Трансформатор для полуавтомата сварочного: Доступ ограничен: проблема с IP
Содержание
Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Трансформатор R-core 30Ватт 2 x 6V 9V 12V 15V 18V 24V 30V
Паяльная станция 80W SUGON T26, жала и ручки JBC!
Отличная прочная сумочка для инструмента и мелочей
Хороший кабель Display Port для монитора, DP1. 4
4
Конденсаторы WIMA MKP2 полипропилен
Трансформатор-тор 30 Ватт, 12V 15V 18V 24V 28V 30V 36V
SN-390 Держатель для удобной пайки печатных плат
Панельки для электронных ламп 8 пин, керамика
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы.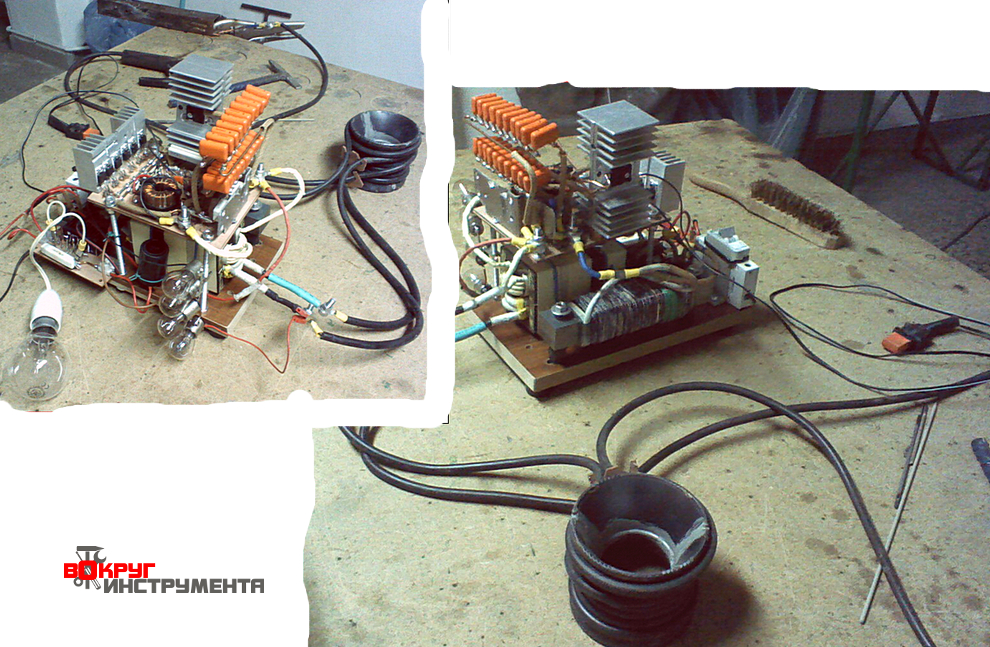 На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
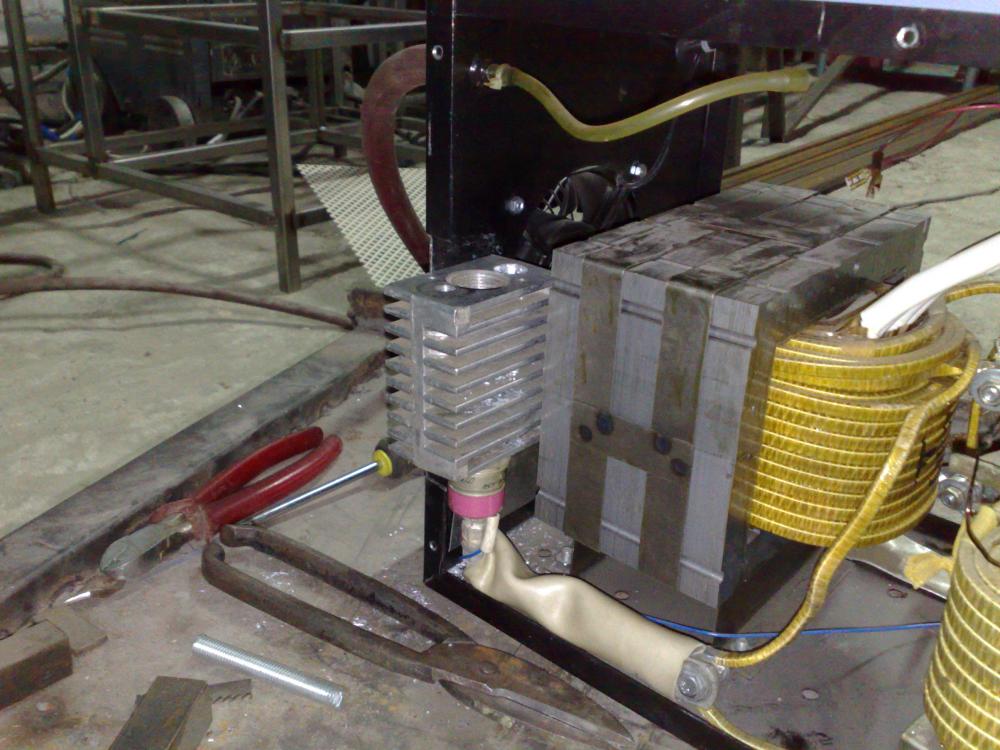
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый).![]() Он должен выдавать 24 вольта при токе около 6А.
Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
🎁Чертежи корпуса и механики сварочного полуавтомата
32.44 Kb ⇣ 246
🎁Схема и печатная плата сварочного полуавтомата
14.23 Kb ⇣ 324
Расчет и намотка трансформатора сварочного полуавтомата
Комментарии: 51Отдельные блоки
Расчет трансформатора сварочного полуавтомата
В этой статье я расскажу вам как собрать, рассчитать и намотать трансформатор для сварочного полуавтомата.
Расчет тороидального трансформатора
Сначала нужно определиться с количеством с имеющегося у вас железа. Исходя из этого определиться с наружным и внутренним диаметром тора. Внутренний диаметр нужно принимать от 12 см и выше, иначе если нет опыта в намотке, у вас не уместится вторичка.
Также нужно стремится сделать такие размеры, что бы площадь сердечника была от 30 см.кв. и выше.
В итоге расчетные размеры тора получились такие.. D=25см, d=14см, h=6,2 см.
После сборки и замеров итоговая (реальная) площадь сердечника данного тора равна:
Sс =33,4 см.кв.
Посчитаем количество витков на вольт. Так как это тор, то примем коэффициент равным 35.
35/33,4 =1,047 витка на вольт.
Далее определимся с диапазоном напряжений. Принимаем от 18 до 32 вольт.
Далее расчитаем количество витков вторички. Для этого берем максимальное напряжение, то есть 32 вольта.
W2 = 32*1,047 = 33 витка.
Далее рассчитаем ступени первичной обмотки для регулирования сварочного тока. Принимаем количество ступеней равным 8.
Для расчета количества витков используем формулу:
W1_ст = (220*W2)/Uст2
Где: Uст2 - нужное выходное напряжение на вторичной обмотке. W2 - количество витков вторички. W1_ст - количество витков первичной обмотки.
Далее расчет:
Примем шаг ступени на вторичке 2 вольта.
W1_ст1 = (220*33)/32 = 230 витков. W1_ст2 = (220*33)/30 = 242 витка. W1_ст3 = (220*33)/28 = 260 витков. W1_ст4 = (220*33)/26 = 280 витков. W1_ст5 = (220*33)/24 = 302 витка. W1_ст6 = (220*33)/22 = 330 витков W1_ст7 = (220*33)/20 = 363 витка. W1_ст8 = (220*33)/18 = 403 витка.
Намотка трансформатора сварочного полуавтомата
Мотаем первичку равномерно по всему тору до 230 витка, делаем отвод. Это будет первая ступень первички. Мотаем далее до 242 витка, делаем отвод. Это будет вторая ступень первички. И так далее, завершаем намотку на 403 витке (8 ступень первички).
Вторичку мотаем по верх первички равномерно по всему тору. Вторичка имеет 33 витка.
Намотка тороидального трансформатора
Далее процесс сборки сердечника, намотки первичной и вторичной обмотки, представлен в виде фото галереи.
Наведя мышкой на изображение вы увидите комментарий к нему. Также можно кликнуть мышкой по изображению, чтобы увидеть его в большем разрешении.
Поехали:
Как видите ни чего сложного при расчете и сборке сварочного трансформатора нет. Хотел еще заметить, что при проверке напряжения вторички (когда наматывал пробную обмотку 33 витка), в сети было 245 вольт. Поэтому на минимальной ступени было 20 вольт вместо расчетных 18 вольт, а на максимальной 35 вольт, вместо 33 вольт.
При подключении в нормальную сеть 220 вольт, напряжение на вторичке соответствовала расчетным, то есть от 18 до 32 вольт. Ток холостого хода на 230 витке составлял 1,4 ампера (у вас будет отличаться, так как качество железа, качество стяжки сердечника у всех разное). На 403 витке ток холостого хода 0,15 ампер.
На 403 витке ток холостого хода 0,15 ампер.
Это чудо весит 24,5 кг. Со своими обязанностями справляется на пятерку.
Ну в общем расписывать больше нечего, все должно быть понятно. Если возникнут вопросы, задавайте их в комментариях.
Автор статьи и фото: Admin Svapka.Ru
Страницы комментариев
KR-250/350/500/630, Китай трансформаторный полуавтоматический сварочный аппарат MIG/MAG Производитель и поставщик
Базовая спецификация
| цвет | зеленый |
|---|---|
| материал катушки | медь |
| упаковка | коробка |
| панель | пластик +сталь |
| Тип | Железо |
Подробное описание
Особенности
Полуавтоматический аппарат для сварки MIG/MAG с контроллером тиристорного модуля. |
| * Подходит для сварки низкоуглеродистой и низколегированной стали, алюминия и его сплавов. |
| *При сварке алюминия и его сплавов следует использовать механизм подачи проволоки с двойным приводом. |
| *Используется для сплошной и порошковой проволоки. При использовании порошковой проволоки следует использовать нейлоновую трубку в сварочном пистолете. |
*Сварочный ток и напряжение можно регулировать индивидуально. |
* Подходит для сварки в среде защитного газа CO2, MIG, MAG. |

Main Markets
- Europe
- South America
- Southeast Asia
- Middle East
Quality & Inspection
- Cooperated with good reputation suppliers .

- 100% проверка качества запасных частей, произведенных у соответствующих поставщиков.
- QC проверяет каждый шаг от запасных частей до производства на полной линии.
Упаковка
- Стандартная экспортируемая коробка или цветная коробка.
- Доступны цветная коробка в стиле скрипки или упаковка для выдувного формования.
- Мы будем использовать стандартную экспортную упаковку, если нет особых требований, но мы можем предоставить цветную упаковку в соответствии с вашим дизайном или мы создадим дизайн для вас, используя ваш бренд, исходя из количества более 300 шт.
Дополнительная информация
| Условия оплаты | Т/Т, аккредитив |
|---|---|
| Минимальный заказ | 30 шт |
| Срок поставки Срок поставки | 25 дней |
| Образец доступен | Да |
| Информация о доставке | действительная дата доставки 20 дней после подтверждения заказа |
| Порт FOB | Нинбо |
| Информация о загрузке | ФОБ Нинбо порт |
| Информация об упаковке | коробка внутри контейнера |
| Целевой рынок(-и) | Африка (кроме Ближнего Востока), Центральная и Южная Азия, Восточная Европа, Гонконг/Макао/Тайвань, Япония и Корея, Латинская Америка, материковый Китай, Ближний Восток, Северная Америка, Северная Европа, Океания, Юго-Восточная Азия, Западная и Южная Европа |
О нас
Youli Electric & Machine Co.
 , Ltd.
, Ltd.
Youli Electric & Machine Co., Ltd. является профессиональным производителем сварочных аппаратов, зарядных устройств, водяных насосов с серией 100 и спецификацией более 1000, которая широко применяются в различных областях, таких как металлургия, химия, горнодобывающая промышленность, строительство, животноводство, холодильная промышленность и так далее. Он расположен в районе Даси города Тайчжоу, недалеко от национальной дороги 104, всего в 20 км от аэропорта Хуанъянь и в 1 часе езды от порта Вэньчжоу, географические условия очень превосходны. Наш завод был основан 1990 площадью 20 000 квадратных метров и 300 сотрудников, у нас есть множество технологий, изысканная технология производства, ценное оборудование для обнаружения, все продукты находятся под контролем от закупки материалов до доставки готовых товаров. В зависимости от многолетнего опыта, отличного качества, конкурентоспособной цены и хорошего послепродажного обслуживания, наша продукция хорошо продается на Ближнем Востоке, в Юго-Восточной Азии, Африке, Европе, Америке и т. Д. Предоставлять качественные продукты, обслуживать клиентов с превосходным сервисом наша цель и неограниченное стремление, мы будем продолжать улучшать наши продукты и услуги для всех клиентов с лучшим качеством, лучшим кредитом и лучшим обслуживанием в будущем, чтобы завоевать ваше удовлетворение во всех аспектах.
Д. Предоставлять качественные продукты, обслуживать клиентов с превосходным сервисом наша цель и неограниченное стремление, мы будем продолжать улучшать наши продукты и услуги для всех клиентов с лучшим качеством, лучшим кредитом и лучшим обслуживанием в будущем, чтобы завоевать ваше удовлетворение во всех аспектах.
Общая информация
| Год основания | 1990 |
|---|---|
| Капитал | 5 миллионов долларов США — 10 миллионов долларов США |
| Объем продаж | 10 миллионов долларов США — 50 миллионов долларов США |
| Торговая марка | ЮЛИ |
Информация об экспорте
| Год экспорта | 2004 |
|---|---|
| Процент экспорта | 61% — 70% |
| Время доставки | 25 дней |
| Минимальный объем заказа | 30 шт |
| Условия оплаты | Т/Т Аккредитив |
Информация о производительности
| Производственные линии | 8 строк |
|---|---|
| Заводской размер | 60 000 квадратных метров |
| Ежемесячная производительность | 50 000 ШТ. |
| Инвестиции в производственное оборудование | 10 миллионов долларов США — 50 миллионов долларов США |
| Количество сотрудников | 101 — 500 человек |
| Количество сотрудников НИОКР | 31 — 40 человек |
| Количество инженеров | 11–20 человек |
| Количество сотрудников отдела контроля качества | 21–30 человек |
Полуавтоматический сварочный трансформатор Migomat IGBT MIG / MAG MMA 155A
BGN 526.44
14 дней возврата.
- Доступность
- 2918392419
- Доступность:
- 29183
- .28637567
Share this product:
| Sku: | 1004773 |
|---|
S-MIGMA-175Mulfunctional semi-automatic weldingMIG, MAG, FCAW and MMAdistless welding current регулирование (макс. 155 А) Инвертор IGBT технологиявысокая степень безаварийности эффективная работа и быстрое переключение между функциями устойчив к коротким замыканиям Схемы Продуктивные особенности:
155 А) Инвертор IGBT технологиявысокая степень безаварийности эффективная работа и быстрое переключение между функциями устойчив к коротким замыканиям Схемы Продуктивные особенности:
- — Универсальность -Способность сварки в MIG, MAG, FCAW и MMA,
- — Практичности -подходящие для изготовления элементов, изготовленных из различных сварных металлов,
— -подходящие для изготовленных элементов, изготовленных из различных сварных. — использование современной технологии IGBT гарантирует точную работу и безопасность от коротких замыканий,
- — Удобство — простота эксплуатации гарантируется интуитивно понятной панелью управления и бесступенчатой ручкой, позволяющей точно установить скорость подачи проволоки,
- — Мобильность — удобная ручка и малые габариты позволяют легко перемещать оборудование.
Устройства STAMOS изготовлены по строгим европейским стандартам и прошли испытания на соответствие CE и RoHS. Это гарантирует долгий срок службы и высокое качество устройства. Технические параметры:
Это гарантирует долгий срок службы и высокое качество устройства. Технические параметры:
- — Модель — S-MIGMA-155
- — Каталожный номер — 2204
- — Статус изделия — Новый
- — Номинальное входное напряжение — 230 В
- — Частота главной. В
- — Сварочный ток (MMA/MIG) — 60 – 155 A
- — Рабочий цикл (MMA/MIG) — 15%
- — Сварочный ток в рабочем цикле 100% (MMA/MIG) — 60 А
- — Диаметр провода — 0,6 – 0,8 мм
- — Тип провода — Full/Core (FLUX)
- — Механизм подачи проволоки — Внутренний
- — Длина кабеля с держателем MMA — 1,1 м
- — Провод заземления с зажимом —
- — MIG holder — 1.65 m
- — Power cord — 1.5 m
- — Chassis cooling — Fan
- — Dimensions (LxWxH) — 42 x 23 x 38 cm
- — Weight — 25,4 кг
- — Размеры доставки (LXWXH) — 54 x 29 x 42 см
- — Вес доставки — 28,9 кг
. сталь, олово, медь и другие цветные металлы удобно склеивать, при этом режим МАГ будет работать при сварке низколегированных, высоколегированных или конструкционных нелегированных сталей
сталь, олово, медь и другие цветные металлы удобно склеивать, при этом режим МАГ будет работать при сварке низколегированных, высоколегированных или конструкционных нелегированных сталей
В комплекте:
- — Сварочный аппарат S-MIGMA-155
- — Катушка проволоки 0,8 мм – 1 кг
- — Контактная насадка MIG – 2 шт.