Токарный станок с чпу 16к20ф3 технические характеристики: 16К20Ф3 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Содержание
Токарный станок с ЧПУ CKE6150/1500 с ЧПУ Siemens 808D — цена, отзывы, характеристики с фото, инструкция, видео
Станок модели CKE6150 является полнофункциональным токарным станком нормальной точности с числовым программным управлением, разработанным и спроектированным с использованием передовых зарубежных технологий компанией Shandong Weida Heavy Industries Co.,Ltd. Является аналогом токарного станка с ЧПУ 16К20Ф3.
Особенности CKE6150
- Cтанина состоящая из 2-х цельнолитых частей (верхней и нижней) , обеспечивает максимальную жёсткость. Многие производители аналогичных станков применяю 3-х компонентную станину (станина и 2 тумбы), которая отличается меньшей жёсткостью.
- Расстояние между направляющими 400 мм, в отличии от большинства аналогов.
- Серводвигатель главного привода 7,5/11 кВт, в отличии от большинства аналогов, оснащённых асинхронными двигателями.
- Прямой привод ШВП от двигателя через муфту (отсутствие ременной передачи).


| Характеристика | Значение |
|---|---|
| Макс. диаметр обработки над станиной | 500 мм |
| Макс. диаметр обработки над суппортом | 290 мм |
| Максимальная длина обработки в 3-х кулачковом патроне | 850 (730*) |
| Расстояние между центрами 3-х кулачковый /цанговый патрон | 1500 |
| Ширина станины | 400 мм |
| Тип шпинделя | А2-8 |
| Частота вращения шпинделя (Бесступенчатое регулирование) | 150-2000 мин-1 |
| Тип 3-х кулачкового патрона | К11/250 |
| Максимальная скорость перемещения по поперечной оси Х | 6 м/мин |
| Максимальная скорость перемещения по продольной оси Z | 8 м/мин |
| Точность позиционирования по оси Х | 0,01 мм |
| Точность позиционирования по оси Z | 0,01 мм |
| Точность повторного позиционирования по оси Х | 0,008 мм |
| Точность повторного позиционирования по оси Z | 0,008 мм |
| Количество инструментов | 4 (6 или 8 опция) шт. |
| Сечение инструмента в резцедержателе | 25х25 мм |
| Диаметр осевого инструмента в резцедержателе | 25 мм |
| Диаметр пиноли задней бабки | 75 мм |
| Конус задней бабки | 5 MT No. |
| Ход пиноли задней бабки | 150 мм |
| Тип главного двигателя | серводвигатель |
| Мощность главного двигателя | 7,5/11 кВт |
| Крутящий момент двигателя подачи по оси Х | 7,5 Нм |
| Крутящий момент двигателя подачи по оси Z | 10 Нм |
| Тип двигателя насоса охлаждения | AYB-25 |
| Мощность двигателя насоса охлаждения | 90 Вт |
| Производительность насоса охлаждения | 25 л/мин |
| Вес CKE6150/1500 станка | 2750 кг |
Габариты (LxWxH) РМЦ 1. 5м. 5м. | 3000x1700x1800 мм |
*- Длина обработки уменьшается в случае установки шести или восьми позиционного резцедержателя.
Стандартная комплектация CKE6150x1500
- ЧПУ Siemens 808D
- задняя бабка
- 4-х позиционный резцедержатель
- освещение рабочей зоны
- задний вращающийся центр
- сервопривод главного движения 11/15 кВт
- бесступенчатое регулирование частоты вращения
Доп. комплектация
- Система ЧПУ Fanuc oi TF — $6 495
- 6-ти позиционный резцедержатель — $700
- 8-ми позиционный резцедержатель — $1 948
- Подвижный люнет (на сухарях и с роликовыми опорами) — $260
- Неподвижный люнет (на сухарях и с роликовыми опорами) — $260
- Сервопривод главного движения 11/15 кВт. — $1 170
- 4-кулачковый механический патрон Ø 250 мм — $260
- Гидравлический патрон Ø250 мм. с отверстием и гидростанция — $3 117
- Гидравлический патрон Ø250 мм.
 глухой и гидростанция — $3 143
глухой и гидростанция — $3 143 - Комплект для измерения инструмента Renishaw HPPA — $5 196
- Гидравлическая задняя бабка (без гидростанции) — $520
- Гидравлический податчик прутка Ø42 — $3 117
- Автоподатчик прутка с сервоприводом Advantage 65L (Тайвань) — $8 573
- Система автоматического открывания дверей. — $390
- Робот манипулятор — По согласованию
- Дополнительный комплект сырых кулачков для мех. патрона — $260
- Дополнительный комплект закалённых кулачков для мех. патрона — $312
- Дополнительный комплект сырых кулачков для гидро. патрона — $546
- Дополнительный комплект закалённых кулачков для гидро. патрона — $779
- Осевой инструментальный блок круглого сечения — $104
- Осевой инструментальный блок прямоугольного сечения — $104
Комплектация за дополнительную плату
Bar Puller Hardy CNC-52-C25 TW (вытягиватель прутка CNC)
42 132p
Автоподатчик прутка Fedek DH65L (барфидер)
696 097p
8-ми позиционная револьверная головка (для станков СКЕ вместо 6ти)
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.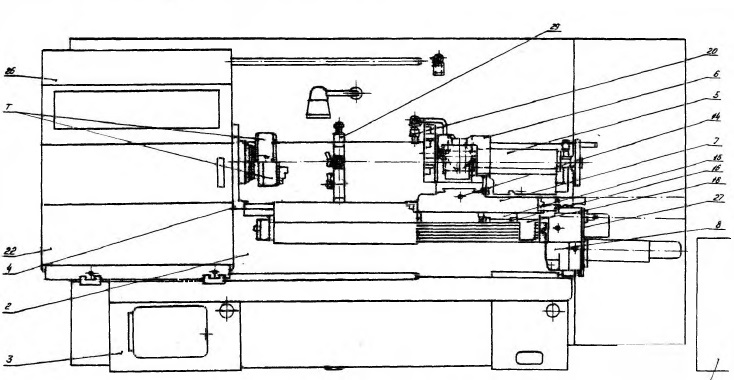
Разметить комментарий или вопрос
Отзывы о CKE6150/1500:
Достоинства:
Красивый, точный, качественный
Комментарий:
Год отработал по фторопласту и цветмету, проблем не возникло никаких. Сталь редко точили, с жесткостью проблем не возникло. Направляющие, опять же, каленые. Даже не знаю, почему этот агрегат один из самых дешевых в своем классе при всем качестве и наворотах. Да и внешний вид получше, чем у многих.
Покупал(а) для:
Учебного процесса
Ответить
Достоинства:
Быстрый,удобный,простой
Недостатки:
Не работает круговая интерполяция (радиусы)
Комментарий:
Имеется 2 станка, один с 6и-позиционным револьвером,другой с 8и. Качество сборки 8поз. немного похуже, да и револьвер этот подтупливает. Быстрый,в меру точный, удобный. Обрабатываем сталь, пишу программы в ИСО режиме. Главный недостаток производителя — не воспринимает круговую интерполяцию никак, только внутренний цикл Сименс. И цикл G72 некорректно отображает
И цикл G72 некорректно отображает
Покупал(а) для:
Производства запчастей
Ответить
Оставить отзыв
Токарный станок с ЧПУ 16А20Ф3: технические характеристики, паспорт
Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию. С 1922 года завод полностью переходит на выпуск металлорежущих станков. В 1971 году были выпущены первые станки серии 16К20. После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
Важно!
Московский станкостроительный завод с 2016 года располагается в Новых Черемушках. Выпуск токарных станков с ЧПУ возобновился.
Руководство оператора токарно-винторезного станка 16А20Ф3 с ЧПУ 2Р22
Данное руководство содержит сведения для оператора по обслуживанию станка 16А20Ф3 С32 с системой ЧПУ тира 2Р22 или 2Р22.01. Содержание руководства оператора:
- Назначение программы
- Условия выполнения программы
- Выполнение программы
- Порядок работы
- Общие положения
- Привязка устройства к параметрам станка
- Привязка системы отсчёта к станку
- Привязка инструмента к системе отсчёта
- Привязка системы отсчёта к детали
- Полуавтоматический ввод исходного положения и выход инструмента в это положения
- Режим «Ввод»
- Вывод программы
- Режим «Ручное управление»
- Режим «Автомат»
- Режим «Тест»
- Система кодирования и порядок построения кадра
- Программирование фасок, дуг и галтелей
- Программирование постоянных циклов
- Составление программ при вводе с перфоленты
- Сообщения оператору
- Обменные сигналы устройства
- Алгоритмы работы электроавтоматики управляемого станка
Скачать бесплатно «Руководство оператора токарно-винторезного станка 16А20Ф3 с ЧПУ 2Р22» (85 листов) в хорошем качестве можно по ссылке расположенной ниже.
Скачать бесплатно «Инструкция по программированию токарно-винторезного станка 16А20Ф3 с ЧПУ 2Р22» (3 листа) в хорошем качестве можно по ссылке расположенной ниже.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.
Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Схема электрическая принципиальная токарно-винторезного станка 16А20Ф3 с ЧПУ 2Р22
Ниже приводится эскизы двух страниц схемы электрической принципиальной токарно-винторезного станка 16А20Ф3 с устройством ЧПУ 2Р22, главным приводом КЕМРОС и электроприводом подач КЕМТОР.
Скачать бесплатно схему электрическую принципиальную токарно винторезного станка 16А20Ф3 (21 лист) в хорошем качестве можно по ссылке расположенной ниже. В данном станке используется электропривод главного движения КЕМРОС и электропривод подач КЕМТОР, поэтому здесь же даны ссылки на документацию по этим электроприводам.
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.
Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.
Слева над станиной в корпусе размещается коробка скоростей, шпиндельная бабка. Патрон установлен механизированный, имеющий свой электрический привод. Задняя бабка располагается на направляющих станины. Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
Она включается в сторону движения узла. Внизу на станине педали управления:
- зажима и разжима патрона;
- подвода и отвода пиноли.
Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
Важно!
Управление всеми узлами дублируется на выносном блоке.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Паспорт токарно-винторезного станка 16А20Ф3
Данное руководство по эксплуатации «Паспорт станка 16А20Ф3» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16А20Ф3.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16А20Ф3.
Содержание :
- ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- КОМПЛЕКТНОСТЬ
- УКАЗАНИЯ МЕР БЕЗОПАСТНОСТИ
- СОСТАВ ОБОРУДОВАНИЯ
- ПОРЯДОК УСТАНОВКИ
- УСТРОЙСТВО И РАБОТА ОБОРУДОВАНИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
- ГИДРО- И ПНЕВМОСМАЗОЧНАЯ СИСТЕМА
- ПОРЯДОК РАБОТЫ
- УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
- ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Скачать паспорт токарно-винторезного станка 16А20Ф3 (54 листа) в отличном качестве можно по ссылке расположенной ниже. Так как данный станок построен на устройстве ЧПУ 2Р22, то в дополнению к этому паспорту необходима различная документация по УЧПУ 2Р22.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
- диаметр заготовки над станиной 400 мм;
- над суппортом 220 мм;
- максимальная длина заготовки 1000 мм;
- диаметр отверстия шпинделя 53 мм;
- наибольшая длина заготовки при обработке револьверной головкой 870 мм;
- мощность двигателя главного привода 11 кВт;
- количество скоростей шпинделя 22;
- высота резца 25 мм;
- число координат 2;
- система ЧПУ – 2Р22;
- суммарная мощность станка 22 кВт.
Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
Модернизация станка 16К20Ф3 с использованием системы ЧПУ Delta Electronics NC200
Практически на каждом промышленном предприятии применяются токарно-винторезные станки. Одним из таких станков является 16К20 в различных модификациях, в том числе и в комплекте с системой ЧПУ.
Этот станок предназначен для обработки простых и сложных цилиндрических и конических поверхностей — как внутренних, так и наружных, нарезания резьбы. Для обработки торцов заготовок можно применять всевозможные резцы, сверла, развертки, зенкеры. Нарезать резьбу на 16К20 можно с помощью резцов, плашки, метчика.
Станок 16К20 способен обрабатывать детали в широком диапазоне габаритных размеров
- максимальный диаметр обработки над станиной — 400 мм
- максимальный диаметр обработки над суппортом — 220 мм
- длина обрабатываемой заготовки — 750…1500 мм.
Всех вышеперечисленных целей можно достичь путем внедрения комплексного решения от компании на основе оборудования Delta Electronics (Тайвань) — системы ЧПУ Delta NC200P-LI-AE в комплекте с современными сервоприводами серии Delta ASD-A2.
Состав системы управления Delta Electronics для модернизации токарного станка 16А(К)20Ф3:
NC200P-LI-AE.
Система ЧПУ для токарных станков с интегрированной станочной панелью, встроенными специализированными кнопками для токарной группы станков, кнопкой аварийного останова и «штурвалом».
NC-EIO-R3216.
Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом RS-422, 32 вх/16 вых (релейных)
ASD-A2.
Сервоприводы подачи (оси Х, Z)
ASD-A2-3043-F
: Блок управления 3.0 кВт, 3×400 В, второй вход обратной связи, управление по шине DMCNET. Серводвигатель
ECMA-L11830RS AC
: 3.0 кВт, 400 В, 1500 об/мин, без тормоза, с сальником, ном. крутящий момент 19.10 Нм, разрешение энкодера 1,28 млн имп./оборот.
Eh4-25LG8845.
Инкрементальный энкодер с полым валом (2500 имп./об)
Главный привод VFD25AMS43AFSAA
. Преобразователь частоты MS300, 3×400 В, 11 кВт, 25/28А, ЭМС С2, IP20
RXLG1. 5KW43RJ.
5KW43RJ.
Тормозной резистор 1,5 кВт, 43 Ом
DRP024V120W3BN.
Источник питания: Uвх ном = 3х380 В AC, Uвых = 24 В DC, 120 Вт.
Комплект кабелей и разъемов для монтажа системы ЧПУ и сервоприводов.
Производительность и точность
Важные критерии эффективности модернизации станка – повышение скоростных характеристик и точности. Для обеспечения высокоскоростной передачи данных от системы ЧПУ Delta NC200P-LI-AE к сервоприводам осей X и Z используется шина DMCNET (Delta Motion Control Network). Скорость передачи данных по шине составляет 10 Мбит/с, что обеспечивает высокое быстродействие и точность управления осями. Кроме того, DMCNET — помехозащищенная шина. Её применение обеспечивает бесперебойное управление сервоприводами на расстоянии до 30 м.
Высокая точность позиционирования при применении комплектного сервопривода серии ASD-A2 обеспечивается благодаря высокочувствительному энкодеру обратной связи (количество импульсов – 1`280`000/об. ). Для устранения погрешности позиционирования, вызванной наличием механических люфтов и деформаций, применяются оптические линейки или энкодеры, подключение которых позволяет создать второй замкнутый контур обратной связи по положению.
). Для устранения погрешности позиционирования, вызванной наличием механических люфтов и деформаций, применяются оптические линейки или энкодеры, подключение которых позволяет создать второй замкнутый контур обратной связи по положению.
Кроме того, при отсутствии оптических линеек возможно применение функций компенсации механических люфтов системы ЧПУ Delta NC200P-LI-A по 128 точкам в прямом и обратном направлении и компенсации трения.
Применение серводвигателей Delta ECMA-LA с абсолютными энкодерами позволяет обходиться без операции вывода осей в «домашнюю» позицию, что в свою очередь повышает производительность станка и устраняет возможную ошибку, возникающую при неточном срабатывании датчика «домашней» позиции.
Удобство настройки и управления с экранным интерфейсом
Для определения коэффициента инерции механической системы (JL/Jm) применяется экран диагностики (тюнинга) системы ЧПУ Delta NC200P-LI-AE. Система автоматически рассчитывает коэффициент инерции и определяет параметры осевых сервоприводов, соответствующие заданным значениям жёсткости и полосы пропускания. Благодаря этому процесс настройки системы приводов станка становится простым и быстрым.
Благодаря этому процесс настройки системы приводов станка становится простым и быстрым.
Через экранный интерфейс ЧПУ Delta NC200P-LI-AE легко осуществить настройку различных параметров и коэффициентов, необходимых для точной работы станка.
Встроенная в ЧПУ функция Look-ahead («Взгляд вперед») обеспечивает предпросмотр 500 кадров программы в G-кодах. Это обеспечивает плавный переход от одного G-кода к другому. При этом движение по осям также сглаживается, что позволяет избавиться от скачков скорости при переходе от выполнения одного кадра к другому. Благодаря этому повышаются точность обработки и производительность станка.
Расширение функциональности 16К20Ф3
Кроме улучшения характеристик станка, применение ЧПУ Delta NC200P-LI-AE существенно расширяет его функциональные возможности.
Система ЧПУ обеспечивает:
- управление двумя шпинделями, в т.ч. в режиме токарно-фрезерной обработки
- интерполяционное движение по 4 осям при отработке одного G-кода
- одновременное управление 6 осями.

Кроме того, в состав системы ЧПУ внедрена так называемая «Оперативная система управления». По своей сути это предварительно запрограммированные 18 экранов с готовыми циклами точения, которые облегчают и ускоряют обработку деталей. Эти встроенные циклы обработки позволяют оператору изготовить даже очень сложную деталь без изучения G-кодов. Процесс создания технологической программы заключается в последовательном выборе «Рабочих циклов» (готовых экранов) с занесением в них размеров с чертежа детали.
Для ускорения переналадки станка на изготовление новой детали система ЧПУ Delta NC200P-LI-AE имеет встроенный постпроцессор, который легко преобразовывает чертеж детали (файл c расширением .dxf) в программу в G-кодах. Соответствующая программа автоматически преобразует чертеж в двухосевую траекторию движения. Оператору потребуется только внести технологические параметры, такие как номера инструментов и их корректоры, скорости подачи и вращения шпинделя, а также задать команды подачи СОЖ.
ЧПУ Delta NC200P-LI-AE поддерживает все стандартные наборы G-кодов (А, В, С), что обеспечивает совместимость технологических программ, написанных технологами вручную или с помощью CAD/CAM-систем. Более того, при настройке NC200P-LI-AE возможен выбор синтаксиса G-кодов. Также система ЧПУ имеет удобные инструменты для написания собственных технологических циклов.
В процессе обработки детали могут возникать ситуации, требующие приостановки автоматического выполнения программы. Для этого в NC200P-LI-AE предусмотрена функция «MPG SIM», активация которой производится с помощью кнопки, вынесенной на станочную панель.
При нажатии этой кнопки система останавливает автоматическое выполнение технологического цикла и предоставляет оператору возможность дальнейшего управления движением по траектории обработки в ручном режиме — как в прямом, так и в обратном направлении. При повторном нажатии кнопки «MPG SIM» система переходит обратно в автоматический режим выполнения технологической программы с текущей позиции. Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
Эта функция существенно расширяет возможности оператора. Например, при ручном написании технологической программы для ее отладки оператор может обработать тестовую деталь в ручном режиме (при нажатой кнопке «MPG SIM»).
Вместе с системой ЧПУ Delta NC200P-LI-AE поставляется бесплатное программное обеспечение CNCSoft. В его составе есть файловый менеджер, редактор параметров ЧПУ, а также редактор программ управления электроавтоматикой MLCEditor и редактор экранов ScreenEditor.
В систему ЧПУ Delta NC200P-LI-AE встроен также программируемый логический контроллер (ПЛК), который можно использовать для управления электроавтоматикой станка. Для программирования ПЛК используется редактор MLCEditor. Встроенная базовая программа предоставляет возможность управления движением по всем осям. Реализована возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
Для создания собственных программ управления используется наглядный и простой в освоении язык Ladder (LD – релейно-контактные схемы). Объем программы ПЛК — до 10 тыс. шагов. Предусмотрена возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
Объем программы ПЛК — до 10 тыс. шагов. Предусмотрена возможность онлайн-мониторинга и редактирования ПЛК непосредственно со стойки ЧПУ.
С помощью ScreenEditor производители оборудования или модернизаторы станков могут создавать до 1000 собственных экранов. Пользовательские экраны позволяют оператору оперативно и удобно отслеживать состояние различных узлов и агрегатов станка, а также контролировать выполнение технологического цикла и вмешиваться в него.
На пользовательские экраны можно выводить любые параметры, которые не отображаются на предустановленных экранах ЧПУ — например, параметры шпинделя, если он управляется аналоговым сигналом, а не по сети DMCNET. Панель имеет доступ ко всем программным объектам и объектам управляющей программы.
Два встроенных порта (RS-485 и Ethernet) применяются для связи с внешними устройствами по протоколу Modbus RTU и Modbus TCP соответственно.
Простота внедрения и доступность
Монтаж системы ЧПУ Delta NC200P-LI-AE осуществляется по принципу Plug&Play — достаточно подключить сетевые патч-корды и готовые кабели сервоприводов, после чего система обеспечивает управление движением сервоосей и основных агрегатов станка.
NC200P-LI-AE имеет возможность использования аналогового управления (±10 В), что позволяет снизить стоимость системы за счёт применения бюджетных приводов. Модуль расширения с дополнительными дискретными входами/выходами монтируется на DIN-рейку в шкафу электроавтоматики и связывается со стойкой ЧПУ по интерфейсу RS-422. Благодаря этому количество монтажных проводов, заводимых на стойку ЧПУ, минимально, что упрощает монтаж системы и повышает ее надежность.
Компания предоставляет своим заказчикам пакет электрических принципиальных схем и программ электроавтоматики.
Спецификация системы с ЧПУ Delta NC200P-LI-AE:
| № | Наименование | Количество |
| 1 | NC200P-LI-AE Устройство ЧПУ для токарных станков, встроенный штурвал | 1 |
| 2 | NC-EIO-R3216 Модуль расширения вх/вых с высокоскоростным последовательным интерфейсом, 32 вх/16 вых | 1 |
| 3 | NC-CAB-EIO050 Кабель подключения модуля расширения вх\вых с высокоскоростным последовательным интерфейсом, 5 м | 1 |
| 4 | ASD-A2-3043-F Блок управления 3. 0 кВт 3×400 В, второй вход обратной связи, DMCNET 0 кВт 3×400 В, второй вход обратной связи, DMCNET | 2 |
| 5 | ECMA-L11830RS AC SERVO MOTOR 3.0 кВт, 400 В, 1500 об/мин, двигатель без тормоза, с сальником | 2 |
| 6 | ASD-CAPW2205 кабель 5 м (мотор UVW) 3~5,5 кВт для высоко-инерционных двигателей | 2 |
| 7 | ASD-CAEN1005 кабель 5 м (ENCODER) 0,75-7,5 кВт | 2 |
| 8 | UC-CMC050-01A Кабель связи по шине CANopen/DMCNET, 5 м | 1 |
| 9 | UC-CMC005-01A Кабель связи по CANopen/DMCNET, 0,5 м | 1 |
| 10 | DRP024V120W3BN блок питания | 1 |
| 11 | VFD25AMS43AFSAA Преобразователь частоты MS300, 3×400 В, 11 кВт, 25/28 А, ЭМС С2, IP20 | 1 |
| 12 | RXLG1.5KW43RJ Тормозной резистор 1,5 кВт 43 Ом | 1 |
| 13 | Eh4-25LG8845 Инкрементальный энкодер с полым валом (2500 имп./об) | 1 |
10 апреля 2022 г.
Токарные станки | Токарные станки с ЧПУ | Станки с ЧПУ Haas
Токарные станки
От инструментального цеха до нефтепромысла
КОНСТРУКЦИЯ И ЦЕНА ›
СРАВНИТЕЛЬНАЯ ТАБЛИЦА РАБОТЫ ТОКАРНОГО СТАНКА HAAS
РАЗМЕР ПАТРОНА | ВМЕСТИМОСТЬ БАР | РАБОЧИЙ КОНВЕРТ | ВАРИАНТЫ АВТОМАТИЗАЦИИ
- Дюйм
- Метрическая система
Все функции и производительность
Все, что вы ожидаете от Haas
Токарные центры Haas предлагают широкий спектр возможностей, включая токарные станки, версии с большим отверстием, модели с двумя шпинделями, приводные инструменты с осью C и возможность оси Y.
ST-СЕРИЯ | ДВОЙНОЙ ШПИНДЕЛЬ | ИНСТРУМЕНТАЛЬНАЯ | CHUCKER
«Расширение возможностей всегда является проблемой здесь, в KutRite. Все дело в ценности. Мы активно использовали аутсорсинг — 30 процентов — по высокой цене; но как только мы начали покупать собственные станки Haas, мы смогли вернуть эту работу на наше предприятие».
РАЛЬФ О. НЕРИ | ПРЕЗИДЕНТ | КУТРИТ ПРОИЗВОДСТВО
Серия ST
- 6,5–18 дюймов
Размер патрона - 1,75″-12,5″
Вместимость бара - 1к-6к
об/мин - 15-55
HP
Высокопроизводительная токарная обработка для любой мастерской
ТОЛЬКО
юаней
Двойной шпиндель
- 10 дюймов
Размер патрона - 3 дюйма
Вместимость бара - 4.5к
об/мин - 30
HP
Решение «Done-In-One» для многоцелевых компонентов
ТОЛЬКО
юаней
Токарные станки Toolroom
- 8–10 дюймов
Размер патрона - 2,3–3,5 дюйма
Отверстие шпинделя - 1,8к-3к
об/мин - 10
HP
Упрощение перехода от ручного управления к ЧПУ
ТОЛЬКО
юаней
Токарно-винторезный станок
- 5C
Размер патрона - 1″
Вместимость бара - 6к
об/мин - 5
HP
Высокопроизводительное решение для прецизионных деталей
ТОЛЬКО
юаней
Устройство подачи прутка Haas V2
Автоматизируйте производство деталей на токарном станке
Автоматический загрузчик деталей для токарных станков
Автоматизируйте производство деталей для токарных станков
Шпиндели
Специально разработаны для станков Haas
Разработанные и изготовленные в Калифорнии компанией Haas, эти шпиндели специально спроектированы для повышения мощности, точности и долговечности.
УЧИТЬ БОЛЬШЕ
Стружка и охлаждающая жидкость
Решения для всех типов стружки
Оснастите свой токарный станок Haas мощными инструментами для удаления стружки, подачи СОЖ и удаления стружки.
УЧИТЬ БОЛЬШЕ
Предварительная настройка инструмента
Сократите время наладки в два раза
Сократите время наладки, работайте более эффективно и обновляйте смещения в процессе работы с помощью автоматического наладчика инструмента.
УЧИТЬ БОЛЬШЕ
Система управления Haas
Быстрее, умнее и мощнее
Самая удобная система управления станкостроения стала лучше, чем когда-либо, и готова помочь вам создать практически все.
УЧИТЬ БОЛЬШЕ
Револьверные головки и приводной инструмент
Универсальность и производительность
Добавьте возможности многозадачности, чтобы сократить количество настроек и повысить точность деталей с помощью высокоскоростных приводных инструментов и движения по оси C.
УЧИТЬ БОЛЬШЕ
Двухшпиндельная токарная обработка
Больше деталей, меньше установов
Многозадачность является ключом к сокращению количества установов и повышению точности обработки деталей. Наши двухшпиндельные токарные станки с осью Y обеспечивают возможность обработки «сделано за один раз».
УЧИТЬ БОЛЬШЕ
Печенье
Чтобы этот сайт работал правильно, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (такие как логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
8L Токарный станок с ЧПУ
Перейти к содержанию
Переключить навигацию
Меню
Счет
- Пакеты
- Почему Тормах
- Видео
- Технические характеристики
- Поиск и устранение неисправностей
ВАРИАНТЫ УПАКОВКИ 8 Л
Входной пакет
Только факты, мэм! Начальный пакет 8L включает токарный станок в полностью собранном корпусе, комплект владельца,
и контроллер ЧПУ PathPilot.
Вы приобрели собственные инструменты, монитор, клавиатуру и мышь и готовы приступить к резке!
Пакет «Делюкс»
Пакет 8L Deluxe основан на пакете Entry с добавлением прочной стойки со встроенным баком для охлаждающей жидкости, отдельным ящиком для стружки для легкого удаления стружки, ящиками для хранения и дополнительными боковыми полками, а также кронштейном контроллера, ЖК-монитором, водонепроницаемым. мышь и клавиатура, профессиональный набор инструментов для токарных станков класса люкс и набор держателей инструментов OXA.
мышь и клавиатура, профессиональный набор инструментов для токарных станков класса люкс и набор держателей инструментов OXA.
Премиум-пакет
Возьмите пакет 8L Deluxe и перейдите на новый уровень с новой консолью оператора PathPilot 8L и комплектом охлаждающей жидкости для стойки станка 8L. У вас есть все необходимое для торцовки, токарной обработки, расточки и проточки. Кроме того, вы можете отрезать его и сделать все заново. Готовы начать резку?
Скачать сравнение пакетов для печати
Не уверены, какая машина вам подходит?
Запланировать предпродажную консультацию
РАЗРАБОТАН С УЧЕТОМ ПРОТОТИПИРОВАНИЯ И СПЕЦИАЛЬНОГО ПРОИЗВОДСТВА
Приближаются сроки и ограничены бюджеты? 8L — это решение «под ключ», которое обеспечивает токарное производство собственными силами, поэтому оно позволяет более эффективно продвигать проекты, не жертвуя качеством при изготовлении деталей на ферме.
Обзор токарного станка 8 л
РАЗРАБОТАН И ПОДДЕРЖИВАЕТСЯ В США.
ИДЕАЛЬНО ПОДХОДИТ ДЛЯ НЕБОЛЬШОГО МАГАЗИНА
ВАШ НОВЫЙ ЛУЧШИЙ ДРУГ
Хотели бы вы включить токарную обработку в установку вашего цеха? Будь то в вашем гараже, лаборатории или классе, 8L представляет собой недорогой и доступный токарный станок, который позволяет любому пользователю быстро обрабатывать детали без углубленного обучения работе с ЧПУ.
Предприниматели могут создавать собственные прототипы, не передавая блестящую идею другому цеху. Инженеры-исследователи могут быстрее разрабатывать концепции и проекты, сохраняя контроль над всеми этапами итераций прототипа.
Благодаря интуитивной и простой для понимания природе PathPilot новички, которые совершенно не знакомы с токарной обработкой, теперь могут научиться использовать станок, постепенно переходя к режимам работы с ЧПУ. Кривая обучения короче, а обучение более управляемо.
ЕСЛИ ВЫ МОЖЕТЕ ОБ ЭТОМ МЕЧТАТЬ…
Может ли он резать сложные материалы, такие как титан? Ага. Более мягкие материалы, такие как алюминий, дерево или пластик? Еще бы! Токарный станок с ЧПУ Tormach 8L создан для превращения всех типов материалов в детали вашей мечты.
Мало того, что он может выполнять свою работу (и следующую, и следующую), 8L — это доступная маленькая рабочая лошадка, идеально подходящая для ограниченного пространства. Он работает от однофазной бытовой электросети и поставляется в полностью собранном корпусе как часть базовой модели.
Хотите узнать больше о токарном станке с ЧПУ 8L?
Ознакомьтесь с этими замечательными статьями в блогах, чтобы узнать больше…
- Представляем токарный станок Tormach 8L
Технические характеристики
Шпиндель | |||
|---|---|---|---|
| Мощность шпинделя: | 1,5 л.с. (1,11 кВт) | ||
| Скорость шпинделя: | Низкая: от 180 до 2000 об/мин Высокая: от 350 до 5000 об/мин | ||
| Сквозное отверстие шпинделя: | 1 дюйм (25,4 мм) | ||
| Максимальная длина заготовки: | 10 дюймов (254 мм) с задней бабкой | ||
| Нос шпинделя: | 5С | ||
Задняя бабка | |||
| Конус: | МТ2 | ||
| Диаметр: | 0,9 дюйма (22 мм) | ||
| Поездки: | 2,2 дюйма (55 мм) | ||
Путешествия | |||
| Ось X: | 4,5 дюйма (114 мм) | ||
| Ось Z: | 10 дюймов (254 мм) с задней бабкой | ||
Движение | |||
| Максимальная скорость подачи по осям X и Z: | 150 дюймов в минуту (3,8 м/мин) | ||
| Драйверы осей (X, Z): | Высокопроизводительный Многофазный шаговый двигатель Двигатели с драйверами Leadshine® Микрошаговые драйверы | ||
Мощность | |||
| Требования к питанию: | Однофазный 115 В переменного тока, 50/60 Гц, выключатель 15 А | ||
Технические характеристики машины | |||
| Длина стола × ширина: | 7,5 дюйма × 4 дюйма (191 мм × 102 мм) | ||
| Занимаемая площадь: | 50 дюймов. х 26 дюймов. (1,2 м х 0,7 м) х 26 дюймов. (1,2 м х 0,7 м) | ||
| Стандартный вес системы: | 838 фунтов (380 кг) | ||
| Максимальная высота над кроватью: | 8 дюймов (200 мм) | ||
| Максимальный вылет над тележкой: | 4 дюйма (100 мм) | ||
| Общая высота системы: | 52 дюйма (1,3 м) | ||
Аксессуары | |||
| Принадлежности: | Быстросменный резцедержатель (стандартный) Полный корпус (стандартный) | ||
Контроллер PATHPILOT® | |||
| Особенности: | Удобный дизайн Поддержка непрерывной обработки по четырем осям Интуитивное диалоговое программирование Используемая память G-кода: Контроллер PathPilot: 80 ГБ / PathPilot OperatorConsole: 40 ГБ Встроенная поддержка Dropbox™ для удобной передачи программ | ||
Гарантия | |||
1 год гарантии на дефекты материалов и изготовления.  | |||