Токарный станок твш 2 технические характеристики: технические характеристики, самоделки на нем
Содержание
технические характеристики, самоделки на нем
Одним из видов сложных и востребованных типов оборудования является токарный станок. Для создания каких-либо изделий, деталей или поделок его часто используют как многие специалисты, так и опытные любители с умелыми руками. Препятствием такому ремеслу, может послужить лишь отсутствие денежных средств на материалы изготовок.
Содержание:
- 1 Поделки, самоделки на токарном, что для этого надо
- 1.1 Какие подойдут для домашней мастерской?
- 2 Точение деревянных изделий
- 3 Металлические поделки
Поделки, самоделки на токарном, что для этого надо
Токарные станки на протяжении огромного количества лет применяются в обработке деталей, выработке их типов и даже в реализации дизайнерских решений. Работа требует от мастеров хороших умений и навыков, точности и терпения. Особенно если изделия изготавливаются на станках с ручным типом обработки.
Древесина является податливым материалом для создания самых разнообразных изделий, однако разные породы дерева способны по-разному обрабатываться. Легкими в обработке можно назвать орех, граб, бук, липу, березу или грушу.
Легкими в обработке можно назвать орех, граб, бук, липу, березу или грушу.
Важно!
Хвойные породы обработать сложнее, поэтому большое значение при изготовлении поделок имеет выбор материала. Он не должен быть треснут, с выпадающими сучками, просмолками и прочими дефектами.
Какие подойдут для домашней мастерской?
Существенным фактором при покупке является конечно же функциональность. Если же станок приобретается для обучения или для работы с малым количеством типов заготовок, то смысла в покупке дорогого, сложного и многофункционального варианта нет, так как все его возможности попросту не будут применяться. Для оптимального малогабаритного представителя можно выделить:
- Подключение к бытовой электросети (220В).
- Экономия электричества.
- Удобный вес 40–60 кг для монтажа и перестановки.
- Возможность подключения к трехфазной сети.

- Неприхотливость в эксплуатации.
- Качество.
Читайте также: токарный станок по металлу для гаража
Для опытных мастеров, которые работают с большим количеством разных категорий изготовок, стоит брать соответствующие оборудование. Профессиональный токарный станок приобретается специалистами широкого профиля по учету умений и навыков, устанавливается в просторном и удобном помещении с вентиляцией. Станку также требуется качественное питание и электропроводка.
Необходимо обладать должными знаниями при покупке. Многие агрегаты разрабатываются из китайских комплектующих, поэтому если мы говорим о хороших экземплярах, то не всегда их надежность соответствует цене. Нелишним будет почитать отзывы перед покупкой и покупать только товар на гарантии. Заранее ищите информацию токарным станкам и сравнивайте различные варианты по характеристикам.
Важно!
При покупке обращайте внимание на наличие неисправностей. Каждая скорость должна соответствовать заявленной, люфты в подвижных частях должны отсутствовать, а ходовая должна быть плавной. При пробном изготовлении какой-либо детали она должна соответствовать размерам с подобающей точностью.
При пробном изготовлении какой-либо детали она должна соответствовать размерам с подобающей точностью.
Точение деревянных изделий
Большому количеству изделий важна обработка точением. Для таких поделок, в роде ваз, тарелок или бокалов применяется специальное крепление – патрон. Для продолговатых изделий используется трезубец, позволяющий поджимать центром задней «бабки».
Принцип заготовки заключается во вращении данной стамески по оси, благодаря чему происходит заточка детали. Данная разновидность точения называется продольной. В случае, если поделка небольших размеров, то токарь может ее крепить к планшайбе (или плоскому диску) на шурупы.
Для начала на деталь наносятся метки для шурупов, далее просверливаются отверстия, каждое глубиною равной длине шурупа, хотя некоторые мастера проделывают их с помощью шила. Для определения места под шурупы заготовка прикладывается к планочной шайбе, а сквозь дырки, находящиеся с обратной стороны, метится их местоположение. Перед началом обработки плоских деталей на планшайбе, подготавливается стамеска, мастер, как правило, перемещает ее перпендикулярно, а заготовка обтачивается торцовым или лобовым способом.
Перед началом обработки плоских деталей на планшайбе, подготавливается стамеска, мастер, как правило, перемещает ее перпендикулярно, а заготовка обтачивается торцовым или лобовым способом.
Лезвие имеет клиновидную форму, а режущую кромку образуют передняя и задняя поверхность на пересечении. В заточку заготовок из дерева входит также отрезка частей, размета центра вращения, придание формы цилиндра. Токарный станок предоставляет широкий спектр возможностей для создания идеальных форм поделок. Также без точения не обходятся работы по изготовлению ручек или ножек для мебели.
Читайте также: изделия из дерева на токарном станке
Металлические поделки
Что касается металлических подделок, на токарном станке по металлу изготавливается огромное количество декоративных украшений и изделий. В интернете можно найти большое количество чертежей и схем для осуществления самых разнообразных идей. Пожалуй, один из лучших представителей простых декоративных изделий – это «Пара, играющая в шашки».
Что требуется для изготовления:
- Несколько мелких гвоздей и пара по 5 см. Изогнем их плоскогубцами в форме сидящих людей.
- 4 гайки. Стульями послужат пара гаек, на которых и размещаем наших игроков, другие две будут олицетворением стола.
- Небольшой кусок картона – послужит игровой доской.
- Откусанные шляпки гвоздей – являются шашками.
- Для закреплений всех элементов используется точечная сварка и специальный клей.
Поделиться в социальных сетях
ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
Школьные станки
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Общая характеристика аппарата и его аналогов
Существует несколько модернизированных вариантов школьных винторезных станков. Первая модель станка ТВШ 2 стала родоначальником всей серии токарно-винторезных агрегатов, используемых в школах для обучения навыкам резьбы.
Первая модель станка ТВШ 2 стала родоначальником всей серии токарно-винторезных агрегатов, используемых в школах для обучения навыкам резьбы.
Первый токарный станок ТВШ 2 выпущен в середине XX века. Агрегат обладал тремя подачами и мог выполнять три разновидности резьбы. На смену устаревшей модели пришла модернизированная версия твш 3, которую со временем заменил аппарат ТВ 4. На смену ТВ 4 пришла модель ТВ 6.
В последующие годы была создана усовершенствованная модель станка ТВ 7, отличающаяся от предыдущей устройством коробки скоростей и передней бабки. Переключение скоростей на агрегате осуществляется путем переброски приводного ремня, а также благодаря понижающей коробке с двумя скоростями.
Учебные агрегаты ТВ 7 способны нарезать порядка 6 видов резьбы, а количество подач на них стало равняться 8.
Поскольку скорость вращения шпинделя на токарно-винторезном агрегате ТВ 7 переключается перебрасыванием ремней, то на шпиндельной бабке были удалены две рукоятки.
Выпущенные позже устройства ТВ 9 и ТВ 11 имели возможность выполнять следующие токарные работы:
- сверление
- нарезание резьбы,
- расточка, проточка поверхностей в форме конуса и цилиндра,
- подрезание торцов,
- отрезка.

Винторезный станок ТВ 11 отличается от других моделей увеличенным параметром расстояния между центрами. Для него он составляет 750 мм. Межцентровое расстояние для агрегата ТВ 9 составляет 525 мм, что заметно превышает указанный показатель у модификации ТВ 7М — 275.
Все выпущенные агрегаты имеют класс точности Н.
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Токарный станок ТВШ-3 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 100
- Наибольший диаметр точения над нижней частью суппорта, мм — 90
- Высота центров, мм — 100
- Наибольший диаметр обрабатываемого прутка, мм — 14
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120…170
- Пределы продольных подач (3 ступени), мм/об — 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм — 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм — 15
- Мощность электродвигателя, кВт — 0,6
Общий вид токарно-винторезного станка ТВШ-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
Расположение органов управления токарно-винторезным станком твш-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
Схема кинематическая токарно-винторезного станка ТВШ-3
Кинематическая схема токарно-винторезного станка твш-3
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3
Передняя бабка токарно-винторезного станка твш-3
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм (гитара) токарно-винторезного станка ТВШ-3
Передаточный механизм (гитара) токарно-винторезного станка твш-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
Коробка подач токарного станка твш-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней» 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла.
Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней» 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
Коробка подач токарного станка твш-3. Поздняя версия
Суппорт токарно-винторезного станка ТВШ-3
Суппорт токарно-винторезного станка твш-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.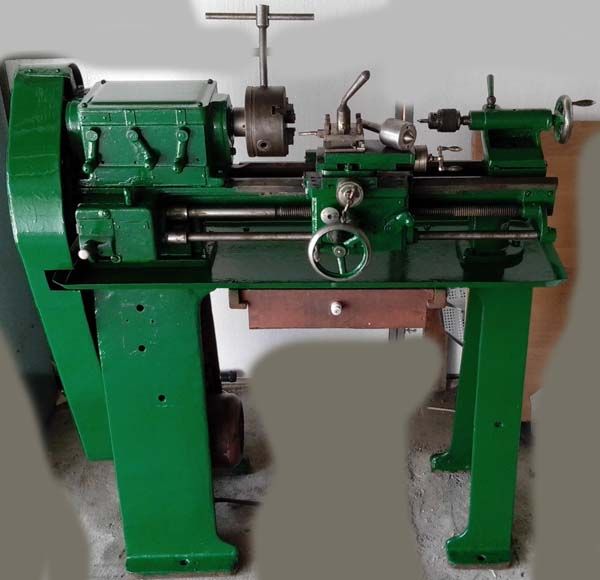
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
Фартук токарно-винторезного станка твш-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3
Задняя бабка токарно-винторезного станка твш-3
Задняя бабка (рис.
служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Устройство
В конструкции ТВ3 использована классическая компоновка, оборудование состоит из следующих функциональных элементов:
- Станина, соединяющая все основные элементы и выступающая основной жесткостной и прочностной основой конструкции. Она имеет две тумбы, выполненные из листового металла.
 В передней части расположен узел с ходовым винтом и рейкой. На верхней части — направляющие для перемещения каретки и блока задней бабки.
В передней части расположен узел с ходовым винтом и рейкой. На верхней части — направляющие для перемещения каретки и блока задней бабки. - Станок оснащен передаточным механизмом, расположенным в блоке передней бабки. Передача момента вращения с главного привода производится посредством клиноременной передачи. Вал коробки скоростей, путем позиционирования шестерней, транспортирует мощность на шпиндель, обороты которого меняются с тем или иным передаточным отношением.
- Коробка подач. Данный узел получает вращающий момент от передней бабки шпиндельного типа, путем взаимодействия шестерен передаточного устройства. Доступна подача как посредством ходового валика, так и винта подачи.
Другие базовые узлы также достаточно привычны:
- блок электрооборудования;
- задняя бабка;
- фартук;
- кожухи защиты;
- блок суппорта.
Так как конструкция станка ТВ-3 несколько упрощена, по причине его ограниченных показателей энергозаряженности, у оборудования отсутствуют некоторые защитные механизмы. В частности, не предусмотрен рычаг блокировки рукояток, нет лимба, невозможно точно передвигать суппорт на определенное число лимбовых делений. Также не представлен механизм принудительного торможения шпинделя. Станок настолько прост по конструкции, что не требует специализированного обслуживания и ремонта.
В частности, не предусмотрен рычаг блокировки рукояток, нет лимба, невозможно точно передвигать суппорт на определенное число лимбовых делений. Также не представлен механизм принудительного торможения шпинделя. Станок настолько прост по конструкции, что не требует специализированного обслуживания и ремонта.
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 |
| Основные параметры станка | ||
| Класс точности | Н | |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | |
| Высота центров над плоскими направляющими станины, мм | 108 | 100 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 |
| Наибольшая длина обтачивания, мм | 300 | 350 |
| Наибольшая высота держателя резца, мм | 10 х 12 | |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 |
| Наибольший диаметр прутка, мм | 15 | 14 |
| Конус Морзе шпинделя | №2 | №2 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | |
| Торможение шпинделя | нет | нет |
| Блокировка рукояток | нет | нет |
| Реверсирование | нет | |
Суппорт. Подачи Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет |
| Наибольшее поперечное перемещение суппорта, мм | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | |
| Наибольшее перемещение резцовых салазок, мм | 50 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° |
| Число ступеней продольных подач суппорта | 3 | 3 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет |
| Задняя бабка | ||
| Конус Морзе задней бабки | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 |
| Наличие лимба или линейки перемещения | 0,025 | нет |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 |
| Масса станка, кг | 280 | 180 |
Характеристики и параметры
Впервые ТВШ 3 появился в начале шестидесятых годов 19 века на территории современной Германии. Часть документов, касаемо оборудования, была утеряна, но специалисты уверяют, что тогда станок был массивным и тяжелым. С 70-х годов ТВШ 3 стал меньше по размерам. Современные варианты токарного оборудования легкие и простые в установке, их используют не в профессиональной деятельности, а для проведения курсов обучения у новичков.
Часть документов, касаемо оборудования, была утеряна, но специалисты уверяют, что тогда станок был массивным и тяжелым. С 70-х годов ТВШ 3 стал меньше по размерам. Современные варианты токарного оборудования легкие и простые в установке, их используют не в профессиональной деятельности, а для проведения курсов обучения у новичков.
Предназначение устройства — обучение токарному делу. Винторезный станок позволяет комфортно выполнять большинство токарных операций, при этом с минимальной степенью погрешности. То, что он предназначается в первую очередь для обучения, определяется высокой степенью безопасности. В сравнении с другими токарными станками, которые используются для идентичных видов деятельности, риск получить травму тут многократно меньше. Это качество обеспечивается особыми конструктивными изменениями оборудования.
При помощи токарного станка выполняются различные операции, связанные с обработкой материала. Наиболее распространенные:
- возможность вытачивать ровные конусы из материала,
- резьба прямоугольными и квадратными линиями,
- образование брусков и брусьев,
- проведение подрезки материала,
- отрезание необходимых по размерам частей материала,
- обработка торцов уже обточенных изделий,
- изготовление сквозных отверстий выбранного диаметра,
- сверление глухих отверстий.

Конечно, в сравнении с профессиональными станками, школьный вариант имеет ограниченный набор функций. Он позволяет внимательно осматривать, как работает механизм, формировать ровные детали, и тем самым оттачивать уровень мастерства. Обучающиеся токарному делу узнают, как регулируется задняя бабка, как работает резец, какими дополнительными деталями оснащен токарный станок. В профессиональных моделях, которые предназначены для крупных производств, это невозможность проследить.
Технические характеристики полностью соответствуют назначению. В эксплуатационном листе указано что:
- максимальный диаметр детали, которая устанавливается под зону суппорта не превышает 9 сантиметров,
- максимальный диаметр детали, которая устанавливается над станиной — до 10 сантиметров,
- меж центровой размер — 35 сантиметров,
- установка оси центров — до 19 сантиметров,
- максимальный диаметр обрабатываемой заготовки — до 1,4 сантиметров (для прутка),
- длина точения — 35 сантиметров,
- максимальное смещение суппорта поперчено — 10 сантиметров,
- максимальное смещение суппорта продольно — 30 сантиметров,
- количество оборотов — от 120 до 170,
- количество скоростей — три,
- количество ступеней переключений коробки передач — шесть,
- мощность — до 600 Вт.

Высота токарного станка ТВ 3 составляет 101 сантиметр, длина — 143 сантиметра, а ширина — 470 сантиметров. Вес при этом без установленного патрона составляет около 280 килограмм.
Токарный станок ТВ-4: паспортные данные, конструкция оборудования
К сожалению, профессия станочника не пользуется популярностью у современной молодежи. Однако рынок труда показывает обратную тенденцию. Токари требуются предприятиям промышленной группы во все большем количестве.
Растет потребность и в таком оборудовании, как известный всем школьный станок. Это модель ТВ-4, изначально разработанная для применения в профессиональных технических училищах, средних учебных заведениях для обучения юношей и девушек токарному делу.
Габариты агрегата уменьшены, мощность привода и другие технически данные также выглядят скромнее промышленных установок. Однако схема компоновки ТВ-4, показатели точности обработки и общая техника работы — полностью соответствуют станкам, применяемым в промышленности.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — станок сверлильный настольный Ø 16
- СНВШ-1 — станок сверлильный настольный Ø 12
ТВ-4 (ТВ4) Станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Назначение оборудования
Внешний вид
Одни из основополагающих правил проектирования подобного оборудования является его безопасность и простота настройки. Но одновременно с этими условиями в процессе работы учащиеся должны на наглядном примере ознакомиться с конструкцией и усвоить основные правила работы на токарном станке ТВ-4.
Но одновременно с этими условиями в процессе работы учащиеся должны на наглядном примере ознакомиться с конструкцией и усвоить основные правила работы на токарном станке ТВ-4.
Изначально школьная модель предназначалась для выполнения всего спектра токарных операций. Для этого ее конструкция обладает классической компоновкой, свойственной для станков такого типа. На ТВ-4 можно сделать следующие типы токарных работ:
- проточка и расточка стальных заготовок методом вращения;
- подрезка торцов с высокой точностью;
- нарезание резьбы. Однако следует учитывать, что станок рассчитан только для формирования метрической резьбы;
- сверление.
Для увеличения функциональных возможностей оборудования необходимо провести его модернизацию. Это можно делать только после детального изучения специфики конструкции и технической характеристики. Каждый тип модернизации не должен негативным образом отразиться на эксплуатационных качествах станка, безопасности работы на нем.
Одним из свойств учебного оборудования является его компоновка и расположения органов управления. Они рассчитаны таким образом, чтобы работа на станке не затруднялась из-за невысокого роста или длины рук подростков.
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Таблички для ручек управления токарным станком тв-4
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» —левое или «П» — правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в правом положении — «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении».
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).

- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
Конструктивные особенности
Компоненты станка
Для увеличения степени надежности станка его тумба изготовлена из толстостенной листовой стали с дополнительными ребрами жесткости. Такая конструкция позволяет максимально эргономично разместить органы управления и основные рабочие узлы агрегата.
Основой конструкции является тумба. В ее задней части располагается электродвигатель, который необходим для привода шпиндельной бабки. На лицевой панели находится блок управления работой станка – кнопки включения/выключения и активации реверсивного режима. В задней части тумбы смонтировано все электрооборудование. Для проведения профилактических и ремонтных работ в нем предусмотрена дверца доступа.
Описание основных элементов универсального токарного станка ТВ-4:
- передняя бабка. Установлена в левой части станины. Для переключения скоростей к ней подключается коробка. Конструктивно они являются единым компонентом. Вращение шпинделя передается с помощью трехкулачкового патрона;
- передаточный механизм. Выполняет функции передачи вращения от блока шпинделя коробке скоростей. Передаточное соотношение для этой модели составляет ¼. Спецификой конструкции является невозможность установки других пар шестерней, поэтому передаточное соотношение в данном случае является константой;
- коробка передач.
 Для регулировки уровня подачи необходимо повернуть соответствующую рукоять. В схеме работы исключена возможность одновременного вращения валика и ходового винта. Корыто, расположенное в верхней части необходимо для подачи смазывающей жидкости.
Для регулировки уровня подачи необходимо повернуть соответствующую рукоять. В схеме работы исключена возможность одновременного вращения валика и ходового винта. Корыто, расположенное в верхней части необходимо для подачи смазывающей жидкости.
Во время работы необходимо постоянно отслеживать уровень масла для смазки коробки передач. В корыте должно постоянно находиться хотя бы минимальное количество жидкости. В противном случае возникнет вероятность перегрева и поломки шестерней во время эксплуатации станка.
Для наглядности на лицевой части станка есть таблица с возможными числами оборотов. Это позволяет выбрать оптимальный режим работы перед началом токарной обработки заготовки.
Схема кинематическая токарно-винторезного станка ТВ-4
Кинематическая схема токарно-винторезного станка тв-4
Спецификация подшипников токарного станка тв-4
Конструкция основных узлов токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14. ’
’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передняя и задняя опоры шпинделя токарного станка тв-4
Шпиндель станка ТВ-4 смонтирован на 3-х подшипниках:
- Передняя опора шпинделя — два однорядных радиально-упорных шарикоподшипника № 46207, класс точности Н, размер 35х72х17 мм
- Задняя опора — шарикоподшипник радиальный однорядный № 206, класс точности Н, размер 30х62х16 мм
Подшипник № 46207 (7207)
Это шариковый радиально-упорный однорядный подшипник. Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
В нашей стране выпуск их осуществляется на саратовском (3 ГПЗ) и Самарском СПЗ-4 (4 ГПЗ).
Если раньше широко применялись подшипники этого типа высокой степени точности, то теперь только шестой, поэтому и производятся только две модификации — 6-46207Е5, 6-46207Л (полиамидный и латунный сепараторы).
Импортные подшипники этого типа имеют маркировку 7207A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46207 (7207):
- Внутренний диаметр (d): 35 мм;
- Наружный диаметр (D): 72 мм;
- Ширина (H): 17 мм;
- Масса: 0,289 кг;
- Диаметр шарика: 11,112 мм;
- Количество шариков: 12 шт;
- Диаметр борта наружного кольца: 60,2 мм;
- Диаметр борта внутреннего кольца: 46,9 мм;
- Грузоподъемность динамическая: 29 кН;
- Грузоподъемность статическая: 16,4 кН
- Номинальная частота вращения: 11000 об/мин.

Схема подшипника 46207 токарного станка ТВ-4
Регулирование шпиндельных подшипников на токарно-винторезном станке ТВ-4
Передняя опора шпинделя токарного станка тв-4
Регулирование радиального зазора передних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 (рис. 11).
Произведя регулировку подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150 мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мм. Кроме того, шпиндель должен легко провертываться.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис.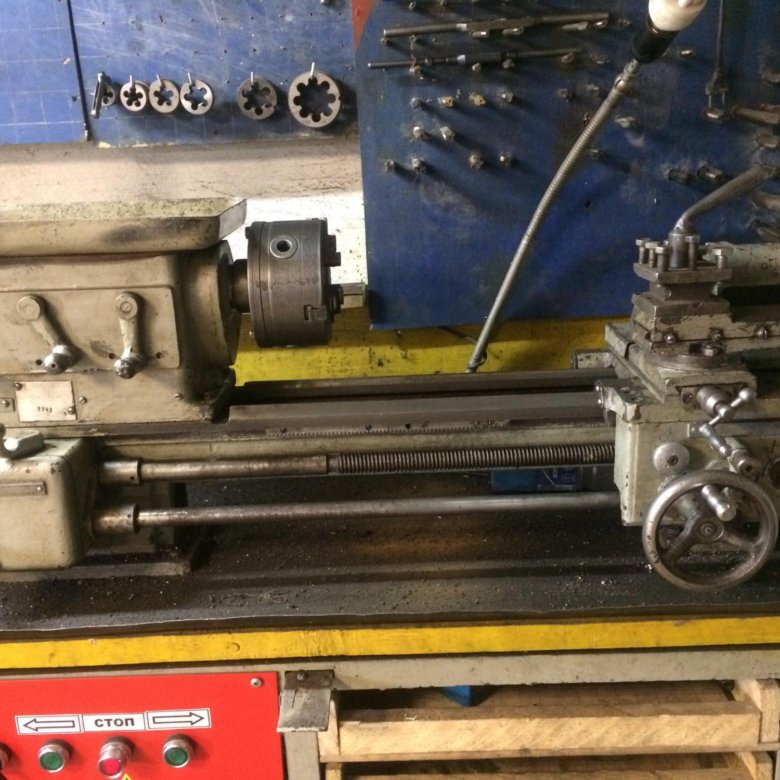 1).
1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис.
предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Фартук токарно-винторезного станка ТВ-4
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Общий вид станка
Чтобы понять принцип работы агрегата, необходимо ознакомиться с его главными механизмами. По общему внешнему виду это металлическая конструкция на базе электродвигателя, которая включает в себя типовые элементы, которые и определяют технические его возможности.
В конструкцию ТВ-4 входят следующие узлы оборудования и главные механизмы:
С размещенным на задней ее стороне электрическим оборудованием, на передней – кнопками его запуска/отключения.
Используется для размещения в ней щитка с электрическим двигателем.
Является несущей опорой, которая поддерживает, закрепляет и соединяет все узлы оборудования путем установки на две направляющие тумбы – переднюю и заднюю.
Передняя бабка
Представляет собой корпус из чугуна, куда входит переключатель скоростей и шпиндель и располагающейся на левой стороне станины. Предназначается для осуществления движения станка, то есть отвечает за передачу вращения от электродвигателя к обрабатываемой детали.
Передаточный механизм (гитара)
Является вспомогательным устройством, отвечающим за шаговые движения во время нарезки резьбы.
Коробка подач станка ТВ-4
Контролирует перемещение направления движения от гитары на ходовой вал/винт, что влечет изменение частоты вращения, и приводит к воспроизведению нужного шага резьбы. Кроме того, коробка передач контролирует перемещение суппорта. Рукоятка переключения с ходового вала на винт обеспечивает блокировку, что предотвращает их совместное включение.
Суппорт станка
Включает в себя три движения по направлению станине:
- Продольное (с автоматической подачей) – вдоль направляющих;
- Поперечное – перпендикулярно;
- Дополнительное перемещение – верхние салазки с 4-х позиционными резцедержателями, закрепляющими режущий инструмент, которые способны поворачиваться на 45° в каждую из сторон.
Фартук
Предназначается для выбора движения вала или винта в продольную подачу суппортного узла. Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.
Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.
Задняя бабка
Предназначается в качестве места установки для сверл, зенкеров, разверток и других сверлильных инструментов, необходимых при обработке длинных заготовок и разных вариантов исполнения деталей. Ее можно перемещать по внутренним направляющим, расположенным в станине, и фиксировать в необходимое положение при помощи поворотной каретки.
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Паспорт токарно-винторезного станка ТВ-4, 1969
- Токарно-винторезный станок, модель ТВ-4.
 Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки. Обзор
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Обычный токарный станок TC HEAVY PLUS — Ширина станины 755 мм
500 — 625 — 700 — 800л
Ширина кровати 755 мм
- Монолитная конструкция
- Малый инструментальный пост с электроприводом
Информация о запросе
| Технические характеристики | 500 | 625 | 700 | 800л | |
|---|---|---|---|---|---|
| Высота центров | мм | 500 | 625 | 700 | 800 |
| Качели над кроватью | мм | 1000 | 1250 | 1400 | 1600 |
| Качели над поперечными салазками | мм | 650 | 900 | 1000 | 1200 |
| Расстояние между центрами | мм | 1500. .. 16000 .. 16000 | |||
| Ширина кровати | мм | 755 | |||
| Отверстие шпинделя | мм | 130 (205) | |||
| Носик шпинделя | АСА | 15 дюймов | |||
| Количество скоростей шпинделя | Н. | 21 | |||
| Диапазон скоростей шпинделя | об/мин | 3.15:315 | |||
| Мощность главного двигателя (S1 — 100%) | кВт | 30 (37 — 45) | |||
| Поперечный ход | мм | 520 | 650 | 700 | 800 |
| Ход верхней направляющей | мм | 300 | |||
| Диаметр пиноли задней бабки | мм | 160 (вращающаяся игла 200) | |||
| Ход пиноли задней бабки | мм | 300 | |||
| Максимальный вес заготовки между центрами | кг | 10000 | |||
| Вес | 500 | 625 | 700 | 800л | |
|---|---|---|---|---|---|
Масса станка 3000 мм (D. B.C.) B.C.) | кг | 12500 | 13000 | 13500 | 14000 |
| Каждый дополнительный метр | кг | +2000 |
Стандартное оборудование
- Станина – Передняя бабка – Задняя бабка – Каретки из чугуна
- Направляющие станины индукционно закалены и отшлифованы
- Передняя бабка с закаленными и отшлифованными шестернями; шпиндель собран на высокоточных подшипниках
- Каретки скользящие на антифрикционном материале
- Монолитная конструкция
- Гидравлическое сцепление
- Гидравлический тормоз
- Малый инструментальный пост с электроприводом
- Быстрая подача
- Механическое перемещение задней бабки вдоль станины
- Электроустановка с низковольтным пультом управления; он помещается в подходящий воздухонепроницаемый шкаф. Марка компонентов Siemens и/или Schneider
- Предохранительные устройства в соответствии со стандартами ЕС : защитный кожух патрона из плексигласа с микровыключателем – защитный кожух револьверной головки из плексигласа – задняя защита по всей длине станка – защита ходового винта и подающих стержней – аварийная грибовидная кнопка
- Бак для стружки на колесах
- Система охлаждения с электронасосом
- Централизованная смазка направляющих с автоматическим насосом
- Постоянный люнет и следящий люнет
- Сервисные инструменты и ключи – Сертификат испытаний – Полная электрическая схема – Книга по эксплуатации и техническому обслуживанию – Машина изготовлена в соответствии со стандартами ЕС
Дополнительное оборудование
- Револьверная головка с ручным держателем: Квадратная (4-позиционная резцедержатель) – Быстросменная револьверная головка – Делительная револьверная головка – Револьверная головка Multifix
- 3-х или 4-х кулачковый самоцентрирующийся патрон
- 4-кулачковый независимый патрон
- Живой центр
- 2-х или 3-х осевое цифровое считывание
- Люнет большего диаметра, чем стандартный
- Роликовая опора устойчивая для тяжелых грузов
- Освещение рабочей зоны
- Скорость режущей поверхности
- Переменная скорость шпинделя (инвертор)
- Конусная токарная насадка
- Шлифовальное оборудование
- Выравнивающие и анкерные подкладки
Хотите получить предложение или дополнительную информацию по
TC ТЯЖЕЛЫЙ ПЛЮС
Заполните форму, мы ответим как можно скорее
Компания *
Имя Фамилия *
Электронная почта *
Телефон
Сообщение *
Пожалуйста, подтвердите, что вы прочитали и поняли Политику конфиденциальности, и разрешите сбор ваших личных данных.
Связаться с MCM Srl
Веб-сайт
по телефону
+39 055
9788508
Имя *
Фамилия *
Компания *
Город *
Электронная почта *
Телефон *
Сообщение
Пожалуйста, подтвердите, что вы прочитали и поняли Политику конфиденциальности, и разрешите сбор ваших личных данных.
Токарные станки — Технические характеристики | Производитель токарных станков | Экспортер токарных станков
Качественные турниры. . Эти токарные станки используются в различных секторах, таких как автомобильные гаражи, многоцелевые промышленные предприятия, резка металла и т. д. Эти токарные станки Требует меньше обслуживания на , Высокая прочность на растяжение, Точные размеры, Стандартные испытания.
Вместимость
| Вместимость | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Высота центра | 165 мм | 215 мм | 254 мм |
| Качели над кроватью | 325 мм | 425 мм | 490 мм |
| Поворот над поперечной направляющей | 175 мм | 239 мм | 290 мм |
| Движение поперечных салазок | 225 мм | 250 мм | 300 мм |
| Качели в промежутке | 500 мм | 620 мм | 800 мм |
КРОВАТЬ
| КРОВАТЬ | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Тип кровати | 2 В / 2 Плоский | 2 В / 2 Плоский | 2В/2 Плоский |
| Ширина кровати | 241 мм | 279 мм | 325 мм |
| Длина зазора в кровати | 110 мм | 110 мм | 150 мм |
| Длина в зазоре перед лицевой панелью | 125 мм | 125 мм | 200 мм |
ГЛАВНЫЙ ШПИНДЕЛЬ
| ГЛАВНЫЙ ШПИНДЕЛЬ | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Размер носика шпинделя с резьбой | 8 шагов на дюйм / 60 мм | 6 шагов на дюйм / 75 мм | 6 шагов на дюйм / 75 мм |
| Втулка шпинделя с коническим отверстием | МТ-3 | МТ-4 | МТ-4 |
| Отверстие шпинделя | 40 мм | 52 мм | 52 мм |
| Шкив шпинделя | Одинарный клиновой ремень | Двойной клиновой ремень | Двойной V-образный или плоский ремень |
| Передний подшипник шпинделя | ТРБ 32212 | ТРБ 32214 | ТРБ 580572/51114 |
| Подшипник шпинделя Чтение | ТРБ 32211 | ТРБ 32213 | ТРБ 32214/51114 |
ЗАДНЯЯ БАККА
| ЗАДНЯЯ БАККА | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Диаметр шпинделя | 38,1 мм | 50,8 мм | 50,8 мм |
| Коническое отверстие в шпинделе | МТ-3 | МТ-4 | МТ-4 |
| Ход шпинделя | 115 мм | 150 мм | 190 мм |
СОСТАВНАЯ НАПРАВЛЯЮЩАЯ
| СОСТАВНАЯ НАПРАВЛЯЮЩАЯ | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Ход составной направляющей | 120 мм | 150 мм | 150 мм |
| Секция хвостовика инструмента | 22×22 мм | 25×25 мм | 25×25 мм |
| Поворотный угол | 45-0-45 | 75-0-75 | 90-0-90 |
СКОРОСТЬ
| СКОРОСТЬ | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Количество скоростей | 8 | 6 | 8 |
| Диапазон (об/мин) | 35-825 | 40-550 | 25-475 |
РЕЗЬБА/№.
 ДИАПАЗОН
ДИАПАЗОН
| РЕЗЬБА/№ АССОРТИМЕНТ | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Диаметр и шаг ходового винта | 25,4 ммx4TPI | 31,75 ммx4TPI | 38,1 ммx4TPI |
| Метрическая система | от 0,5 до 7 мм/21 | от 0,5 до 7 мм/21 | от 1 до 6 мм/13 |
| Дюйм | от 4 до 48TPI/29 | от 4 до 48TPI/29 | от 2 до 24TPI/19 |
ЭЛЕКТРИЧЕСКАЯ
| ЭЛЕКТРИЧЕСКАЯ | Легкий | Средняя нагрузка | Сверхмощный |
|---|---|---|---|
| Главный двигатель (1440 об/мин / переменный ток) | 1 л. с./440 В с./440 В | 2 л.с./440 В | 2 л.с./440 В |
| V-образный ремень двигателя | Б-52 | Б-62 | Б-72 |
OPTIturn TH 4215D Токарно-винторезный станок и центровочный станок
- Закаленная и отшлифованная направляющая оси Z
- Крепление шпинделя Camlock DIN ISO 702-2 № 6
- Точно изготовленные салазки
- Четырехместный держатель инструмента
- Все направляющие регулируются клиновыми планками
- Диапазон регулировки верхней салазки ± 90°
- Гарантированная концентричность торца шпинделя лучше 0,015 мм
- Главный шпиндель, работающий в масляной ванне регулируемые прецизионные конические роликоподшипники
- Маховики разъединены и испытаны в соответствии с EN 23125
- Двухканальный переключатель вправо-влево испытан в соответствии с EN 23125
- Переключатель с расчетом жизненного цикла, испытан в соответствии с EN ISO 13849
- Все метрические шаги в диапазоне от 0,2 до 14 мм/об и все дюймовые резьбы в диапазоне от 72 до 2 шагов на дюйм регулируются без смены шестерни переключения рычагом на панели управления
- Правое/левое вращение вкл.
 Каретка станины через переключаемый шпиндель переключаемый
Каретка станины через переключаемый шпиндель переключаемый - Центральная смазка в направляющей станины
- Основание и станина из литого механита, отлитого за одно целое
- Ведущий шпиндель
- Устройство аварийной остановки с ножным управлением
- Безопасные маховики с функцией разблокировки по осям X и Z
- Задняя бабка для конусной токарной обработки ± 10 мм, регулируемая
- Задняя бабка и маховик с регулируемой точной шкалой 0,025 мм
- Быстрая, простая регулировка без инструментов с помощью зажимной рычаг
- Призматическая станина с сильным оребрением, индукционно закаленная и прецизионно отшлифованная из серого чугуна
- Приспособление для охлаждающей жидкости с отдельным баком для охлаждающей жидкости с индикатором уровня и маслоотделителем; легкое и полное опорожнение и очистка в соответствии с DIN
- Светодиодная машина светодиодной машины в защите чипа
Модели TH 4210D и TH 4215D с дисплеем цифрового положения DPA21
- Клавиатура мембраны для пользователей, Splash-Proof, закрыто и без блеска
- .

Система охлаждения смазочной системы Выход насоса охлаждающей жидко0018 Длина ок. 2440 мм Ширина/глубина ок. 915 мм Высота ок. 1375 мм Вес ок. 1340 kg Electrical connections Total rated value 4.6 kW Electrical Data Supply voltage 400 V Mains frequency 50 Hz Feed Longitudinal feed range 0,05 – 1,7 мм/об Количество продольных подач 17 Диапазон плоской подачи 0,025 – 0,85 мм/об 6 Количество подач 3
17 Pitches Metric pitch 0,2 – 14 mm/rev Number of metric pitches 39 Imperial pitch 72 – 2 Гг/1″ Число дюймовых шагов 45 Диаметральный шаг 8 – 44 6 6 0033 21 Модульная нить 0,3 — 3,5 мм/Ред. 
Number of gears 16 Speed range 45 – 1800 min-1 Spindle Spindle Chock Camlock Din ISO 702-2 № 6 Спинделя/диаметр прохождения стержня 52 мм Spindle Cone MT 8
. chuck height 20 mm Tailstock Chuck MT 4 Quill stroke 120 mm Quill diameter 50 mm Travel Travel upper slide 140 mm Travel cross slide 230 mm Travel carriage saddle Макс.

