Токарный станок тв 01 технические характеристики: Паспорт на станок ТВ-01М Токарный-винторезный
Содержание
Токарно-винторезный станок ТВ-320,ТВ-320П:фото,устройство,характеристики
- Устройство токарного станка
- Кинематическая схема
- Электрическая схема
- Станина токарного станка
- Передняя бабка токарного станка
- Суппорт токарного станка
- Фартук токарного станка
- Коробка скоростей токарного станка
- Задняя бабка токарного станка
- Технические характеристики
- Видео
Токарно-винторезный станок ТВ-320,ТВ-320П является высокооборотный специализированным станком, предназначенный для токарной обработки наружных и внутренних поверхностей, точение конусов, а также для выполнения работ операционного характера.
Отличительной особенностью станка данной модели является возможность обработки заготовки скоростным точение и методом комбинирования операций. Токарный станок ТВ-320 снабжен специальным механизмом, позволяющий изменять величину подачи на ходу, без остановки.
фото:токарно-винторезный станок ТВ-320
Существующие типы станков данной модели:
- Токарный станок ТВ-4;
- Токарный станок ТВ-6;
- Токарный станок ТВ-16;
Отличительные особенности токарного станка модели ТВ-320П от станка ТВ-320
Токарно-винторезный станок ТВ-320П является станков повышенной точности и создан на базе станка модели ТВ-320.Отличается повышенной точностью изготовления его основных деталей и узлов: станина, шпиндель, винт, шестерни, передний подшипник и т.д. Применяется для выполнения получистовых и чистовых операций. Не рекомендуется эксплуатация станка на грубых обдирочных операциях!
Токарный станок соответствует требованиям норм точности по ГОСТ 1969-43.
С целью сохранения точности станка ТВ-320П на длительный период, был изменен диапазон оборотов с 2000 об/мин до 1400 об/мин, а также уменьшение скоростей и подач.
Устройство токарного станка ТВ-320
Токарно-винторезный станок состоит из следующих узлов:
- Коробка скоростей;
- Передняя бабка;
- Привод подач;
- Коробка подач;
- Фартук;
- Задняя бабка;
- Привод насоса;
- Каретка суппорта
Кинематическая схема токарно-винторезного станка ТВ-320
фото:кинематическая схема токарно-винторезного станка ТВ-320
Электрическая схема токарно-винторезного станка ТВ-320
фото:электрическая схема токарно-винторезного станка ТВ-320
Станина токарного станка ТВ-320
Станина является чугунной отливкой коробчатой формы, связанная диагональными ребрами жесткости.
В верхней части станины расположены две призматические направляющие 1, по которым перемещается суппорт станка. Призматическая направляющая 2 и плоская 3, предназначены для направления перемещения задней бабки.
Крепиться станина к двум чугунным стойкам.
В левой части суппорта монтируется коробка скоростей, электрошкаф, электродвигатель с защитных кожухом и эмульсионный бачок.
фото:станина токарного станка ТВ-320
Передняя бабка токарного станка ТВ-320
Передняя бабка – чугунная отливка коробчатой формы. В передней части установлен механизм перебора скоростей. В задней части установлен механизм привода и реверса (обратного хода) подачи.
Шпиндель станка 1 представляет собой пустотелую трубу с передней конусной шейкой. Передняя часть шпиндель смонтирована на подшипнике скольжения 2, задний конец- на радиально-упорном подшипнике 2 повышенного класса точности.
Шпиндель разгружен от изгибающих моментов клиноременной передачи. Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Осевой зазор в задней опоре шпинделя должен быть в диапазоне 0,01-0,015 мм, а осевое биение не больше 0,01.Диаметральный зазор между шпинделем и подшипником 0,015-0,03мм.
В левой части передней бабки расположен реверсный механизм, предназначенный для изменения направления подачи без изменения вращения шпинделя. Изменение осуществляется перемещением в левое положение блока 18 и через паразитную шестерню входит в зацепление выходной вал 19 с зубчатым колесом 20, закрепленным на шпинделе.
Регулировка подшипников качения бабки осуществляется гайками 22, 23,24.
фото:передняя бабка токарного станка ТВ-320
Суппорт токарного станка ТВ-320
Суппорт токарно-винторезного станка предназначенный для закрепления режущего инструмента, а также продольной и поперечной подачи резца.
Состоит из следующих основных узлов:
- Каретка 1;
- Поперечные салазки 2;
- Верхние салазки 3;
- Поворотная часть 4
Перемещение каретки в продольном направлении осуществляется как механическим способом, так и ручным. В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
Суппорт снабжен шариковым упором, для облегчения отсчета поперечного перемещения по лимбу.
фото:суппорт токарно-винторезного станка ТВ-320
Фартук токарно-винторезного станка ТВ-320
Фартук токарного станка предназначен для передачи вращательного движения от ходового винта и валика каретки к суппорту. Фартук оснащен блокирующим механизмом предотвращающий поломку механизма, вследствие одновременного включения ходового валика и винта. Маточная гайка не будет включена, пока не будет установлена в среднее положение рукоятка 2 переключения подачи.
Также в фартуке смонтирован механизм падающего червяка, предохраняющий станок от перегрузки. Механизм позволяет автоматически выключать подачу при возникновении перегруза вследствие увеличения силы резания или заедания режущего инструмента.![]()
фото:фартук токарно-винторезного станка ТВ-320
Коробка скоростей токарного станка ТВ-320
Коробка скоростей токарного станка предназначена для передачи вращательного движения от главного электродвигателя к непосредственно шпинделю станка. В коробке используется схема трехваловой системы, на котором расположены тройные блоки шестерен 1 и 2, позволяющие на выходе получать 9 скоростей.
Коробка скоростей имеет возможность опускаться или подыматься по пазам, тем самым регулируя натяжение клиноременной передачи. Перемещение коробки осуществляется винтом при ослабленных крепежных болтах.
Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках, воспринимающие радиальные и осевые нагрузки. Регулировка зазоров в подшипниках выполняется при помощи винтов 7 и гайки 8.
фото:коробка скоростей токарного станка ТВ-320
Задняя бабка токарного станка ТВ-320
Задняя бабка токарного станка предназначена для поддержания длинных заготовок во избежание биения, а также служит оправкой для крепления режущего инструмента (сверло, метчик, плашка и т. д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
Поворотом винта 3 возможно поперечное смещение задней бабки. Это делается в случае точение конусных поверхностей.
При помощи маховика 3, винта 5 и гайки 6 осуществляется продольное перемещение задней бабки. Пиноль фиксируется рукояткой, перемещающая зажимные сухари 8 и 9.
Для освобождение центра из пиноли необходимо переместить ее в правое положение , при этом центр выжмется упором 10.
фото:задняя бабка токарного станка ТВ-320
Технические характеристики токарно-винторезного станка модели ТВ-320
| Основные параметры | ТВ-320 | ТВ-320П |
|---|---|---|
| Высота центров над станиной,мм | 155 | 155 |
| Расстояние между центрами,мм | 500 | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | ||
| над верхней частью суппорта | 170 | 170 |
| над станиной | 320 | 320 |
| Прутка | 25 | 25 |
| Наибольшая длина точения,мм | 500 | 500 |
| Механика станка | ||
| Количество скоростей шпинделя | 18 | 16 |
| Пределы чисел оборотов шпинделя,об/мин | 36-2000 | 36-1130 |
| Количество продольных подач | 16 | 16 |
| Пределы продольных подач,мм/об | 0,03-0,49 | 0,03-0,49 |
| Количество поперечных подач | 16 | 16 |
| Пределы поперечных подач,мм/об | 0,012-0,18 | 0,012-0,18 |
| Конус шпинделя передней бабки | Морзе 4 | Морзе 4 |
| Диаметр отверстия в шпинделе,мм | 26 | 26 |
| Конус пиноли задней бабки | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли,мм | 90 | 90 |
| Габариты станка,мм: | ||
| длина | 1800 | 1800 |
| ширина | 950 | 950 |
| высота | 1250 | 1250 |
| Вес станка,кг | 900 | 900 |
Видео:токарно-винторезный станок ТВ-320
технические характеристики, устройство, схемы, паспорт
Что делать, если часто возникает необходимость обработать ту или иную металлическую деталь нужного качества, а под рукой нет станка, который, будучи простым в эксплуатации, выдавал бы качественный результат? — Не думайте, что это несбыточные мечты! Конечно, новое оборудование стоит дорого (или очень дорого), приобретение может и не окупиться даже в отдаленной перспективе. Но выход есть! — Авито предлагает ассортимент токарных станков, уже бывших в употреблении, но еще работоспособных.
Покупка б/у ТВ 320, испытанного временем и доказавшего свою полезность, — реальная возможность из-за существенной разницы в цене. Доступно и достижимо.
Описание и конструктивная особенность
Агрегат ТВ-320 разработан прежде всего для использования в условиях массового производства. Все основные узлы токарного станка и конструкции расположены согласно классической схеме.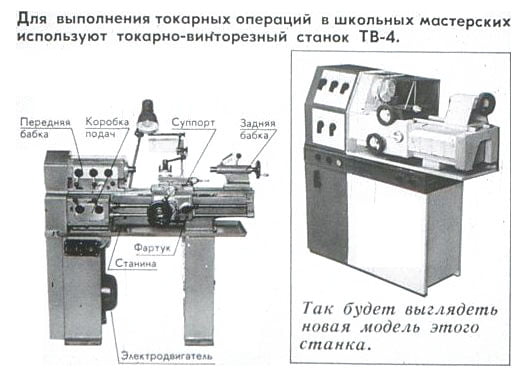 Отличительная черта – наличие системы быстрого точения заготовок. Также есть и другие особенности:
Отличительная черта – наличие системы быстрого точения заготовок. Также есть и другие особенности:
- возможна смена подачи без остановки оборудования;
- станок имеет повышенный запас прочности;
- станина изготовлена из высококлассного чугуна.
Все это объясняет высокую производительность и долгий срок службы токарного станка ТВ-320
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.
Там же имеются подробные схемы всех узлов и механизмов управления.
Модернизация
Производитель выпускал две вариации токарного станка ТВ-320. Она была в базовой комплектации, а второй вариант отличался повышенной точностью.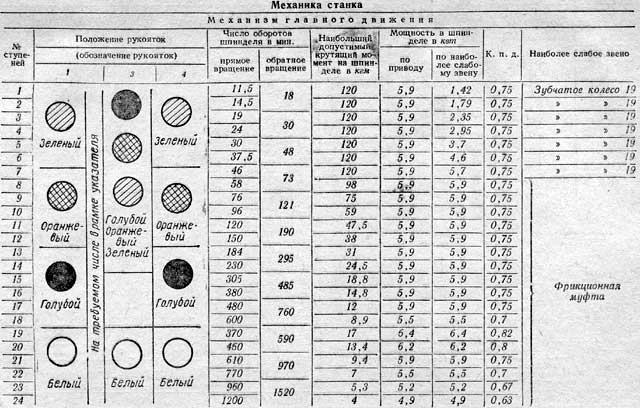
ТВ-320
Это стандартный станок классической вариации. Он снабжен стандартными узлами для любого токарного станка и имеет класс точности Н.
ТВ-320П
Отличается от классической модели повышенной точностью обработки заготовок. При его изготовлении к основным узлам, таким, как ходовой винт, шпиндель, передний подшипник, зубчатые колеса, все, что входит в кинематическую схему, предъявляются особые повышенные требования по точности обработки.
Фартук станка
Основное назначение фартука, который расположен в передней части токарного станка, – сообщение вращательного движения ходового винта и ходового валика суппорту. Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
В случае возникновения перегрузок при выполнении обработки, что может быть связано с увеличением силы резания или заеданием режущего инструмента, в фартуке станка ТВ-320 срабатывает так называемый механизм падающего червяка, автоматически отключающий подачу.
Фартук станка ТВ-320
Технические характеристики и габаритные параметры
Еще один плюс агрегата ТВ-320 в его небольших размерах. Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.
Главный привод станка – электродвигатель с мощностью 3 кВт и номинальным числом оборотов 1430 об/мин.
Основные технические характеристики:
- передняя бабка переключается в диапазоне 18 скоростей;
- пиноль задней бабки можно переместить на 90 мм;
- для закрепления задней бабки используется гайка;
- прутовая заготовка может иметь наибольший диаметр – 25 мм;
- у блока подач 16 ступеней регулировки в продольном и поперечном направлениях;
- длина заготовки при ее обточке имеет ограничения – 50 см;
- диаметр посадки в шпинделе – 26 мм;
- наибольший размер поперечного движения у суппорта – 28 см;
- продольный максимум хода суппорта – 58 см;
- количество оборотов в минуту на шпинделе – 36-2000 об/мин.

На агрегате отсутствует система торможения шпинделя.
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.
Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.

Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Устройство токарного-винторезного оборудования
Уникальные характеристики оборудования обеспечены конструкцией каждого отдельного узла. Основные узлы данного агрегата:
- узел передач, который служит для изменения оборотов шпинделя;
- узел для корректировки скорости подачи;
- передняя бабка со шпинделем;
- задняя упорная бабка с подвижной пинолью;
- привод для подачи;
- фартук;
- каретка суппорта;
- отдельный привод для системы охлаждения.
Именно некоторые конструктивные особенности основных узлов дает точность и высокую производительность всего станка.
Специфика станины агрегата ТВ-320
Станина является основной частью, к которой крепятся все узлы станка. Она изготовлена из высококлассного чугуна и обеспечивает надежность станка, защиту от вибраций и устойчивость. Она состоит из двух стоек. Некоторые отличия конструкции станины ТВ-320:
Она изготовлена из высококлассного чугуна и обеспечивает надежность станка, защиту от вибраций и устойчивость. Она состоит из двух стоек. Некоторые отличия конструкции станины ТВ-320:
- по диагонали имеются ребра жесткости;
- вверху с станины сконструированы 4 направляющий, 3 из которых призматической формы.
В левой части литой станины расположена коробка скоростей, а также бачок с эмульсией, двигатель, кожух для его защиты и электрошкаф.
Передняя шпиндельная бабка
Шпиндельная бабка в агрегате ТВ-320 имеет прочную чугунную оболочку. Спереди у детали механика регулировки скорости движения шпинделя, а сзади – переключатель прямого и обратного хода. Шпиндель – полая трубка с конусом спереди. Фиксируется на подшипник скольжения, а сзади – на радиально-упорном подшипнике высокой точности.
Задняя бабка
Суппорт
Этот узел предназначен для надежного удержания и закрепления резца. Вторая его функция – перемещение резца в продольном и поперечном направлении. Каретка суппорта и продольные салазки можно привести в движение ручным способом или с помощью механического привода.
Каретка суппорта и продольные салазки можно привести в движение ручным способом или с помощью механического привода.
Два паза в конструкции салазок позволяют установить дополнительную резцовую головку. Чтобы мастеру было проще отсчитывать размер поперечных параметров перемещения, суппорт имеет шариковый упор.
Коробка скоростей
Коробка скоростей передает вращение от главного электродвигателя к шпиндельному узлу. Состоит из трех валов и двух блоков шестерен, которые обеспечивают 9 скоростей вращений.
Корпус коробки скоростей перемещается по специальным пазам. Мастер может регулировать натяжение ремней, передающих скорость шпинделю. Для перемещения коробки следует ослабить болты, которые закрепляют ее на направляющей. Коробка скоростей успешно переносит осевые и радиальные нагрузки. Происходит это за счет двух видов подшипников в ее опоре. Зазоры можно регулировать специальными винтами и гайками.
Фартук
Передает вращательное движение от ходового винта и валика непосредственно суппорту. В фартуке имеется механизм, не позволяющий включить одновременно ходовой валик и винт, что позволяет исключить их поломку.
В фартуке имеется механизм, не позволяющий включить одновременно ходовой валик и винт, что позволяет исключить их поломку.
Если во время обработки станок испытывает перегрузки, то в фартуке включается механизм падающего червяка, и подача отключается автоматически.
Кинематическая и электрическая схемы
Схема органов управления
Электрическая схема
О конструкции станка ТВ-320
Конструкцию токарного станка ТВ-320 составляют следующие элементы:
- коробка переключения скоростей;
- коробка переключения подач;
- передняя бабка со шпиндельным узлом;
- задняя бабка;
- привод, обеспечивающий совершение подач;
- фартук;
- привод системы охлаждения;
- каретка суппорта.
Кинематическая схема станка (нажмите для увеличения)
Принципиальная электрическая схема станка
Техника безопасности и меры предосторожности
Токарные работы всегда связаны с повышенным уровнем риска. Основные пункты правил техники безопасности:
Основные пункты правил техники безопасности:
- работать необходимо только на полностью исправном оборудовании;
- перед запуском оборудования обязательно проверить заземление и систему отведения стружки;
- запрещено облокачиваться на станок или отходить от него во время работы;
- работать необходимо в спецодежде и очках.
Также оператор должен следить, чтобы масло не разбрызгивалось и соблюдать технику пожарной безопасности.
Токарный агрегат ТВ-320 и ТВ-320 П созданы для работы в условиях массового производства. Они отличаются надежностью и высокой производительностью, которая обеспечивается конструктивными особенностями оборудования.
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.
Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
DLR/DHD | Данобат
Связаться с экспертом
Основные моменты
Основные моменты
Увеличение срока службы круга за счет оптимизации обрабатываемого материала
Программное обеспечение автоматически предлагает целевой диаметр, который максимально увеличивает возможную толщину круга и, следовательно, скорость восстановления.
Основные моменты
Основные моменты
Автоматически адаптирует параметры процесса для обработки изменяющегося состояния поступающих колесных пар
- Сокращение времени цикла
- Повышение надежности процесса
- Минимизация эксплуатационных расходов
- Избегайте человеческих ошибок
Основные моменты
Основные моменты
Удобное программирование
- Поможет вам в программировании даже самых сложных циклов
- Это очень интуитивно понятно
- Он включает в себя также полезные функции, такие как сигналы тревоги, поиск и устранение неисправностей и план обслуживания
Технология
Когда речь идет о качестве, важна каждая деталь
Полностью чугунная конструкция машины
- Долговременная стабильность выше, чем у сборной стали
- Гашение вибрации
- Справляется с колебаниями температуры
Узлы поперечных салазок
Включает держатели инструментов и измерительные устройства.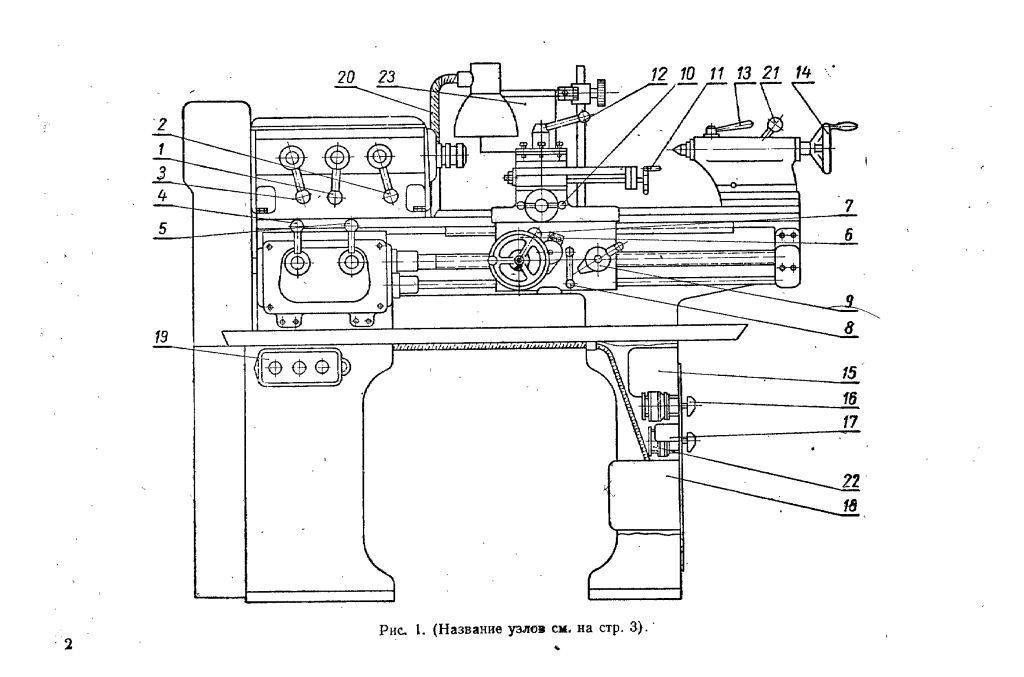 Точные и надежные линейные направляющие.
Точные и надежные линейные направляющие.
Измерение система
Специализированная система для измерения диаметра колеса и геометрии профиля колеса. Компактный дизайн, встроенный в одну измерительную головку. Выдвижной для защиты от стружки во время обработки.
Привод на колеса Система
- Полноприводные катки с гидравлическим подъемником
- Постоянный контакт между роликом и колесом
- Поглощение вибрации
Система осевых направляющих
- Два направляющих ролика для поддержания осевого положения колесной пары
- Ролики из закаленной стали
- Автоматически контролируемое положение
- Автоматическая смазка
Технология
Машина, разработанная для обеспечения устойчивости и простоты установки
Сокращение времени установки
Оптимизированная конструкция приямка обеспечивает быструю установку машины.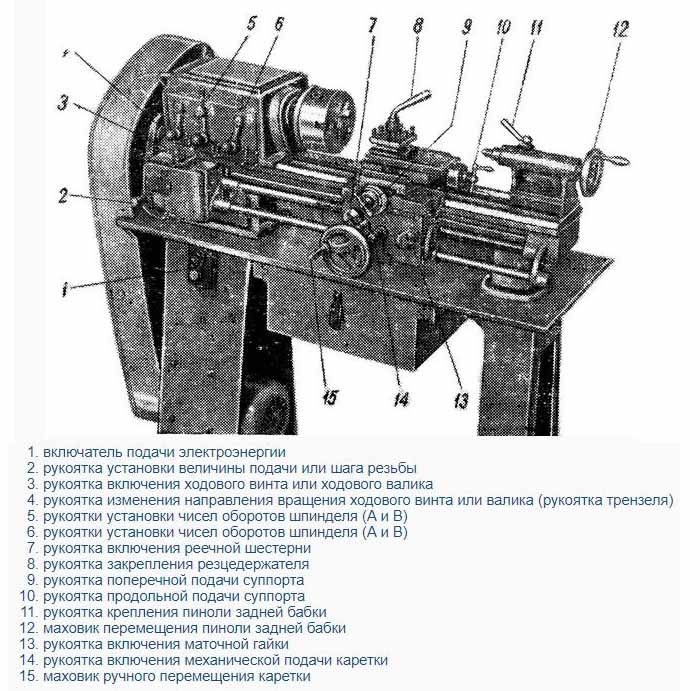
Доступ и ремонтопригодность
Максимальная доступность и удобная эргономика для оператора.
Оптимизированная компоновка и конфигурация приямка
Минимальные требуемые изменения в вашем объекте.
Настройка
Настройка DLR/DHD
- Измерение (1) (6)
- Колесный профиль (2)
- Внешние поверхности (3)
- Колесный тормозной диск (4)
- Облицовка тормозного диска на оси (5)
Добавьте датчик ультразвукового контроля (UT) с простой ручной сменой инструмента. Добавьте безопасности и надежности в токарные процессы.
- Внешние буксы
- Внутренние буксы
- Между центрами
- И более
Технические характеристики
| DLR/DLR (тандем) | DHD/DHD (тандем) | ||
|---|---|---|---|
| Ширина колеи | мм | 1000/1676 | 1000/1676 |
Мин.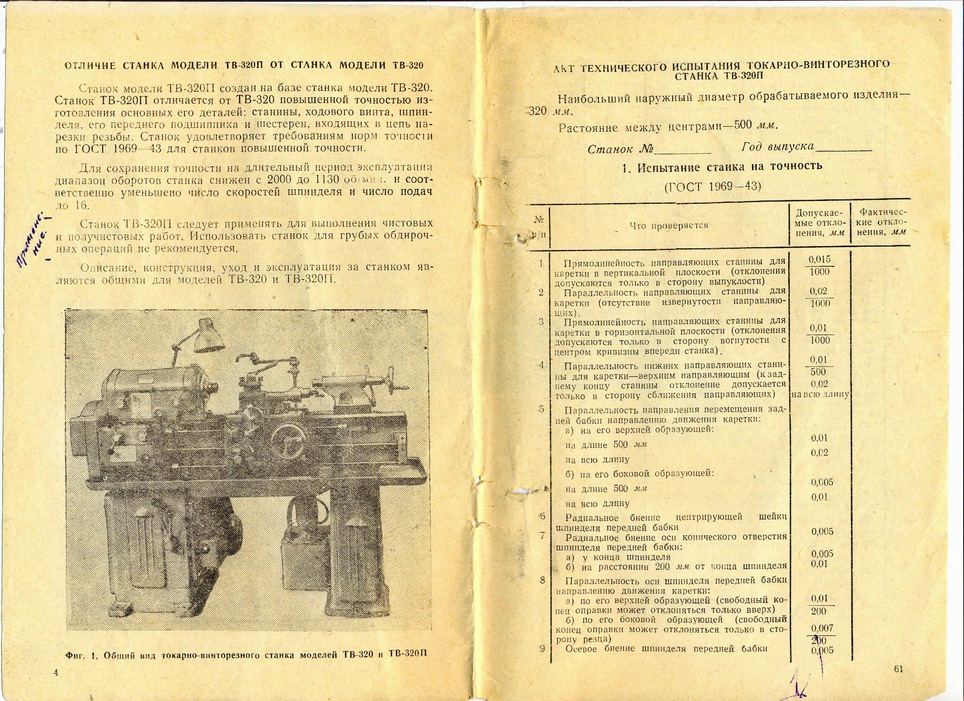 / Макс. диаметр колеса / Макс. диаметр колеса | мм | 375/1400 | 375/1400 |
| Ширина профиля | мм | 75/150 | 75/150 |
| Макс. нагрузка на ось | кг | 18000 | 30000 |
| Главный привод | кВт | 4 х 9 | 4 х 15 |
| Секция чипа | мм 2 | 6 | 10 |
| Вес машины | кг | 18000 | 18000 |
| Разница диаметров колес (колесная пара) | мм | < 0,1 | < 0,1 |
| Разница диаметров колес (тележка) | мм | < 0,3 | < 0,3 |
| Радиальное биение | мм | < 0,1 | < 0,1 |
| Боковое биение | мм | < 0,2 | < 0,2 |
| Геометрия профиля колеса | мм | < 0,2 | < 0,2 |
| DLR/DLR (тандем) | DHD/DHD (тандем) | ||
|---|---|---|---|
| Ширина колеи | дюймов | 40/60 | 40/60 |
Мин.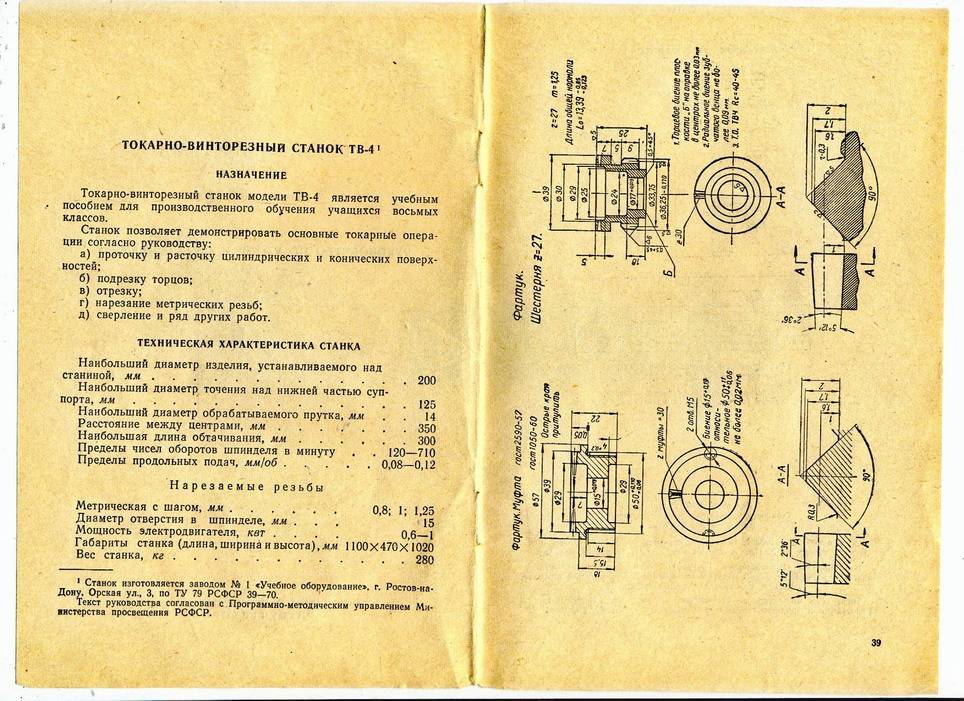 / Макс. диаметр колеса / Макс. диаметр колеса | дюймов | 14,76/55,11 | 14,76/55,11 |
| Ширина профиля | дюймов | 3/5,9 | 3/5,9 |
| Макс. нагрузка на ось | Короткие тонны | 19,84 | 33,1 |
| Главный привод | л.с. | 4 х 12,07 | 4 х 20 |
| Секция чипа | в 2 | 0,0093 | 0,015 |
| Вес машины | фунтов | 39700 | 39700 |
| Разница диаметров колес (колесная пара) | в | < 0,0039 | < 0,0039 |
| Разница диаметров колес (тележка) | дюймов | < 0,0118 | < 0,0118 |
| Радиальное биение | дюймов | < 0,0039 | < 0,0039 |
| Боковое биение | дюймов | < 0,0079 | < 0,0079 |
| Геометрия профиля колеса | дюймов | < 0,0079 | < 0,0079 |
Заготовки
Сервис
Мы предлагаем услуги по поддержанию вашего DLR/DHD в наилучшем состоянии
- Ежегодное профилактическое обслуживание, калибровка и индивидуальные планы под управлением опытной команды
- Инжиниринг и разработка процессов: выберите правильное решение для зажима и оснастки для вашей новой детали
- Мы готовы помочь вам дистанционно.
 Мы отвечаем и обрабатываем ваш запрос по всему миру
Мы отвечаем и обрабатываем ваш запрос по всему миру
Цифровой
Заинтересованы ли вы в усовершенствовании процессов технического обслуживания и механической обработки?
Проверьте наши приложения
Загрузки
Поделитесь этой машиной
ОБНОВЛЕНИЕ 1-США. Jana получает 30% акций китайской компании по производству токарных станков
Чарли Чжу, Лу Цзяньсинь выиграла тендер на приобретение 30% акций Shenyang Machine Tool (Group) Co. Ltd., крупнейшего производителя токарных станков в Китае, в рамках редкого приобретения в Китае для зарубежного хедж-фонда.
Сделка с Jana Shenyang Holdings Corp., механизмом, созданным хедж-фондом активистов для покупки доли, по-прежнему требует одобрения регулирующих органов, сообщило подразделение китайской компании Jiaoda Kunji High-Tech Co. 600806.SS, которая объявила результаты торгов во вторник.
Никаких дополнительных подробностей.
Представители Jana, Shenyang Machine и Jiaoda Kunji не были доступны для комментариев.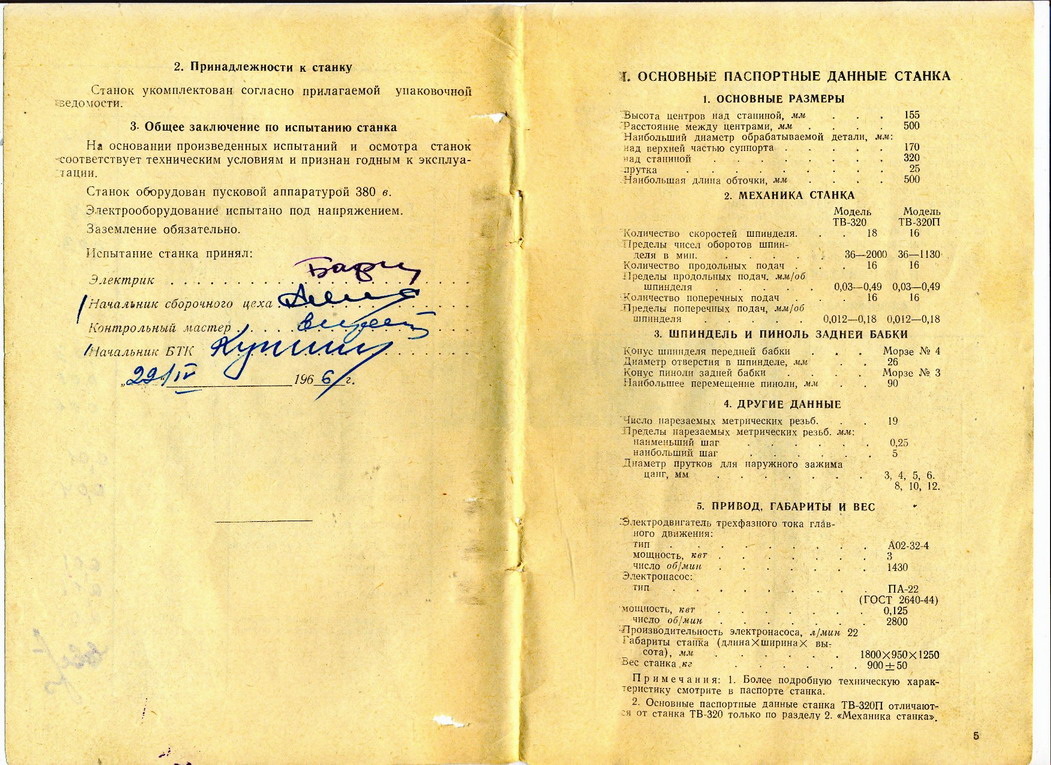
Источники, знакомые с этой сделкой, сообщили агентству Рейтер в мае, что Jana борется с китайской Sany Corp., частным производителем строительной техники, за долю Shenyang Machine в сделке с минимальной стоимостью 1,01 миллиарда юаней (132 миллиона долларов).
Хотя Китай стал магнитом для глобальных фондов прямых инвестиций, которые стекаются, чтобы нажиться на 10-процентном экономическом росте страны в год, сделки с хедж-фондами были редки.
Однако некоторые аналитики говорят, что барьеры между частными инвестиционными компаниями и хедж-фондами стираются. Основатель Jana Partners Барри Розенштейн заявил в апреле, что хедж-фонд регулярно консультируется с фондами прямых инвестиций по вопросам инвестиционных возможностей.
Зарубежные хедж-фонды могут играть на рынке ценных бумаг материкового Китая в рамках квот, установленных государственной схемой квалифицированных иностранных институциональных инвесторов.
«Но некоторые хедж-фонды стремятся купить доли в незарегистрированных фирмах в Китае, как это делают иностранные частные инвестиционные компании», — сказал Рекс Чан, руководитель отдела исследований в China Hedge, советник хедж-фондов в Китае.
