Цементация в домашних условиях: что это, как сделать в домашних условиях
Содержание
Цементация металла – виды цементации стали и нюансы процесса
- Сущность процесса цементации
- Проведение цементации стали в твердой среде
- Цементация деталей в газовой среде
- В каких еще средах может проводиться цементация стали
Цементация, осуществляемая в различных средах и исключительно под воздействием высоких температур, является очень распространенным методом химико-термической обработки металла, успешно применяемым уже не один десяток лет.
Подготовка деталей для цементации
Сущность процесса цементации
Смысл любых методов химико-термической обработки металлов, к числу которых относится и цементация стали, заключается в том, что изделие нагревают до высокой температуры в специальной среде (жидкой, твердой или газообразной). Такое воздействие приводит к тому, что меняется химический состав металла – поверхность обрабатываемого изделия насыщается углеродом, в итоге становится более твердой и износостойкой. Что важно, сердцевина обработанных деталей остается вязкой.
Что важно, сердцевина обработанных деталей остается вязкой.
Добиться желаемого эффекта после такого воздействия на металл можно лишь в том случае, если обработке подвергают низкоуглеродистые стали, в составе которых углерода содержится не более 0,2%. Для того чтобы выполнить цементацию, изделие нагревают до температуры 850–950 градусов Цельсия, а состав среды подбирают таким образом, чтобы она при нагреве выделяла активный углерод.
Если цементацию стали проводить квалифицированно, можно не только изменить химический состав металлического изделия, но также преобразовать его микроструктуру и даже фазовый состав. В результате удается значительно упрочнить поверхностный слой детали, придать ему характеристики, сходные со свойствами закаленной стали. Для того чтобы добиться таких результатов, необходимо правильно подобрать параметры химико-термической обработки металла – температуру нагрева и время выдержки обрабатываемого изделия в специальной среде.
Оборудование для вакуумной цементации стали
Данная технологическая операция является достаточно продолжительной по времени, так как процесс насыщения поверхностного слоя стали углеродом проходит очень медленно (0,1 мм за 60 минут). Учитывая тот факт, что упрочненный поверхностный слой для большинства изделий должен составлять не менее 0,8 мм, можно рассчитать, что на выполнение цементации металла необходимо будет затратить не менее 8 часов. Основными типами сред для выполнения цементации металла (или, как их правильно называют, карбюризаторами) являются:
Учитывая тот факт, что упрочненный поверхностный слой для большинства изделий должен составлять не менее 0,8 мм, можно рассчитать, что на выполнение цементации металла необходимо будет затратить не менее 8 часов. Основными типами сред для выполнения цементации металла (или, как их правильно называют, карбюризаторами) являются:
- газообразные среды;
- растворы электролитов;
- пастообразные среды;
- кипящий слой;
- твердые среды.
Наиболее распространенными являются газообразные и твердые карбюризаторы.
Зависимость толщины цементованного слоя от времени и температуры обработки
Проведение цементации стали в твердой среде
Чаще всего для выполнения цементации металла в твердой среде используется смесь, состоящая из углекислого натрия, бария или кальция и березового или дубового древесного угля (70–90%). Перед этим все компоненты такой смеси измельчаются до фракции 3–10 мм и просеиваются, что необходимо для удаления слишком мелких частиц и пыли.
После того, как компоненты смеси для химико-термической обработки металла подготовлены, их можно смешать несколькими способами.
- Компоненты смеси (соль и уголь) тщательно перемешиваются в сухом состоянии. Если пренебречь этим требованием, то после окончания процесса цементации на поверхности изделия могут образоваться пятна.
- Соль растворяют в воде и полученным раствором поливают древесный уголь, после чего его просушивают до достижения влажности не более 7%.
Следует отметить, что второй способ предпочтительнее, так как позволяет получить смесь с более равномерным составом.
Древесноугольный карбюризатор
Как в производственных, так и в домашних условиях цементация изделий из стали выполняется в ящиках, в которые засыпан карбюризатор. Чтобы улучшить качество поверхностного слоя обрабатываемого металла, а также сократить время, идущее на прогрев ящиков, лучше всего изготавливать их максимально приближенными к размерам и формам деталей.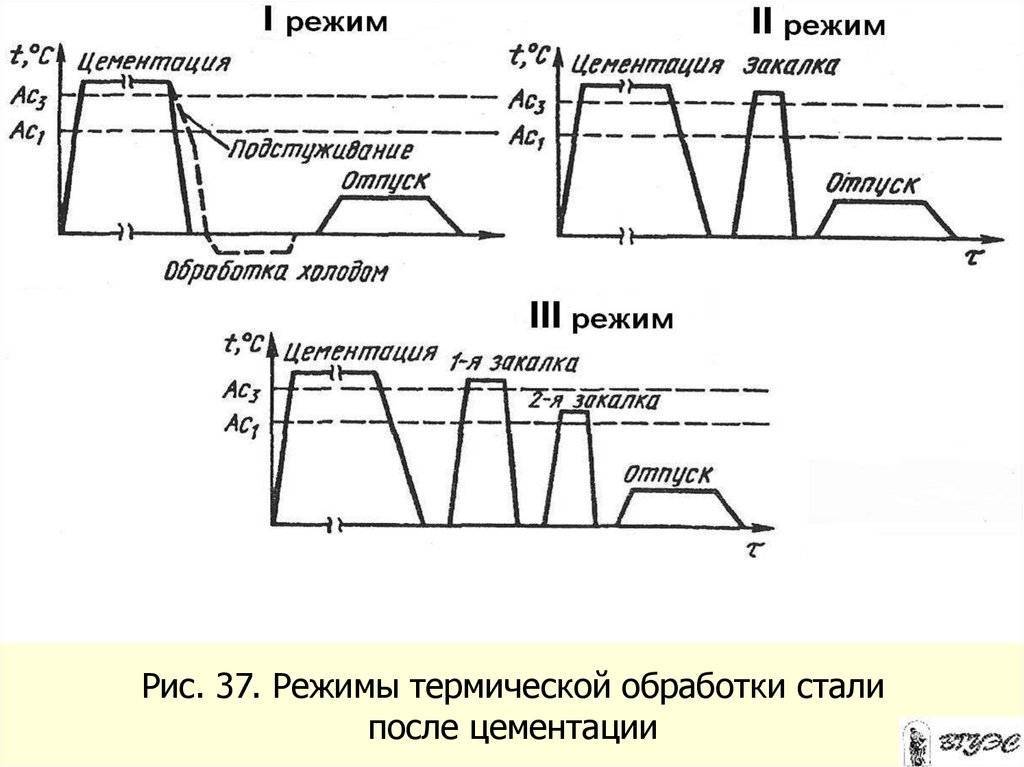
Оптимальные условия для протекания цементации стали можно создать, исключив утечку газов, образующихся в карбюризаторе в процессе нагрева. Для этого ящики, у которых должны быть плотно закрывающиеся крышки, тщательно обмазывают огнеупорной глиной перед помещением в печь.
Естественно, использовать специально изготовленные ящики целесообразно лишь в промышленных условиях. Для цементации металла в домашних условиях применяют ящики стандартных размеров и формы (квадратные, прямоугольные, круглые), подбирая их в зависимости от количества обрабатываемых деталей и внутренних размеров печи.
Оптимальным материалом для таких ящиков является жаростойкая сталь, но может быть использована и тара из малоуглеродистых сплавов. Технологический процесс цементации изделий из металла выглядит следующим образом.
Наглядное изображение изменения структуры после цементации
- Подготовленные для обработки детали укладывают в ящики, пересыпая слоями карбюризатора.

- Наполненные ящики, обмазанные огнеупорной глиной, помещают в предварительно прогретую печь.
- Выполняют так называемый сквозной прогрев ящиков с деталями, при котором они нагреваются до температуры 700–800 градусов Цельсия. О том, что ящики хорошо прогрелись, судят по цвету подовой плиты: на ней не должно быть темных пятен в местах соприкосновения с тарой.
- Температуру в печи поднимают до 900–950 градусов Цельсия. Именно при таких значениях проводят цементацию стали.
Высокая температура и специальная среда, в которой находится металл, способствуют тому, что происходит диффузия атомов активного углерода в кристаллическую решетку стали. Следует отметить, что выполнение цементации стали возможно в домашних условиях, но часто не позволяет добиться желаемого эффекта. Объясняется это тем, что для процесса цементации необходима длительная выдержка детали при высокой температуре. Как правило, это трудно обеспечить в домашних условиях.
Цементация деталей в газовой среде
Авторами данной технологии являются С. Ильинский, Н. Минкевич и В. Просвирин, которые под руководством П. Аносова впервые использовали ее на комбинате в г. Златоусте. Суть данной технологии заключается в том, что обрабатываемые детали из металла нагреваются в среде углеродосодержащих газов, которые могут быть искусственного или природного происхождения. Чаще всего используется газ, который образуется при разложении продуктов нефтепереработки. Такой газ получают следующим способом:
- нагревают стальную емкость и подают в нее керосин, который при испарении разлагается на смесь газов;
- состав некоторой части (60%) полученного газа модифицируют (крекирование).
Полученная смесь и используется для выполнения химико-термической обработки стали.
Процесс цементации стали
Если цементацию стали провести с применением только пиролизного газа, без добавления крекированного, то глубина науглероженного слоя будет недостаточной.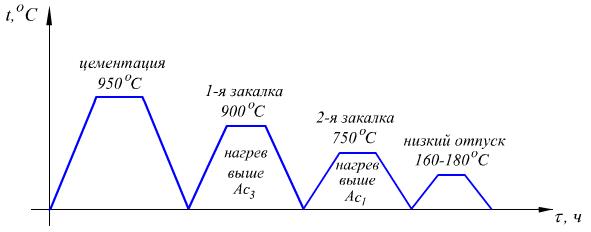 Кроме того, в таком случае на поверхности обрабатываемой детали осядет большой слой сажи, на удаление которого может уйти много времени и сил.
Кроме того, в таком случае на поверхности обрабатываемой детали осядет большой слой сажи, на удаление которого может уйти много времени и сил.
Печи, которые используются для выполнения газовой цементации металла, должны герметично закрываться. На современных производственных предприятиях применяют два основных типа таких печей: методические и стационарные. Сам процесс цементации в газовой среде выглядит следующим образом. Обрабатываемые детали помещают в печь, температуру в которой доводят до 950 градусов Цельсия. В нагретую печь подают газ и выдерживают в нем детали определенное время.
По сравнению с цементацией стали с использованием твердого карбюризатора, данная технология имеет ряд весомых преимуществ:
- обеспечение лучших условий для обслуживающего персонала;
- высокая скорость достижения требуемого эффекта за счет того, что детали в газовой среде могут выдерживаться меньшее количество времени (к тому же не требуется время для приготовления твердого карбюризатора).

Цементация стали в домашних условиях
В каких еще средах может проводиться цементация стали
Отдельные сорта углеродистых, низкоуглеродистых и легированных сталей, в частности 15, 20, 20ХГНР, 20Х, 20Х2Н4А, 18Х2Н4ВА, 20Г, 12ХН3А и др., могут проходить цементацию в других средах.
Электролитический раствор
В такой среде можно науглероживать только детали, отличающиеся небольшими размерами. Основывается данный метод на анодном эффекте, благодаря которому и происходит насыщение поверхности металла углеродом, содержащимся в растворе электролита. Для того чтобы раствор содержал достаточное количество активного углерода, в него добавляют глицерин, ацетон, сахарозу и другие вещества. Перед тем, как поместить деталь из стали в раствор, его нагревают до температуры 450–1050 градусов Цельсия (в зависимости от обрабатываемого металла и размеров детали). Для разогрева раствора используют электрический ток с напряжением 150–300 В.
Кипящий слой
Цементацию стали по данной технологии проводят в среде раскаленного газового потока, формируемого при прохождении метана и эндогаза через слой нагретого мелкоизмельченного (0,05–0,2 мм) корунда.
Пастообразные составы
Для науглероживания поверхности металла по данной технологии используются специальные пасты, состоящие из желтой соли, древесной пыли и сажи. Перед обработкой деталь обмазывают такой пастой и просушивают, а только затем нагревают до температуры 910–1050 градусов Цельсия при помощи токов высокой частоты.
По какой бы технологии ни была выполнена цементация стали, после ее окончания рекомендуется провести отпуск металла.
Цементация стали | Полезные статьи о металлопрокате
- Особенности процесса
- Методы науглероживания
- Цементация в «жидкой» среде
- Цементация газом
- Цементация в вакууме
- Цементация в растворе электролита
- Науглероживание с использованием твердой среды
- Цементация с использованием паст
- Преимущества и недостатки
- Обогащение металла в домашних условиях
- Что же в результате?
Цементация стали – термическая обработка металла, заключающаяся в диффузионном насыщении поверхностного слоя обрабатываемого материала углеродом. Цементация направлена на изменение свойств стали, что дает возможность получать металлы желаемой прочности. Цементация проводится на низкоуглеродистых сталях (с содержанием углерода до 0,25%) для изменения свойств поверхностного слоя материала на дальнейших этапах обработки, например, для увеличения его твердости и устойчивости к абразивному износу, при этом, сердечник металла остается мягким и гибким. Содержание углерода в зоне цементации увеличивается до 1–1,3%, а глубина чаще всего составляет 0,5–2 мм. Чаще всего для цементации используются стали различного легирования с процентным содержанием углерода не более 0,3%.
Цементация направлена на изменение свойств стали, что дает возможность получать металлы желаемой прочности. Цементация проводится на низкоуглеродистых сталях (с содержанием углерода до 0,25%) для изменения свойств поверхностного слоя материала на дальнейших этапах обработки, например, для увеличения его твердости и устойчивости к абразивному износу, при этом, сердечник металла остается мягким и гибким. Содержание углерода в зоне цементации увеличивается до 1–1,3%, а глубина чаще всего составляет 0,5–2 мм. Чаще всего для цементации используются стали различного легирования с процентным содержанием углерода не более 0,3%.
Особенности процесса
Цементация стали представляет собой термический процесс, который имеет множество особенностей:
- Сталь может обрабатываться в твердой, газовой или жидкой среде.
- При равномерном нагревании в одной из этих сред поверхностные свойства стали изменяются – благодаря проникновению в металл углерода повышается его прочность и твердость, улучшается устойчивость к износу.

- Науглероживание легированной стали может проводиться при разных температурах. Так, если цементация происходит на производстве, манипуляции проводят при температуре до 1200 градусов Цельсия. Если цементацию стали проводят в домашних условиях, оптимальная температура нагрева составляет 500 градусов. Так как в процессе равномерного разогревания изменяется атомная решетка стали, ее поверхность получает аналогичные повторной закалке характеристики.
- Стали, используемые для науглероживания, часто содержат хром, который предотвращает перегрев и увеличивает прочность сердечника.
Можно сказать, что науглероживание в какой-то мере идентично закалке, однако в процессе ее проведения сталь становится более твердой, и приобретает высокие эксплуатационные характеристики.
Проводя цементацию стали в домашних условиях, не стоит ожидать быстрого итога, так как максимальная скорость процесса составляет около 0,1 в час, соответственно, чтобы провести науглероживание обычного кухонного ножа с целью упрочнения его характеристик (оптимальный размер упрочнения — 0,8 мм), нужно потратить не меньше 8 часов.
Методы науглероживания
Существует несколько методов цементация стали, некоторые из которых сегодня практически не применяются.
- Цементация в «жидкой» среде.
Выполняется путем погружения заготовок в расплавленные соли, которые представляли собой смесь хлоридов, карбонатов или цианидов щелочных металлов. Процесс проводится в следующем порядке:
- Ванны с расплавленными солями нагреваются до температуры 850 градусов.
- Стальные заготовки опускаются в ванны и оставляются там до завершения науглероживания.
Максимальная толщина слоя цементируемой в жидкой основе стали, составляет 0.5 мм – это приблизительно три часа.
Проходит при температуре около 920–950 градусов Цельсия в атмосфере окиси углерода. Науглероживающие газы очищаются, чтобы предотвратить отложение сажи на поверхности стали, которая может препятствовать поглощению углерода. Газовую среду используют при изготовлении двигателей. В процессе производства происходит обогащение стали углеродом вглубь на 2 мм.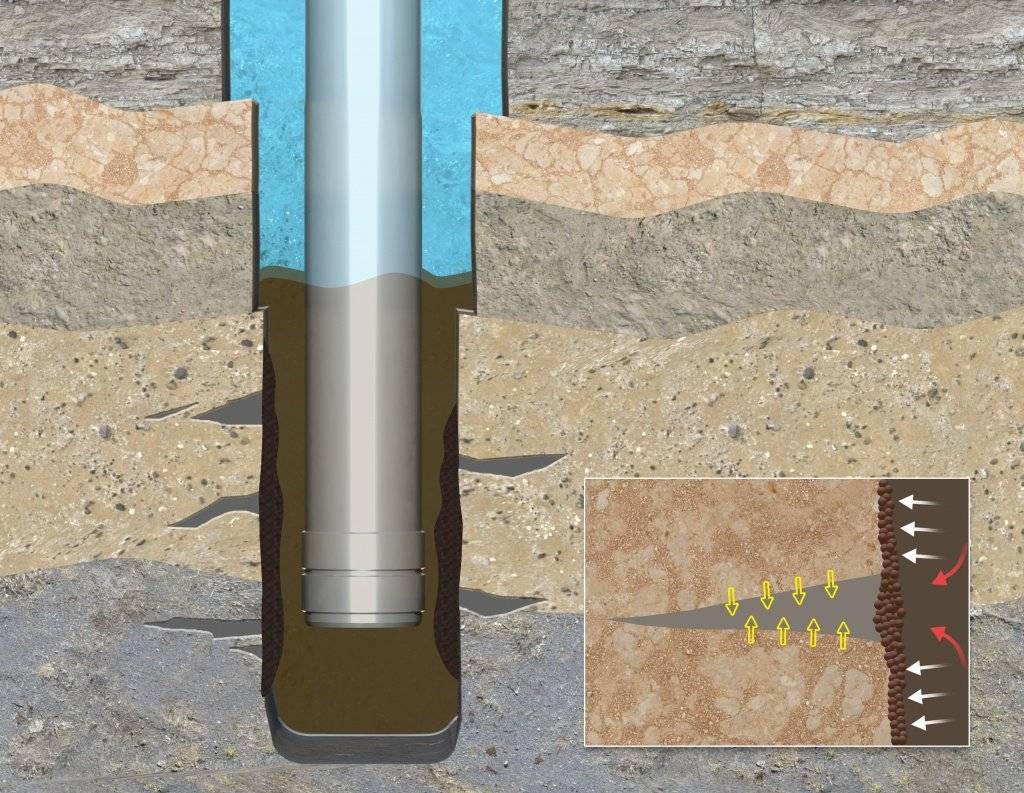 Процесс обогащения можно разделить на несколько этапов:
Процесс обогащения можно разделить на несколько этапов:
- Помещение заготовок в печь, разогретую до температуры 950 градусов.
- Подача насыщенного углеродом газа.
- Выдерживание металлических заготовок на протяжении 12 часов, в результате чего на поверхности стали образуется слой, толщиной до 1,2 мм. Для ускорения процесса температуру печей могут повышать более 1000 градусов.
Науглероживание, которое заключается в нагреве стали в вакуумной среде. Процесс обработки проходит следующим образом:
Заготовки из стали укладываются в печь, внутри которой создается вакуумная среда.
Печь разогревается до заданной температуры, при которой заготовки выдерживаются около часа. После этого в печь начинает поступать углеводородный газ, который и обогащает верхние слои металла.
Далее в печи снова создается вакуумная среда.
Слой необходимой толщины можно получить только после проведения трех аналогичных стадий.
Охлаждение стали проходит также в печи под воздействием инертных газов.
Заготовки помещаются в электролитный раствор, который нагревается до температуры 450 – 1000 градусов, после чего в него подают напряжение до 300 вольт. В ходе такого воздействия метал обогащается углеродом.
С этой целью используется твердый карбюризатор. При цементации в условиях производства используется смесь древесного угля, который получают из березы и дуба, и соль угольной кислоты, насыщенную щелочными металлами. Чтобы процесс обогащения проходил быстрее, смесь дробится до состояния мелкой фракции, размером в 10 мм. Процесс проводится в следующей последовательности:
- Подготовленную угольную смесь засыпают в ящики, куда укладывают и заготовки.
- Проводят герметизацию ящиков, которые потом на протяжении определенного периода прогревают со всех сторон до температуры 800 – 950 градусов.
Длительность обработки зависит от того, какая твердость должна быть предана заготовкам из стали.
Пасты, состоящие из пыли древесного угля, наносят на заготовки, после чего их помещают в индукционную печь, которая прогревается до температуры 1000 градусов. Паста наносится слоем, превышающим в 8 раз толщину предполагаемого углеродного слоя.
Преимущества и недостатки
Науглероживание позволяет получить твердые, износостойкие поверхности, применяемые как в быту, так и на производстве. Механизмы из стали, прошедшие процесс обогащения углеродом, гораздо сильнее защищены от повреждений из-за ударной нагрузки при более мягком сердечнике. В отличие от других процессов поверхностного упрочнения, этот процесс обычно используется для получения большей толщины углеродной пленки. К недостаткам можно отнести:
- Возможное изменение структуры металла.
- Науглероженные изделия нуждаются в финишной обработке.
- Для проведения работ требуется опыт и весьма дорогое оборудование.
Обогащение металла в домашних условиях
Для проведения работ в домашних условиях используется твердая среда. Науглероживание с применением твердой среды не нуждается в приобретении дорогостоящего оборудования и присутствии мастера с опытом работы в данной области. Чтобы провести цементацию, необходимо сделать карбюризатор. Для этого можно:
- Смешать древесный уголь (измельчив его до примерно одинаковых частиц) с одинаковым количеством соли.
- Древесный уголь изначально поливается соленой водой и просушивается.
Заготовки запекаются в жаропрочных ящиках, места соединений и щели которых герметизируются глиной. Ящики устанавливаются в печь, и равномерно нагреваются до температуры 700 градусов. При более низких температурах процесс обогащения увеличивается в несколько раз.
Что же в результате?
В результате науглероживания плотность верхнего слоя металла (нелегированные сплавы) достигает до 58 HRC, а на низкоуглеродистых сплавах – до 60 HRC. В результате изделия приобретают нужную твердость, а их сердечник остается вязким. При этом стоит учитывать, что в процессе обогащения может измениться структура сплава, и это является, как упоминалось выше, главным недостатком цементации. Чтобы нивелировать данное свойство, науглероженные заготовки подвергают закалке с последующим отпуском либо нормализацией (зависит от типа стали). В процессе закалки происходит образование феррита, что приводит к измельчению зерновой структуры. Чтобы избежать поверхностных деформаций, проводят низкотемпературный отпуск сплава.
В результате изделия приобретают нужную твердость, а их сердечник остается вязким. При этом стоит учитывать, что в процессе обогащения может измениться структура сплава, и это является, как упоминалось выше, главным недостатком цементации. Чтобы нивелировать данное свойство, науглероженные заготовки подвергают закалке с последующим отпуском либо нормализацией (зависит от типа стали). В процессе закалки происходит образование феррита, что приводит к измельчению зерновой структуры. Чтобы избежать поверхностных деформаций, проводят низкотемпературный отпуск сплава.
Мягкие стальные сплавы, подвергнутые науглероживанию, имеют твердую поверхность и мягкий сердечник. Это означает, что цементированная низкоуглеродистая сталь тверже, но не является хрупкой. Сердечник в значительной степени сохраняет свою пластичность и прочность, будучи защищенным твердой поверхностью, при этом он позволяет изготавливать детали даже очень сложных форм (к примеру, внутренние компоненты машин).
Усиленная поверхность показывает лучшую устойчивость к износу и усталости – металлы, прошедшие науглероживание, способны выдерживать высокие нагрузки и служат гораздо дольше.
Как залить плитку затиркой за 6 простых шагов своими руками
Хотите знать, как правильно затирать плитку? Это справедливый вопрос, тем более что затирка швов — это работа, которую у вас есть только один шанс сделать правильно. После того, как ваши плитки уложены идеальной сеткой или шевроном, пришло время завершить работу нанесением затирки. Вы также можете заменить старую затирку новой партией, если она стала выглядеть немного грязной. Хотя это, безусловно, не самый роскошный материал, который вы будете использовать при ремонте, затирка играет большую роль в окончательном виде вашего проекта плитки. Имея на выбор множество цветов, затирку можно использовать для добавления контраста или создания гладкого однотонного пространства.
Но перед тем, как выломать мастерок, нужно подготовиться к задаче. В конце концов, плохо залитая швом плитка не только плохо выглядит, но и менее стабильна и с большей вероятностью расколется или потребует ремонта. Итак, чтобы убедиться, что вы правильно выполнили работу своими руками с первого раза, мы поговорили с Дэном Чоллетом, руководителем контракта и установки в Fireclay Tile. Дэн имеет 40-летний опыт работы с плиткой и руководил крупными проектами по установке в Силиконовой долине и Лас-Вегасе, включая кампус Apple II в Купертино, Калифорния. С помощью Дэна мы создали подробное пошаговое руководство по затирке плитки. Читайте дальше, и вы будете готовы к затирке, как профессионал по благоустройству дома.
Дэн имеет 40-летний опыт работы с плиткой и руководил крупными проектами по установке в Силиконовой долине и Лас-Вегасе, включая кампус Apple II в Купертино, Калифорния. С помощью Дэна мы создали подробное пошаговое руководство по затирке плитки. Читайте дальше, и вы будете готовы к затирке, как профессионал по благоустройству дома.
Существует три основных типа затирок: цементные (с латексом или без него), эпоксидные и уретановые затирки. «Все работает, и у всех есть свои плюсы и минусы», — говорит Дэн. Работаете ли вы над укладкой напольной плитки, кухонного фартука, настенной плитки или выполняете любую другую работу с плиткой, важно знать, какие у вас есть варианты.
Затирка на цементной основе
Наиболее распространенной разновидностью, используемой в проектах, является затирка на основе цемента. Дэн отмечает, что их также проще всего использовать. Если у вас есть небольшие швы между вашей плиткой (восьмая дюйма или меньше), вы будете использовать нешлифованную затирку, в то время как швы больше, чем восьмая часть дюйма, требуют затирки с песком.
Эпоксидная затирка
«Эпоксидные затирки дороги и обычно представляют собой двухкомпонентные смеси с твердыми частицами и красящими добавками, — говорит Дэн. «Они используются в основном для коммерческих проектов, и их гораздо сложнее установить, чем растворы на цементной основе, и поэтому они требуют больше труда». На них также может образовываться трудноудаляемая дымка, и он не рекомендует этот тип для тех, кто занимается затиркой швов впервые. (Он также предупреждает, что у некоторых людей может быть аллергия на эпоксидные смолы.)
Уретановый раствор
«Уретановые цементные растворы также дороги и предварительно смешиваются в ведрах», — говорит он. «Вы открываете ведро, делаете ремикс и используете то, что вам нужно. Закройте ведро обратно, и его можно будет использовать позже. Вы должны использовать очень сухую губку при очистке уретанового раствора от плитки во время затирки». Уретановому раствору также требуется семь дней для отверждения, прежде чем он будет подвергаться воздействию воды, поэтому имейте это в виду, если вы думаете использовать его только в душе.
Кроме того, обратите внимание на свои цвета.
Как затирать плитку
Фото: istockphoto.com
Может быть, я единственный человек (по крайней мере старше трех лет), который получает удовольствие от беспорядка, но я все равно утверждаю, что затирка лучшая часть работы по укладке плитки — и не только потому, что вы можете мазать грязью все подряд.
Затирка плитки – это когда все начинает собираться воедино. Ваш проект перестает выглядеть как набор отдельных плиток и начинает выглядеть как готовый пол (или стена, или прилавок). Беспорядок — это не признак плохо выполненной работы, а, скорее, нормальное явление!
Найдите проверенных местных профессионалов для любого домашнего проекта
Найдите профессионалов сейчас
+
Эту часть проекта по укладке плитки можно легко сделать своими руками, если вы освежили в памяти, как заливать швы, и если вы начинаете с правильных материалов для вашего дома. поверхность плитки. Мы здесь, чтобы помочь вам в обоих случаях.
Мы здесь, чтобы помочь вам в обоих случаях.
Традиционно существует два разных типа затирки: «песочная» и «непескоструйная». Первый прочный и часто используется для напольных покрытий, а второй лучше всего подходит для настенной плитки со швами шириной менее ⅛ дюйма. Для целей этого урока по затирке плитки мы говорим о пескоструйной затирке, которую можно приготовить самостоятельно.
Инструменты и материалы
- Большое пластиковое ведро
- Шлифованный раствор
- Шпатель
- Насадка-миксер для раствора
- Поплавок для раствора
- Губка для раствора
9000 2 Фото: istockphoto.com
Прежде чем начать
Подготовьте проект в полном объеме, прежде чем начать. С плиткой вы начнете в одном из двух мест:
- Если у вас есть поверхность плитки, которую необходимо повторно залить, сначала вам нужно будет удалить старый затирочный состав, прежде чем выполнять эти простые шаги по затирке плитки.
 Пила для раствора (например, этот ручной инструмент на Amazon) или насадка для удаления раствора для вращающегося инструмента (например, эта насадка с высоким рейтингом, доступная на Amazon) являются хорошими вариантами.
Пила для раствора (например, этот ручной инструмент на Amazon) или насадка для удаления раствора для вращающегося инструмента (например, эта насадка с высоким рейтингом, доступная на Amazon) являются хорошими вариантами. - Если вы облицовываете новую поверхность, убедитесь, что все плитки полностью уложены и расположены на нужном расстоянии, прежде чем заливать швы.
Затирка плитки
Фото: Kit Stansley
ШАГ 1: Смешайте пакет раствора с водой в ведре.
При замешивании затирки, конечно же, необходимо следовать инструкциям производителя. Но вот что я делаю, чтобы добиться нужной консистенции: наливаю в ведро только три четверти рекомендуемого количества воды, а затем добавляю раствор. После смешивания , а затем добавьте оставшуюся воду, пока смесь не станет похожа на тесто для вафель — примерно так.
Я считаю, что работать небольшими порциями и смешивать вручную с помощью шпателя или палочки-мешалки лучше всего, но вы также можете использовать насадку для растворосмесителя для дрели, чтобы ускорить процесс.
Фото: Kit Stansley
ШАГ 2: Используйте терку для затирки, чтобы вдавить раствор в пространство между плитками.
Во-первых, переместите терку для раствора — специально разработанный инструмент для сглаживания, который имеет плоскую и в основном прочную резиновую прокладку — по диагонали, чтобы убедиться, что линия раствора заполнена.
Фото: Кит Стэнсли
Затем проведите вторым движением сверху, чтобы убрать комочки.
Фото: Кит Стэнсли
ШАГ 3. Удалите излишки затирки, размазанные по поверхности плитки, губкой.
Теперь у вас есть пол, полный грязи, но вы знаете, что веселье не может длиться вечно! Дайте затирке застыть в течение 15–30 минут и сотрите излишки затирки густой губкой, смоченной в воде. (Если вы думаете, что вам потребуется больше 30 минут, чтобы залить все плитки и быть готовым перейти к очистке, вам, возможно, придется работать с меньшими участками.)
Подождите три часа и повторите это снова, это время, чтобы убедиться, что на плитке или за пределами линии затирки нет лишнего раствора.
