Травление сварки: Травление металлов. Где применяется. Художественное травление.
Содержание
описание технологии, виды, инструкция по применению
Из этого материала вы узнаете:
- Описание технологии травления металла/li>
- Области применения травления металла
- Виды травления металла
- Основные растворы-травители металла
- Особенности травления печатных плат
- Способы и тонкости художественного травления металла
- Инструкция по электрохимическому травлению металла своими руками
- Техника безопасности при травлении металла
Травление металла – технология, с которой люди работают уже не одно тысячелетие. Благодаря ей в древности обрабатывали оружие, всевозможную утварь, предметы ритуальных церемоний, красивые украшения. Сегодня травление приходит на помощь как в промышленности, так и в домашних условиях. Если вы мастер, любящий все делать своими руками, то для начала вам нужно ознакомиться с основами и правилами этой процедуры, иначе вы можете лишь навредить себе: работа с разъедающими кислотами – очень опасное дело.
Наша статья поможет вам разобраться с технологией травления. Вы узнаете, каких видов оно бывает и какие растворы применяются. Также мы поделимся инструкцией по собственноручному проведению этой операции и памяткой по технике безопасности, чтобы вы ни в коем случае не подвергли опасности свое здоровье.
Описание технологии травления металла
Данная технология представляет собой удаление части поверхностного слоя изделия посредством проведения химической реакции.
Говоря о том, что такое травление металла, нужно понимать: при помощи растворов кислот, солей и щелочей изделия очищают от окалины, следов коррозии, окислов. Также данный подход необходим при дополнительной подготовке металлических деталей к соединению, нанесению покрытия, поскольку обеспечивает более качественное сцепление элементов, либо основы и защитного слоя. Стоит оговориться, что самым распространенным считается химическое травление металла, при котором заготовку погружают в ванну с химическими реактивами.
Прежде чем приступать к травлению, участки поверхности, которые должны остаться без изменений, защищают при помощи специального состава. После чего заготовка испытывает на себе воздействие кислой среды или окунается в электролит. Чем толще слой металла необходимо удалить, тем больше времени занимает обработка. Иногда прибегают к многослойному протравливанию, при котором работа ведется в несколько приемов.
Области применения травления металла
Сегодня метод травления металлов активно используется в промышленности, а именно он позволяет:
- удалить оксидную пленку с деталей из разных видов стали: углеродистой, низколегированной и высоколегированной, а также титана, алюминия;
- улучшить адгезию металла и, например, гальванического защитного покрытия;
- подготовить стальное изделие к цинкованию горячим методом;
- выполнить макроанализ нержавеющих сталей, чтобы выявить образование межкристаллитной коррозии;
- очистить маленькие детали, в том числе используемые в механизмах наручных часов;
- нанести на полупроводниковую микросхему или печатную плату медные токопроводящие дорожки в электронике;
- быстро удалить окислы с горячего металлопроката, деталей после термообработки;
- уменьшить толщину листов алюминия, чтобы снизить массу самолета в авиастроении;
- нанести изображения по необходимому трафарету на металлические изделия.

Виды травления металла
1. Способ химического травления металлов
При помощи данного подхода поверхности металлических деталей избавляют от следов коррозии, окалины, пленки оксидов. Метод позволяет обрабатывать:
- алюминий;
- титан и его сплавы;
- нержавеющие и жаропрочные стали;
- черные металлы.
Данная технология предполагает применение для травления металла серной кислоты либо азотной и соляной. Заготовки на некоторое время опускают в ванну с кислотным или щелочным раствором, соляным расплавом – продолжительность воздействия начинается от минуты и заканчивается двумя часами. Данный промежуток подбирается в соответствии с целым рядом характеристик.
В основе метода очистки лежит тот факт, что взаимодействие кислоты и металла сопровождается выделением водорода. Если говорить более подробно, кислота через мелкие дефекты поверхности попадает под оксидную пленку, где соприкасается с самой заготовкой. Это приводит к образованию газа, который отрывает оксидную пленку, оставляя чистую поверхность изделия.
Это приводит к образованию газа, который отрывает оксидную пленку, оставляя чистую поверхность изделия.
Однако кислота растворяет не только оксиды, но и сам металл, поэтому данный процесс на производстве предотвращают за счет коррозийных ингибиторов.
2. Травление при помощи электролитов
При помощи электролитического (гальванического) травления металлов осуществляют быструю очистку деталей, наносят гравировки и делают пазы. Для этого заготовку погружают в электролит на основе кислоты или соли. В результате изделие играет роль катода, то есть имеет отрицательный заряд, или анода – тогда его заряд положительный. По этому принципу выделяют две разновидности электролитического травления – катодное и анодное:
- Первое позволяет удалять окалину с углеродистых сталей после прокатки горячим методом, закалки в масле. Здесь используется свинцовый анод и электролит из раствора соляной, серной кислоты либо соли щелочного металла.
 Электролиз приводит к активному выделению газообразного водорода на катоде – именно он удаляет окалину с металла. Однако активное насыщение поверхности железа водородом делает изделие более хрупким, из-за чего данный метод не используют при работе с тонкостенными предметами.
Электролиз приводит к активному выделению газообразного водорода на катоде – именно он удаляет окалину с металла. Однако активное насыщение поверхности железа водородом делает изделие более хрупким, из-за чего данный метод не используют при работе с тонкостенными предметами. - Анодная очистка чаще других методов травления металла используется в машиностроении. Оксидная пленка удаляется с анода механическим способом при помощи кислорода, что сопровождается смешиванием молекул металла с электролитом. Последний состоит из раствора кислот или солей основного металла. Катод может быть из свинца, меди, прочих металлов. В итоге получается чистая шероховатая поверхность изделий, а весь лишний металл растворяется в электролите. Нужно понимать, что данная технология тоже чревата сокращением толщины заготовки и перетравливанием.
Если сравнивать химический метод с гальваническим, то второй требует меньше временных затрат и количества реагентов. Также при нем исключается использование едких кислот, а значит, не выделяются газы, которые отрицательно воздействуют на здоровье персонала.
После обработки остатки растворов нейтрализуют, ненадолго помещая изделие в раствор кальцинированной соды. В противном случае частицы солей, кислот могут вызвать появление ржавчины. Далее детали промывают холодной и горячей водой, после чего высушивают. В процессе хранения металл после травления не боится коррозии, однако чтобы не допустить окисления, рекомендуется сразу приступать к пайке.
Рекомендуем статьи по металлоконструкциям
- Способы соединения металлических изделий: обзор основных методов
- Чем отличаются металлы от неметаллов: физические и химические свойства
- Конструкционная сталь: особенности, классификация, сферы применения
3. Ионно-плазменное травление
Этот метод еще называют сухим, так как верхние слои металла удаляются посредством бомбардировки поверхности ионами инертных газов. Последние не вступают в химическую реакцию с молекулами основного материала. Таким образом удается наносить насечки, делать пазы с точностью до 10 нм, поэтому способ активно используется в микроэлектронике.
Таким образом удается наносить насечки, делать пазы с точностью до 10 нм, поэтому способ активно используется в микроэлектронике.
Технология плазмохимической обработки требует возбуждения плазмы в химически активной среде, что вызывает освобождение радикалов и ионов. Активные частицы попадают на поверхность изделия, провоцируя химическую реакцию, в результате которой формируются легкие соединения. Их удаляют из воздушной среды посредством вакуумных насосов.
Метод предполагает проведение реакции с использованием химически активного газа с большой реакционной способностью, такого как кислород – он взаимодействует в плазме газового разряда. Тогда как при описанном выше химическом травлении металла активный газ вступает в реакцию лишь с определенным видом молекул.
Основные растворы-травители металла
1. Углеродистые стали обрабатывают 8–20%-ным раствором серной или 10–20%-ным раствором соляной кислоты. Чтобы избежать дальнейшей хрупкости материала и снизить вероятность перетравливания, в состав вносят ингибиторы коррозии, такие как КС, ЧМ, УНИКОЛ.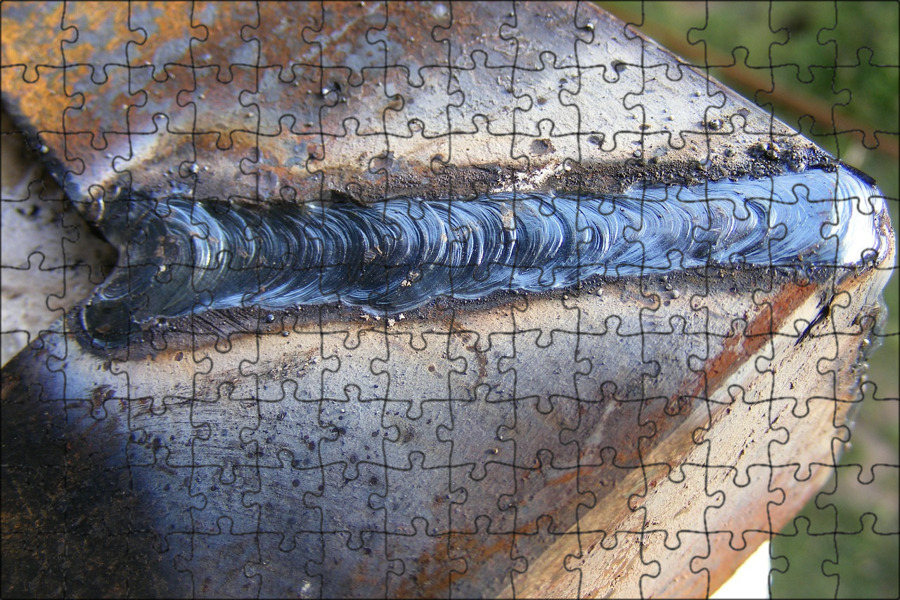
2. Нержавеющую или жаропрочную сталь протравливают смесью из 12%-ной соляной, 12%-ной серной, 1%-ной азотной кислоты. При необходимости обработка осуществляется поэтапно. Тогда при помощи 20%-ной соляной кислоты разрыхляется окалина, после чего изделие окунают в 20–40%-ный раствор азотной кислоты, чтобы удалить загрязнения поверхности.
3. С нержавеющей стали толстый слой окалины, сформировавшийся в процессе производства, снимают 75–85%-ным раствором едкого натра в сочетании с 20–25%-ным азотнокислым натрием. Далее окислы удаляют травлением металла 15–20%-ной азотной кислотой.
4. Алюминий и его сплавы очищают от оксидной пленки, находящейся на поверхности заготовки, при помощи щелочных или кислотных растворов. Чаще всего применяют 10–20%-ную щелочь, все воздействие происходит при температуре +50…+80 °C в течение минимум двух минут. Иногда к щелочи добавляют хлористый и фтористый натрий, чтобы добиться большей равномерности травления.
5. Титан и сплавы на его основе очищают в несколько этапов после термической обработки. В первую очередь необходимо разрыхлить окалину в концентрированном едком натре, далее ее снимают в растворе из серной, азотной либо фтористоводородной кислоты. На заключительном этапе избавляются от оставшегося травильного шлама при помощи соляной или азотной кислоты с небольшим добавлением фтористоводородной кислоты.
6. Медь и ее сплавы обрабатывают при помощи перекиси водорода, хромовой кислоты и ряда солей, таких как:
- хлорид меди;
- хлорид железа;
- персульфат аммония.
Особенности травления печатных плат
В качестве основы для платы берется заготовка в виде листа текстолита, покрытого медной фольгой – она может быть с одной или обеих сторон. Задача состоит в том, чтобы по чертежу сформировать проводящие медные дорожки. Для этого на будущие дорожки наносят защитный лак, а весь остальной металл удаляют.
Травление металла в домашних условиях осуществляют такими методами:
- Хлорным железом. Его продают в магазине химических товаров либо реагент можно изготовить самому из соляной кислоты и железных опилок. Для травления металла хлорным железом необходимо дождаться, пока частицы металла растворятся, и хорошо перемешать получившийся состав.
- Азотной кислотой.
- Водным раствором серной кислоты в сочетании с перекисью водорода в таблетках.
- Медным купоросом, смешанным с горячей водой, хлоридом натрия. Способ травления металла медным купоросом считается наиболее безопасным, однако требует значительных временных затрат. Чтобы обработка не заняла несколько часов, в течение всей реакции необходимо поддерживать температуру состава не ниже +40 °C.
- Электролитическим методом. Для травления металла электролизом нужна диэлектрическая емкость, например, кювета для проявки фотографий.
 Ее наполняют раствором поваренной соли, куда погружают плату и медную фольгу. Последняя призвана играть роль катода в данном процессе.
Ее наполняют раствором поваренной соли, куда погружают плату и медную фольгу. Последняя призвана играть роль катода в данном процессе.
Когда протравливание завершено, плату промывают раствором соды, чтобы нейтрализовать кислоту.
Способы и тонкости художественного травления металла
Под художественным травлением металла понимают нанесение на стальное изделие рельефного рисунка или объемного изображения. Чаще всего этот подход применяют при работе со сталями высокой твердости, которые тяжело поддаются обработке инструментами для гравировки.
Таким образом можно украсить любое оружие, кованые, литые предметы. Мастера, занимающиеся изготовлением авторских охотничьих и бытовых ножей, редко обходятся в своей работе без травления металла. Наибольшей популярностью в этой сфере пользуются сцены охоты, арабская вязь, руны, геометрические узоры. Нередко травление дополняют воронением, за счет чего изображение приобретает синеватый, желтоватый или черный оттенок.
Художественную обработку методом травления рисунка на металле можно выполнять такими профессиональными способами: на поверхность эскиза наносят состав, вступающий в реакцию с протравой, либо оставляют изображение свободным, закрывая все промежутки. Далее используют кислоту, причем в первом случае получится малая рельефность рисунка, тогда как во втором рельеф будет сильно углублен.
Принято разделять методы художественного травления на гальванический и химический. Первый считается менее вредным и более эффективным. Немаловажно, что он не предполагает выделения ядовитых газов из раствора электролита, что неизбежно при химической обработке.
Во время химического травления на поверхность изделия, в соответствии с запланированным изображением, наносят кислотостойкий лак. Далее предмет погружают в травильную ванну на нужный отрезок времени, где реактив разъедает незащищенный металл, создавая углубленный рисунок.
Гальваническое травление требует использования ванн из изоляционных материалов и электролита. Для железа и стали это концентрированный раствор железного купороса, тогда как обработка латуни, меди и бронзы проводится медным купоросом. Помимо этого, нужна дистиллированная вода и источник постоянного тока напряжением 4–10 В. Заготовку фиксируют на штанге с «плюсовой» клеммой, теперь она будет играть роль анода, после чего ее опускают в электролитический раствор. К катоду присоединяют пластину из любого металла и подключают ток.
Для железа и стали это концентрированный раствор железного купороса, тогда как обработка латуни, меди и бронзы проводится медным купоросом. Помимо этого, нужна дистиллированная вода и источник постоянного тока напряжением 4–10 В. Заготовку фиксируют на штанге с «плюсовой» клеммой, теперь она будет играть роль анода, после чего ее опускают в электролитический раствор. К катоду присоединяют пластину из любого металла и подключают ток.
Еще один из способов предполагает, что изделие покрывают грунтовкой ГФ-021 или битумным лаком в качестве защитного слоя. Эти составы продаются в магазинах хозтоваров и автозапчастей.
Покрытию дают просохнуть, после чего тонким маркером либо гелевой ручкой рисуют контур будущего изображения – здесь можно прибегнуть к помощи опытного художника. Далее берут пруток из латуни или медную проволоку такого диаметра, чтобы удобно было держать в руке, и делают заостренную иглу. Острым концом процарапывают грунтовку по линиям изображения. Нужно понимать, что иглы из более твердых материалов способны испортить слой полировки на поверхности заготовки. Теперь можно оценить будущую рельефность изображения.
Нужно понимать, что иглы из более твердых материалов способны испортить слой полировки на поверхности заготовки. Теперь можно оценить будущую рельефность изображения.
Если требуется, чтобы участки рисунка имели различную глубину, допустим, для получения эффекта полутеней и контуров, травление поверхности металла осуществляют в несколько циклов. Во время работы важно следить за целостностью грунтовки. Поэтому перед нанесением рисунка рекомендуется потренироваться на другой поверхности – так вы будете уверены, что получится качественно выполнить работу.
Еще один вариант травления металла требует использования глянцевой бумаги. Также пригодится утюг, лазерный принтер и программа, в которой вы будете обрабатывать изображение. Подходящую картинку форматируют, то есть делают зеркальной, задают необходимые габариты, после чего распечатывают. Лист с изображением прикладывают к заготовке, накрывают бумагой и проглаживают. Остывшую глянцевую бумагу смывают струей воды, тогда как тонер остается на металле.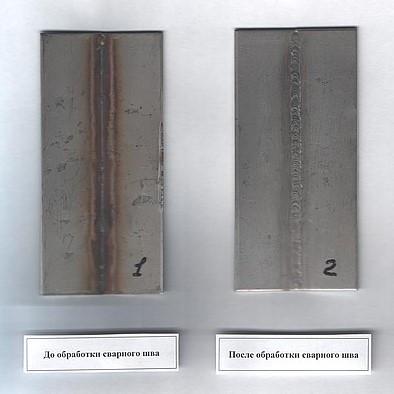 Данным методом переноса рисунка для травления металла нередко пользуются во время изготовления печатных плат. Его главным минусом является тот факт, что изображение получится перевести лишь на плоские заготовки.
Данным методом переноса рисунка для травления металла нередко пользуются во время изготовления печатных плат. Его главным минусом является тот факт, что изображение получится перевести лишь на плоские заготовки.
Также стоит помнить об одном нюансе: глянец плохо различим под водой, поэтому после его высыхания необходимо убедиться, не остался ли он на изделии, и проверить целостность всех поверхностей металла. Для этого подойдут различные вещества. Например, тыльную сторону можно замазать пластилином, поскольку он является прекрасным диэлектриком.
Инструкция по электрохимическому травлению металла своими руками
Электрохимическим травлением металла часто пользуются домашние мастера, ведь данный метод позволяет перенести любой рисунок. Для этого необходимо пройти такие этапы:
Подготовить поверхность изделия
- убрать с металла посторонние вкрапления, следы коррозии, окалину, грязь;
- протереть его ветошью и обезжирить растворителем.

Далее переходят к полировке. Иногда не удается добиться зеркальной гладкости – тогда поверхность зачищают наждачной бумагой строго в одном направлении.
Чтобы создать на металлической пластинке надпись или рисунок, нужно подготовить:
- емкость из стекла или пластика;
- поваренную соль;
- металлическую пластину;
- источник питания на 5–12 В;
- соединительные провода.
1. Отрезать от металлической пластины прямоугольный фрагмент, на котором вскоре появится надпись. В любом строительном магазине можно без труда найти пластинку толщиной 1-2 мм. Например, подойдет дешевая стальная проушина.
2. Зашкурить заготовку – для этого используют крупную наждачную бумагу, после чего переходят к мелкой. Должна получиться блестящая поверхность с множеством мелких царапин. Не стоит забывать о зачистке наждачкой краев и ребер пластины. Далее металл обезжиривают спиртом, растворителем либо промывают горячей водой с мылом, после чего запрещается притрагиваться к поверхностям жирными руками.
Далее металл обезжиривают спиртом, растворителем либо промывают горячей водой с мылом, после чего запрещается притрагиваться к поверхностям жирными руками.
3. Распечатать на лазерном принтере рисунок и перенести на заготовку посредством лазерно-утюжной технологии. Помните, что эскиз распечатывается в зеркальном отображении. Если в вашем распоряжении нет лазерного принтера, для нанесения рисунка подойдет лак для ногтей или несмываемый маркер. В результате закрашенная область останется без изменений, а незащищенный металл будет вытравлен.
4. Взять неметаллическую емкость, налить воду, насыпать соль. При травлении металла в солевом растворе концентрация последнего влияет на скорость работы: чем больше соли, тем быстрее вы добьетесь желаемого результата. Однако нужно понимать, что избыточная скорость опасна для защитного слоя лака или тонера, из-за чего рисунок получится низкого качества. Поэтому рекомендуется приготовить смесь из стакана воды и столовой ложки соли.
В емкости закрепляют анод, роль которого играет сама заготовка, и катод. В качестве последнего используется любой кусок металла, но чем больше его площадь, тем быстрее завершится травление.
Плюс от источника питания необходимо подсоединить к заготовке, а минус – в раствор. Чтобы добиться равномерного травления металла, лучше установить несколько минусовых контактов со всех сторон от обрабатываемого кусочка пластины.
В качестве источника тока подойдет компьютерный блок питания, а именно его линия на 12 В. Помните, что от напряжения зависит скорость травления. Либо можно воспользоваться зарядным устройством для мобильного – на его выходе 5 В, что вполне достаточно для запланированной процедуры. Напряжение выше 12 В чревато слишком быстрым протеканием процесса, из-за чего защитный слой лака отпадет, а раствор для травления металла наберет недопустимую температуру.
Итак, когда провода подключены, можно включать блок питания. Пузыри, которые сразу пойдут от катода, являются признаком того, что процесс запущен. Если пузыри исходят от заготовки, допущена ошибка при выборе полярности.
Пузыри, которые сразу пойдут от катода, являются признаком того, что процесс запущен. Если пузыри исходят от заготовки, допущена ошибка при выборе полярности.
За несколько минут обработки на поверхности раствора появится пена неприятного желто-зеленого оттенка. А через 30–40 минут после начала травления нужно отключить питание и достать пластину из раствора. Не стоит пугаться темного налета на поверхности металла, он является нормой.
5. Удалить налет, стереть тонер или лак, игравший роль трафарета для травления на металле, и повторно зашкурить металл, если в этом есть необходимость. Налет без труда можно смыть струей воды, для очищения от лака или тонера понадобится ацетон или жидкость для снятия лака. После этих процедур хорошо заметно, что получились рельефные буквы, а подвергшаяся травлению поверхность стала матовой.
Техника безопасности при травлении металла
Во время всех описанных выше работ нужно выполнять такие правила:
- Помещение должно быть обеспечено хорошей вентиляцией, желательно иметь вытяжной шкаф.

- Мастер обязан использовать средства индивидуальной защиты: резиновые перчатки, фартук, плотную спецодежду, респиратор, защитный щиток для лица.
- Запрещается располагать банки с кислотами и щелочами на полках и в шкафах, находящихся высоко.
- Кислоту наливают в воду, а не наоборот.
- Для работы с кислотой необходимо заранее приготовить раствор соды, при использовании щелочи – слабый уксусный раствор. С помощью этих составов обрабатывают кожу после попадания смеси для травления.
- Перед использованием гальванического метода травления металла необходимо проверить применяемое электрооборудование на предмет отсутствия механических повреждений, убедиться в целостности изоляции.
- Рядом должен находиться огнетушитель в рабочем состоянии.
Когда состав для травления металла попал на кожу, необходимо срочно промыть ее указанными выше растворами, чтобы нейтрализовать действие. Если кислота, щелочь забрызгала одежду, экипировку сразу снимают. В случае попадания травильного раствора на слизистые оболочки, важно как можно быстрее обратиться за медицинской помощью. Нужно понимать, что промедление угрожает здоровью и даже жизни мастера.
В случае попадания травильного раствора на слизистые оболочки, важно как можно быстрее обратиться за медицинской помощью. Нужно понимать, что промедление угрожает здоровью и даже жизни мастера.
Итак, теперь вы знаете о травлении металла и его разновидностях гораздо больше. Пусть наша статья поможет вам стать еще более компетентным и умелым специалистом в области обработки металлических изделий. Соблюдайте приведенные выше правила и создавайте красивые и функциональные вещи!
Травление и пассивация сварных швов из нержавеющей стали Поставщики и производители — Китайский завод
Травление и пассивирование сварных швов из нержавеющей стали
Раствор для травления и пассивации для СС также можно назвать химическими веществами для травления и пассивации из нержавеющей стали. Его также можно использовать для очистки сварных швов из нержавеющей стали.
Любые вопросы о решении для травления и пассивации для СС, пожалуйста, обращайтесь к нам, подробное объяснение может быть предоставлено вам. Мы разрабатываем агент травильной пасты, пассивирующей жидкости, антибактериального брызга и мигающего сварочного сопла наконечника геля и т. Д. Сварочных химикатов.
Мы разрабатываем агент травильной пасты, пассивирующей жидкости, антибактериального брызга и мигающего сварочного сопла наконечника геля и т. Д. Сварочных химикатов.
Травление и пассивирование сварных швов из нержавеющей стали
Классификация: химический вспомогательный агент
Номер CAS: N / A
Другие имена: N / A
MF: N / A
Номер EINECS: N / A
Чистота: 100%
Место происхождения: Цзянсу, Китай (материк)
Тип: Травяная паста, J-4
Применение: Поверхностно-активные вещества, нержавеющая сталь
Фирменное наименование: FANHU
Номер модели: J-4
Название продукта: J-4 Pickling & Passivation Liquid
Performace: Жидкость
Usuage: заготовка из нержавеющей стали
Упаковка: бутылка
Функция: Очистка
Место происхождения: Цзянсу Китай
Оплата: T / T, L / C / D / P
Доставка: в течение 7 дней
MOQ: 1Тон
Применение травления и пассивирования сварных швов из нержавеющей стали
Раствор для травления и пассивации для SS широко используется для удаления ржавчины, пятна для сварки, масляного пятна, черного и желтого оксидов на поверхности серии SUS300 Аустенитная нержавеющая сталь (SUS 300,304,316,316L и т. Д.) При формовании, сборке, сварке и других процессах из нержавеющей стали стальных изделий. В то время как полностью пассивированная заготовка из нержавеющей стали, значительно улучшает антикоррозионные свойства деталей из нержавеющей стали и обеспечивает две функции травления и пассивации.
Д.) При формовании, сборке, сварке и других процессах из нержавеющей стали стальных изделий. В то время как полностью пассивированная заготовка из нержавеющей стали, значительно улучшает антикоррозионные свойства деталей из нержавеющей стали и обеспечивает две функции травления и пассивации.
Упаковка и доставка
Детали упаковки | Жидкость для травления и пассивации |
Срок поставки | в течение 7 дней |
Wuxi Hengda, расположенный в Уси, провинция Цзянсу, Китай, является одним из ведущих производителей масел и пассиваторов из нержавеющей стали, которые могут предложить вам лучшую цену и отличный сервис. Пожалуйста, будьте уверены, чтобы купить качественную и функциональную продукцию, изготовленную в Китае, с нашего завода.
горячая этикетка : травление и пассивация сварных швов из нержавеющей стали, Китай, поставщиков, производителей, фабрик, купить, сделано в Китае, Уси Цзянсу
Травление и пассивация металлов
Обработка поверхности металла
Важнейшая обработка против (коррозионных) повреждений
В результате подвода тепла, например при сварке, происходит обесцвечивание из-за окисления материала и избытка хрома образуются оксиды. Этот локальный избыток оксидов хрома обеспечивает значительно меньшую устойчивость к локальной коррозии (коррозия хлоридной точечной коррозии).
Кроме того, существует множество источников загрязнения поверхности нержавеющей стали посторонними частицами железа. Например, в результате шлифования, шлифования, установки и т.п. с материалом (инструментами) из углеродистой стали или инструментами, которые также используются для обработки углеродистой стали.
Загрязнение также часто происходит во время обработки и транспортировки материала. Поэтому травление и пассивация важны.
Поэтому травление и пассивация важны.
Травление и пассивация
Травление и пассивация удаляет сварочные обесцвечивания, отожженную корку, инородное железо, восстанавливает коррозионную стойкость и возвращает ее к исходному уровню основного материала.
Травление можно проводить различными способами, в зависимости от размера и конструкции обрабатываемого объекта или детали:
- Погрузить в жидкость для травления или циркулировать с ней;
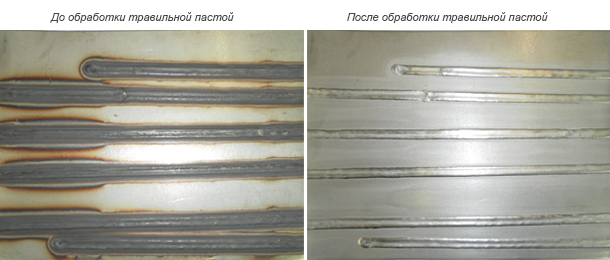
- Нанесение пасты для травления, например, для местного травления сварных швов;
- Распыление травильным спреем, травильная паста для быстрой и экономичной обработки больших поверхностей.
Пассивирование
Существует довольно много неправильных представлений о пассивировании нержавеющей стали. После травления и полного удаления оксидной пленки/примесей нержавеющая сталь самопроизвольно пассивируется на воздухе.
Качество промывочной воды является необходимым условием хорошей пассивации. Использование деминерализованной воды является предпочтительным. После промывки полное пассивное состояние нержавейки достигается через 24 часа. Мы обрабатываем сточные воды в соответствии с правилами.
Использование деминерализованной воды является предпочтительным. После промывки полное пассивное состояние нержавейки достигается через 24 часа. Мы обрабатываем сточные воды в соответствии с правилами.
Химическая пассивация
Мы рекомендуем химическую пассивацию, если нет возможности промыть водой хорошего качества или если объект/деталь не имеет возможности пассивироваться на воздухе в чистой атмосфере. Никогда не было разницы в качестве оксидной пленки при химической пассивации и естественной (на воздухе) пассивации. Однако время пассивации значительно сокращается при химической пассивации.
Проблемы с коррозией нержавеющей стали из-за производства и обработки
- Из-за нагрева и отжига поверхностей из нержавеющей стали больше нет закрытой корки из оксида хрома. Это снижает коррозионную стойкость;
- Кроме того, при нагреве сварные швы проявляют известное синее или желтое окрашивание оксида хрома, что придает изделию непривлекательный внешний вид;
- Кроме того, во время обработки, например, при использовании наборных машин, может произойти загрязнение посторонним железом.
 Позже это может привести к коррозии. Загрязнение инородным железом также вызывается сверлами из углеродистой стали, пильными полотнами ножовок и при различных операциях при транспортировке, например, на ручных тележках;
Позже это может привести к коррозии. Загрязнение инородным железом также вызывается сверлами из углеродистой стали, пильными полотнами ножовок и при различных операциях при транспортировке, например, на ручных тележках; - Наконец, возможно, образовалась скопившаяся грязь. Это может привести к более ранней коррозии основного металла; под коррозией отложений .
Риски при травлении и пассивации
Качество конечного продукта зависит от качества контроля травильной жидкости. Травильные ванны могут быть загрязнены металлами, быть (почти) насыщенными или иметь неправильный состав, что может привести к непоправимому повреждению деталей и изделий из драгоценных металлов.
Важно убедиться, что никакие загрязнения, такие как хлориды, не могут попасть на кожу из оксида хрома во время пассивации материала. Следовательно, необходимо промыть деминерализованной водой.
Вы сами занимаетесь травлением и пассивацией или рассматриваете это? Тогда прочтите наши технические советы в Техническом бюллетене.
Безопасное травление и пассивация в Vecom
Присутствие капилляров требует особого внимания, поскольку в противном случае легко могут остаться следы продуктов травления, остатки травления и загрязнения. Мы уделяем этому особое внимание в наших финальных проверках.
Дизайн для защиты от коррозии
Продукты Vecom для травления и пассивации
Мелкосерийная обработка поверхности металлов также возможна собственными силами. Используйте для этого травильные и пассивирующие продукты Vecom.
Обработка поверхности металла
Обезжиривание
Для проведения качественной обработки травлением материал необходимо сначала обезжирить, чтобы травильный агент мог равномерно протравить всю поверхность нержавеющей стали.
Подробнее →
Ультразвуковая очистка
Быстро и эффективно удаляет стойкие загрязнения вплоть до самых мелких швов. Отлично подходит для очистки топливных и масляных фильтров, головок цилиндров и воздухоохладителей.
Подробнее →
Охладители, фильтры и теплообменники
Компания Vecom предлагает различные виды очистки для очистки охладителей, фильтров и теплообменников. Определение подходящего процесса требует опыта и знаний.
Читать далее →
Ультрачистая очистка (кислородная очистка)
Когда требуется очень чистая поверхность, например, при использовании чистого кислорода в нефтехимической промышленности.
Подробнее →
Электрополировка
Для получения глянцевой поверхности с оптимально низким значением Ra. Менее чувствителен к прилипанию грязи и максимально очищается.
Подробнее →
Связаться с нами
Для получения дополнительной информации или вопросов, свяжитесь с одним из наших специалистов.
Онзе Бельгийский рудимент является gespecialiseerd в he waterstralen фургона RVS.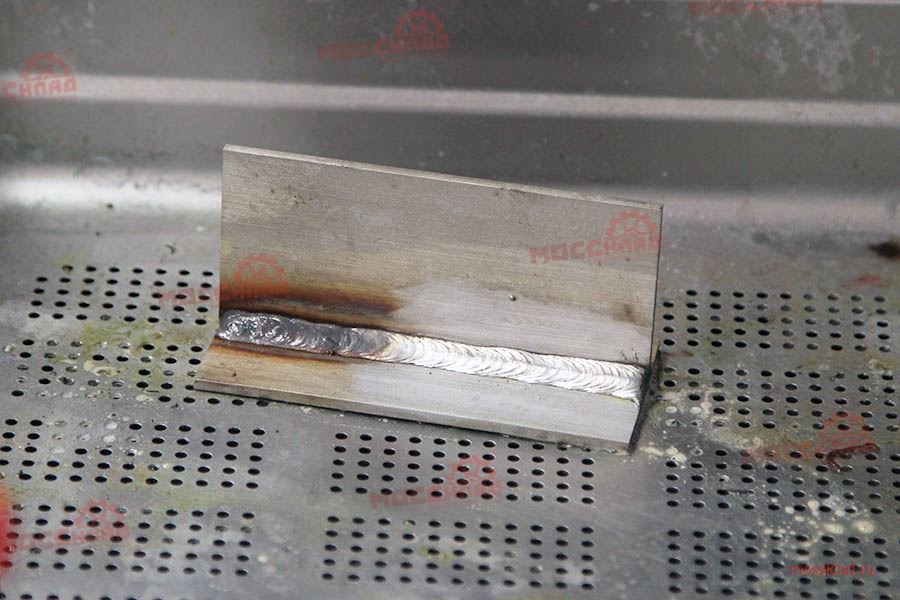
De overige diensten worden hoofdzakelijk uitgevoerd vanuit onze Nederlandse vestigingen.
U navigeert naar onze Nederlandse сайт.
Om terug te keren naar de Belgische site selecteert u rechtsboven Бельгия (Нидерланды) .
Обработка травлением: Заживление повреждений от теплового воздействия химическими средствами
Базовый уход может улучшить внешний вид и срок службы вашей нержавеющей стали. Тем не менее, существуют специальные процедуры очистки и обслуживания, которые также предлагают преимущества в определенных сценариях.
Мы уже обсуждали пассивацию нержавеющей стали в предыдущем руководстве. Тем не менее, пассивацию часто лучше всего использовать для целых деталей, и она не учитывает накипь или загрязнения, присутствующие на поверхности нержавеющей стали.
Что вы можете использовать, если вам нужно немного больше контроля или точности?
Травление обеспечивает гибкие средства решения проблемы образования накипи, удаления загрязнений, применения точечной обработки и восстановления поверхности нержавеющей стали до состояния, близкого к новому.
Эта обработка, доступная в виде паст, гелей и ванн, обеспечивает гибкость в максимизации коррозионной стойкости сварных или термообработанных сталей.
Что такое травление?
Растворы для травления бывают разных форм. Однако все они используют кислоту для достижения своих целей.
В отличие от пассивации, при травлении удаляется тонкий слой стали, обедненной хромом, для очистки и восстановления открытой поверхности с теми же характеристиками, что и у необработанного металла.
Общие компоненты травильных растворов включают азотную, соляную и плавиковую кислоты в различных концентрациях.
Однако во многих специализированных продуктах для травления используются альтернативные или запатентованные ингредиенты для повышения производительности, защиты определенных марок стали или повышения безопасности.
Когда следует задуматься о травлении стали?
Растворы для травления имеют множество применений. Общие области применения включают:
Общие области применения включают:
Доступные в различных формах — от растворов для купания до густых паст — травильные растворы идеально подходят как для полного погружения, так и для точечной обработки.
Одним из наиболее распространенных применений травления нержавеющей стали является удаление обесцвечивания при сварке.
Путем нанесения пасты или геля на сварные швы достигается более чистый внешний вид и восстанавливается коррозионная стойкость.
Однако важно отметить, что при травлении удаляется слой, обедненный хромом, поэтому протравленная поверхность может не совпадать по отделке и визуальной яркости с необработанной, необработанной или полированной поверхностью окружающей стали.
По этой причине вы можете комбинировать травление и пассивацию — либо в отдельных, либо в комбинированных процессах — чтобы обеспечить равномерный внешний вид и дополнительно стимулировать прочный пассивирующий слой.
Применение травильных растворов
Поскольку травильные растворы очень кислые, необходимо соблюдать осторожность как в процессе травления, так и при утилизации сточных вод или полученных продуктов. Кислоты также могут образовывать пары, что приводит к опасности для дыхания, помимо отравления и ожогов.
Кислоты также могут образовывать пары, что приводит к опасности для дыхания, помимо отравления и ожогов.
ВСЕГДА сверяйтесь с данными MSDS и рекомендациями производителя перед использованием травильного раствора, поскольку концентрации и ингредиенты могут различаться в зависимости от продукта.
Обычно травильные растворы используются в ваннах для полного погружения изделий из нержавеющей стали.
Гели и пасты обеспечивают большую гибкость при применении. Большинство из них совместимы с кистями, валиками и даже распылителями. Однако при использовании распылителей обязательно соблюдайте все необходимые дополнительные меры предосторожности, такие как респираторы или вентиляция.
Большинство продуктов требуют обработки от 15 до 60 минут.
Также важно тщательно очистить и обезжирить поверхность, которую вы собираетесь протравить, поскольку кислоты не предназначены для удаления масел, жиров и других подобных загрязнений.
По крайней мере, травление загрязненной поверхности приведет к снижению производительности. В худшем случае это может вызвать реакцию, которая еще больше повредит сталь или повысит риск травм.
В худшем случае это может вызвать реакцию, которая еще больше повредит сталь или повысит риск травм.
Отказ от ответственности: В продуктах для травления используется кислота для восстановления пассивного слоя стали. Это сопряжено с риском как получения травм, так и повреждения стали при неправильном применении или использовании. Информация в этом руководстве предназначена для общего обзора преимуществ и проблем, связанных с травлением нержавеющей стали. Всегда консультируйтесь с профессионалом, инженером или производителем продуктов для травления перед использованием травильных паст, гелей или ванн. Использование данных MSDS для любых задействованных химических веществ и информации об утилизации еще больше сведет к минимуму риск для людей, материалов и окружающей среды.
. Быстрый обзор
Выберите решение для сорвания, лучше всего подходит для вашего применения
Всегда следуя рекомендованной безопасности и протоколам для утилизации.

