Токарный станок тв 6м: Токарный станок ТВ-6 – технические характеристики, устройство
Содержание
Токарно винторезный станок тв 6 в категории «Промышленное оборудование и станки»
поиск в товарах / по продавцам
Токарные станки
Коробки переключения передач (КПП)
Ключи для патрона
Болты, секретные болты, гайки
Токарно-винторезный станок по металлу JET GH-1640 ZX DRO (5.6 кВт, 1015 мм, 400 В)
Доставка из г. Запорожье
757 615 — 759 901 грн
от 2 продавцов
799 896 грн
759 901 грн
Купить
«Море инструментов»
Пластиковая гайка поперечной подачи токарного станка ТВ-4, ТВ-6
Доставка по Украине
200 грн
Купить
General Plast
Коробка подач токарного станка ТВ-4 или ТВ-6 идеал СССР
Доставка по Украине
1 281.38 грн
Купить
Интернет Магазин Лавка Старьевщика Вадима БУ запчастей и товаров СССР !!!
Коробка шестерни коробки включения передач токарного станка ТВ-4 ТВ-6 ТВ-7 школьного станка идеал СССР
Доставка по Украине
2 900 грн
Купить
Интернет Магазин Лавка Старьевщика Вадима БУ запчастей и товаров СССР !!!
Токарно-винторезный станок 0. 6 кВт FDB Maschinen Turner 210х400V
6 кВт FDB Maschinen Turner 210х400V
Недоступен
60 573 грн
Смотреть
PSTech™ Ukraine | ПСТ Украина
Токарно-винторезный станок 0.6 кВт FDB Maschinen Turner 180х300 Vario
Недоступен
54 000 грн
Смотреть
PSTech™ Ukraine | ПСТ Украина
Токарно-винторезный станок FDB Maschinen Turner 210x400V (0.6 кВт)
Недоступен
49 000 грн
Смотреть
Інтернет Магазин Ebosh
Токарно-гвинторізний верстат по металу Jet GH-1860 ZX DRO RFS (5.6 кВт, 1524 мм, 400 В)
Недоступен
849 801 грн
Смотреть
«Море инструментов»
Токарно-гвинторізний верстат по металу Jet GH-1860 ZX DRO RFS (5.6 кВт, 1524 мм, 400 В)
Недоступен
847 244 грн
Смотреть
Токарно-гвинторізний верстат FDB Maschinen TURNER 210Х400V (0.6 кВт) (826658)
Недоступен
49 000 грн
Смотреть
ПРОФІЦЕНТР КВІТКА
ТВ-4 (ТВ4) Станок токарно-винторезный школьный
Недоступен
18 000 грн
Смотреть
Продажа металлообрабатывающего оборудования
Токарный станок ручной PZLS-400-C6
Недоступен
от 646 000 грн
Смотреть
ПРОМЗАПЧАСТЬ ООО
Смотрите также
Fdb maschinen turner
Fdb maschinen turner 210x400v
Fdb maschinen turner 210х400v
Токарний станок
Деревообробний токарний станок
Токарный станок
Высокоточный токарно-винторезный станок
Немецкий токарно-винторезный станок
Токарные станки FDB
Станок токарновинторезный
Токарные станки по металлу FDB Maschinen
Токарный станок FDB Maschinen
Fdb maschinen
Гайка пластиковая
Токарно винторезный станок тв 6 со скидкой
Популярные категории
Промышленное оборудование и станки
Станки
Металлообрабатывающие станки
Токарные станки
Авто — мото
Диски и шины
Болты, секретные болты, гайки
Автозапчасти
Детали трансмиссии транспорта
Коробки переключения передач (КПП)
Инструмент
Ручной инструмент
Ключи для патрона
Насколько вам
удобно на проме?
Презентация по технологии «Устройство токарного станка ТВ-6»
| 12+ Свидетельство СМИ ЭЛ № ФС 77 — 70917 Лицензия на образовательную деятельность №0001058 | Пользовательское соглашение Контактная и правовая информация |
Педагогическое сообщество | Бесплатные всероссийские конкурсы | Бесплатные сертификаты | Нужна помощь? Инструкции для новых участников | Бесплатная онлайн-школа для 1-4 классов |
 РФ
РФВсё для аттестацииПубликация в сборникеВебинарыЛэпбукиПрофтестыЗаказ рецензийНовости
Библиотека▪Публикации▪Статьи▪Презентации
Материал опубликовал
#7 класс #Технология #Учебно-методические материалы #Презентация #Учитель-предметник #Школьное образование
Устройство токарного станка ТВ-6
Автор презентации;
Байда Сергей Геннадьевич
Технология 7 класс
Начало создания достаточно совершенных
токарно-винторезных станков относится к XVIII веку, к эпохе преобразований, проводившихся Петром I. Возглавлял этот процесс талантливый русский механик и изобретатель А. К. Нартов (1693—1756). Он около 25 лет посвятил изобретению и усовершенствованию токарных станков.
Возглавлял этот процесс талантливый русский механик и изобретатель А. К. Нартов (1693—1756). Он около 25 лет посвятил изобретению и усовершенствованию токарных станков.
2. В марке станка ТВ-6 буквы ТВ означают токарно-винторезный, а число 6 — номер модели.
3. Современными аналогами станка ТВ-6 являются настольный токарный станок ТВ-7М (Россия),
напольный токарный станок JET BD-920 W (Швейцария) и др.
Токарные станки
Устройство
Задняя бабка
1 — специальный центр, 2 — корпус, 3 — маховичек, 4 — зажимы.
1 2 3
4 4
Суппорт
1 — продольные салазки, 2- поперечные салазки,
3 — поворотные салазки, 4 — резцедержатель
1
2
4
3
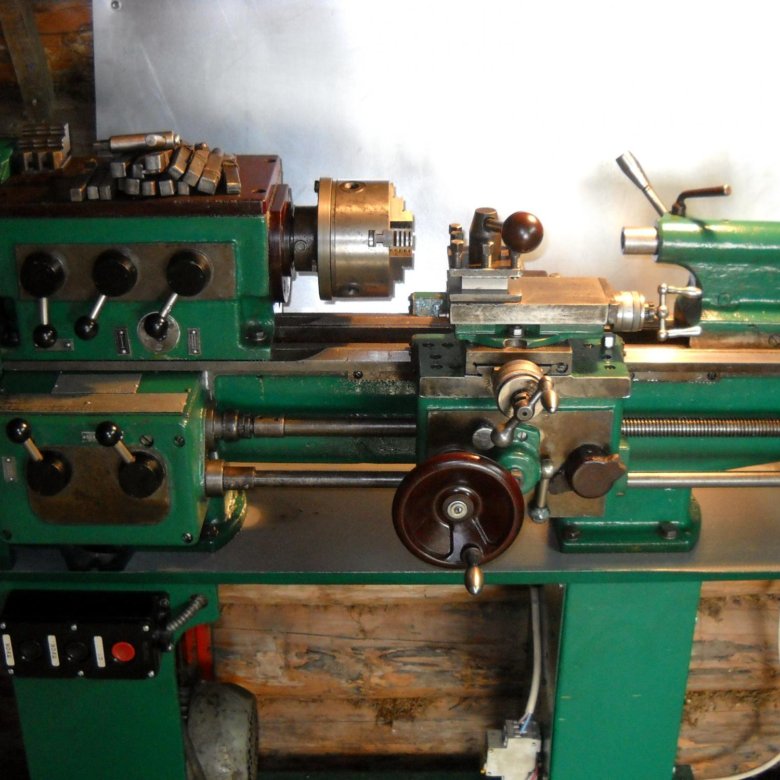
Передняя бабка
1 — корпус, 2 — рукоятки, 3 — таблица схем переключения рукояток, 4 – патрон, 5 – рукоятка реверса.
2
1
3
4
5
Лабораторная работа.
Ознакомление с устройством
токарно-винторезного станка.
1. Получите у учителя задание на ознакомление с устройством токарно-винторезного станка ТВ-6.
2. Назовите основные части станка. Определите типовые детали.
3. Ознакомьтесь с устройством шпинделя, суппорта, фартука, передней и задней бабок.
4. Запишите названия основных частей станка в рабочую тетрадь.
Органы управления станком ТВ-6:
1 — рукоятка изменения направления подачи суппорта
2, 3 — рукоятки изменения частоты вращения
шпинделя
4 — рукоятка крепления резцедержателя
5 — рукоятка перемещения поперечных салазок
6 — рукоятка перемещения верхних салазок
7 — маховик задней бабки
8— рукоятка включения
ходового винта
9 — рукоятка включения
продольной механической подачи суппорта
10 — маховик продольного перемещения суппорта
12 — выключатель подачи электроэнергии
13 — рукоятка включения ходового винта или ходового
вала
14 — рукоятка изменения величины подачи.
4
1 2 3
5
6 7
9 8
10
12
13 14
Установка и закрепление заготовки
в трехкулачковом патроне
Закрепление резца
Схема точения заготовки
S — подача, t — глубина резания, D —диаметр
заготовки до точения, d — диаметр после парохода резца.
Практическая работа.
1. Организуйте учебное место для механической
обработки металлов, соблюдая требования по охране
труда.
2. Получите у учителя заготовку и резцы, внимательно осмотрите их.
3. Вставьте ключ в отверстие трех кулачкового патрона и разведите его кулачки на необходимую величину.
4. Вставьте правильно заготовку между кулачков и вращением ключа закрепите ее.
5. С помощью учителя (включив станок) проверьте отсутствие «биения» заготовки. При его наличии закрепите заготовку заново.
6. Установите в резцедержатель предложенные
резцы.
7. Проверьте величины их «вылета» и расположение вершин, используя задний центр.
Fanuc 6 Alarms — Коды аварийных сигналов Fanuc 6M 6T
Коды аварийных сигналов Fanuc 6 применяются к системам ЧПУ Fanuc System 6M 6T. Для станков с ЧПУ, которые работают на токарном станке с ЧПУ с 6T или фрезерном станке с ЧПУ с ЧПУ Fanuc 6M.
Fanuc System 6M и 6T Коды аварийных сигналов разделены следующим образом:
- 210–245 Ошибки концевых выключателей хода
- 400–445 Ошибки сервосистемы
- 600–603 Ошибки печатной платы или кабелей 200–70 Перегрев
- 8 секции или двигателя
- с 900 до 999 Ошибки на память
Содержание
- FANUC 6M / 6T Коды тревоги
- Ошибки программ или ошибки оператора
- Ошибки на ПКБ или камере
- Аварийные сигналы перегрева
- Ошибки памяти
Программные ошибки или ошибки оператора
| Аварийный сигнал | Описание аварийного сигнала | ||
|---|---|---|---|
| 000 | Повторно подайте питание после ввода параметра | ||
| 001 | TH Alarm (Введен символ с неправильной четностью) Исправьте ленту | ||
005 Номер TV 9005 символы в блоке нечетные). Этот аварийный сигнал будет сгенерирован только тогда, когда эффективна проверка ТВ.0052 Этот аварийный сигнал будет сгенерирован только тогда, когда эффективна проверка ТВ.0052 | В начале блока была введена цифра или знак (-) без адреса | ||
| 005 | За адресом не следовали соответствующие данные, но следовал другой адрес кода EOB | ||
| 006 | Ошибка ввода знака «-» (знак «-» был введен после адреса, с которым он не может быть использован. Или использовались два знака «-»). | ||
| 007 | Десятичная точка “.” Ошибка ввода (После адреса, с которым его нельзя использовать, была введена десятичная точка. Или были введены две десятичные точки). | ||
| 008 | Положение переключателя считывателя ленты не было AUTO (без катушки) или REEL ON/REEL OFF (с катушками). | ||
| 009 | Введен недопустимый символ. (Э). | ||
| 010 | Был задан неиспользуемый G-код. (Аварийный сигнал генерируется также при задании G-кода, которым система управления не оснащена в качестве опции). | ||
| 011 | Скорость подачи не была задана при рабочей подаче или скорость подачи была неадекватной | ||
| 015 | Количество управляемых осей превышает количество одновременно управляемых осей | ||
| 017 | Заданное перемещение дополнительной оси было задано без оснащения опциональной дополнительной осью. | ||
| 018 | Одновременно с другой осью была задана дополнительная ось. | ||
| 021 | Ось, не включенная в выбранную плоскость (с помощью G17, G18, G19) была задана круговая интерполяция. | ||
| 022 | При круговой интерполяции обозначение радиуса выполнялось в ЧПУ, не оснащенном опцией обозначения радиуса. | ||
| 023 | При круговой интерполяции по обозначению радиуса для адреса R был задан нуль. | ||
| 031 | При установке величины смещения с помощью G10 число смещения после адреса P было избыточным или не было указано. | ||
| 032 | При установке величины смещения с помощью G10 величина смещения была чрезмерной. | ||
| 035 | Пропуск резания (G31) был задан в режиме компенсации режущего инструмента. | ||
| 036 | G45-G48 (коррекция инструмента) была задана в режиме компенсации режущего инструмента. | ||
| 037 | Выбранное (с помощью G17, G18 или G19) изменено в режиме компенсации режущего инструмента. | ||
| 038 | При компенсации режущего инструмента произойдет перерез, поскольку начальная или конечная точка дуги совпадает с центром дуги | ||
| 041 | При компенсации режущего инструмента произойдет перерез. | ||
| 044 | Один из G27-G30 получил команду в режиме постоянного цикла. Цикл ATC (M06) был задан в режиме постоянного цикла. | ||
| 045 | Цикл ATC (M06) был задан для ЧПУ, не оснащенного дополнительной функцией возврата в референтную точку. | ||
| 046 | Во 2-й, 3-й и 4-й командах возврата контрольной точки указано другое, чем P2, P3 и P4. | ||
| 047 | G27 — G30 была задана для оси, не имеющей опорной точки. | ||
| 058 | В 4-значном S-коде, двоичном 12-битном/аналоговом выходе A, была указана команда, превышающая максимальное или минимальное количество оборотов шпинделя. | ||
| 059 | Программа для выбранного рабочего номера не найдена (функция A выбора внешнего рабочего номера). | ||
| 060 | Заданный порядковый номер не найден при поиске порядкового номера, | ||
| 065 | Масштаб Масштабирование Указано значение, отличное от 1-99999. | ||
| 066 | Было применено масштабирование, в результате чего значение перемещения, значение координаты, радиус дуги окружности и т. д. превышают максимально запрограммированный размер. | ||
| 067 | G51 (масштабирование включено) был задан в режиме компенсации режущего инструмента. | ||
| 070 | Недостаточно памяти Fanuc. | ||
| 071 | Адрес для поиска не найден. | ||
| 072 | Количество сохраняемых программ превышает 95 или 191. (191 является опцией). | ||
| 073 | Номер программы уже использован. | ||
| 074 | Номер программы отличается от 1-9999 | ||
| 075 | Номер программы или порядковый номер не найден в начальном блоке программы | ||
| Адрес P был задан в блоке с командой M98. | |||
| 077 | . Подпрограмма была вызвана в Triple | ||
| 078 | Номер последовательности, который был указан по адресу P в блоке, который включает в себя M98 или M99 | ||
| 5151515151515151 гг. и содержимое ленты не совпадает | |||
| 085 | При сохранении данных в памяти с использованием интерфейса ASR или RS232C возникала ошибка переполнения или кадрирования | ||
| 086 | Неправильный уровень сигнала интерфейса RS232C | ||
| 087 | При сохранении данных в памяти с использованием интерфейса Fanuc RS232 время, необходимое для сохранения данных, недостаточно. | ||
| 090 | Возврат в референтную точку не может быть выполнен нормально, потому что начальная точка возврата в референтную точку близка к референтной точке или сигнал одного оборота не подается из-за неисправности импульсного шифратора. | ||
| 091 | Возврат в референтную точку не может быть выполнен нормально, так как скорость подачи слишком мала для синхронизации сигнала одного оборота импульсного шифратора с референтным счетчиком, | ||
| 092 | не вернуться к контрольной точке. | ||
| 094 | Тип P не может быть указан для перезапуска программы (поскольку после прерывания программы выполнялась установка системы координат или ORIGIN и т. д.) | ||
| 095 | Тип P не может быть указан для перезапуска программы (поскольку после прерывания программы значение внешнего смещения нулевой точки изменилось) прерывание, значение смещения рабочей нулевой точки изменилось). | ||
| 097 | Для перезапуска программы нельзя указать P-тип (поскольку после прерывания программы автоматическая операция не выполнялась).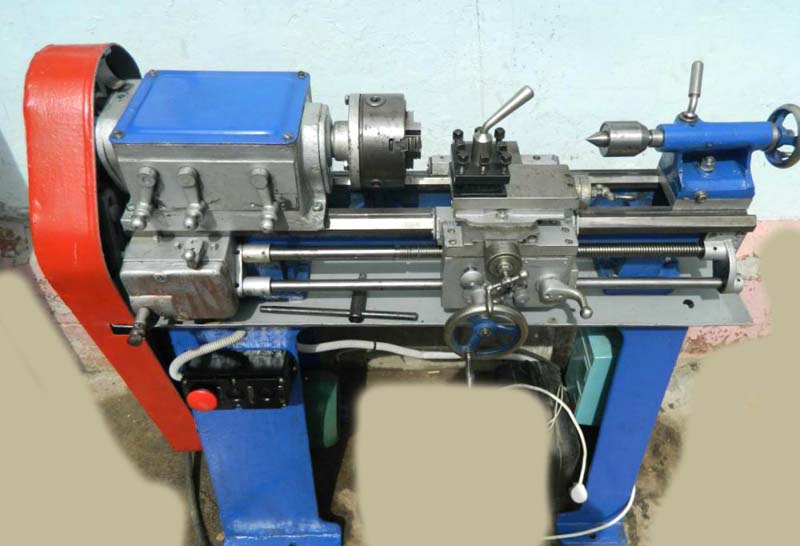 | ||
| 100 | Переключатель для установки параметров включен. Нажмите кнопку сброса после выключения переключателя. | ||
| 101 | Питание было отключено во время перезаписи содержимого памяти в операции сохранения и редактирования программы обработки детали. При появлении этого аварийного сигнала необходимо включить питание, одновременно нажимая кнопки DELETE и RESET, чтобы очистить память. | ||
| 110 | Абсолютное значение данных представления с фиксированной точкой превышает верхнюю границу (99999999). | ||
| 111 | Экспонента данных представления с плавающей запятой превышает верхнюю границу. | ||
| 112 | Divisor — 0 | ||
| 113 | Функция, которая не может быть использована для пользовательского макроса A | ||
| 114 | Формат. переменной присвоен номер | ||
| 116 | Левая часть заменяемого предложения является переменной запрещенной замены | ||
| 118 | Вложенность скобок превышает верхний предел (5). | ||
| 119 | Аргумент SQRT является отрицательным, или аргумент BCD является отрицательным | ||
| 122 | Гнездование макроса. режим | ||
| 124 | DO END не соответствует 1:1 | ||
| 125 | Ошибка формата (формулы) | ||
| 126 | НЕ 1 £ N £ 3 в DO N | ||
| 127 | Команда NC и макро командование. | 129 | Недопустимый адрес используется в . |
| 130 | При внешнем вводе данных данные с большим адресом содержат ошибку | ||
| 131 | Во внешнем аварийном сообщении произошло пять или более аварийных сигналов | ||
| 132 | In external alarm message, clear, no corresponding alarm number exsists | ||
| 133 | In external alarm message and in external operator message, smaller- address data contains an error | ||
| 170 | Редактируются программы с номерами 8000 – 8999 и 9000 – 9899. Но этот аварийный сигнал возникает только тогда, когда настройка параметров запрещает редактирование этих программ. Но этот аварийный сигнал возникает только тогда, когда настройка параметров запрещает редактирование этих программ. |
Ошибки выключателя ограничения хода
| Тревога | Описание тревоги |
|---|---|
| 210 | Подвижная часть машины прикоснулась |
| 212 | Пока ось X двигалась в положительном направлении, она вошла в запрещенную зону сохраненного предела хода 1 |
| 213 | Пока ось X двигалась в отрицательном направлении, она вошла в запрещенную зону сохраненного предела хода сохраненный предел хода 2 |
| 215 | Пока ось X двигалась в отрицательном направлении, она вошла в запрещенную зону сохраненного предела хода 2 |
| 220 | Подвижная часть станка коснулась Y ось плюс концевой выключатель хода |
| 221 | Подвижная часть машины коснулась концевого выключателя оси Y минус ход. |
| 222 | Пока ось Y двигалась в положительном направлении, она вошла в запретную зону сохраненного предела хода 1 в запрещенную зону сохраненного ограничения хода 1 |
| 224 | При движении оси Y в положительном направлении она вошла в запрещенную зону сохраненного ограничения хода 2 |
| 225 | Пока ось Y двигалась в отрицательном направлении, она вошла в запретную зону сохраненного предела хода 2 |
| 230 | Подвижная часть станка коснулась оси Z плюс предел хода переключатель |
| 231 | Подвижная часть станка коснулась концевого выключателя отрицательного хода оси Z |
| 232 | Пока ось Z двигалась в положительном направлении, она вошла в запрещенную зону сохраненного хода предел 1 |
| 233 | При движении оси Z в отрицательном направлении она вошла в запретную зону сохраненного ограничения хода в запретную зону сохраненного ограничения хода 2 |
| 235 | Пока ось Z двигалась в отрицательном направлении, она вошла в запрещенную зону сохраненного ограничения хода 2 |
| 240 | Подвижная часть машины коснулась 4 -й оси плюс переключатель ограничения удара |
| 241 | Подвижная часть машины прикасалась к 4 -й оси на переключателе Servo |
.

Сигнал READY (VARY) управления скоростью уже включен, хотя сигнал READY (PRDY) управления положением выключен еще при включении питания, условие
 (превышает 500VELO)
(превышает 500VELO)Неправильная настройка CMR вызывает эту ошибку
 Неправильные настройки вызывают этот аварийный сигнал
Неправильные настройки вызывают этот аварийный сигналНеправильная настройка CMR вызывает эту ошибку
Неправильная настройка CMR вызывает эту ошибку
 (превышает 500VELO)
(превышает 500VELO)Неправильная настройка CMR вызывает эту ошибку
Ошибки на печатной плате или кабели
СВЕДЕНИЯ САМА МЕЖДНАЯ ПХБ
| Алэр | . в ПК-модели C |
|---|---|
| 601 | Ведомое реле было выключено. (Неисправны соединения между блоком, MDI/DPL (MDI/CRT) и главной платой. Другой блок подключения для замены корпуса) |
| 602 | Программа для ПК еще не загружена и ПК неправильный или прерывается. Изменение платы управления последовательностью включения питания или главной платы Изменение платы управления последовательностью включения питания или главной платы |
| 604 | Удержание не действует для MPU на стороне ПК модели B |
| 605 | Произошла системная ошибка в MPU ПК-модели B |
| 606 | Произошел паритет RAM/ROM в MPU ПК-модели B |
| 607 | 2 90 Ошибка передачи данных Fanuc MDI & CRT |
перегрев тревоги
Перегрев секции или мотор
| .0052 | |
|---|---|
| 701 | Overheat of the PCB for 4TH axis |
| 702 | Overheat of DC motor for X, Y, Z axis |
| 703 | Overheat of DC motor for 4TH axis |
Ошибки памяти
| Аварийный сигнал | Описание аварийного сигнала | |||
|---|---|---|---|---|
| 900 | Неисправность пузырькового устройства. (Неисправность входного сигнала для пузырькового устройства) | |||
| 901 | Неисправность пузырькового устройства. (Начальная точка пузырька не была обнаружена сразу после включения питания) (Начальная точка пузырька не была обнаружена сразу после включения питания) | |||
| 902 | Неисправность пузырькового устройства. (Ошибка размера страницы, неопределенная команда) | |||
| 903 | Неисправность устройства всплывающих окон. (Отсутствует передача, размер страницы больше) | |||
| 904 | Неисправность пузырькового устройства Fanuc. (Ошибка четности) | |||
| 905 | Неисправность пузырькового устройства. (без маркера) | |||
| 906 | Неисправность пузырькового устройства. (Многие петли с дефектами) | |||
| 910 | Ошибка паритета оперативной памяти (низкий байт) | |||
| 911 | Ошибка паритета RAM (High Byte) | |||
| 920 | SYSTER SYSTER TIMER) | 920 | SYSTER). | |
| 930 | Ошибка процессора (генерация прерываний типа 0, 3, 4) | |||
| 997 | Ошибка четности ПЗУ (ПЗУ ПК) | |||
| ошибки четности ПЗУ 998 | 20052 | |||
| 999 | ROM pair error (No correspondence between high and low) |
Modal and non modal G codes
Modal and non modal G codes
Modal and non modal G codes
Let Мне объяснить
Мы все знаем, что программирование может быть сложным. Итак, позвольте мне объяснить вам, как все это работает. В этой статье объясняется реальное значение модальных и немодальных G-кодов.
Итак, позвольте мне объяснить вам, как все это работает. В этой статье объясняется реальное значение модальных и немодальных G-кодов.
Модальный режим означает, что после подачи команды она остается в системе управления.
Как это можно использовать?
Если вы вводите команду G0 или G00, машина находится в быстром режиме, и вам не нужно переустанавливать ее.
Рапид означает, что все моторы на пределе, как у подростка в Феррари.
Каждое движение с этого момента будет быстрым, если вы не скажете иначе. G-код, который его изменяет, должен находиться в той же группе. Например, G0 G1 G2 и G3 находятся в одной группе, как когда-то The Beatles.
На днях я разговаривал с «молодым человеком», который даже не слышал о «Битлз». Я имею в виду, черт возьми, я действительно очень старый или они обречены на забвение?
Кстати, мое определение молодого человека с каждым днем становится все старше.
Представьте, что вас называют «молодой человек». Вы слышите, как политики по телевизору говорят: «О да, я разговаривал с одним из тех молодых людей на днях».
Боже, я ненавижу этот гребаный телевизор, кроме Острова Любви, Обнаженного Притяжения, Стыдливых Тел, Очки для очков, Улицы Коронации, Фермы Эммердейл, Ист-Эндерс и Танцев со звездами.
Честно говоря, я все смотрю, но в свою защиту я никогда не перестаю жаловаться и бросать лапшу в телевизор.
Вот такой я сделал перед передачей
Мои телевизоры в вмятинах и царапинах от брошенных в них разных инородных тел. Очевидно, у меня есть телевизор в каждой комнате и туалете.
У меня пять, туалеты не телевизоры. Моя мать сказала: «Вы должны использовать много воды, не говоря уже о туалетной бумаге»
Я сказал: «Мама, дорогая, разве ты не понимаешь, что ты не можешь срать или помочиться в пять туалетов одновременно»
Очевидно, я не сказал «туалет» при маме, это всегда туалет.
О да, я говорил, что ненавижу телек
Я видел эту штуку в Интернете 8 огромных спойлеров Эммердейла.
Теперь я знаю, что многие из вас, программистов ЧПУ, являются большими поклонниками шоу, но я должен это сказать.
Спойлер Я имею в виду, как, черт возьми, ты можешь испортить что-то, что уже является отупляющим куском дерьма!!
Когда я слышу музыку к этому шоу, я с большим энтузиазмом отношусь к опорожнению кошачьих лотков, которые вздымаются от мочи и дерьма. (Я знаю, что вы не должны оставлять их больше недели, но в свою защиту я сейчас вхожу в рутину)
«Да ладно, Дэйв, ругань становится хуже, американцам это не понравится»
Я признаю, что это слишком много разглагольствований, и я бы не стал винить вас за то, что вы зашли на другой сайт.
Этот парень пишет серьезные вещи о G-кодах, к сожалению для вас, почти каждый пост и видео полны ошибок и часто откровенно неверны.
В любом случае, ты заслужил это за то, что не остался со мной в трудные времена.
Я не должен этого говорить, но в этих статьях столько ошибок, что я не знаю, как ему это сходит с рук. Ну это ребята из интернета.
Ну это ребята из интернета.
Его новая серия обучающих видеороликов называется «Изучите пять самых быстрых способов мгновенного увольнения с работы станочника с ЧПУ».
Модальные и немодальные G-коды
G0 Rapid.
Подача G1.
G2 Дуга по часовой стрелке.
G3 Дуга против часовой стрелки
Совершенно очевидно, что они должны заменять друг друга, потому что, если бы они находились на одной линии, они противоречили бы друг другу.
Нельзя двигаться по кругу по часовой стрелке и по прямой одновременно.
Tigers Fight О модальных G-кодах
G0 X0 Y0 (Rapid to X0 Y0)
Y50.
(Контроль говорит: «Хорошо, я понял, снова быстро, не нужно повторяться, я услышал вас в первый раз»)
Модальные и немодальные G-коды. Как они на самом деле работают?
Существует не так много немодальных команд G53 и G4
G4 это задержка, если бы это было модальным, это вызвало бы много проблем
G0 X50. Y50. (Быстрый ход)
Y50. (Быстрый ход)
G4 X5. (Пятисекундная задержка)
X0 (Это будет быстрая команда, а не очередная задержка, потому что она запоминает G0 )
Я помню G0, но забываю G4.
Моя третья жена была немного похожей на это, она сказала, что я ударил ее по лицу, но благополучно забыл, что это было только после того, как она ударила меня ногой по яйцам и отрезала мне левое ухо картофелечисткой.
Машина сделает G4 задержится, а затем полностью забудет об этом. Если вы действительно хотите еще раз остановиться, вам придется повторить Г4. Иначе это как если вам говорят, что ваша очередь кормить собаку, команда игнорируется.
Да, ребята, вы можете использовать X или P для команды остановки. Я использую X, потому что мне нравится чувство, когда оператор возвращается ко мне и говорит: «Дэйв, ты ошибся».
Во-первых, я игнорирую его, потому что меня зовут Дэвид, и я не отвечаю перед Дэйвом.
Когда он, наконец, дозвонится до меня, мне нравится это чувство силы и превосходства, когда я объясняю ему, что это работает с P и X.
G53 — это команда положения станка.
Если вы используете немодальную команду, вы должны повторить ее для каждой строки, в которой хотите ее использовать.
«Состояние пробуждения» Модальные и немодальные G-коды.
О чем все это?
Это то, что G-коды активны при включении управления. Состояние пробуждения, не путать с вставанием с постели с дымящимся похмельем после ночи, проведенной в туалете.
Состояние пробуждения
Это состояние пробуждения не может быть гарантировано, поскольку вы можете изменить это состояние с помощью параметра.
Существует также параметр, который управляет тем, что происходит, когда вы нажимаете кнопку сброса. Так, например, нажатие сброса может отменить постоянный цикл. (Или нет).
Изношена кнопка сброса
Ваши модальные G-коды изменятся, когда……
Вы нажимаете сброс.

При первом включении компьютера (состояние пробуждения)
Вы читаете M30 в конце программы.
M-коды
На самом деле они не называются модальными, но то же самое применяется, когда вы запускаете шпиндель (M3), вам не нужно записывать его снова, пока вы не захотите его остановить или реверсировать. M4 запустит шпиндель в обратном направлении против часовой стрелки. M5 остановит шпиндель.
Не нужно программировать M05, достаточно M5, попробуйте прочитать это.
Скорости
Скорости являются модальными, но ваша машина может проснуться с нулевой скоростью.
Таким образом, в MDI, если скорость активна, и вы программируете M3, шпиндель запустится с активной скоростью (так что будьте осторожны).
Если вы запрограммируете только скорость S2000
Если шпиндель работает, она изменится. Если шпиндель не работает, он изменится, но не запустится.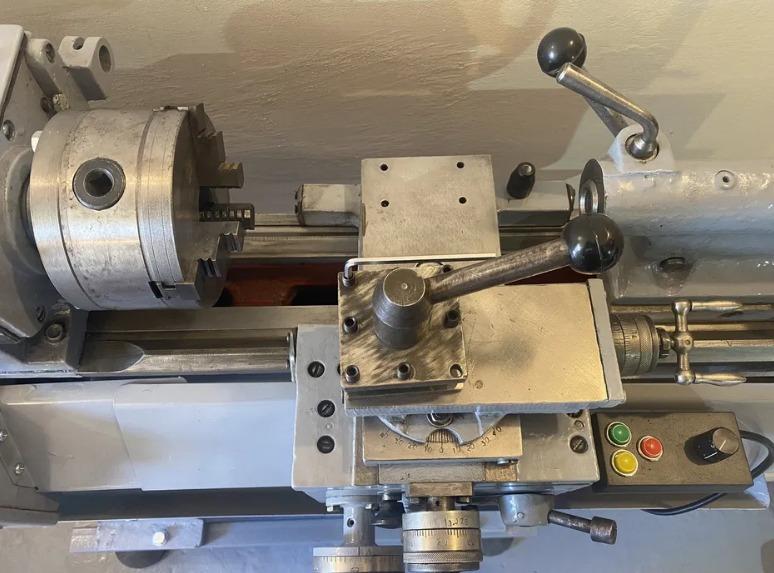 Когда вы позже запустите шпиндель, он будет на новых об/мин .
Когда вы позже запустите шпиндель, он будет на новых об/мин .
Когда вы программируете только скорость, машина становится умной задницей. Он смеется над тем, что вы говорите: «Я не запускаю шпиндель, потому что вы меня не спросили».
Впустую код
Когда я впервые начал программировать станки с ЧПУ в 1905 году, каждая программа вначале содержала массу информации. Никто из нас не знал, что это значит, и никто не осмелился изменить или убрать что-либо из этого.
Его можно было изменить только после религиозной церемонии и ритуального забоя в полнолуние.
Тебя могут уволить на месте даже за то, что ты заговоришь об этом.
Если бы мы только знали о модальных и немодальных G-кодах, жизнь была бы намного лучше.
Так что теперь я вся взрослая, говорю «все делай не просто так». Рассмотрите свои модальные и немодальные G-коды.
Программа справа имеет ненужный код.
Да, и в первые дни мы часто выключали и снова включали машину, что обычно решало большинство проблем.
Никто не знал, какого хрена мы это сделали, но потому что казалось, что это сработало, мы это сделали. Женщины часто говорят, почему мужчины продолжают засовывать руки в штаны. Ответ: мы не знаем, но мы все равно делаем это. Ну не знаю, может у тебя.
Возвращаясь к выключению и повторному включению машины. Представьте, если бы у вас не было G50 в вашей программе токарного станка с ЧПУ, и она была бы настроена на очень низкую скорость в другой программе, которую вы только что запускали.
Вы можете удивиться, почему ваша машина работает так медленно. Очевидно, что если вы выключите машину, это сбросится. Все снова будет работать нормально.
Давайте посмотрим, как это работает.
Вы можете включить эту строку в начало вашей программы как стандартную вещь.
G40 G80 G90 G21
G40 Отменить компенсацию радиуса инструмента.
G80 Отмена постоянного цикла.
G90 Если вы указываете это в начале каждого инструмента, то вам это не нужно в начале программы.
G21 Метрическая система, если вы никогда не переходите на дюймы, вам это не нужно при запуске программы.
Вот статья о хорошо изложенном коде ЧПУ.
В любом случае, если вам нужно написать кучу чуши в начале вашей программы, пожалуйста, узнайте, что это значит и для чего все это. О, и не вините меня, когда ваши пальцы изнашиваются.
И это еще не все с модальными и немодальными G-кодами
Если вам не хватает памяти, на это следует обратить внимание. Некоторые CAD-системы будут выводить кучу ненужного дерьма, но вам нужно отсортировать свой постпроцессор, чтобы остановить это. Это довольно легко исправить. Множество начальных и конечных нулей, от которых нужно избавиться.
Скорости подачи одинаковы, вам нужно указать их только один раз, а затем еще раз, когда вы захотите их изменить. Таблетки Silagra http://www.wolfesimonmedicalassociates.com/silagra/
Лучше всего указать всю необходимую модальную информацию в начале каждого раздела кода. Лучше всего сразу после смены инструмента.
Лучше всего сразу после смены инструмента.
Попробуйте запрограммировать каждый инструмент как раздел. Каждый инструмент должен иметь всю необходимую информацию для самостоятельной работы. Ничего не следует предполагать в начале каждого инструмента. О, и всегда принимайте во внимание модальные и немодальные G-коды.
Но есть одна загвоздка
Будьте осторожны при использовании MDI с модальными и немодальными G-кодами, поскольку вы не знаете, какие G-коды активны. Все органы управления будут иметь экран с активными G-кодами.
На этом экране их множество, не беспокойтесь, если вы не знаете, что они все собой представляют (даже Fanuc на самом деле не знает, они просто выдуманы).
Как вы можете это использовать?
Если, например, в разделе программы у вас есть только одна скорость подачи, то это все, что вам нужно изменить. Если это повторяется в нескольких местах (что может делать ваша CAD-система). Затем вам нужно будет не забыть изменить каждый из них.
That’s not all
Loads of articles on CNC Programming, enjoy yourself:
Checking CNC Programmes
Using a Decimal Point
CNC Programming
Zeros Not required on Haas Control
Sub-Programming
G0 Отмена постоянного цикла
Модальные и не модальные
G28 Verses G53
Введение в макропрограммирование
Просто адрес…
Основы токарной обработки G50
Буква O нулевой номер
Текущий порядок
Начальные и конечные нули
Переходы между разделами программы
Хорошо изложенный код
Спасибо за чтение моей статьи.
Пожалуйста, свяжитесь со мной, если вам требуется:
- Обучение программированию ЧПУ.
- Хотите научиться программированию ЧПУ.
- Обучение управлению Fanuc.
- Yasnac тренинг по программированию.
- Любой курс ЧПУ.

