Троса заплетка: Как заплести стальной трос – схема выполнения работ + Видео
Содержание
Что лучше опрессовка или заплётка канатных стропов
Концы канатных строп заделываются как методом опрессовки, так и методом ручной заплётки. Разберемся, в чем разница между этими двумя технологиями изготовления канатных стропов и какому из них отдать предпочтение.
Что такое опрессовка и заплетка канатных стропов
Опрессовка подразумевает заделку концов сплетенного петлей каната в специальную втулку, обычно изготовленную из алюминия. Втулка обжимается особым образом, в идеальном случае с чередованием статических и динамических нагрузок.
Помимо обжимки во вращающихся вальцах под воздействием статической нагрузки, поверхность втулки нередко дополнительно обстукивается. Делается это для того, чтобы проволоки двух концов каната укладывались с максимальной площадью контакта как между собой, так и с втулкой. Это увеличивает силу трения между проволоками и позволяет выдерживать большие нагрузки на разрыв. При этом процесс опрессовки — это частично механизированный процесс, что сокращает время и, соответственно, расходы на изготовление стропов таким способом.
Заплетка — это переплетение прядей каната таким образом, чтобы соединяемые концы перемежевывались между собой и надежно связывались опять же за счет силы трения. При этом такие стропы имеют одну особенность: чем больше нагрузка на образованную методом заплетки петлю, тем сильнее прижимаются проволоки друг к другу и тем выше у каната становится разрывное усилие.
Переплетения обязательно обматываются (изолируются), так как без этого можно пораниться о торчащие проволоки.
Надежность и область применения
С некоторым допущением можно сказать, что по надёжности и сроку службы оба эти способа изготовления канатных стропов одинаковые. При проверке стропов статической нагрузкой на разрыв, изготовленных как методом заплетки, так и обжимкой втулкой, очаг разрушения образовывается обычно у основания заплетки или обжимной втулки. Само соединение остается неповрежденным.
Существенная разница между этими двумя методами изготовления канатных стропов заключается в температурном режиме использования:
- заплетка — это «ХЛ» исполнение, до -60 градусов;
- опрессовка втулкой — «У» исполнение, до -40 градусов.

Дело в том, что обжимка втулкой работает за счет силы прижатия деформированной втулки к сплетенным концам каната. Силы, которые прижимают проволоки и пряди двух соединенных концов друг к другу, увеличивают силу трения и препятствуют взаимному проскальзыванию прядей и отдельных проволок. За счет этих сил формируется прочное соединение. На сильном морозе алюминий становится хрупким. И даже при небольшом ударе втулка может треснуть или лопнуть. А то повлечет резкое, критическое падение прочности соединения, что может привести к срыву груза. Метод заплетки не имеет такого недостатка.
При ручной заплетке требуется больше каната, так как для создания надежного соединения нужно переплести пряди между собой несколько раз. Количество проколов основания петли прядями конца каната строго регламентировано документом РД 10-231-98. В этом документе указано минимальное число проколов в зависимости от диаметра каната. Смотрите таблицу ниже.
|
Диаметр каната, мм
|
Число проколов каждой прядью, не менее
|
|
До 15
От 15 до 28
От 28 до 60
|
4
5
6
|
Так же канатные стропы, изготовленные методом заплетки, чаще используют с лесом, поддонами и грузами, при работе с которыми требуется гибкость стропа на всей длине.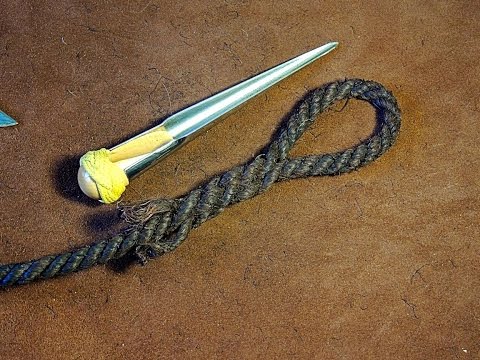 То есть в таких работах, где строп не должен портить внешний вид и геометрию тары, а также цепляться за перемещаемый груз. Заделка концов каната втулкой, в силу своей конструктивной особенности, имеет перепады по толщине с образованием ступеньки. Тара и грузы иногда цепляются за эту ступеньку, что ведет к их повреждению и даже падению.
То есть в таких работах, где строп не должен портить внешний вид и геометрию тары, а также цепляться за перемещаемый груз. Заделка концов каната втулкой, в силу своей конструктивной особенности, имеет перепады по толщине с образованием ступеньки. Тара и грузы иногда цепляются за эту ступеньку, что ведет к их повреждению и даже падению.
К преимуществу опрессовки втулкой можно отнести сохранение геометрии стропа у петли, то есть непосредственно у места зацепа к крюку грузоподъемного крана или к грузу. Если петли стропа, изготовленного методом заплетки, нередкоо деформируются у основания петли, что приводит к неудобству в работе или даже списанию стропа, то втулка способствует сохранению геометрии концов. Изготовление канатных стропов с использованием втулки обычно обходится дешевле, так как этот процесс частично автоматизируется. Также для заделки концов втулкой требуется меньше каната, что положительно сказывается на конечной стоимости изделия.
Какой метод заделки концов строп выбрать?
Что лучше, опрессовка или заплетка, однозначно сказать нельзя. Каждый из этих способов имеет свои преимущества и недостатки. Поэтому выбор канатного стропа с тем или иным видом заделки концов зависит от специфики работ. Для северных регионов лучше выбрать строп с заплеткой. При работе в умеренном климате, где не требуется гибкость стропа по всей длине и технология погрузки-разгрузки не предписывает особых требований — дешевле приобрести стропы с втулками.
Каждый из этих способов имеет свои преимущества и недостатки. Поэтому выбор канатного стропа с тем или иным видом заделки концов зависит от специфики работ. Для северных регионов лучше выбрать строп с заплеткой. При работе в умеренном климате, где не требуется гибкость стропа по всей длине и технология погрузки-разгрузки не предписывает особых требований — дешевле приобрести стропы с втулками.
Сомневаетесь в выборе? Свяжитесь с нашими специалистами любым удобным для вас способом из раздела «Контакты». Мы поможем выбрать оптимальный строп для ваших условий производства погрузочно-разгрузочных работ.
Назад
Вперёд
ᐉ Что лучше опрессовка или заплетка канатных стропов
5 августа 2021
Канатные стропы используются для выполнения работ по погрузке/разгрузке, строительных и монтажных операций, поднятия и транспортировки грузов. Они подходят для работы при температуре -40..+300°С. Популярность этих приспособлений можно объяснить надежностью и устойчивостью к постоянным нагрузкам. При этом канат разрушается постепенно, поэтому, деформационные изменения можно определить и достаточно оперативно произвести его замену.
При этом канат разрушается постепенно, поэтому, деформационные изменения можно определить и достаточно оперативно произвести его замену.
При необходимости, канатные изделия можно заменить цепными или текстильными.
Изготавливаются канатные стропы двумя методами: опрессовкой в алюминиевую втулку и заплеткой. Каждый из них рассмотрим более подробно.
Виды канатных стропов
Отличаются канатные стропы по материалу, из которого они изготовлены, и по числу ветвей. Для плетения каната используются проволоки разного диаметра. В странах СНГ наиболее популярны металлические стропы, которые совместимы с разными погрузочными машинами и захватными приспособлениями. Существуют такие типы канатных строп:
- СКП (двухпетлевые). Наиболее популярная разновидность продукции, которая всегда найдется на крупной стройплощадке. Благодаря им происходит строповка типовых конструкций. Петлевая стропа (чалка) состоит из каната и имеет на концах петли. Грузовые чалки могут проходить в проушины и отверстия, поэтому можно их использовать в качестве универсальных грузоподъемных изделий.
 Грузовые стропы УСК1 используются для крепления к крюку крана. По сравнению с аналогами кольцевого типа имеют меньшую грузоподъемность при таком же диаметре сечения каната.
Грузовые стропы УСК1 используются для крепления к крюку крана. По сравнению с аналогами кольцевого типа имеют меньшую грузоподъемность при таком же диаметре сечения каната. - СКК (кольцевые) — строп канатный кольцевой, имеет различный диаметр троса, который соединен в кольцо. Навешивается на крюк крана, используются, когда необходимо закрепить/ взять груз “наудавку”.
- Канатные 1СК одноветвевые. Грузоподъемная ветвь изготовлена из стального каната методом опрессовки или ручной заплетки. Продукция может комплектоваться крюками, скобами, кольцами или коушами. Используется для фиксации грузов на крюке крана или как ремкомплект.
- Канатные 2СК двухветвевые. Имеют две канатных ветви и применяются для крепления грузов крюками в грузоподъемном оборудовании. Изделия популярны в строительстве и транспортной отрасли.
- Канатные 3СК трехветвевые. используются на складских площадках, в ангарах.
- Канатные 4СК четырехветвевые (”пауки”).
 Это конструкция из четырех канатных ветвей и звена РТ. Применяются в складской и строительной областях.
Это конструкция из четырех канатных ветвей и звена РТ. Применяются в складской и строительной областях.
Стропы по типу заделки концов каната делятся на:
- Опрессованные алюминиевыми втулками на гидропрессах. Для производства используется жесткий канат, который имеет небольшой вес. Рассчитаны на повышенные нагрузки. Используются в основном для центральной строповки грузов, устойчивы к осевым нагрузкам и износу
- Сплетенные вручную из мягкого каната или с использованием спецоборудования.
Метод заплетки стропов
Метод заплетки — переплетение прядей каната таким образом, чтобы концы переплетались между собой, обеспечивая надежное соединение, в т.ч., за счет силы трения. Стропы УСК (СКП), канатная ветвь, произведенные методом заплетки, характеризуются такими свойствами: чем выше нагрузка на петлю, тем сильнее касаются друг друга проволоки, и тем выше разрывное усилие стальных тросов. Переплетения и стык должны быть изолированы, что позволяет предотвратить риск травмирования о торчащие проволоки каната.
Заплетка канатных стропов производится мягкой проволокой из стали, создается своеобразный бандаж, который обеспечивает плавный переход от заплетенной области до рабочего диаметра троса. Можно заделать места заплетки пайкой с применением мягкой термоусадочной трубки. В каждом из этих методов заделки канатные стропы без труда можно извлечь из-под груза без травмирования стропальщика.
Опрессовка стропов
Опрессовка — заделка концов каната в специальную втулку, для изготовления которой зачастую используют алюминий. Втулка обжимается особым образом, в идеале с чередованием разных нагрузок.
Кроме обжимки во вращающихся вальцах под влиянием статической нагрузки, поверхность втулки часто дополнительно выстукивается. Это необходимо, чтобы проволоки двух концов каната укладывались с наибольшей площадью контакта между собой и со втулкой. Благодаря этому увеличивается сила трения между проволоками, что позволяет выдерживать большие нагрузки на разрыв. При этом процесс опрессовки часто механизированный, это позволяет экономить время и сокращать расходы на производство стропов.
Заделка концов каната
Нет однозначного ответа на вопрос, что лучше, опрессовка или заплетка. Каждый из методов имеет свои сильные и слабые стороны. Поэтому, выбор канатного стропа с определенным типом заделки концов зависит от особенности выполняемых работ.
Для северных регионов лучше подойдет строп с заплеткой. Если предстоит работать в умеренном климате, где, к тому же, не нужна гибкость стропа по всей длине и нет особых требований к технологии погрузки-разгрузки, целесообразнее выбрать стропы с заделкой втулкой.
Рассказать
Поделиться
Поделится
Поделится
Новый комментарий
Отправить
Заделка каната (троса) — способы, концов, коуш, ГОСТ, компаундом, зажимами, wirelock
|
Заделка концов троса/каната необходима для создания петли, ушка и т.п. для подвешивания к нему груза либо закрепления троса на подъемном оборудовании.
Представляем самые распространенные виды заделок:
1. Опрессовка алюминиевыми втулками
Концевая заделка каната методом опрессовки — удобный и эргономичный способ заделки каната с высокой степенью эффективности.
Чаще всего применяется при изготовлении канатных стропов.
Не рекомендуется применять в случае эксплуатации при температуре выше 100С
2. Ручная заплетка (ручной заплет)
Заделка концов каната методом заплетки — традиционный способ заделки каната, при котором конец каната фиксируется путем переплетения прядей каната после формирования петли.
Чаще всего используется при изготовлении стропов СКП1, УСК1, СКК, УСК2
3. Использование канатных зажимов
Заделка каната винтовыми зажимами — самы простой и доступный из видов заделки.
Для обеспечения максимальной эффективности данного способа заделки каната, воспользуйтесь этими советами:
— правильно расположите зажимы
— установите зажимы так, чтобы расстояние между двумя зажимами составляло 1,5-3 (максимум) ширины перемычки
— затягивайте зажимы до нужного усилия затяжки с помощью ключа
4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
Заделка концов каната с помощью фиксирования (заливки) муфт (сокетов) легкоплавким металлом или полимерной композицией (канат вставляется в муфту и ) — является наиболее прочным, но трудоемким и дорогим способом заделки концов каната.
5. Запрессовка стальных фитингов
Заделка концов каната запрессовкой стальных фитингов — это соединения стального каната и стального фитинга различной формы с применением специальных приспособлений и прессов высокой мощности.
|

 Фитинг изготавливается из специальной стали способной выдержать прилагаемые к нему нагрузки.
Фитинг изготавливается из специальной стали способной выдержать прилагаемые к нему нагрузки.Эффективность различных видов концевой заделки троса/каната
Эксплуатационная эффективность концевой заделки каната это отношение разрывного усилия каната (R) к нагрузке, при которой ломается заделка.
На таблице ниже наглядно продемонстрирована эксплуатационная эффективность наиболее часто используемых концевых фитингов.
Следующее выражение применяется для расчёта фактического разрывного усилия концевой заделки:
Reff. = R • a
где:
R = разрывное усилие каната в Н
Reff. = фактическое разрывное усилие концевой заделки в Н
a = степень эффективности (коэффициент эффективности)
| Тип заделки | Диаметр каната/троса, мм | Коэффициент эффективности, a |
| Опрессовка втулками | все | 0,9 |
| Ручная заплетка (ручной заплет) | <60 | 0,8 |
| Использование канатных зажимов | все | 0,8 |
| Муфта с заливкой | все | 1 |
| Запрессовка стальных фитингов | все | 0,9 |
Доставка по РФ:
Москва, Санкт-Петербург,
Архангельск, Астрахань,
Барнаул, Белгород, Брянск,
Владимир, Волгоград, Вологда, Воронеж,
Екатеринбург,
Иваново, Ижевск, Йошкар-Ола,
Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск,
Липецк,
Омск, Орел, Оренбург,
Пенза, Первь, Псков,
Ростов-на-Дону, Рязань,
Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь,
Тамбов, Тверь, Томск, Тула, Тюмень,
Ульяновск, Уфа,
Челябинск,
Ярославль и др.
Стропы канатные: заплетенные или опресованные?
Стальной канат заплетенный вокруг коуша называется ветвью канатной (ВК) (Рис. 1а). Заплетенный стальной канат, который просто формирует петлю без коуша, называется строп канатный петлевой (СКП) или универсальный строп канатный (УСК) (Рис. 1б).
Рис. 1а: Ветвь канатная заплетенная Рис. 1б: Строп канатный петлевой заплетенный
При квазистатистическом тестировании на растяжение, залетенные концевые соединения передают около 85% разрушающей силы используемого стального каната. При использовании круглых коушей эта цифра уменьшиться до 50%. В испытании на усталость при растяжении, заплетенные концевые соединения выдерживают гораздо меньше половины циклов растяжения чем с канатными зажимами.
Рабочие температуры для заплетенных стропах с органическими сердечниками, колеблются между -60ºС и +100ºС. Заплетенные стропы из стальных канатов со стальными сердечниками, могут быть использованы при температуре от -60ºС до +400ºС. При температуре от 250ºС до 400ºС, грузоподъемность проволочных канатов должна быть снижена до 75%.
Заплетенные стропы из стальных канатов со стальными сердечниками, могут быть использованы при температуре от -60ºС до +400ºС. При температуре от 250ºС до 400ºС, грузоподъемность проволочных канатов должна быть снижена до 75%.
Заплетенные канатные стропы проходят стандартизацию по ГОСТ 25573-82 и РД 10-33-93. Обычно заплетенные стропы изготавливают из стального каната, состоящего из шести или восьми прядей.
Производство строп описано в ГОСТ 25573-82 и РД 10-33-91. Восьмипрядные канаты плетутся немного иначе чем шестипрядные, и канаты со стальным сердечником иначе чем канаты с органическим. Заплетка строп может быть выполнена как в направлении свивки так и против нее.
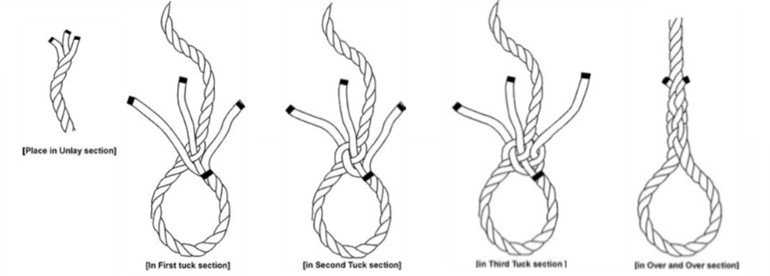
Ниже описаны наиболее важные шаги по производству заплетенных канатных строп из шестипрядных стальных канатов с органическим сердечником.
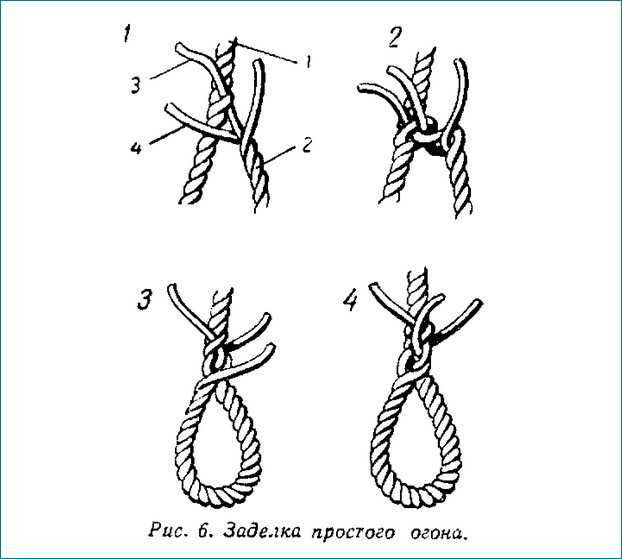
Сначала стальной канат, который нужно сплести, формируют в петлю с определенной добавочной длинной и выкладывают на намеченный конец петли. Затем, посредством второй выкладки, две части каната соединяют между собой (Рис. 2). Далее, единичные пряди распущенного конца развивают до обвязки и вплетают между прядями стального каната (Рис. 3).
Затем, посредством второй выкладки, две части каната соединяют между собой (Рис. 2). Далее, единичные пряди распущенного конца развивают до обвязки и вплетают между прядями стального каната (Рис. 3).
Для того чтобы получить проем между прядями используется шило – предпочтительно плоское – для заплетки каната (Рис. 4). Его просовывают между прядями, и активно двигают в разных направлениях, пока не образуется нужное для помещения концов прядей пространство.
Рис. 2: Обвязка на конце петли Рис. 3: Вставленные пряди
На Рис. 5 и 6 показана заплетка на восьмипрядном стальном канате при помощи шила для сплетки каната.
При заплетке стальных канатов большего диаметра, физической силы часто бывает недостаточно для поднятия поверхностных прядей. В таких случаях, используется гидравлическое шило для заплетки каната. Для облегчения поднятия прядей, иногда канаты в зоне сплетения распускаются механически. После того как прядь вставлена, канат снова заплетают. На Рис. 7 показаны заплетчики, работающие с устройством, которое может поворачивать конец каната при помощи мотора.
Для облегчения поднятия прядей, иногда канаты в зоне сплетения распускаются механически. После того как прядь вставлена, канат снова заплетают. На Рис. 7 показаны заплетчики, работающие с устройством, которое может поворачивать конец каната при помощи мотора.
При заплетке стропы из каната с органическим сердечником волоконная зона срезается.
Рис. 4: Вбивание шила для заплетки каната при помощи молотка
Рис. 5: Заплетка стропы из восьмипрядного стального каната со стальным сердечником
Рис. 6: Заплетка стропы из восьмипрядного стального каната со стальным сердечником (детально)
Все торчащие наружу концы прядей срезают, оставляя один выступающий конец, равный по длине одному диаметру пряди.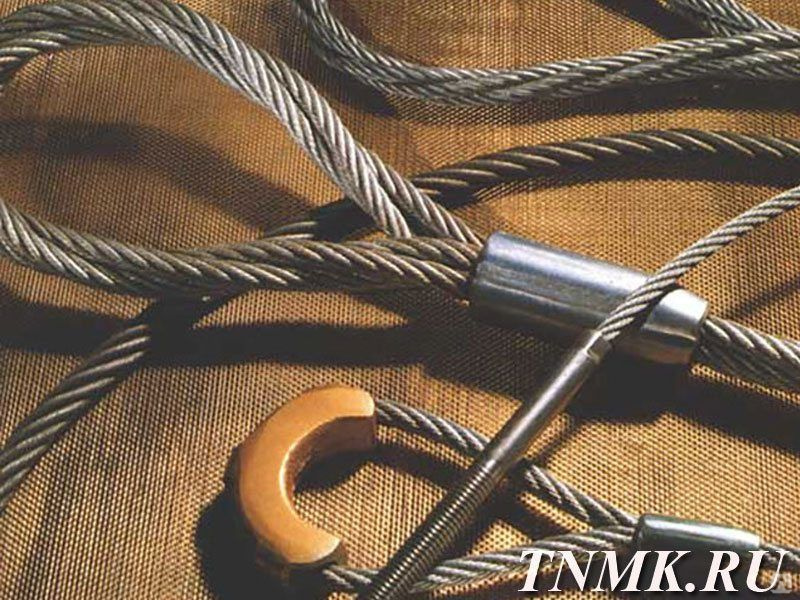 С целью снижения опасности повреждения концы прядей изолируются при помощи пластиковой или проволочной обмотки (оклетневка). В конце удаляется обвязка, выполненная в начале работы, снимается.
С целью снижения опасности повреждения концы прядей изолируются при помощи пластиковой или проволочной обмотки (оклетневка). В конце удаляется обвязка, выполненная в начале работы, снимается.
Произвести осмотр заплетенной стропы невооруженным глазом довольно легко. Стропы должны быть отбракованы, если найдены разрывы проволоки или пряди вокруг зоны заплетки выскользнули на расстоянии одного круглого стежка, или же если они сильно ослаблены коррозией. Иногда рекомендуют слегка покрывать место заплетки краской. Это поможет легко распознать выскользнувшие пряди. Если такое выскальзывание произошло, неокрашенные участки, которые находились под прядями, сразу станут заметными.
Чтобы оценить состояние заплетенной стропы, может потребоваться удаление оклетневки.
Рис. 7: Заплетчики за работой
Стропы опресованные алюминиевой втулкой, возможно, являются наиболее распространенным концевым соединением в Европе (Рис.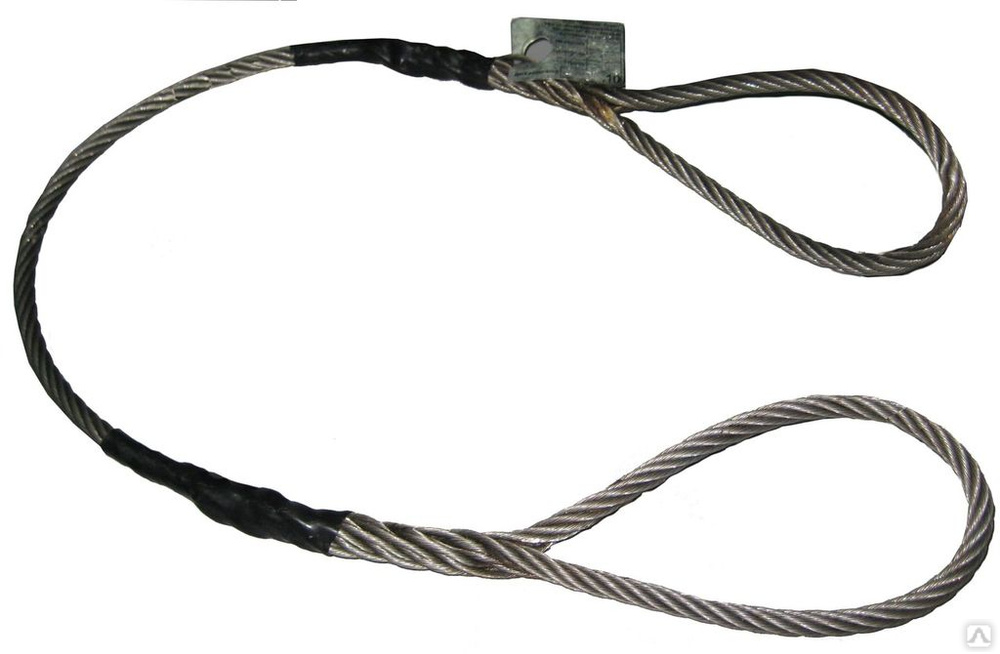 8).
8).
Рис. 8: Стропа опресованная алюминиевой втулкой.
При квазистатистическом тестировании на растяжение, стропы опресованные алюминиевой втулкой выдерживают от 85% до 100% разрушающей силы используемого стального каната. В испытании на усталость при растяжении они выдерживают – в среднем – около 60% от числа циклов растяжения канатных зажимов. Рабочие температуры для алюминиевых втулок на стальных канатах с органическими сердечниками, колеблются между -60ºС и +100ºС. Допустимые рабочие температуры для алюминиевых втулок на стальных канатах со стальными сердечниками составляют от -60ºС до +150ºС.
Заплетенные канатные стропы проходят стандартизацию по ГОСТ 25573-82 и РД 10-33-93.
Втулки, необходимые для изготовления опресованных строп изготавливаются из алюминиевых сплавов.
Сначала нужно выбрать желаемую форму втулки. Типы втулок: цилиндрической формы А, цилиндрической-закругленной формы В и цилиндрической-конической формы С (Рис. 9).
Типы втулок: цилиндрической формы А, цилиндрической-закругленной формы В и цилиндрической-конической формы С (Рис. 9).
Форма А Форма В Форма С
Рис. 9: Формы алюминиевых втулок для производства опресованных строп
Типы А и В изготавливаются из одинаковых заготовок (Рис. 10). Тип С производится из заготовок того же размера но с плоским коническим концом и окном (Рис. 11). Тип С разработан с целью облегчения вытягивания концов каната при нагрузке. Острые концы каната торчащие из Типов А и В могут нанести травму. Тип С исключает эту опасность благодаря полному сокрытию свободного конца каната.
Правильный размер втулки должен быть подобран в соответствии с номинальным диаметром, коэффициентом заполнения и типом свивки стального проволочного каната. Для номинального диаметра каната составляющего от 7мм до 14мм, номер втулки увеличивается на единицу, для диаметра от 16мм до 28мм – на два, и для диаметра от 32мм до 60мм – на четыре.
Рис. 10: Заготовка для втулок А и В
Рис. 11: Заготовка для втулки С
При обрезании стального каната на заданную длину, следует удостовериться в том, что часть каната, которая позже будет прижата втулкой, не повреждена и длинна шага свивки не изменена.
Правильная обвязка стального каната должна состоять из проволок или прядей с низким пределом прочности на растяжение, и максимальный диаметр проволоки для обвязки может составлять лишь 1/20 диаметра каната.
Рис. 12: Размеры петли
Стальной канат продевается через втулку, выполненный в форме петли или выложенный вокруг коуша, а затем выводится через втулку обратно. Петля, ширина которой составляет половину ее длинны (Рис.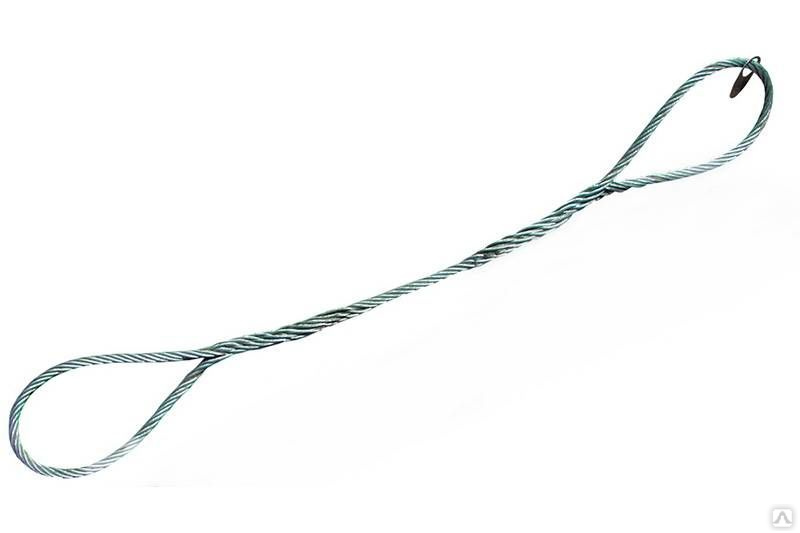 12), должна иметь длину в любом случае превышающую пятнадцать диаметров каната.
12), должна иметь длину в любом случае превышающую пятнадцать диаметров каната.
При наличии коуша, расстояние после опресовки между втулкой и коушем должно составлять два диаметра каната. При использовании втулок типов А и В, конец каната должен выступать из втулки. С типом С конец каната помещается в цилиндрической части втулки и остается видным сквозь ее окошко.
Перед транспортировкой под пресс, проволочные канаты часто подготавливаются на верстаках. С целью предотвращения соскальзывания втулки во время транспортировки, ее временно фиксируют на линиях каната при помощи молотка, тисков или гидравлических устройств (Рис. 13 и 14)
Рис. 13: Неправильное закрепление втулки Рис. 14: Правильное закрепление втулки
Необходимо особенно тщательно осмотреть втулки на наличие вмятин, поскольку во время процедуры опресовки, если таковые имеются, произойдет разлом втулки.
Также, необходимо смазать внутренние стороны, чтобы алюминиевая втулка не повредилась во время этой процедуры. Далее, подготовленную, не зажатую втулку вкладывают в пресс-форму, она выкладывается в направлении прижатия, и наконец, прижимается, пока поверхности половинок пресс-формы не соприкоснутся (Рис. 15).
Рис. 15: Прижатие алюминиевого прихвата
После прижатия, все швы, образовавшиеся на втулке, должны быть отшлифованы, что поможет избежать травм.
По направлению дуги 120º по контуру, спресованная втулка должна иметь диаметр соответствующий двойному номеру втулки.
Распределение усилия в опресованной канатной ветви показано на (Рис. 16).
Рис. 16: Распределение силы в опресованных стропах
Ниже можно посмотреть (Рис. 17 и 18) как ведут себя стальные канаты крестовой и односторонней свивки после опресовки алюминиевой втулкой.
17 и 18) как ведут себя стальные канаты крестовой и односторонней свивки после опресовки алюминиевой втулкой.
Рис. 17: Зоны контакта канатов крестовой свивки при разрезе втулки напополам
Рис. 18: Зоны контакта канатов паралелльной свивки при разрезе втулки напополам
Возможна опресовка петель каната в двумя алюминиевыми втулками (Рис. 19).
Рис. 19: Распределение усилии при опрессовке двумя втулками
При первом осмотре алюминиевой втулки и петли, следует проверить их размеры, для того чтобы удостовериться в том, что они соответствуют спецификации. Затем, следует проверить концевые соединения на наличие разрывов проволоки, а также на наличие трещин и физических повреждений в зоне вокруг алюминиевой втулки (Рис. 20).
20).
Рис. 20: Физическое повреждение алюминиевой втулки
Трещины в конической части втулок типа С не влияют на разрушающую силу концевого соединения.
Во время каждого осмотра следует проверять не изменилось ли положение линий каната в месте опрессовки. При использовании в морской среде, втулки также следует проверять на наличие корродированных повреждений. На Рис. 21 показан корродированная алюминиевая втулка.
Рис. 21: Корродированная алюминиевая втулка
Подробная информация о способах заделки строп
Подробная информация о способах заделки строп
Грузоподъёмное оборудование от «А» до «Я»
Прошу выслать мне бумажный каталог Вашей продукции
* Желательно заполнить все поля:
Форма обратной связи
* Желательно заполнить все поля:
- Главная
- О компании
- Декларации ТС010
- Тест испытания
- Мы оф.
 дилер
дилер - Правила
- Контакты
- для Физ.лиц
28.11
Главной функцией канатных строп является обеспечение удобной, быстрой, а главное надежной фиксации груза перед его подъемом и перемещением. Устройство представляет собой грузоподъемное приспособление, состоящее из подвесного звена, отрезка гибкого стального каната с различными окончаниями (крюк, захват, скобы). Концы троса всегда заделываются одним из определенных методов. Канатные стропы исполняются в петлевом или кольцевом виде.
Заделка концов канатного троса чаще всего осуществляется двумя основными способами: заплетка или опрессовка втулкой.
- Заплетка.
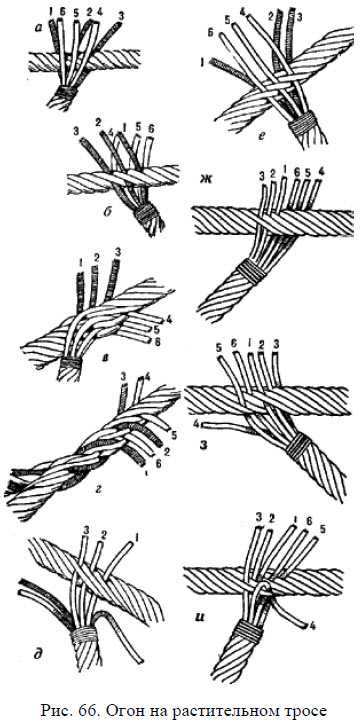
Первый метод состоит в том, что свободный конец троса необходимо распустить на пряди, а затем вплести их в основной канат. Это делается строго по определенной технологии.
Сначала отрезают канат необходимой длины с учетом припуска для заплетки от 0,5 до 3 м, который зависит от размеров троса и петли. Свободный конец в определенном месте обвязывают тонкой проволокой и до нее расплетают тело каната. Окончания прядей нужно обязательно обмотать либо изолентой, либо такой же проволокой. Затем из троса образуют петлю, которую фиксируют в зажиме таким способом, чтобы с одной стороны был распущенный конец, а с другой – тело рабочего каната. Мягкий сердечник каната отрезается возле зажима.
Свободный конец в определенном месте обвязывают тонкой проволокой и до нее расплетают тело каната. Окончания прядей нужно обязательно обмотать либо изолентой, либо такой же проволокой. Затем из троса образуют петлю, которую фиксируют в зажиме таким способом, чтобы с одной стороны был распущенный конец, а с другой – тело рабочего каната. Мягкий сердечник каната отрезается возле зажима.
Если используется коуш, то сначала в него вставляется петля. Коуш закрепляется вязальной проволокой или с помощью коушедержателя. И только затем распускаются пряди свободного окончания. Мягкий сердечник троса отрезают прямо возле коуша.
После этого жесткий сердечник и первая прядь вплетаются в тело основного стропа. Остальные пряди распределяются между прядями рабочего троса, а затем начинается заплетка. Ее процесс состоит в том, чтобы продеть пряди из свободного конца через одну прядь против свивки, а затем под две пряди в направлении свивки рабочего троса. - Опрессовка втулкой.

Для этого метода используют дополнительную деталь – втулку из алюминия или стали с овальным сечением. Элемент надевают на ветку троса, который создает петлю, таким способом, чтобы конец ветви выступал из втулки не меньше чем на 0,2 см (после опрессовки). Подготовленный трос вместе с втулкой располагают под прессом и путем сдавливания пуансоном получают круглое сечение детали. Это необходимое условие правильной заделки концов, чтобы все пряди каната крепко соединились друг с другом и образовали однородное сечение. Такой способ заделки применим и для кольцевых видов строп.
Кроме указанных методов заделывают концы строп и другими способами:
- Винтовые зажимы. Количество деталей – не меньше трех, а расстояние от одного до другого должно быть равно 6 диаметрам троса. Перемычка зажима располагается на той стороне каната, которая несет нагрузку. Но при таком способе нужно завернуть значительную длину свободного конца стропа, чтобы зафиксировать на нем нужное количество зажимов.

- Коуш-зажимы также служат для формирования петли, но на канатах диметром не более 16 мм. Изделия облегчают заделку троса, быстро формируют концы, которые огибают коуш и соединяются у основания устройства, а затем стягиваются болтами.
- Вантовые крепления. Специальный стакан нагревают примерно до 300 градусов и заливают вместе с концами каната чистым цинком и сплавом различных металлов. При таком способе образуется монолитный элемент высокой прочности.
- Клиновые зажимы. Эти изделия дают возможность произвести быструю разборку или сборку соединения при необходимости. Такие приспособления представляют собой гильзу, внутри которой между прядями троса размещают вкладыш-клин. Надежность службы зажима зависит от угла клина и от величины трения между тросом и составляющими зажимающего приспособления.
ООО «Грузоподъемсервис» предлагает качественное оборудование для заделки концов канатного троса. Вся продукция сертифицирована и прошла соответствующие испытания, имеет гарантию от производителя.
Заказать детали можно по телефонам в г. Минске: +375 (17) 510-23-64 и +375 (17) 510-23-65. Также наши специалисты помогут определиться с выбором способа заделки канатов и ответят на любые возникшие вопросы.
Рекомендуемые товары
Стяжные ремни для крепления грузов
Цепи противоскольжения на колеса
Барабанная лебедка (ручная)
Популярные категории
Электрические тельферы
Ручные тали
Электрические лебедки
Канаты стальные ГОСТ / DIN
Лебедки ручные / МТМ
Гидравлические тележки (рохли)
Первый поставщик
Собственное производство
Гарантия качества
Ремонт и сервис строп
Знаем все о товаре
Всё в одном месте
Доставка по всей РБ
Статьи и новости
Что лучше опрессовка или заплётка канатных стропов
Стропы могут быть канатными, цепными и текстильными. У каждого вида продукции свое предназначение, особенности и ограничения эксплуатации. Текстильные стропы отличаются устойчивостью к резким температурным перепадам и наиболее безопасны в работе. Цепные стропы подходят для «горячих» производств, где использование других видов грузоподъемной продукции невозможно. Канатные стропы отлично проявляют себя в выполнении погрузочно-разгрузочных и строительно-монтажных работ, при подъеме и перемещении грузов, выдерживают повышенные нагрузки и давление. Существуют два метода производства канатных стропов – заплетка троса и опрессовка алюминиевой втулкой. Разберемся, в чем разница между этими технологиями изготовления, какому из них стоит отдать предпочтение.
У каждого вида продукции свое предназначение, особенности и ограничения эксплуатации. Текстильные стропы отличаются устойчивостью к резким температурным перепадам и наиболее безопасны в работе. Цепные стропы подходят для «горячих» производств, где использование других видов грузоподъемной продукции невозможно. Канатные стропы отлично проявляют себя в выполнении погрузочно-разгрузочных и строительно-монтажных работ, при подъеме и перемещении грузов, выдерживают повышенные нагрузки и давление. Существуют два метода производства канатных стропов – заплетка троса и опрессовка алюминиевой втулкой. Разберемся, в чем разница между этими технологиями изготовления, какому из них стоит отдать предпочтение.
Заплетка стропов
Метод заплетки представляет собой переплетение прядей каната так, чтобы концы переплетались между собой, обеспечивая надежное соединение, в том числе, за счет силы трения. Стропы УСК (СКП), канатная ветвь, произведенные методом заплетки, обладают следующими особенностями – чем выше нагрузка на петлю, тем сильнее касаются друг друга проволоки, и тем выше разрывное усилие стальных тросов. Переплетения и стык обязательно изолируются, что позволяет исключить риск травмирования о торчащие проволоки каната. Оплетка канатных стропов производится мягкой стальной проволокой, создается своего рода бандаж, обеспечивающий плавный переход от заплетенной области до рабочего диаметра троса. Также возможна заделка концов каната, а, точнее, места заплетки пайкой с использованием мягкой термоусадочной трубки. При обоих методах заделки заплетки канатные стропы легко извлекаются из-под груза и не ранят руки стропальщика.
Переплетения и стык обязательно изолируются, что позволяет исключить риск травмирования о торчащие проволоки каната. Оплетка канатных стропов производится мягкой стальной проволокой, создается своего рода бандаж, обеспечивающий плавный переход от заплетенной области до рабочего диаметра троса. Также возможна заделка концов каната, а, точнее, места заплетки пайкой с использованием мягкой термоусадочной трубки. При обоих методах заделки заплетки канатные стропы легко извлекаются из-под груза и не ранят руки стропальщика.
Что такое опрессовка и заплетка канатных стропов
Опрессовка подразумевает заделку концов сплетенного петлей каната в специальную втулку, обычно изготовленную из алюминия. Втулка обжимается особым образом, в идеальном случае с чередованием статических и динамических нагрузок.
Помимо обжимки во вращающихся вальцах под воздействием статической нагрузки, поверхность втулки нередко дополнительно обстукивается. Делается это для того, чтобы проволоки двух концов каната укладывались с максимальной площадью контакта как между собой, так и с втулкой. Это увеличивает силу трения между проволоками и позволяет выдерживать большие нагрузки на разрыв. При этом процесс опрессовки — это частично механизированный процесс, что сокращает время и, соответственно, расходы на изготовление стропов таким способом.
Это увеличивает силу трения между проволоками и позволяет выдерживать большие нагрузки на разрыв. При этом процесс опрессовки — это частично механизированный процесс, что сокращает время и, соответственно, расходы на изготовление стропов таким способом.
Заплетка — это переплетение прядей каната таким образом, чтобы соединяемые концы перемежевывались между собой и надежно связывались опять же за счет силы трения. При этом такие стропы имеют одну особенность: чем больше нагрузка на образованную методом заплетки петлю, тем сильнее прижимаются проволоки друг к другу и тем выше у каната становится разрывное усилие.
Переплетения обязательно обматываются (изолируются), так как без этого можно пораниться о торчащие проволоки.
Опрессовка стропов
Заделка концов каната, сплетенных петлей, производится в специальную втулку, произведенную из алюминия. К популярным способам опрессовки стропов относят и установку стальных втулок. Обжим втулки производится особым образом, с чередованием динамических и статических нагрузок.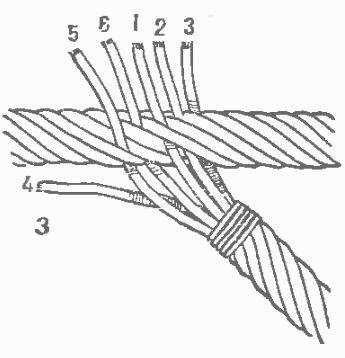 Кроме обжимки во вращающихся вальцах под действием статики производится отстукивание поверхности втулки. Это позволяет добиться максимальной площади контакта проволок между собой и со втулкой. Таким образом увеличивается сила трения и соответственно повышается способность выдерживать значительные нагрузки на разрыв. Опрессовки канатных строп частично механизирована (используется гидравлический пресс), что существенно сокращает временные и денежные затраты на изготовление канатных стропов.
Кроме обжимки во вращающихся вальцах под действием статики производится отстукивание поверхности втулки. Это позволяет добиться максимальной площади контакта проволок между собой и со втулкой. Таким образом увеличивается сила трения и соответственно повышается способность выдерживать значительные нагрузки на разрыв. Опрессовки канатных строп частично механизирована (используется гидравлический пресс), что существенно сокращает временные и денежные затраты на изготовление канатных стропов.
| Критерий | Заплетка | Опрессовка |
| Технологичность | Проверенная годами технология | Высокопроизводительный современный способ |
| Стоимость | Выше | Ниже |
| Безопасность | При нарушении изоляцию есть риск травмирования рук торчащими проволоками | Безопасно — отсутствие торчащих проволок |
| Возможность вытащить из-под груза | Легко выдергиваются — заплетка образует конус, не цепляется за груз | Тяжело вытаскивается — втулка может зацепиться за груз |
| Надежность при рабочих нагрузках | Одинаково | Одинаково |
| Надежность при разрывных нагрузках | Заплетка сохраняется даже, если рвется канат | При нагрузках, близких к разрывным, есть риск разрыва втулки |
По надежности и длительности эксплуатации оба способа производства стропов одинаковы.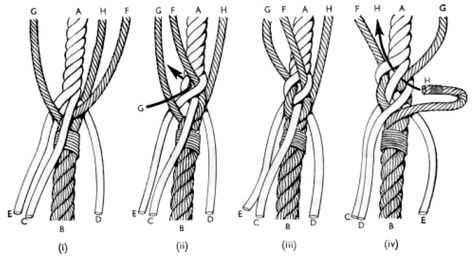 Под действием статических нагрузок на разрыв очаг разрушения образуется у основания втулки или заплетки. При этом содержимое не повреждается. Главное отличие между этими 2-мя способами изготовления строп заключается в допустимом температурном диапазоне использования:
Под действием статических нагрузок на разрыв очаг разрушения образуется у основания втулки или заплетки. При этом содержимое не повреждается. Главное отличие между этими 2-мя способами изготовления строп заключается в допустимом температурном диапазоне использования:
- Опрессовка втулкой – «У» исполнение до -40°С;
- Заплетка – «ХЛ» исполнение до -60°С.
Кроме того на сильном морозе повышается хрупкость алюминия, при ударе втулка может треснуть, что провоцирует резкое падение прочности и может повлечь за собой срыв груза. Метод заплетки лишен данного недостатка.
При ручном способе заплетки потребуется больше каната, потому как необходимо переплести пряди несколько раз. Число проколов основания петли и заплетка каната в коуш регламентируются РД 10-231-98 и РД 10-33-93. В данных документах прописано минимальное количество проволок с учетом диаметра каната.
производит стальные канатные стропы и грузоподъемное оборудование в соответствии с требованиями ГОСТ 25573-82 и предоставляет соответствующие сертификаты об испытании продукции.
Способы заделки концов канатных строп
Канатные стропы — самый распространенный вид строп, используемый во всех отраслях промышленности как гибкий грузозахватный элемент. Канатные стропы хоть и являются наиболее универсальными, но немногие знают все многообразие форм их исполнения — от строп типа СКП (УСК1) и многоветвевых типа 4СК, до специальных видов канатных строп.
Базовыми для канатных строп являются два исполнения — строп канатный петлевой СКП (УСК1) и строп канатный кольцевой СКК (УСК2). Это наиболее простые виды строп, для их изготовления используется отрезок каната, концы которого соединяются одним из способов заделки. Для изготовления многоветвевых строп типа 1СК, 2СК, 3СК, 4СК используют дополнительные компоненты. Сам строп состоит из подвесного звена, непосредственно гибкого элемента и захватного устройства. Захватным устройством могут быть крюки различного типа и формы, а также съемные грузозахватные приспособления для проведения определенного вида работ.
В процессе изготовления строп используется много способов заделки концов каната, но основными уже длительное время являются заплетка и опрессовка втулкой. При формировании петли методом заплетки сначала свободный конец каната распускается, впоследствии пряди вплетаются в тело каната согласно технологии.
Число проколов каната каждой прядью при заплетке определяется в зависимости от диаметра каната согласно РД 10-33-93: диаметр до 15мм — не менее 4 проколов, от 15 до 28мм — не менее 5 проколов, от 28 до 60 мм — не менее 6 проколов. Последний прокол каждой прядью должен проводиться половинным числом ее проволок (половинным сечением пряди). После отрезки технологический припусков концы прядей заделываются таким образом, чтобы избежать разматывание проволоки и возможность получение травмы стропальщиком при работе со стропом. Заделка концов каната осуществляется вручную на станке для заплетки, для прокола каната большого диаметра используется станок с гидравлическим приводом иглы.
Заделка концов каната методом опрессовки требует дополнительного элемента — втулки алюминиевой или стальной. Заготовки втулок изготавливаются из алюминиевых трубок и имеют овальное сечение. Втулку надевают на ветвь каната, образующего петлю так, чтобы конец ветви выходил из втулки после опрессовки не менее чем на 2 мм. Заготовки помещают в пресс и сдавливают пуансоном до получения круглого сечения.
Для предотвращения преждевременного перетирания и излома каната при формировании петли используют коуш из оцинкованной стали. Коуш представляет собой изделие каплевидной формы с желобом на наружной стороне. Форма и глубина желоба коуша соответствует диаметру каната для которого он предназначен. Конец каната огибает коуш ложась в желоб и соединяется с основной ветвью одним из способов заделки.
Одним из наиболее простых способов заделки концов канатных строп является заделка с помощью винтовых зажимов. Количество зажимов определяют расчетом по нормам Госгортехнадзора, но их количество должно быть не менее трех. Шаг расположения зажимов должен быть не менее шести диаметров каната. Перемычка зажима всегда должна располагаться на стороне каната несущей нагрузку, U-образный болт зажима помещается на хвостовую часть каната. Нужно загнуть достаточно длинную часть каната, чтобы можно было разместить минимально необходимое число зажимов.
Шаг расположения зажимов должен быть не менее шести диаметров каната. Перемычка зажима всегда должна располагаться на стороне каната несущей нагрузку, U-образный болт зажима помещается на хвостовую часть каната. Нужно загнуть достаточно длинную часть каната, чтобы можно было разместить минимально необходимое число зажимов.
Совместно с винтовыми зажимами, для формирования петли на канатах малого диаметра (до 16мм) могут применяться специальные приспособлений — коуш-зажимы. Приспособление разработано для быстрого формирования концевого элемента и облегчает процесс заделки концов каната. Огибая коуш концы каната сходятся в основании приспособления, где стягиваются с помощью болтов.
Наиболее надежными способами заделки концов каната являются заливные концевые крепления (вантовые соединения). Основная деталь вант — стакан, который имеет литую или точеную конструкцию. Канат для изготовления заливных необходимо подготовить: ниже предполагаемого конца заливного стакана его оплетают мягкой вязальной проволокой диаметром 1— 1,5 мм, после чего проволоку каната распускают. После первоначальной очистки проволоку травят в растворе соляной кислоты, промывают в кипящей воде с добавлением кальцинированной соды, иногда обезжиривают проволоку в других щелочных растворах. Заливной стакан очищают аналогичным образом и перед заливкой вместе с продетым канатом нагревают примерно до 250–300° С. Для заливки применяют чистый цинк а также сплавы алюминия, цинка, свинца, олова и сурьмы. В результате получается монолитное соединение, отличающееся высокой прочностью.
После первоначальной очистки проволоку травят в растворе соляной кислоты, промывают в кипящей воде с добавлением кальцинированной соды, иногда обезжиривают проволоку в других щелочных растворах. Заливной стакан очищают аналогичным образом и перед заливкой вместе с продетым канатом нагревают примерно до 250–300° С. Для заливки применяют чистый цинк а также сплавы алюминия, цинка, свинца, олова и сурьмы. В результате получается монолитное соединение, отличающееся высокой прочностью.
При изготовлении канатных строп могут применяться клиновые зажимы (гильзоклиновое соединение), которые позволяют проводить быструю сборку-разборку соединений. Соединение состоит из цилиндрической гильзы, внутри которой между анкеруемыми прядями каната помещают вкладыш-клин. Надежность клинового соединения определяется углом наклона клина и коэффициентом трения между канатом и элементами зажима.
Надежность и качество канатных строп напрямую зависит от комплектующих, которые использовались при его сборке. При заказе строп обязательно уточняйте способ заделки концов каната и его диаметр.
При заказе строп обязательно уточняйте способ заделки концов каната и его диаметр.
Вывод
Однозначно сказать, что лучше заплетка или опрессовка нельзя. Каждый из этих двух способов обладает своими преимуществами. При выборе канатного стропа следует обязательно учитывать специфику работы. Если предстоит работа в условиях экстремально низких температурах (в северных регионах) лучше отдать предпочтение канатному стропу с заплеткой. Для работы в умеренном климате, когда не требуется гибкость канатного стропа по всей длине, а метод погрузки-разгрузки не содержит особых требований, выгоднее использовать стропы с алюминиевыми втулками.
Если вы не смогли определиться с типом продукции, помощь с выбором окажут квалифицированные менеджеры .
Надежность и область применения
С некоторым допущением можно сказать, что по надёжности и сроку службы оба эти способа изготовления канатных стропов одинаковые. При проверке стропов статической нагрузкой на разрыв, изготовленных как методом заплетки, так и обжимкой втулкой, очаг разрушения образовывается обычно у основания заплетки или обжимной втулки. Само соединение остается неповрежденным.
Само соединение остается неповрежденным.
Существенная разница между этими двумя методами изготовления канатных стропов заключается в температурном режиме использования:
- заплетка — это «ХЛ» исполнение, до -60 градусов;
- опрессовка втулкой — «У» исполнение, до -40 градусов.
Дело в том, что обжимка втулкой работает за счет силы прижатия деформированной втулки к сплетенным концам каната. Силы, которые прижимают проволоки и пряди двух соединенных концов друг к другу, увеличивают силу трения и препятствуют взаимному проскальзыванию прядей и отдельных проволок. За счет этих сил формируется прочное соединение. На сильном морозе алюминий становится хрупким. И даже при небольшом ударе втулка может треснуть или лопнуть. А то повлечет резкое, критическое падение прочности соединения, что может привести к срыву груза. Метод заплетки не имеет такого недостатка.
При ручной заплетке требуется больше каната, так как для создания надежного соединения нужно переплести пряди между собой несколько раз. Количество проколов основания петли прядями конца каната строго регламентировано документом РД 10-231-98. В этом документе указано минимальное число проколов в зависимости от диаметра каната. Смотрите таблицу ниже.
Количество проколов основания петли прядями конца каната строго регламентировано документом РД 10-231-98. В этом документе указано минимальное число проколов в зависимости от диаметра каната. Смотрите таблицу ниже.
Зависимость числа проколов каната каждой прядью от его диаметра
| Диаметр каната, мм | Число проколов каждой прядью, не менее |
| До 15 От 15 до 28 От 28 до 60 | 4 5 6 |
Так же канатные стропы, изготовленные методом заплетки, чаще используют с лесом, поддонами и грузами, при работе с которыми требуется гибкость стропа на всей длине. То есть в таких работах, где строп не должен портить внешний вид и геометрию тары, а также цепляться за перемещаемый груз. Заделка концов каната втулкой, в силу своей конструктивной особенности, имеет перепады по толщине с образованием ступеньки. Тара и грузы иногда цепляются за эту ступеньку, что ведет к их повреждению и даже падению.
К преимуществу опрессовки втулкой можно отнести сохранение геометрии стропа у петли, то есть непосредственно у места зацепа к крюку грузоподъемного крана или к грузу. Если петли стропа, изготовленного методом заплетки, нередкоо деформируются у основания петли, что приводит к неудобству в работе или даже списанию стропа, то втулка способствует сохранению геометрии концов. Изготовление канатных стропов с использованием втулки обычно обходится дешевле, так как этот процесс частично автоматизируется. Также для заделки концов втулкой требуется меньше каната, что положительно сказывается на конечной стоимости изделия.
Если петли стропа, изготовленного методом заплетки, нередкоо деформируются у основания петли, что приводит к неудобству в работе или даже списанию стропа, то втулка способствует сохранению геометрии концов. Изготовление канатных стропов с использованием втулки обычно обходится дешевле, так как этот процесс частично автоматизируется. Также для заделки концов втулкой требуется меньше каната, что положительно сказывается на конечной стоимости изделия.
ООО УнивесалМетиз — Канаты, стропы, такелаж
Стальной канат заплетенный вокруг коуша называется ветвью канатной (ВК) (Рис. 1а). Заплетенный стальной канат, который просто формирует петлю без коуша, называется строп канатный петлевой (СКП) или универсальный строп канатный (УСК) (Рис. 1б).
Рис. 1а: Ветвь канатная заплетенная Рис. 1б: Строп канатный петлевой заплетенный
При квазистатистическом тестировании на растяжение, залетенные концевые соединения передают около 85% разрушающей силы используемого стального каната. При использовании круглых коушей эта цифра уменьшиться до 50%. В испытании на усталость при растяжении, заплетенные концевые соединения выдерживают гораздо меньше половины циклов растяжения чем с канатными зажимами.
При использовании круглых коушей эта цифра уменьшиться до 50%. В испытании на усталость при растяжении, заплетенные концевые соединения выдерживают гораздо меньше половины циклов растяжения чем с канатными зажимами.
Рабочие температуры для заплетенных стропах с органическими сердечниками, колеблются между -60ºС и +100ºС. Заплетенные стропы из стальных канатов со стальными сердечниками, могут быть использованы при температуре от -60ºС до +400ºС. При температуре от 250ºС до 400ºС, грузоподъемность проволочных канатов должна быть снижена до 75%.
Заплетенные канатные стропы проходят стандартизацию по ГОСТ 25573-82 и РД 10-33-93. Обычно заплетенные стропы изготавливают из стального каната, состоящего из шести или восьми прядей.
Производство строп описано в ГОСТ 25573-82 и РД 10-33-91. Восьмипрядные канаты плетутся немного иначе чем шестипрядные, и канаты со стальным сердечником иначе чем канаты с органическим. Заплетка строп может быть выполнена как в направлении свивки так и против нее.
Ниже описаны наиболее важные шаги по производству заплетенных канатных строп из шестипрядных стальных канатов с органическим сердечником.
Сначала стальной канат, который нужно сплести, формируют в петлю с определенной добавочной длинной и выкладывают на намеченный конец петли. Затем, посредством второй выкладки, две части каната соединяют между собой (Рис. 2). Далее, единичные пряди распущенного конца развивают до обвязки и вплетают между прядями стального каната (Рис. 3).
Для того чтобы получить проем между прядями используется шило – предпочтительно плоское – для заплетки каната (Рис. 4). Его просовывают между прядями, и активно двигают в разных направлениях, пока не образуется нужное для помещения концов прядей пространство.
Рис. 2: Обвязка на конце петли Рис. 3: Вставленные пряди
На Рис. 5 и 6 показана заплетка на восьмипрядном стальном канате при помощи шила для сплетки каната.
При заплетке стальных канатов большего диаметра, физической силы часто бывает недостаточно для поднятия поверхностных прядей. В таких случаях, используется гидравлическое шило для заплетки каната. Для облегчения поднятия прядей, иногда канаты в зоне сплетения распускаются механически. После того как прядь вставлена, канат снова заплетают. На Рис. 7 показаны заплетчики, работающие с устройством, которое может поворачивать конец каната при помощи мотора.
В таких случаях, используется гидравлическое шило для заплетки каната. Для облегчения поднятия прядей, иногда канаты в зоне сплетения распускаются механически. После того как прядь вставлена, канат снова заплетают. На Рис. 7 показаны заплетчики, работающие с устройством, которое может поворачивать конец каната при помощи мотора.
При заплетке стропы из каната с органическим сердечником волоконная зона срезается.
Рис. 4: Вбивание шила для заплетки каната при помощи молотка
Рис. 5: Заплетка стропы из восьмипрядного стального каната со стальным сердечником
Рис. 6: Заплетка стропы из восьмипрядного стального каната со стальным сердечником (детально)
Все торчащие наружу концы прядей срезают, оставляя один выступающий конец, равный по длине одному диаметру пряди. С целью снижения опасности повреждения концы прядей изолируются при помощи пластиковой или проволочной обмотки (оклетневка). В конце удаляется обвязка, выполненная в начале работы, снимается.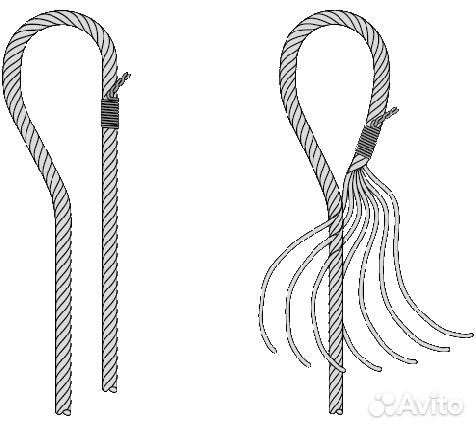
Произвести осмотр заплетенной стропы невооруженным глазом довольно легко. Стропы должны быть отбракованы, если найдены разрывы проволоки или пряди вокруг зоны заплетки выскользнули на расстоянии одного круглого стежка, или же если они сильно ослаблены коррозией. Иногда рекомендуют слегка покрывать место заплетки краской. Это поможет легко распознать выскользнувшие пряди. Если такое выскальзывание произошло, неокрашенные участки, которые находились под прядями, сразу станут заметными.
Чтобы оценить состояние заплетенной стропы, может потребоваться удаление оклетневки.
Рис. 7: Заплетчики за работой
Стропы опресованные алюминиевой втулкой, возможно, являются наиболее распространенным концевым соединением в Европе (Рис. 8).
Рис. 8: Стропа опресованная алюминиевой втулкой.
При квазистатистическом тестировании на растяжение, стропы опресованные алюминиевой втулкой выдерживают от 85% до 100% разрушающей силы используемого стального каната. В испытании на усталость при растяжении они выдерживают – в среднем – около 60% от числа циклов растяжения канатных зажимов. Рабочие температуры для алюминиевых втулок на стальных канатах с органическими сердечниками, колеблются между -60ºС и +100ºС. Допустимые рабочие температуры для алюминиевых втулок на стальных канатах со стальными сердечниками составляют от -60ºС до +150ºС.
Рабочие температуры для алюминиевых втулок на стальных канатах с органическими сердечниками, колеблются между -60ºС и +100ºС. Допустимые рабочие температуры для алюминиевых втулок на стальных канатах со стальными сердечниками составляют от -60ºС до +150ºС.
Заплетенные канатные стропы проходят стандартизацию по ГОСТ 25573-82 и РД 10-33-93.
Втулки, необходимые для изготовления опресованных строп изготавливаются из алюминиевых сплавов.
Сначала нужно выбрать желаемую форму втулки. Типы втулок: цилиндрической формы А, цилиндрической-закругленной формы В и цилиндрической-конической формы С (Рис. 9).
Форма А Форма В Форма С
Рис. 9: Формы алюминиевых втулок для производства опресованных строп
Типы А и В изготавливаются из одинаковых заготовок (Рис. 10). Тип С производится из заготовок того же размера но с плоским коническим концом и окном (Рис. 11). Тип С разработан с целью облегчения вытягивания концов каната при нагрузке. Острые концы каната торчащие из Типов А и В могут нанести травму. Тип С исключает эту опасность благодаря полному сокрытию свободного конца каната.
Тип С исключает эту опасность благодаря полному сокрытию свободного конца каната.
Правильный размер втулки должен быть подобран в соответствии с номинальным диаметром, коэффициентом заполнения и типом свивки стального проволочного каната. Для номинального диаметра каната составляющего от 7мм до 14мм, номер втулки увеличивается на единицу, для диаметра от 16мм до 28мм – на два, и для диаметра от 32мм до 60мм – на четыре.
Рис. 10: Заготовка для втулок А и В
Рис. 11: Заготовка для втулки С
При обрезании стального каната на заданную длину, следует удостовериться в том, что часть каната, которая позже будет прижата втулкой, не повреждена и длинна шага свивки не изменена.
Правильная обвязка стального каната должна состоять из проволок или прядей с низким пределом прочности на растяжение, и максимальный диаметр проволоки для обвязки может составлять лишь 1/20 диаметра каната.
Рис. 12: Размеры петли
Стальной канат продевается через втулку, выполненный в форме петли или выложенный вокруг коуша, а затем выводится через втулку обратно. Петля, ширина которой составляет половину ее длинны (Рис. 12), должна иметь длину в любом случае превышающую пятнадцать диаметров каната.
Петля, ширина которой составляет половину ее длинны (Рис. 12), должна иметь длину в любом случае превышающую пятнадцать диаметров каната.
При наличии коуша, расстояние после опресовки между втулкой и коушем должно составлять два диаметра каната. При использовании втулок типов А и В, конец каната должен выступать из втулки. С типом С конец каната помещается в цилиндрической части втулки и остается видным сквозь ее окошко.
Перед транспортировкой под пресс, проволочные канаты часто подготавливаются на верстаках. С целью предотвращения соскальзывания втулки во время транспортировки, ее временно фиксируют на линиях каната при помощи молотка, тисков или гидравлических устройств (Рис. 13 и 14)
Рис. 13: Неправильное закрепление втулки Рис. 14: Правильное закрепление втулки
Необходимо особенно тщательно осмотреть втулки на наличие вмятин, поскольку во время процедуры опресовки, если таковые имеются, произойдет разлом втулки.
Также, необходимо смазать внутренние стороны, чтобы алюминиевая втулка не повредилась во время этой процедуры. Далее, подготовленную, не зажатую втулку вкладывают в пресс-форму, она выкладывается в направлении прижатия, и наконец, прижимается, пока поверхности половинок пресс-формы не соприкоснутся (Рис. 15).
Далее, подготовленную, не зажатую втулку вкладывают в пресс-форму, она выкладывается в направлении прижатия, и наконец, прижимается, пока поверхности половинок пресс-формы не соприкоснутся (Рис. 15).
Рис. 15: Прижатие алюминиевого прихвата
После прижатия, все швы, образовавшиеся на втулке, должны быть отшлифованы, что поможет избежать травм.
По направлению дуги 120º по контуру, спресованная втулка должна иметь диаметр соответствующий двойному номеру втулки.
Распределение усилия в опресованной канатной ветви показано на (Рис. 16).
Рис. 16: Распределение силы в опресованных стропах
Ниже можно посмотреть (Рис. 17 и 18) как ведут себя стальные канаты крестовой и односторонней свивки после опресовки алюминиевой втулкой.
Рис. 17: Зоны контакта канатов крестовой свивки при разрезе втулки напополам
Рис. 18: Зоны контакта канатов паралелльной свивки при разрезе втулки напополам
Возможна опресовка петель каната в двумя алюминиевыми втулками (Рис. 19).
19).
Рис. 19: Распределение усилии при опрессовке двумя втулками
При первом осмотре алюминиевой втулки и петли, следует проверить их размеры, для того чтобы удостовериться в том, что они соответствуют спецификации. Затем, следует проверить концевые соединения на наличие разрывов проволоки, а также на наличие трещин и физических повреждений в зоне вокруг алюминиевой втулки (Рис. 20).
Рис. 20: Физическое повреждение алюминиевой втулки
Трещины в конической части втулок типа С не влияют на разрушающую силу концевого соединения.
Во время каждого осмотра следует проверять не изменилось ли положение линий каната в месте опрессовки. При использовании в морской среде, втулки также следует проверять на наличие корродированных повреждений. На Рис. 21 показан корродированная алюминиевая втулка.
Рис. 21: Корродированная алюминиевая втулка
Медная луженая оплетка — объединенные электронные провода и кабели
Луженая медная оплетка — объединенные электронные провода и кабели
ПлоскийОвалТрубчатый
Фильтровать продукты
Запрос котировок Корзина
Показано 1–40 из 52 результатов
40 товаров на странице45 товаров на странице60 товаров на страницеВсе товары на странице
Сортировать по AWG ↑ Сортировать по AWG ↓ Сортировать по ширине ↑ Сортировать по ширине ↓ Сортировать по номеру детали Сортировать по Nom OD ↑ Ширина (декабрь)
| номер части | Ширина | Форма | Покрытие | Скрутка | АВГ | Номинал в круговых милах | Ампер | Мил Спецификация | Устаревшая спецификация | Добавить в корзину |
|---|---|---|---|---|---|---|---|---|---|---|
| 1386 | 1/32″ | Квартира | ТК | 16 х 1 х 36 | 24 | 400 | 7 | |||
| 1310 | 1/32″ | Трубчатый | ТК | 24 х 1 х 36 | 22 | 600 | 7 | АА59569Р36Т0031 | ККБ575Р36Т0031 | |
| 1387 | 3/64″ | Квартира | ТК | 24 х 1 х 36 | 23 | 600 | 7 | |||
| 1341 | 1/16″ | Овал | ТК | 16 х 2 х 34 | 19 | 1272 | 11 | АА59569Р34Т0062 | ККБ575Р34Т0062 | |
| 1311 | 1/16″ | Трубчатый | ТК | 24 х 2 х 36 | 19 | 1200 | 11 | АА59569Р36Т0062 | ККБ575Р36Т0062 | |
| 1312 | 5/64″ | Трубчатый | ТК | 24 х 3 х 36 | 18 | 1800 | 16 | АА59569Р36Т0078 | ККБ575Р36Т0078 | |
| 1388 | 3/32″ | Квартира | ТК | 16 х 3 х 36 | 19 | 1200 | 12 | |||
| 1389 | 7/64″ | Квартира | ТК | 16 х 4 х 36 | 18 | 1800 | 14 | |||
| 1342 | 7/64″ | Овальный | ТК | 16 х 4 х 34 | 16 | 2544 | 20 | АА59569Р34Т0109 | ККБ575Р34Т0109 | |
| 1314 | 7/64″ | Трубчатый | ТК | 24 х 4 х 36 | 16 | 2400 | 19 | АА59569Р36Т0109 | ККБ575Р36Т0109 | |
| 1390 | 1/8″ | Квартира | ТК | 24 х 3 х 36 | 18 | 2400 | 15 | АА59569Ф36Т0078 | ККБ575Ф36Т0078 | |
| 1343 | 1/8″ | Овальный | ТК | 24 х 3 х 34 | 15 | 2862 | 25 | АА59569Р34Т0125 | ККБ575Р34Т0125 | |
| 1315 | 1/8″ | Трубчатый | ТК | 24 х 5 х 36 | 15 | 3000 | 25 | АА59569Р36Т0125 | ККБ575Р36Т0125 | |
| 1316 | 5/32 дюйма | Трубчатый | ТК | 24 х 10 х 36 | 12 | 6000 | 40 | АА59569Р36Т0156 | ККБ575Р36Т0156 | |
| 1344 | 11/64″ | Овал | ТК | 24 х 5 х 34 | 14 | 4770 | 32 | АА59569Р34Т0171 | ККБ575Р34Т0171 | |
| 1317 | 11/64″ | Трубчатый | ТК | 24 х 7 х 36 | 14 | 4200 | 32 | АА59569Р36Т0171 | ККБ575Р36Т0171 | |
| 1391 | 3/16″ | Квартира | ТК | 24 х 5 х 36 | 15 | 3000 | 23 | АА59569Ф36Т0125 | ККБ575Ф36Т0125 | |
| 1345 | 3/16″ | Овальный | ТК | 24 х 6 х 34 | 13 | 5724 | 38 | |||
| 1318 | 13/64″ | Трубчатый | ТК | 24 х 8 х 34 | 11 | 7632 | 46 | АА59569Р34Т0203 | ККБ575Р34Т0203 | |
| 1313 | 13/64″ | Трубчатый | ТК | 24 х 13 х 36 | 11 | 7800 | 46 | АА59569Р36Т0203 | ККБ575Р36Т0203 | |
| 1392 | 1/4″ | Квартира | ТК | 24 х 7 х 36 | 14 | 4200 | 30 | АА59569Ф36Т0171 | ККБ575Ф36Т0171 | |
| 1346 | 1/4″ | Овальный | ТК | 24 х 7 х 34 | 12 | 6678 | 41 | |||
| 1319 | 1/4″ | Трубчатый | ТК | 24 х 16 х 36 | 10 | 9600 | 53 | АА59569Р36Т0250 | ККБ575Р36Т0250 | |
| 1320 | 9/32″ | Трубчатый | ТК | 24 х 5 х 30 | 9 | 12060 | 60 | АА59569Р30Т0281 | ККБ575Р30Т0281 | |
| 1393 | 3/8″ | Квартира | ТК | 48 х 6 х 36 | 11 | 7200 | 50 | |||
| 1347 | 3/8″ | Овальный | ТК | 24 х 8 х 34 | 11 | 7632 | 46 | |||
| 1321 | 3/8″ | Трубчатый | ТК | 48 х 8 х 36 | 10 | 9600 | 53 | АА59569Р36Т0375 | ККБ575Р36Т0375 | |
| 1322 | 7/16″ | Трубчатый | ТК | 24 х 10 х 30 | 6 | 24120 | 90 | АА59569Р30Т0437 | ККБ575Р30Т0437 | |
| 1400 | 1/2 дюйма | Квартира | ТК | 24 х 10 х 30 | 6 | 24120 | 93 | |||
| 1394 | 1/2 дюйма | Квартира | ТК | 48 х 8 х 36 | 10 | 9600 | 53 | |||
| 1348 | 1/2 дюйма | Овал | ТК | 48 х 7 х 34 | 9 | 13356 | 62 | АА59569Р34Т0500 | ККБ575Р34Т0500 | |
| 1323 | 1/2 дюйма | Трубчатый | ТК | 48 х 11 х 36 | 9 | 13200 | 62 | АА59569Р36Т0500 | ККБ575Р36Т0500 | |
| 1324 | 9/16″ | Трубчатый | ТК | 48 х 10 х 30 | 3 | 48240 | 145 | АА59569Р30Т0562 | ККБ575Р30Т0562 | |
| 1395 | 5/8″ | Квартира | ТК | 48 х 8 х 36 | 10 | 9600 | 53 | |||
| 1401 | 5/8″ | Квартира | ТК | 24 х 15 х 30 | 5 | 36180 | 120 | |||
| 1349 | 5/8″ | Овальный | ТК | 48 х 8 х 34 | 8 | 15264 | 62 | |||
| 1325 | 21/32″ | Трубчатый | ТК | 48 х 16 х 30 | 1 | 77184 | 190 | АА59569Р30Т0656 | ККБ575Р30Т0656 | |
| 1350 | 11/16″ | Овальный | ТК | 48 х 10 х 34 | 7 | 19080 | 81 | |||
| 1396 | 3/4″ | Квартира | ТК | 48 х 18 х 36 | 7 | 20800 | 80 | АА59569Ф36Т0781 | ККБ575Ф36Т0781 | |
| 1351 | 25/32 дюйма | Овальный | ТК | 48 х 11 х 34 | 7 | 20829 | 85 | АА59569Р34Т0781 | ККБ575Р34Т0781 |
Примечание. Все технические характеристики могут быть изменены без предварительного уведомления.
Все технические характеристики могут быть изменены без предварительного уведомления.
Начните свой индивидуальный проект с нами сегодня
Плетеные кабельные рукава и ткацкие станки с плетеной сеткой
Какие существуют типы плетеных рукавов?
Оплетка общего назначения
Оплетка общего назначения идеально подходит для проектов управления кабелями и проводами, где простота применения и долговечность являются основными определяющими факторами успешного решения. Эти варианты предлагают наибольшую универсальность благодаря доступной расширяемой плетеной оплетке с боковым входом, сохраняя при этом целостность, необходимую для долговечности и устойчивости к нежелательным материалам. Расширяемая муфта расширяется, чтобы упростить процесс применения, делая подачу кабелей или проводов через муфту максимально эффективной, а затем сжимается, образуя жгут, что позволяет получить чистый и сплоченный кабельный жгут независимо от любых несоответствий по ширине проводов или кабелей. Для условий, требующих простоты использования, но требующих повышенной устойчивости к истиранию, также доступны варианты плотного плетения. Рукава с боковым вводом обычно используются в случаях, когда отсоединение проводов или шлангов невозможно. Во время этих процессов установки или повторного применения особенно удобна плетеная оплетка.
Для условий, требующих простоты использования, но требующих повышенной устойчивости к истиранию, также доступны варианты плотного плетения. Рукава с боковым вводом обычно используются в случаях, когда отсоединение проводов или шлангов невозможно. Во время этих процессов установки или повторного применения особенно удобна плетеная оплетка.
Рукав для тяжелых условий эксплуатации
Рукав для тяжелых условий эксплуатации обеспечивает упругую целостность, необходимую для работы в самых суровых условиях. Эти варианты рукавов устойчивы к порезам, истиранию и температуре, не горят, не плавятся и не поддерживают горение. Они также могут похвастаться этими качествами, сохраняя гибкость, необходимую для защиты наиболее уязвимых компонентов от самых суровых условий. Рукава для тяжелых условий эксплуатации могут противостоять кислотам, щелочам, растворителям, топливу и солям, которые нарушают работу шланга, а также могут отклонять или сдерживать разрывы шланга.
Плетеный металлический рукав
Плетеный металлический рукав предлагает варианты, устойчивые к порезам и истиранию, которые идеально подходят для широкого спектра применений, включая решения для заземления, стойкость к погодным условиям высокой интенсивности и термостойкость. Металлические рукава исключительно прочны и имеют варианты защиты от EFI, RFI, ESD и UV, а также противомикробные и бактерицидные варианты. Они уникально функциональны, гибки, долговечны и эстетичны, что делает их идеальными для многих автомобильных, аэрокосмических и наружных применений. Для самых требовательных приложений мы рекомендуем использовать практически неразрушимые варианты, такие как плетеные втулки из нержавеющей стали; даже ваши самые незащищенные провода, кабели и шланги будут надежно спрятаны, а ваш проект останется эстетически привлекательным и не заржавеет.
Металлические рукава исключительно прочны и имеют варианты защиты от EFI, RFI, ESD и UV, а также противомикробные и бактерицидные варианты. Они уникально функциональны, гибки, долговечны и эстетичны, что делает их идеальными для многих автомобильных, аэрокосмических и наружных применений. Для самых требовательных приложений мы рекомендуем использовать практически неразрушимые варианты, такие как плетеные втулки из нержавеющей стали; даже ваши самые незащищенные провода, кабели и шланги будут надежно спрятаны, а ваш проект останется эстетически привлекательным и не заржавеет.
Огнестойкий рукав
Варианты огнестойкого рукава обеспечивают такую же долговечность и простоту применения, что и плетеные рукава общего назначения, но с дополнительным преимуществом предотвращения возгорания. Эти варианты рукавов оптимальны для машиностроения, автомобилестроения, электротехники и других промышленных условий, где потенциальная проблема может возникнуть в связи с пожаром. Огнестойкая оболочка защитит кабели, провода и шланги от пламени, а также поможет уменьшить распространение огня до тех пор, пока огонь не будет полностью потушен, что потенциально спасет другие важные компоненты.
Огнестойкая оболочка защитит кабели, провода и шланги от пламени, а также поможет уменьшить распространение огня до тех пор, пока огонь не будет полностью потушен, что потенциально спасет другие важные компоненты.
Рукава Advanced Engineering
Варианты рукавов Technical Engineering предлагаются из самых технологически продвинутых материалов, которые позволяют им предлагать качества, отвечающие самым строгим требованиям, при этом оставаясь невероятно легкими и гибкими. Многие из этих вариантов рукавов обладают максимальной химической стойкостью, устойчивостью к температуре, истиранию и влаге, а также другими ценными качествами, такими как лучшая в отрасли простота применения и устойчивость к размножению бактерий.
Высокотемпературный рукав
Как следует из названия, варианты высокотемпературного рукава наиболее устойчивы к экстремальным температурам. Способность высокотемпературных рукавов выдерживать как экстремально высокие, так и низкие температуры в сочетании с их способностью противостоять обычным химическим веществам и растворителям, а также их простая и быстрая установка делают их идеальными для многих инженерных, аэрокосмических и автомобильных применений. Состав стекловолокна и кремнезема, используемый в высокотемпературных вариантах, сохранит ваши кабели, провода и шланги прохладными, спокойными и собранными при температурах, приближающихся к 2000 градусов по Фаренгейту.
Состав стекловолокна и кремнезема, используемый в высокотемпературных вариантах, сохранит ваши кабели, провода и шланги прохладными, спокойными и собранными при температурах, приближающихся к 2000 градусов по Фаренгейту.
Специальные рукава
Варианты специальных рукавов позволяют удовлетворить самые специфические потребности в плетеных рукавах. Специальная оболочка включает в себя параметры, которые легко редактируются вне видеопроизводства, шумоподавление, светоотражающая способность до 1500 раз выше, чем у ярко-белого, и достаточно тонкая оболочка, подходящая для микрооптики. Специальные опции позволяют защитить кабели, провода и шланги от уязвимости, не создавая неудобств для основного проекта.
Автомобильные рукава
Варианты автомобильных рукавов обеспечивают экстремальную стойкость к истиранию и температуре, необходимую для устойчивости в высокопроизводительных автомобильных условиях. Эти варианты рукавов будут соответствовать любому качеству, которое может вам понадобиться в решении для рукавов, будь то экстремальная температура или сопротивление истиранию, непроводимость, защита от проникновения или снижение шума. Независимо от автомобильного проекта, Cable Ties and More предлагает плетеные рукава, которые позволяют всем шлангам, проводам и кабелям работать в соответствии с высокими стандартами, требуемыми от них.
Независимо от автомобильного проекта, Cable Ties and More предлагает плетеные рукава, которые позволяют всем шлангам, проводам и кабелям работать в соответствии с высокими стандартами, требуемыми от них.
Инструменты и заделка
Кабельные стяжки и прочее предлагает все инструменты и аксессуары, необходимые для того, чтобы ваш плетеный рукав идеально обрезался и без проблем накладывался, чтобы в полной мере воспользоваться защитными свойствами рукава. Независимо от того, требуется ли вашему плетеному рукаву горячий нож для обеспечения бесшовного разреза или ножницы из кевлара для проникновения в самый эластичный материал, мы вас покрыли.
Оплетка экранирующего кабеля из нержавеющей стали — SME-SSL0.50SV — размер 1/2 дюйма
Трубчатая оплетка из нержавеющей стали (оплетка SS304)
Свяжитесь с нами, чтобы узнать цены на другие размеры и количество.
Часть | Диапазон расширения | Стенка | Проволока | ||
|---|---|---|---|---|---|
Мин. | Макс. | ||||
1,6 мм | SME-SSL0.06SV | | | 0,33 мм | 0,127 мм |
3,2 мм | SME-SSL0.13SV | 1,6 мм | 8,7 мм | 0,33 мм | 0,127 мм |
6,4 мм | SME-SSL0. | 4,8 мм | 10,3 мм | 0,33 мм | 0,127 мм |
9,5 мм | СМЭССЛ0.38СВ | 6,4 мм | 15,9 мм | 0,33 мм | 0,127 мм |
12,7 мм | SME-SSL0.50SV | 9,5 мм | 19,1 мм | 0,33 мм | 0,127 мм |
19,1 мм | SME-SSL0. | 12,7 мм | 31,8 мм | 0,33 мм | 0,127 мм |
25,4 мм | SME-SSL1.00SV | 15,9 мм | 33,3 мм | 0,64 мм | 0,254 мм |
31,8 мм | SME-SSL1.25SV | 19,1 мм | 44,5 мм | 0,64 мм | 0,254 мм |
38,1 мм | SME-SSL1. | 25,4 мм | 54,0 мм | 0,64 мм | 0,254 мм |
 25SV
25SV  75SV
75SV  50SV
50SV Stahl Metall Engineering специализируется на продуктах межсоединений для аэрокосмической, оборонной, морской, железнодорожной, медицинской и промышленной промышленности, включая соединители/оболочки, провода/кабели, термоусадку, кабельные маркеры, плетеные изделия с электромагнитными помехами.
Пожалуйста, свяжитесь с нами, чтобы узнать о других брендах и продуктах.
Stahl Metall Engineering специализируется на разработке и производстве нестандартных сборок кабелей и жгутов, комплектных коммуникационных, силовых / электрических шкафов и сборочных коробок, нестандартных металлоконструкций и дистрибуции высокопроизводительных компонентов межсоединений, продуктов заземления и корпусов IP68.
Полные системы Plug and Play.
Некоторые из наших специализированных кабельных сборок:-
— Индивидуальные решения (сборка для печати)
— Индивидуальные сборки коаксиальных/ВЧ-кабелей
— Индивидуальные ленточные сборки, Ethernet, HDMI, DVI и USB-кабели
— Сборки силовых кабелей ВН/НН
— Сборки низковольтных силовых и сигнальных кабелей
— Плетеные и 0AWG заземляющие ленты
— Прямые и Разветвленные комплексные нестандартные кабельные сборки (более 100 цепей)
– Формованные кабельные сборки
– Заземляющие хомуты (специальные плетеные и 0 AWG заземления/батарейные хомуты)
Свяжитесь с нами, чтобы узнать цену и наличие.
Поделитесь этим продуктом
Круглая экранирующая оплетка Mil-Spec — QQB575R36T375 — AA59569R36T0375 — размер 3/8 дюйма — 30 м
180,00 $
Круглая экранирующая оплетка Mil-Spec — QQB575R36T250 — AA59569R36T0250 — размер 1/4 дюйма — 30 м
175,00 $
Оплетка экранирующего кабеля из нержавеющей стали — SME-SSL0.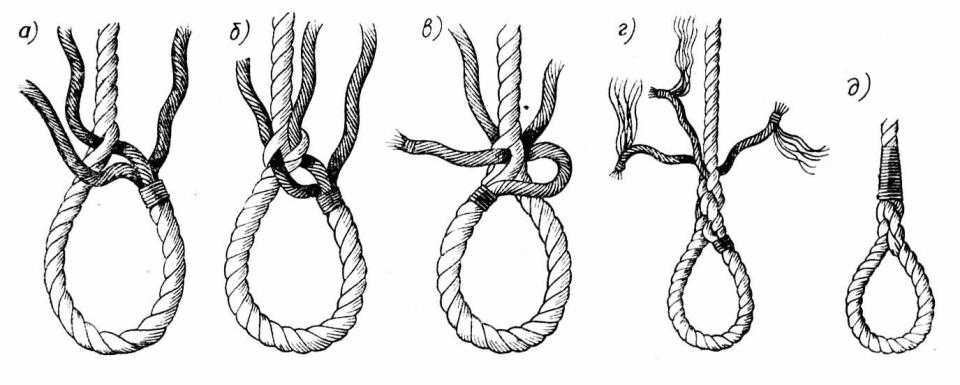 06SV — размер 1/16 дюйма — 1 м
06SV — размер 1/16 дюйма — 1 м
19,99 $
Плоская экранирующая оплетка
Mil-Spec — QQB575F30T875 — AA59569F30T0875 — 100FT
1 059,00 $
Одножильный кабель с оплеткой для продажи
| ||||||||||||||||||||||
| ||||||||||||||||||||||
 jpg»> Lacing Tape, Cord, Wrap
jpg»> Lacing Tape, Cord, Wrap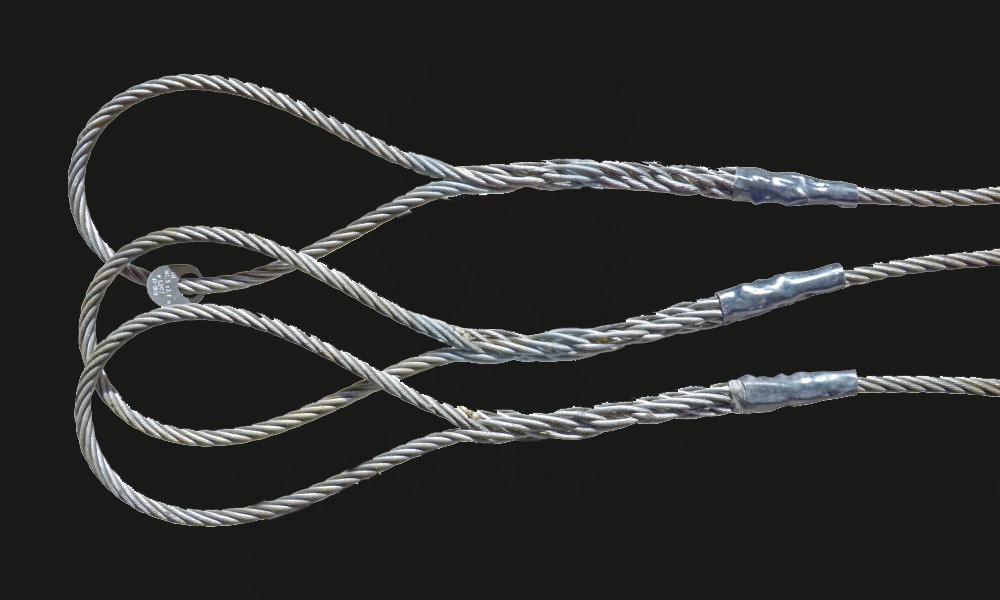 webtraxs.com/webtraxs.php?id=daburn&st=img» alt=»»>
webtraxs.com/webtraxs.php?id=daburn&st=img» alt=»»> См. приведенную ниже ссылку для получения списка номеров NSN и эквивалентных продуктов Daburn.
См. приведенную ниже ссылку для получения списка номеров NSN и эквивалентных продуктов Daburn. Также полезно против механического истирания и стрессов.
Также полезно против механического истирания и стрессов.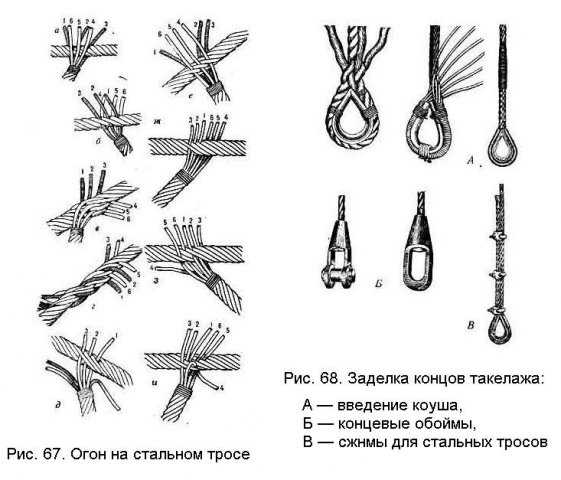 Отдельные жилы проволоки имеют 50-микродюймовое никелирование поверх меди, отвечающее требованиям ASTM B355. Рекомендуется для высокотемпературных применений до 400°C.
Отдельные жилы проволоки имеют 50-микродюймовое никелирование поверх меди, отвечающее требованиям ASTM B355. Рекомендуется для высокотемпературных применений до 400°C. Полезно в качестве заземления батареи или перемычки.
Полезно в качестве заземления батареи или перемычки.ToughCat 7S S/FTP, новинка: стальная оплетка (SWB), одножильные проводники ИЛИ ПОДПИСАТЬСЯ НА ЦЕННЫЕ БУМАГИ В СОЕДИНЕННЫХ ШТАТАХ, АВСТРАЛИИ, КАНАДЕ ИЛИ ЯПОНИИ ИЛИ В ЛЮБЫХ ДРУГИХ СТРАНАХ, ГДЕ ТАКОЕ ПРЕДЛОЖЕНИЕ ИЛИ ТРЕБОВАНИЕ ТРЕБУЕТСЯ УТВЕРЖДЕНИЕ МЕСТНЫХ ВЛАСТЕЙ ИЛИ ИНЫМ ОБРАЗОМ ЯВЛЯЕТСЯ НЕЗАКОННЫМ («
ДРУГИЕ СТРАНЫ »). ЛЮБОЕ ПУБЛИЧНОЕ ПРЕДЛОЖЕНИЕ БУДЕТ ПРОВОДИТЬСЯ В ИТАЛИИ В СООТВЕТСТВИИ С ПРОСПЕКТОМ, НАДЛЕЖАЩИМ РАЗРЕШЕНИЕМ CONSOB В СООТВЕТСТВИИ С ПРИМЕНИМЫМИ ЗАКОНОДАТЕЛЬСТВАМИ. ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.
ЛЮБОЕ ПУБЛИЧНОЕ ПРЕДЛОЖЕНИЕ БУДЕТ ПРОВОДИТЬСЯ В ИТАЛИИ В СООТВЕТСТВИИ С ПРОСПЕКТОМ, НАДЛЕЖАЩИМ РАЗРЕШЕНИЕМ CONSOB В СООТВЕТСТВИИ С ПРИМЕНИМЫМИ ЗАКОНОДАТЕЛЬСТВАМИ. ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.
ЛЮБОЕ ПРЕДЛОЖЕНИЕ ЦЕННЫХ БУМАГ В ЛЮБОЙ СТРАНЕ-ЧЛЕНЕ ЕВРОПЕЙСКОЙ ЭКОНОМИЧЕСКОЙ ЗОНЫ (« ЕЭЗ »), ПРИНЯВШЕЙ ДИРЕКТИВУ О ПРОСПЕКТАХ (КАЖДОЕ, « СООТВЕТСТВУЮЩЕЕ ГОСУДАРСТВО-Член »), БУДЕТ СОВЕРШЕНО НА ОСНОВЕ ПРОСПЕКТА УТВЕРЖДЕНО КОМПЕТЕНТНЫМ ОРГАНОМ И ПУБЛИКУЕТСЯ В СООТВЕТСТВИИ С ДИРЕКТИВОЙ О ПРОСПЕКТАХ (« РАЗРЕШЕННАЯ ПУБЛИЧНАЯ ОФЕРТА ») И/ИЛИ В СООТВЕТСТВИИ С ОСВОБОЖДЕНИЕМ В СООТВЕТСТВИИ С ДИРЕКТИВОЙ О ПРОСПЕКТАХ ОТ ТРЕБОВАНИЯ О ПУБЛИКАЦИИ ПРОСПЕКТА ПРЕДЛОЖЕНИЙ ЦЕННЫХ БУМАГ.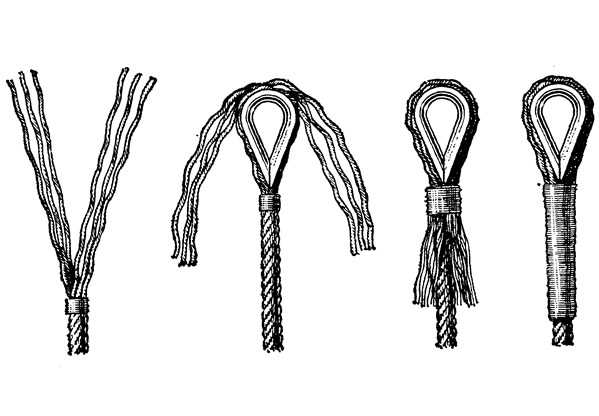
СООТВЕТСТВЕННО ЛЮБОЕ ЛИЦО, ДЕЛАЮЩЕЕ ИЛИ НАМЕРЕННОЕ СДЕЛАТЬ ЛЮБОЕ ПРЕДЛОЖЕНИЕ ЦЕННЫХ БУМАГ В СООТВЕТСТВУЮЩЕМ ГОСУДАРСТВЕ-ЧЛЕНЕ, КРОМЕ РАЗРЕШЕННОГО ПУБЛИЧНОГО ПРЕДЛОЖЕНИЯ, МОЖЕТ СДЕЛАТЬ ЭТО ТОЛЬКО В ОБСТОЯТЕЛЬСТВАХ, ПРИ КОТОРЫХ НЕ ВОЗНИКАЕТ ОБЯЗАТЕЛЬСТВ ДЛЯ КОМПАНИИ ИЛИ ЛЮБОГО ИЗ СОВМЕСТНОГО ГЛОБАЛЬНОГО КООРДИНАТОРА МЕНЕДЖЕРОВ ОПУБЛИКОВАТЬ ПРОСПЕКТ В СООТВЕТСТВИИ СО СТАТЬЕЙ 3 ДИРЕКТИВЫ О ПРОСПЕКТАХ ИЛИ ДОПОЛНИТЬ ПРОСПЕКТ В СООТВЕТСТВИИ СО СТАТЬЕЙ 16 ДИРЕКТИВЫ О ПРОСПЕКТАХ, В КАЖДОМ СЛУЧАЕ В ОТНОШЕНИИ ТАКОГО ПРЕДЛОЖЕНИЯ.
ВЫРАЖЕНИЕ «ДИРЕКТИВА ПРОСПЕКТА» ОЗНАЧАЕТ ДИРЕКТИВУ 2003/71/EC (НАСТОЯЩАЯ ДИРЕКТИВА И ПОПРАВКИ К НЕЙ, ВКЛЮЧАЯ ДИРЕКТИВУ 2010/73/EC, В ТОМ ЧИСЛЕ, КОТОРЫЙ ПРИМЕНЯЕТСЯ В СООТВЕТСТВУЮЩЕМ ГОСУДАРСТВЕ-ЧЛЕНЕ, ВМЕСТЕ С ЛЮБЫМИ МЕРАМИ ПО РЕАЛИЗАЦИИ В ЛЮБОМ ГОСУДАРСТВЕ-ЧЛЕНЕ) . ИНВЕСТОРЫ НЕ ДОЛЖНЫ ПОДПИСЫВАТЬСЯ НА ЛЮБЫЕ ЦЕННЫЕ БУМАГИ, УПОМЯНУТЫЕ В ЭТОМ ДОКУМЕНТЕ, ЗА ИСКЛЮЧЕНИЕМ ОСНОВАНИЯ НА ОСНОВЕ ИНФОРМАЦИИ, СОДЕРЖАЩЕЙСЯ В ЛЮБОМ ПРОСПЕКТЕ.
Подтверждение того, что удостоверяющая сторона понимает и принимает приведенный выше отказ от ответственности.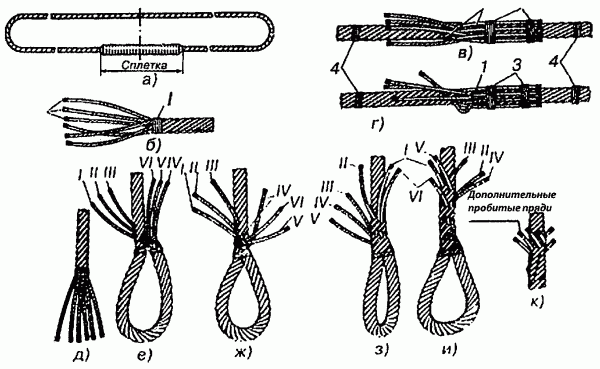
Информация, содержащаяся в этом разделе, предназначена только для информационных целей и не предназначена и не открыта для доступа кем-либо, кто находится или является резидентом США, Австралии, Канады, Японии или любой из других стран. Я заявляю, что я не являюсь резидентом и не нахожусь в Соединенных Штатах, Австралии, Канаде или Японии или любых других странах, и я не являюсь «американцем». Лицо» (согласно Положению S Закона о ценных бумагах). Я прочитал и понял приведенный выше отказ от ответственности. Я понимаю, что это может повлиять на мои права. Я согласен быть связанным его условиями.
Questo Sito Web (e in Informationi ivi contenute) non contiene né valituisce un’offerta di vendita di strumenti finanziari o una sollecitazione di offerta di accisto o sottoscrizione di strumenti finanziare stati, o giappone o IN QUALSIASI ALTRO PAESE NEL QUALE L’OFFERTA O SOLLECITAZIONE DEGLI STRUMENTI FINANZIARI SAREBBERO SOGGETTE ALL’AUTORIZZAZIONE DA PARTE DI AUTORITÀ LOCALI O COMUNQUE VIETATE AI SENSI DI LEGGE (GLI » ALTRI PAESI «). QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NERSON VIGENTI PAELI OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ О БУМАГАХ, ПРИМЕНЯЕМЫЕ ЗАКОНОМ О РЕГИСТРАЦИЯХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.
QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NERSON VIGENTI PAELI OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ О БУМАГАХ, ПРИМЕНЯЕМЫЕ ЗАКОНОМ О РЕГИСТРАЦИЯХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.
Qualsiasi Offerta di Stromenti Finanziari в Qualsiasi Stato Membro Dello Spazio Economico Europeo (« см. ») Che Abbia Recepito la Direttiva Proppetti (Ciascuno, Un « Stato Membro Rilevante »). AUTORITÀ COMPETENTE E PUBBLICATO IN CONFORMITÀ A QUANTO PREVISTO DALLA DIRETTIVA PROSPETTI (L’“ OFFERTA PUBBLICA CONSENTITA ”) E/O AI SENSI DI UN’ESENZIONE DAL REQUISITO DI PUBBLICAZIONE DI UN PROSPETTO PER OFFERTE DI STRUMENTI FINANZIARI PREVISTA DALLA DIRETTIVA PROSPETTI.
CONSEGUENTEMENTE, CHIUNQUE EFFETTUI O INTENDA EFFETTUARE UN’OFFERTA DI STRUMENTI FINANZIARI IN UNO STATO MEMBRO RILEVANTE DIVERSA DALL’“OFFERTA PUBBLICA CONSENTITA” PUÒ FARLO ESCLUSIVAMENTE LADDOVE NON SIA PREVISTO ALCUN OBBLIGO PER LA SOCIETÀ O UNO DEI JOINT GLOBAL COORDINATOR O DEI MANAGER DI ПУБЛИЧНОЕ ОБСЛУЖИВАНИЕ UN PROSPETTO AI SENSI DELL’ARTICOLO 3 DELLA DIRETTIVA PROSPETTO O INTEGRARE UN PROSPETTO AI SENSI DELL’ARTICOLO 16 DELLA DIRETTIVA PROSPETTO, IN RELAZIONE A TALE OFFERTA.
L’ESPRESSIONE “DIRETTIVA PROSPETTI” INDICA LA DIRETTIVA 2003/71/CE (TALE DIRETTIVA E LE RELATIVE MODIFICHE, NONCHÉ LA DIRETTIVA 2010/73/UE, NELLA MISURA IN CUI SIA RECEPITA NELLO STATO MEMBRO ASULSUAMENTE, UNITA MISURA ATTUAZIONE NEL RELATIVO STATO MEMBRO). GLI INVESTITORI NON DOVREBBERO SOTTOSCRIVERE ALCUNO STRUMENTO FINANZIARIO SE NON SULLA BASE DELLE INFORMAZIONI CONTENUTE NEL RELATIVO PROSPETTO.
Conferma che il certificante comprende e accetta il disclaimer sopraesposto.
Документы, содержащие информацию, представленную в разделе, посвященном закрытому изданию, являются информативными и не предназначены для всех лиц, которые зарегистрированы или являются резидентами государства, в Австралии, Канаде или Джаппоне или в одном из Альтри Паэси. Dichiaro di non essere soggetto residente o trovarmi negli Stati Uniti, in Australia, Canada o Giappone o uno degli Altri Paesi e di non essere una «резидент США» (ai sensi della Regulation S del Securities Act). Ho letto e compreso il отказ от ответственности sopraesposto. Comprendo che può condizionare я miei diritti. Accetto ди rispettarne я vincoli.
Кабельные изоляторы, плетеные рукава и проволочные тросы для прокладки кабелей
Похоже, JavaScript отключен или заблокирован в вашем текущем браузере. Отключенный JavaScript значительно снижает функциональность нашего сайта, поэтому, чтобы вы могли наслаждаться наилучшей работой в Интернете, мы рекомендуем вам снова включить JavaScript или отключить любые надстройки, блокирующие JavaScript, которые вы могли установить ранее. Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
Стандартные вкладыши
Стандартные обертывания
Устойчивый к истиранию
Advanced Engineering
Высокая температура
Specialty
Metal & Shietding
Электрическая изоляция
Dipl Wire Loom
Specialty & Hap Rated
. Принадлежности
Спиральная обмотка
Толстостенная защитная спираль высокой плотности
Огнестойкая антистатическая спиральная обмотка
NightGlow Luminescent Spiral Wrap
Richco Standard® Flame Retardant Slit Harness Wrap
Panduit Pan-Wrap™ Split Harness Wrap and Tool
EMT Conduit
Flexible Metal Conduit
Non-Metallic Conduit
Fittings & Accessories
Инструменты и аксессуары для кабелепроводов
ПОЛЕЗНЫЕ СОВЕТЫ И РЕСУРСЫ
Кабельные муфты
9Кабельная муфта 0002 — одно из самых привлекательных и разнообразных решений для управления проводами.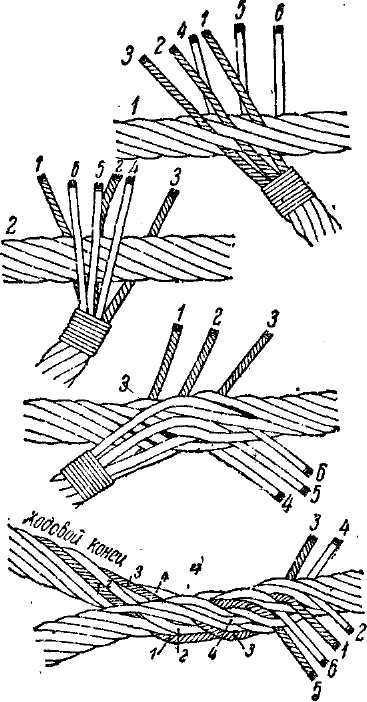 Ищете ли вы проволочный ткацкий станок, кабелепровод, плетеную оплетку или спиральную обмотку, у нас есть решение для вашей области применения.
Ищете ли вы проволочный ткацкий станок, кабелепровод, плетеную оплетку или спиральную обмотку, у нас есть решение для вашей области применения.
Кабельный жгут и кабелепровод обеспечивают полную защиту кабелей и проводов от истирания, влаги и непогоды.
Плетеный рукав
— один из самых популярных вариантов, и у нас есть множество разновидностей: от нашей ПЭТ-пленки общего назначения до рукавов из стекловолокна для промышленного применения при высоких температурах. Мы предлагаем широкий диапазон прочности: от майлара для эстетичной маскировки кабеля до чрезвычайно прочного тефлона. И все между ними! У нас также имеется широкий ассортимент инструментов, которые помогут вам нарезать и запечатать наши различные рукава. Если вы ищете муфты для компьютерных кабелей, чтобы укротить компьютерные кабели для вашего дома или офиса, или вам нужны специальные муфты для автомобильных, военных или даже аэрокосмических приложений, у нас есть муфта для этого.
Спиральная обмотка помогает надежно зафиксировать кабели и шланги, а также позволяет проводам входить и выходить из жгута в любой желаемой точке разрыва, предоставляя вам больше свободы.
Кабельная изоляция — один из наиболее эффективных способов организации и защиты
Непослушные провода неприятны на многих уровнях и могут также вызвать серьезные проблемы для вашей кабельной системы. CableOrganizer.com предлагает ряд решений для управления вашими проводами и предлагает серьезную защиту от износа.
Зачем использовать кабельную муфту?
Провода поставляются с небольшой защитой вокруг них, потому что в противном случае мы бы страдали от поражения электрическим током и опасности возгорания слева и справа. Однако защита, с которой поставляется проводка, не предназначена для работы в серьезных условиях, когда проводка часто требуется больше всего. Даже если условия не суровые, оплетка может помочь продлить срок службы ваших кабелей за счет защиты от истирания, влаги, колебаний температуры и элементов.
Мы предлагаем три типа кабельных оболочек: проволочные и кабелепроводные, плетеные и спиральные. Плетеные рукава, как правило, являются одним из наших самых популярных товаров, но у нас есть множество разновидностей в каждой категории. Вот немного больше информации о каждом!
Вот немного больше информации о каждом!
Ткацкий станок и кабельный канал
Трубки для проволочных ткацких станков предназначены для использования внутри помещений, чтобы помочь с организацией шнуров и защитить их от износа. Даже дома или в офисе кабели подвергаются воздействию таких вещей, как движение людей, истирание, химические вещества, такие как краска и чистящие средства, и коррозия. Трубки для проволочных ткацких станков защищают от всего этого, и у нас даже есть разновидности, которые не распространяют горение.
Кабелепровод
сравним с проволочным ткацким станком, но используется в более крупных приложениях, где оптические, электрические, коммуникационные и низковольтные кабели необходимо прокладывать под землей или снаружи на больших пролетах. Они полностью закрыты и в основном продаются оптом.
Плетеный рукав
Плетеный рукав
— отличный способ защитить кабели, придав им необходимую форму. Они очень просты в установке и доступны в металле, углеродном волокне, ткани, термоусадке, кевларе, тефлоне, стекловолокне, нейлоне и растворе ПЭТ для общего применения.
Плетеный рукав
поможет вам упорядочить провода, кабели и даже шланги, поскольку расширяемый размер позволяет связать несколько вещей вместе. Они подходят для дома или офиса, а также могут использоваться в автомобилях, военных и на лодках. В зависимости от ваших конкретных потребностей многие модели, которые мы предлагаем, являются огнестойкими, а также могут защищать от элементов и различных химических веществ.
Спиральные обертки
Спиральные обмотки обеспечивают безопасность и защиту кабелей, а дополнительное преимущество позволяет вам точно выбирать, где каждый кабель, который вы связываете вместе, входит или выходит из обмотки. Это делается без особых усилий, просто протягивая провода между витками обмотки.
Существуют простые модели
, которые помогут вам оставаться организованными и держать кабели подальше от людей и домашних животных, в то время как другие предназначены для машин, оборудования и даже буровых установок.
