частотой 50 Гц рабочим напряжением 380 В;
- цепь управления — 110 В;
- цепь освещения — 24 В;
- цепь электродинамического торможения — 58 В постоянного тока;
- цепь подключения питания блоков цифровой индикации 220 В*.

За передней бабкой установлен электрошкаф с аппаратурой управления. Ввод питающих проводов осуществляется сверху или снизу через отверстие в угольнике в трубной резьбой G1/2-В.
Применяется провод марки ПВЗ. сечением не менее 1,5 мм².
Над передней бабкой расположены следующие органы управления.
- вводный выключaтель Q1 для подключения станка к питающей сети и отключения;
- кнопка S1 общего останова к аварийного отключения станка;
- кнопка S2 включения станции смазки;
- выключатель Q2 включения и отключения электронасоса охлаждения.
Около выключатели сети установлена сигнальная лампочка 11 линзой белого цвета, показывающая включенное состояние вводного выключателя Q1.
На станке 250 ИТВФ1 над электрошкафом установлены блоки индикации для визуального отсчета в цифровой форме продольного и поперечного перемещения суппорта, а сзади станка установлены датчики линейных перемещений (ДЛП):
- для продольной подачи (координаты Z) на станине;
- для поперечной подачи (координаты X) на суппорте.

Освещение рабочего места производится светильником с гибкой стойкой, установленным с задней стороны суппорта. Па редукторе с левой стороны установлен выключатель S3 для отключения вращения шпинделя и притормаживания двигателя главного привода при переключении частоты вращения. С правой стороны станины установлено два выключателя S4 и S5, действующие от рукоятки управления для включения и отключения вращения шпинделя, а также и его реверсирования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры. При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков. Расположение электроаппаратов и их соединение показано на рис. 9, 10 и табл. 9, 10.
Во время эксплуатации двигателей следует систематически производить их технические осмотры и профилактические ремонты. Периодичность технических осмотров устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
Описание работы электросхемы
Электрическая схема токарно-винторезного станка 250-ИТП
В табл. 11 указан перечень к схеме. Перед началом работы не обходимо убедиться, что вводный выключатель находится во включенном состоянии, о чем должна показывать сигнальная лампочка, а рукоятка управления вращением шпинделя в нейтральном (среднем) положении. Затем включается двигатель станции смазки М2.
Пуск двигателя Ml главного привода осуществляется переводом рукоятки управления в верхнее или нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение двигателя Ml. При переключении рукоятки в нижнее положение нажимается выключатель 55, который включит пускатель КС, двигателю Ml будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле времени К4, которое своим замыкающим контактом включит пускатель торможения К5, а другой размыкающийся контакт с выдержкой времени отключит этот пускатель. Величина выдержки настроенная на время 5 с обеспечивает торможение двигателя M1 до полного его останова.
Величина выдержки настроенная на время 5 с обеспечивает торможение двигателя M1 до полного его останова.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямителя V в обмотку статора двигателя. Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при опускании рукоятки цепь вращения двигателя Ml восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателей происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное положение.
Включение и отключение электронасоса охлаждения М3 производится выключателем Q2 при работающем двигателе смазки М2. Включение и отключение местного освещения производится выключателем S6, установленным на светильнике. Включение и отключение цифровой индикации производится выключателями, установленными непосредственно на блоках БИН-1И.
Включение и отключение цифровой индикации производится выключателями, установленными непосредственно на блоках БИН-1И.
Защита от токов коротких замыканий обеспечивается плавкими предохранителями F3 .. . F5 и выключателем Q1. Защита двигателей от длительных перегрузок осуществляется тепловыми реле F1 и F2. Нулевая защита электрической схемы обеспечивается пускателем К1.
Указания по монтажу и эксплуатации
При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Болты заземления и ввод электропитания находятся с левой стороны станка в нижней части электрошкафа.
Для обеспечения нормальной работы двигателя главного привода необходимо учесть, что частота включений не должна превышать четырех г. минуту, но не более ста в час, частота реверсирования — двух в минуту, но не более пятидесяти в час.
При работе станка с частыми пусками или реверсами необходимо регулятор тока уставки теплового реле F1 поставить в плюс до максимума или зашунтировать нагревательные элементы.
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей;
- ИЖ 250 ИТВМФ1 имел современную индикацию;
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.
Общий вид токарно-винторезного станка 250-ИТП
Фото токарно-винторезного станка 250-ИТП
Фото токарно-винторезного станка 250-ИТП
Фото токарно-винторезного станка 250-ИТП
Фото токарно-винторезного станка 250-ИТП
Фото токарно-винторезного станка 250-ИТП
Фото токарно-винторезного станка 250-ИТП
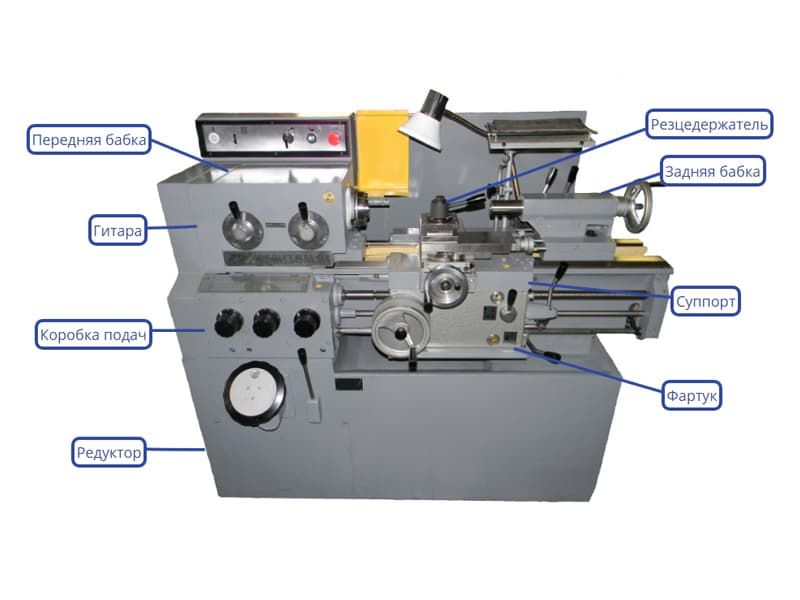
Расположение основных узлов токарного станка 250-ИТП (иж 250-ИТП)
- Станина — 250ИТП.
 10.000-01
10.000-01 - Редуктор — 250ИТП.17.000
- Коробка подач — 250ИТП.30.000-01
- Гитара — 250ИТП.25.000
- Бабка передняя — 250ИТП.20.000-01
- Электрооборудование — 250ИТП.90.000
- Электрошкаф — 250ИТП.91.000
- Разводка СЦИ —
- Резцедержатель 4-х позиционный — 250ИТП.61.000
- Суппорт — 250ИТП.60.000-01
- Бабка задняя — 250ИТП.40.000
- Фартук — 250ИТП.50.000
Токарный станок ИЖ-250: технические характеристики, модификации
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
) обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.
Обеспечивается класс точности обработки В по ГОСТ 8–82.
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.
Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.
В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.

Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.
На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.

Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.
Важно!
Одновременное включение подачи суппорта и ходового винта исключает блокировка.
Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.
Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.
Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.
- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П
.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)
).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16.
 .2000 об/мин
.2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности.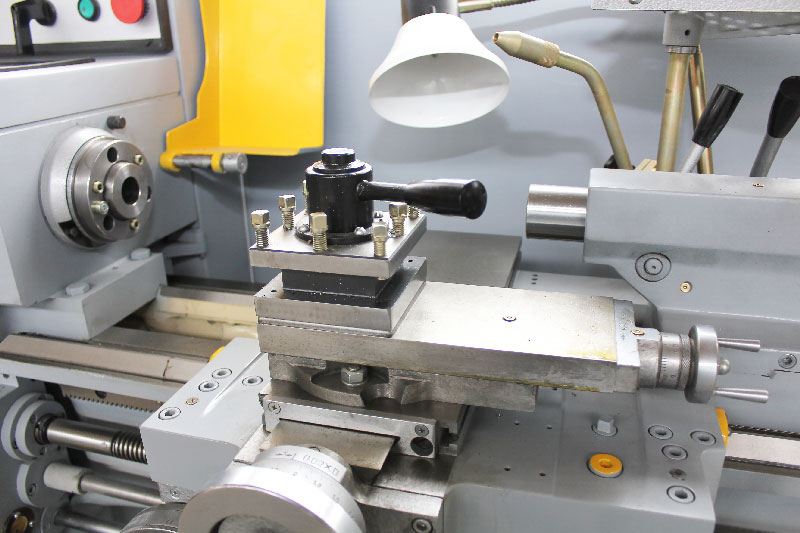 Базовая модель практически не претерпела изменений.
Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру).
