Токарный станок тв 16 характеристики: ТВ-16 Станок токарно-винторезный настольный. Схемы, описание, характеристики
Содержание
Станок токарно-винторезный ТВ-9 | ЗАО КомТех — малогабаритное станочное оборудование
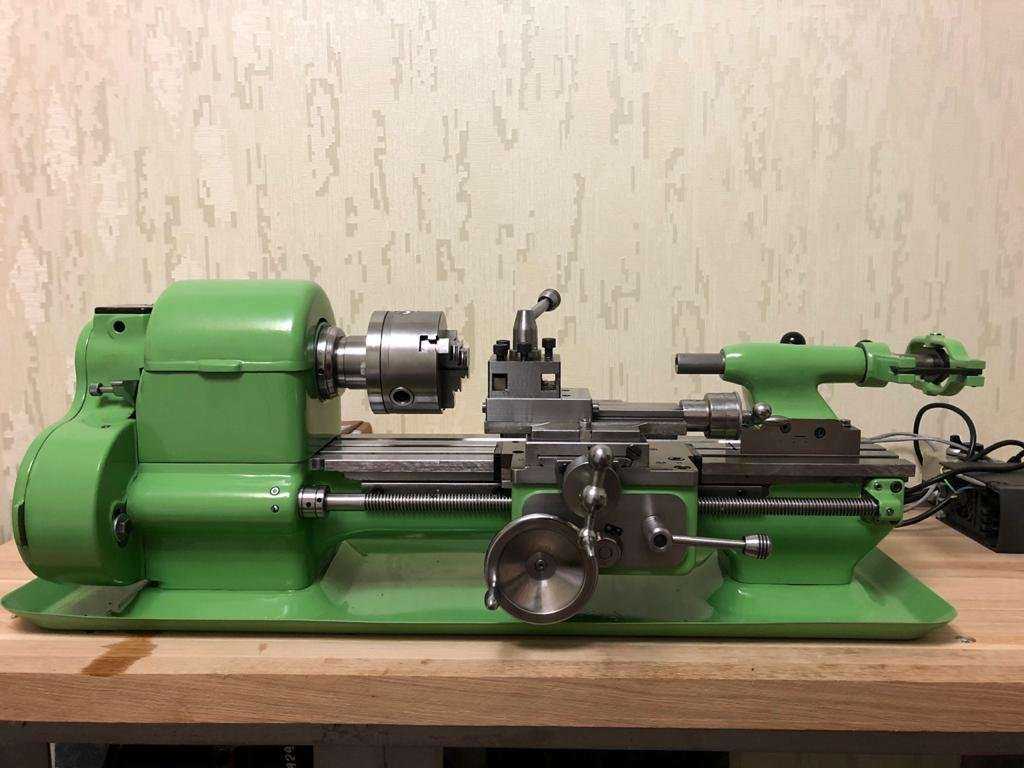
Станок универсальный токарно-винторезный ТВ-9 предназначен для выполнения всех видов токарных работ в центрах, в патроне, в цанге и для нарезания резьб. Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Станок соответствует классу точности Н.
Оптимальное соотношение массы, жесткости конструкции, и мощности на шпинделе позволяют уверенно обрабатывать детали весом до 10 кг при длине до 500 мм. При этом съем металла за один проход может составлять до 3 мм., на диаметр.
Вес станка позволяет установку на подставку, верстак, либо рабочий стол.
Улучшенные характеристики модели ТВ-9 расширили область применения станка. Помимо образовательных учреждений его охотно приобретают предприятия Министерства обороны РФ, специализирующиеся на выпуске передвижных ремонтных мастерских. В 2004 г. ТВ-9 успешно прошел испытания в лабораториях 21 НИИИ Минобороны РФ и таким образом относится к продукции двойного назначения.
Технические характеристики:
| Наибольший диаметр заготовки, устанавливаемый: — над станиной, мм — над суппортом, мм | 220 100 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 525 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 500 |
| Высота центров, мм | 120 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 |
| Центр в шпинделе, Морзе | 3 |
| Значение шага обрабатываемых метрических резьб, мм | 0,8; 1. 0; 1.25; 1.5; 2.0; 2,5 0; 1.25; 1.5; 2.0; 2,5 |
| Число ступеней частот вращения шпинделя | 6 |
| Пределы частот вращения шпинделя, мин-1 об./мин | 60/105/185/315/555/975/1000 |
| Электродвигатель, кВт/В | 1,1/380 |
| Значение продольных рабочих подач суппорта, мм/об. | — 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Перемещение на одно деление лимба, мм — продольное — поперечное | 0,25 0,025 |
| Центр пиноли в задней бабке Морзе | 2 |
| Наибольшее сечение державки резца, мм ширина высота | 16 16 |
| Центр пиноли в задней бабки, Морзе | 2 |
| Радиальное биение шпинделя (для класса H), мкм | 10 |
| Осевое биение шпинделя (для класса Н), мкм | 10 |
| Допуск крутости обработанного изделия (для класса Н), мкм | 16 |
| Габаритные размеры станка, мм, не более | 1405х620х730 |
| Масса станка, кг, не более | 230±5% |
ksadminСтанок токарно-винторезный ТВ-9
технические характеристики токарно-винторезного станка по металлу
Краткая история
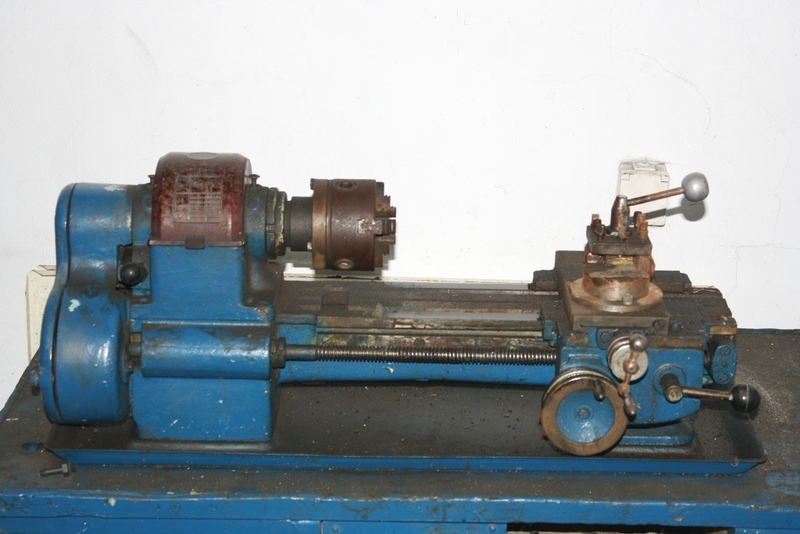
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
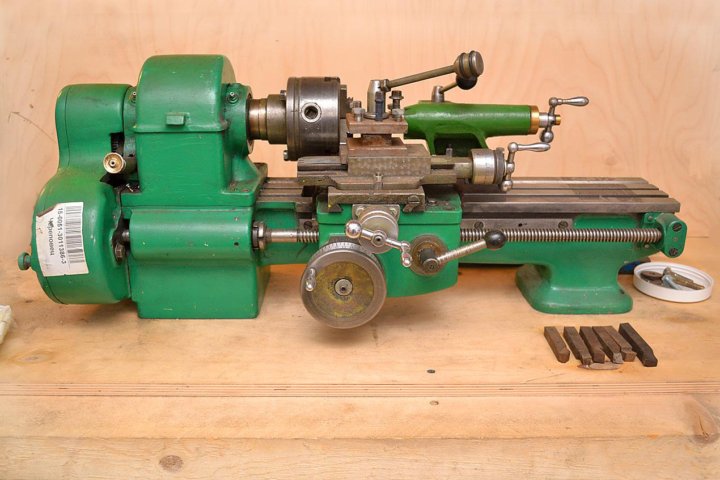
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный станок снабжен всеми узлами полноценного токарного инструмента.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.

Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид
Общий чертеж
Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.

Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
Схема электрическая принципиальная
ТВ-4.
 Гитара. Варианты настройки.
Гитара. Варианты настройки.
ТВ-4. Гитара. Варианты настройки.
Сообщение #1 KimIV » 10 апр 2021, 17:28
Предлагаю в этой теме собрать все возможные варианты настройки тэвэшной гитары. Идеей темы послужило то, что сам сейчас нахожусь в гараже и бОшку ломаю, как нарезать резьбу с шагом 2 мм. Причем, в наличии шестерни от Евгения, но как их пихать в гитару
Для шага 2 мм вроде бы надо ставить шестерню 48, но она нэ лэзет. Надо в гитаре паз подпиливать. А может есть варианты без переделки?
Сам я много времени потратил на изучение возможностей штатной гитары ТВ-4, но все таблички и расчёты дома, на компе. Вот и возникла мысль, всё про гитару собрать в одной теме на форуме.
ЗЫ. Потом из этого сообщения сделаю содержание
Свои наработки обязательно выложу, но когда домой приду.
ТВ-4. Гитара. Варианты настройки.
Сообщение #2 ROW » 10 апр 2021, 17:40
у меня на «штатных» двух комплектах(ну всмысле если к родному комплекту добавить еще один такой же от ТВшки)
вот такая картинка завалялась для резьб
ТВ-4.
 Гитара. Варианты настройки.
Гитара. Варианты настройки.
Сообщение #3 kapral » 10 апр 2021, 20:05
то-же два варианта. при одном из них — коробку придётся перевести в реверс дополнительные резьбы — 5 и 3,2 с этой резьбой на ТВ-шке ходовый винт. можно делать маточную гайку. или стакан для увеличения вертикального хода НГФ-а . ну и как бонус — трубная резьба 1/2 дюйма. но это посмотри у автора https://www.chipmaker. 25#entry2312725 сообщение 303 в этой теме.
Отправлено спустя 1 минуту 45 секунд: ах, да. это всё на стандартном наборе ТВ-шных шестерёнок, но гитарную доску (деку, приклон) придётся мастырить. хоть одноразовую, из мдф под конкретную резьбу.
ТВ-4. Гитара. Варианты настройки.
Сообщение #4 KimIV » 11 апр 2021, 08:51
Шаг 1,5 мм на штатных шестернях.
2. Ставим её вместо нижней штатной.
3. И собираем гитару вот так.
Шаг 1,5 будет при положении рукоятки 1. Остальные шаги будут 1,2 и 1,875
ТВ-4. Гитара. Варианты настройки.

Сообщение #5 ROW » 11 апр 2021, 09:23
ТВ-4. Гитара. Варианты настройки.
Сообщение #6 KimIV » 11 апр 2021, 21:01
Шаг 2,0 мм. Штатные шестерни + 32 зуба.
Сегодня нарезал метрическую резьбу с шагом 2,0 мм. Гитару настраивал следующим образом.
1. Ведущей поставил шестерню 32 зуба из комплекта Евгения из Пскова. 2. Эсцентриковую ось поставил вместо верхней обычной. 3. Гитару собрал вот таким образом.
4. Как видно из фоток, гитару приклонил к ведущей шестерне спереди. Если подводить снизу, то нужно в деке крепёжный паз удлинять. 5. Снизу дека гитары опиралась на штатный крепёжный болт, а сверху поджималась упором из обрезка профильной трубы.
Шаг 2,0 будет при положении рукоятки 1. Остальные шаги будут 1,6 и 2,5
ТВ-4. Гитара. Варианты настройки.
Сообщение #7 KOT_MA » 11 апр 2021, 21:47
ТВ-4. Гитара. Варианты настройки.
Сообщение #8 KimIV » 30 авг 2021, 08:44
Шаг 4,0 мм. Штатные шестерни + 64 зуба + эксцентриковая ось.
Штатные шестерни + 64 зуба + эксцентриковая ось.
Когда занимался модернизацией стакана НГФ, понадобилась нарезка резьбы с шагом 4 мм. Я уже ранее выкладывал свой вариант таблички настройки гитары. По ней можно видеть, что шаг четыре получается только с шестернёй, имеющей 64 зуба. В отличие например от шага полтора, который можно получить и с шестернёй 36 и с шестернёй 24. А для шагов 2 и 3 ваще куча вариантов. Но мне надо 4. Я решил резьбу дополнительной удлиняющей втулки делать такой же, как на винте вертикальной подачи — трап, шаг 4, левая. Шестерню 64 я купил отдельно ещё зимой, заранее готовился к укорачиванию стакана. За недорого взял в комплекте с 48, то есть шаги 2 и 3 мне тоже теперь доступны.
Так вот гитара. Если бы шаг 4 можно было получить простой установкой шестерни 64, то этого поста и не было бы. Но не так всё просто оказалось, как представлялось. Сама шестерня ставится без проблем, влезает, ничего не задевает. Но вот дека своим крепёжным пазом выходит за пределы отверстия для крепёжного болта. И как только я деку не приставлял: и снизу подводил к шестерне, и со стороны коробки подач. Никак не закрепить. А стакан в патроне и как-то надо выходить из положения. Помогла эксцентриковая ось, которую точил для шага полтора. И вообщем, вот так собрал гитару.
И как только я деку не приставлял: и снизу подводил к шестерне, и со стороны коробки подач. Никак не закрепить. А стакан в патроне и как-то надо выходить из положения. Помогла эксцентриковая ось, которую точил для шага полтора. И вообщем, вот так собрал гитару.
Внизу дека опирается на свой же крепёжный болт, а вверх ей не даёт подняться упор из профиля. Внизу деку чуть-чуть подточил наждаком, а то болт её держал высоковато и шестерни крутились с заеданием. Упор подгонял по месту, несколько раз бегая к наждаку.
Шаг 4,0 будет при положении рукоятки 1. Остальные шаги будут при других двух положениях рукоятки: 3,2 и 5 мм.
Источник
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.

Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Современные аналоги
Несмотря на надежность и прочность токарно-винторезного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.

- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок Ростовского завода учебного оборудования, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Подержанный токарный станок с ЧПУ Heinemann DN 400 TV 16 Подержанные станки
- Описание
- Характеристики
- Об этом продавце
Heinemann dn 400 tv 16 Токарный станок с ЧПУ
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Ø над кроватью | 870 мм |
| Ø над поперечной направляющей | 610 мм |
| Длина между центрами | 4500 мм |
| Тип ЧПУ | Сименс |
| Отверстие шпинделя | 130 мм |
| Количество турелей | 1 |
| Количество инструментов на револьверной головке | 12 |
| Скорость вращения | 1400 об/мин |
| Мощность двигателя шпинделя | 85 кВт |
| Задняя бабка | № |
| Устройство подачи прутка | № |
| ——————- | |
| Длина x ширина x высота | 11500,0 × 3200,0 × 2700,0 |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | пересмотренный |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2013 |
| Предложения онлайн | 24 |
| Последнее действие | 28 октября 2022 г. |
Описание
Heinemann dn 400 tv 16 Токарный станок с ЧПУ
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Характеристики
| Ø над кроватью | 870 мм |
| Ø над поперечной направляющей | 610 мм |
| Длина между центрами | 4500 мм |
| Тип ЧПУ | Сименс |
| Отверстие шпинделя | 130 мм |
| Количество турелей | 1 |
| Количество инструментов на револьверной головке | 12 |
| Скорость вращения | 1400 об/мин |
| Мощность двигателя шпинделя | 85 кВт |
| Задняя бабка | № |
| Устройство подачи прутка | № |
| ——————- | |
| Длина x ширина x высота | 11500,0 × 3200,0 × 2700,0 |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | пересмотренный |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2013 |
| Предложения онлайн | 24 |
| Последнее действие | 28 октября 2022 г. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Хотя подавляющее большинство формирователей Atlas имели корпус ZAMAK для храпового механизма с приводом стола, в ранних моделях использовался более прочный, но дорогой в производстве узел из чугуна.  | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Однако, будучи удивительно универсальным и дешевым в эксплуатации станком, сейчас, в начале 21 века, он возвращается. Многие знающие энтузиасты, которые боятся тратить большие суммы денег на легко повреждаемые концевые фрезы и сверлильные станки, необходимые для использования с вертикальной фрезой, знают, что многих из тех же эффектов можно добиться с помощью формирователя, который стоит несколько пенсов при обычной резке. инструменты и двухсторонняя шлифовальная машина, чтобы поддерживать их остроту — нет необходимости в дорогом, сложном в эксплуатации инструменте и шлифовальном станке. В качестве бонуса, когда машина работает, в ее регулярном механическом движении есть что-то интересное и приятное, а также почти викторианская атмосфера, окружающая то, как она выполняет свою работу.
Однако, будучи удивительно универсальным и дешевым в эксплуатации станком, сейчас, в начале 21 века, он возвращается. Многие знающие энтузиасты, которые боятся тратить большие суммы денег на легко повреждаемые концевые фрезы и сверлильные станки, необходимые для использования с вертикальной фрезой, знают, что многих из тех же эффектов можно добиться с помощью формирователя, который стоит несколько пенсов при обычной резке. инструменты и двухсторонняя шлифовальная машина, чтобы поддерживать их остроту — нет необходимости в дорогом, сложном в эксплуатации инструменте и шлифовальном станке. В качестве бонуса, когда машина работает, в ее регулярном механическом движении есть что-то интересное и приятное, а также почти викторианская атмосфера, окружающая то, как она выполняет свою работу. 

 на нем, а на конце его вала для восприятия осевых нагрузок — шариковая дорожка с глубокими канавками. Приводной шпиндель был закален и отшлифован, вращался в подшипниках качения и нес шкивы, которые были динамически сбалансированы. Рычаг натяжения ремня удвоил нагрузку. как сцепление Например, действуя на тормозную колодку в дополнительном барабане, прикрепленном к приводному шпинделю, это означало, что машину можно было быстро остановить — и без необходимости выключать двигатель.
на нем, а на конце его вала для восприятия осевых нагрузок — шариковая дорожка с глубокими канавками. Приводной шпиндель был закален и отшлифован, вращался в подшипниках качения и нес шкивы, которые были динамически сбалансированы. Рычаг натяжения ремня удвоил нагрузку. как сцепление Например, действуя на тормозную колодку в дополнительном барабане, прикрепленном к приводному шпинделю, это означало, что машину можно было быстро остановить — и без необходимости выключать двигатель.  Особый интерес для машиниста-любителя вызывал тот факт, что этот станок со встроенным монтажным лотком был одним из очень немногих мощных формовочных станков, которые можно было установить на столе, требуя места всего 18 дюймов x 32,5 дюйма. что формирователь Atlas способен сохранять свою точность в течение долгого и напряженного срока службы.В год своего появления он весил вместе с тисками 240 фунтов и стоил 19 долларов.8 — хотя с мотором и защитой стоимость возросла примерно до 260 долларов, а вес — чуть более 310 фунтов…
Особый интерес для машиниста-любителя вызывал тот факт, что этот станок со встроенным монтажным лотком был одним из очень немногих мощных формовочных станков, которые можно было установить на столе, требуя места всего 18 дюймов x 32,5 дюйма. что формирователь Atlas способен сохранять свою точность в течение долгого и напряженного срока службы.В год своего появления он весил вместе с тисками 240 фунтов и стоил 19 долларов.8 — хотя с мотором и защитой стоимость возросла примерно до 260 долларов, а вес — чуть более 310 фунтов… ..
..  Циферблат микрометра на поперечной подаче был смехотворно маленьким.
Циферблат микрометра на поперечной подаче был смехотворно маленьким.

 Большие бобышки для ведущей шестерни и кривошипно-рычажных валов были расточены, а затем просверлены. Более поздние модели имели более длинное основание с обработанным прямоугольным блоком спереди, по которому скользил опорный винт стола.
Большие бобышки для ведущей шестерни и кривошипно-рычажных валов были расточены, а затем просверлены. Более поздние модели имели более длинное основание с обработанным прямоугольным блоком спереди, по которому скользил опорный винт стола.






