Удельный вес 12х18н10т: Удельный вес 12х18н10т. Плотность нержавеющей стали – отечественные марки и стандарт AISI
Содержание
круг, квадрат, шестигранник, лист. 08-12Х18Н10Т, 20-40Х13, 14Х17Н2
Главная
→ Справочник металлопроката
→ Таблица весов металлопроката
Справочник металлопроката
Классификация стали
Маркировка стали
Условные обозначения основных элементов в марках металлов и сплавов
Аналоги стали
Виды поверхности
Таблица весов металлопроката
Расчет жд тарифа
Применение сталей
Свариваемость сталей
Справочник ГОСТов и ТУ
Свойства твердых сплавов
Марочник сталей и сплавов
Продукция
Марочный сортамент металлопроката
Конструкционные стали
Инструментальные стали
Подшипниковые стали
Коррозионно-стойкие стали
Жаропрочные стали и сплавы
Сплавы прецизионные
Стали со специальными свойствами
Профильный сортамент металлопроката
Продукция прокатного производства
Продукция калибровочного производства
Продукция кузнечного производства
Листовой прокат
Раскрой листового проката
Поковки
Литье
Фасонное литье
Центробежное литье
Украшенные изделия в стиле Златоустовской гравюры на металле
Наши сотрудники с удовольствием ответят на все интересующие Вас вопросы!
Группа Компаний «Сталь-Инвест» обеспечивает потребителей наиболее полным ассортиментом металлопроката для комплектования практически любого заказа.
Расчёт веса металлопроката: круг, квадрат, шестигранник, лист.
| Круг | Вес 1 п/метра, кг | |||
| 08-12Х18Н10Т | 20-40Х13 | 14Х17Н2 | 25Х1МФ | |
| 8 | 0,399 | 0,387 | 0,392 | 0,394 |
| 10 | 0,624 | 0,604 | 0,612 | 0,616 |
| 12 | 0,899 | 0,870 | 0,882 | 0,887 |
| 14 | 1,223 | 1,185 | 1,200 | 1,208 |
| 16 | 1,598 | 1,547 | 1,567 | 1,578 |
| 18 | 2,022 | 1,958 | 1,984 | 1,997 |
| 20 | 2,496 | 2,418 | 2,449 | 2,465 |
| 22 | 3,021 | 2,926 | 2,964 | 2,983 |
| 24 | 3,595 | 3,482 | 3,527 | 3,549 |
| 25 | 3,900 | 3,778 | 3,827 | 3,851 |
| 26 | 4,219 | 4,086 | 4,139 | 4,166 |
| 28 | 4,893 | 4,739 | 4,800 | 4,831 |
| 30 | 5,617 | 5,440 | 5,511 | 5,546 |
| 32 | 6,391 | 6,190 | 6,270 | 6,310 |
| 34 | 7,214 | 6,987 | 7,078 | 7,124 |
| 36 | 8,088 | 7,834 | 7,935 | 7,986 |
| 38 | 9,012 | 8,728 | 8,842 | 8,898 |
| 40 | 9,985 | 9,671 | 9,797 | 9,860 |
| 42 | 11,009 | 10,662 | 10,801 | 10,870 |
| 45 | 12,638 | 12,240 | 12,399 | 12,479 |
| 48 | 14,379 | 13,927 | 14,107 | 14,198 |
| 50 | 15,602 | 15,111 | 15,308 | 15,406 |
| 52 | 16,875 | 16,344 | 16,557 | 16,663 |
| 56 | 19,571 | 18,956 | 19,202 | 19,325 |
| 60 | 22,467 | 21,760 | 22,043 | 22,184 |
| 65 | 26,367 | 25,538 | 25,870 | 26,036 |
| 70 | 30,580 | 29,618 | 30,003 | 30,195 |
| 75 | 35,104 | 34,000 | 34,442 | 34,663 |
| 80 | 39,941 | 38,685 | 39,187 | 39,438 |
| 85 | 45,089 | 43,672 | 44,239 | 44,522 |
| 90 | 50,550 | 48,960 | 49,596 | 49,914 |
| 95 | 56,323 | 54,552 | 55,260 | 55,614 |
| 100 | 62,408 | 60,445 | 61,230 | 61,623 |
| 105 | 68,804 | 66,641 | 67,506 | 67,939 |
| 110 | 75,513 | 73,138 | 74,088 | 74,563 |
| 115 | 82,534 | 79,939 | 80,977 | 81,496 |
| 120 | 89,867 | 87,041 | 88,171 | 88,736 |
| 125 | 97,512 | 94,445 | 95,672 | 96,285 |
| 130 | 105,469 | 102,152 | 103,479 | 104,142 |
| 135 | 113,738 | 110,161 | 111,592 | 112,307 |
| 140 | 122,319 | 118,472 | 120,011 | 120,780 |
| 145 | 131,212 | 127,086 | 128,736 | 129,561 |
| 150 | 140,417 | 136,001 | 137,768 | 138,651 |
| 155 | 149,934 | 145,219 | 147,105 | 148,048 |
| 160 | 159,763 | 154,739 | 156,749 | 157,754 |
| 165 | 169,904 | 164,562 | 166,699 | 167,767 |
| 170 | 180,358 | 174,686 | 176,955 | 178,089 |
| 175 | 191,123 | 185,113 | 187,517 | 188,719 |
| 180 | 202,200 | 195,842 | 198,385 | 199,657 |
| 185 | 213,590 | 206,873 | 209,560 | 210,903 |
| 190 | 225,291 | 218,206 | 221,040 | 222,457 |
| 195 | 237,305 | 229,842 | 232,827 | 234,320 |
| 200 | 249,630 | 241,780 | 244,920 | 246,490 |
| 205 | 262,268 | 254,020 | 257,319 | 258,969 |
| 210 | 275,217 | 266,562 | 270,024 | 271,755 |
| 215 | 288,479 | 279,407 | 283,036 | 284,850 |
| 220 | 302,052 | 292,554 | 296,353 | 298,253 |
| 225 | 315,938 | 306,003 | 309,977 | 311,964 |
| 230 | 330,136 | 319,754 | 323,907 | 325,983 |
| 235 | 344,645 | 333,808 | 338,143 | 340,310 |
| 240 | 359,467 | 348,163 | 352,685 | 354,946 |
| 245 | 374,601 | 362,821 | 367,533 | 369,889 |
| 250 | 390,047 | 377,781 | 382,688 | 385,141 |
| 260 | 421,875 | 408,608 | 413,915 | 416,568 |
| 280 | 489,275 | 473,889 | 480,043 | 483,120 |
| 300 | 561,668 | 544,005 | 551,070 | 554,603 |
| 305 | 580,546 | 562,290 | 569,592 | 573,243 |
| 320 | 639,053 | 618,957 | 626,995 | 631,014 |
| 340 | 721,431 | 698,744 | 707,819 | 712,356 |
| Круг | Вес 1 п/метра (спецотделка), кг | |||
| 08-12Х18Н10Т | 20-40Х13 | 14Х17Н2 | Р6М5 | |
| 3 | 0,056 | 0,054 | 0,055 | 0,058 |
| 4 | 0,100 | 0,097 | 0,098 | 0,099 |
| 5 | 0,156 | 0,151 | 0,153 | 0,154 |
| 6 | 0,225 | 0,218 | 0,220 | 0,222 |
| 6,5 | 0,264 | 0,255 | 0,259 | 0,260 |
| 7 | 0,306 | 0,296 | 0,300 | 0,302 |
| 7,4 | 0,342 | 0,331 | 0,335 | 0,337 |
| 8 | 0,399 | 0,387 | 0,392 | 0,394 |
| 8,9 | 0,494 | 0,479 | 0,485 | 0,488 |
| 9 | 0,506 | 0,490 | 0,496 | 0,499 |
| 9,4 | 0,551 | 0,534 | 0,541 | 0,544 |
| 10 | 0,624 | 0,604 | 0,612 | 0,616 |
| 10,5 | 0,688 | 0,666 | 0,675 | 0,679 |
| 11 | 0,755 | 0,731 | 0,741 | 0,746 |
| 12 | 0,899 | 0,870 | 0,882 | 0,887 |
| 12,5 | 0,975 | 0,944 | 0,957 | 0,963 |
| 13 | 1,055 | 1,022 | 1,035 | 1,041 |
| 14 | 1,223 | 1,185 | 1,200 | 1,208 |
| 15 | 1,404 | 1,360 | 1,378 | 1,387 |
| 16 | 1,598 | 1,547 | 1,567 | 1,578 |
| 17 | 1,804 | 1,747 | 1,770 | 1,781 |
| 18 | 2,022 | 1,958 | 1,984 | 1,997 |
| Квадрат | Вес 1 п/метра, кг | |||
| 08-12Х18Н10Т | 20-40Х13 | 14Х17Н2 | 25Х1МФ | |
| 200 | 318,000 | 308,000 | 312,000 | 314,000 |
| 250 | 496,875 | 481,250 | 487,500 | 490,625 |
| 300 | 715,500 | 693,000 | 702,000 | 706,500 |
| 350 | 973,875 | 943,250 | 955,500 | 961,625 |
| 400 | 1272,000 | 1232,000 | 1248,00 | 1256,00 |
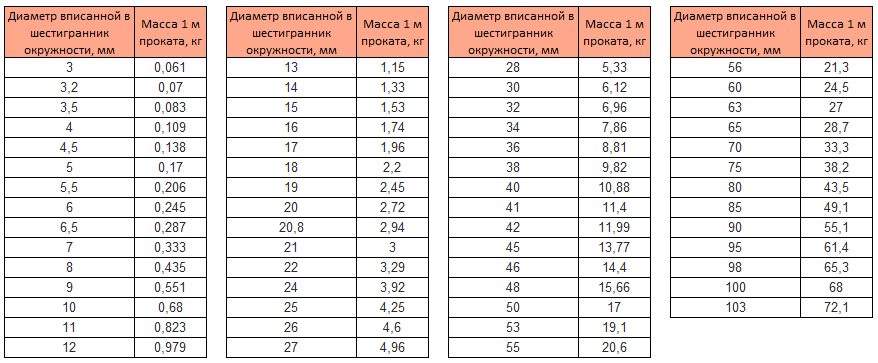
| Шестигранник | Вес 1 п/метра, кг | |||
| 08-12Х18Н10Т | 20-40Х13 | 14Х17Н2 | 25 Х1МФ | |
| 14 | 1,349 | 1,307 | 1,324 | 1,332 |
| 17 | 1,990 | 1,927 | 1,952 | 1,965 |
| 19 | 2,485 | 2,407 | 2,439 | 2,454 |
| 22 | 3,332 | 3,228 | 3,269 | 3,290 |
| 24 | 3,966 | 3,841 | 3,891 | 3,916 |
| 27 | 5,019 | 4,861 | 4,924 | 4,956 |
| 30 | 6,196 | 6,002 | 6,079 | 6,118 |
| 32 | 7,050 | 6,828 | 6,917 | 6,961 |
| 36 | 8,923 | 8,642 | 8,754 | 8,811 |
| 41 | 11,574 | 11,210 | 11,355 | 11,428 |
| 46 | 14,568 | 14,110 | 14,294 | 14,385 |
Расчёт веса металлопроката: лист
| Марка | Размеры, мм | Кол-во, шт | Расчетный вес, кг | ||
| толщина | ширина | длина | |||
| 12Х18Н10Т | 0,5 | 1000 | 2000 | 1 | 7,900 |
| 12Х18Н10Т | 0,8 | 1000 | 2000 | 1 | 12,640 |
| 12Х18Н10Т | 0,8 | 1250 | 2500 | 1 | 19,750 |
| 12Х18Н10Т | 1 | 1000 | 2000 | 1 | 15,800 |
| 12 Х18Н10Т | 1 | 1250 | 2500 | 1 | 24,688 |
| 12Х18Н10Т | 1,2 | 1000 | 2000 | 1 | 18,960 |
| 12 Х18Н10Т | 1,2 | 1250 | 2500 | 1 | 29,625 |
| 12 Х18Н10Т | 1,5 | 1000 | 2000 | 1 | 23,700 |
| 12 Х18Н10Т | 1,5 | 1250 | 2500 | 1 | 37,031 |
| 12 Х18Н10Т | 2 | 1000 | 2000 | 1 | 31,600 |
| 12Х18Н10Т | 2 | 1250 | 2500 | 1 | 49,375 |
| 12Х18Н10Т | 2,5 | 1000 | 2000 | 1 | 39,500 |
| 12Х18Н10Т | 2,5 | 1250 | 2500 | 1 | 61,719 |
| 12Х18Н10Т | 3 | 1000 | 2000 | 1 | 47,400 |
| 12Х18Н10Т | 3 | 1250 | 2500 | 1 | 74,063 |
| 12Х18Н10Т | 3 | 1500 | 3000 | 1 | 106,650 |
| 12Х18Н10Т | 4 | 1000 | 2000 | 1 | 63,200 |
| 12 Х18Н10Т | 4 | 1250 | 2500 | 1 | 98,750 |
| 12 Х18Н10Т | 4 | 1500 | 3000 | 1 | 142,200 |
| 12Х18Н10Т | 4,1 | 1500 | 3000 | 1 | 145,755 |
| 12Х18Н10Т | 3,9 | 1500 | 3000 | 1 | 138,645 |
| 12Х18Н10Т | 4 | 1500 | 6000 | 1 | 284,400 |
| 12Х18Н10Т | 5 | 1000 | 4000 | 1 | 158,000 |
| 12Х18Н10Т | 5 | 1250 | 2500 | 1 | 123,438 |
| 12Х18Н10Т | 5 | 1500 | 3000 | 1 | 177,750 |
| 12Х18Н10Т | 5 | 1500 | 6000 | 1 | 355,500 |
| 12Х18Н10Т | 6 | 1000 | 2000 | 1 | 94,800 |
| 12Х18Н10Т | 6 | 1250 | 2500 | 1 | 148,125 |
| 12Х18Н10Т | 6 | 1500 | 3000 | 1 | 213,300 |
| 12Х18Н10Т | 6 | 1500 | 4000 | 1 | 284,400 |
| 12Х18Н10Т | 6 | 1500 | 4500 | 1 | 319,950 |
| 12Х18Н10Т | 6 | 1500 | 5000 | 1 | 355,500 |
| 12Х18Н10Т | 6 | 1500 | 5500 | 1 | 391,050 |
| 12Х18Н10Т | 6 | 1500 | 6000 | 1 | 426,600 |
| 12Х18Н10Т | 8 | 1500 | 4000 | 1 | 379,200 |
| 12Х18Н10Т | 8 | 1500 | 500 | 1 | 426,600 |
| 12Х18Н10Т | 8 | 1500 | 5000 | 1 | 474,000 |
| 12Х18Н10Т | 8 | 1500 | 5500 | 1 | 521,400 |
| 12Х18Н10Т | 8 | 1500 | 6000 | 1 | 568,800 |
| 12Х18Н10Т | 10 | 1500 | 5000 | 1 | 592,500 |
| 12Х18Н10Т | 10 | 1500 | 6000 | 1 | 711,000 |
| 12Х18Н10Т | 12 | 1500 | 3000 | 1 | 426,600 |
| 12Х18Н10Т | 12 | 1500 | 5000 | 1 | 711,000 |
| 12Х18Н10Т | 12 | 1500 | 6000 | 1 | 853,200 |
| 12Х18Н10Т | 14 | 1500 | 5000 | 1 | 829,500 |
| 12Х18Н10Т | 14 | 1500 | 6000 | 1 | 995,400 |
| 12Х18Н10Т | 15 | 1500 | 5000 | 1 | 888,750 |
| 12Х18Н10Т | 15 | 1500 | 6000 | 1 | 1066,500 |
| 12Х18Н10Т | 16 | 1000 | 2000 | 1 | 252,800 |
| 12Х18Н10Т | 16 | 1500 | 3000 | 1 | 568,800 |
| 12Х18Н10Т | 16 | 1500 | 5000 | 1 | 948,000 |
| 12Х18Н10Т | 16 | 1500 | 6000 | 1 | 1137,600 |
| 12Х18Н10Т | 18 | 1500 | 5000 | 1 | 1066,500 |
| 12Х18Н10Т | 18 | 1500 | 6000 | 1 | 1279,800 |
| 12Х18Н10Т | 20 | 1500 | 3000 | 1 | 711,000 |
| 12Х18Н10Т | 20 | 1500 | 6000 | 1 | 1422,000 |
| 12Х18Н10Т | 22 | 1500 | 6000 | 1 | 1564,200 |
| 12Х18Н10Т | 20 | 1500 | 6000 | 1 | 1422,000 |
| 12Х18Н10Т | 25 | 1500 | 3000 | 1 | 888,750 |
| 12Х18Н10Т | 25 | 1500 | 6000 | 1 | 1777,500 |
| 12Х18Н10Т | 26 | 1500 | 6000 | 1 | 1848,600 |
| 12Х18Н10Т | 28 | 1500 | 3000 | 1 | 995,400 |
| 12Х18Н10Т | 28 | 1500 | 6000 | 1 | 1990,800 |
| 12Х18Н10Т | 30 | 1000 | 2000 | 1 | 474,000 |
| 12Х18Н10Т | 30 | 1500 | 3000 | 1 | 1066,500 |
| 12Х18Н10Т | 30 | 1500 | 6000 | 1 | 2133,000 |
| 12Х18Н10Т | 32 | 1500 | 3000 | 1 | 1137,600 |
| 12Х18Н10Т | 32 | 1500 | 6000 | 1 | 2275,200 |
| 12Х18Н10Т | 35 | 1500 | 6000 | 1 | 2488,500 |
| 12Х18Н10Т | 36 | 1500 | 6000 | 1 | 2559,600 |
| 12Х18Н10Т | 40 | 1500 | 6000 | 1 | 2844,000 |
| 12Х18Н10Т | 45 | 1500 | 6000 | 1 | 3199,500 |
| 12Х18Н10Т | 50 | 1500 | 6000 | 1 | 3555,000 |
| 12Х18Н10Т | 55 | 1500 | 6000 | 1 | 3910,500 |
| 12Х18Н10Т | 60 | 1500 | 6000 | 1 | 4266,000 |
| 40Х13 | 2 | 800 | 1600 | 1 | 19,712 |
| 40Х13 | 3 | 1000 | 2000 | 1 | 46,200 |
| 40Х13 | 3,9 | 1000 | 2000 | 1 | 60,060 |
| 40Х13 | 6 | 1200 | 5500 | 1 | 304,920 |
| 40Х13 | 8 | 1200 | 4500 | 1 | 332,640 |
| 40Х13 | 10 | 1500 | 6000 | 1 | 693,000 |
| 40Х13 | 16 | 1200 | 5000 | 1 | 739,200 |
12Х18Н10Т Справочник нержавеющих сплавов — Компания Экопроект
12Х18Н10Т Справочник нержавеющих сплавов — Компания Экопроект
Компания Экопроект производит поставки нержавеющей стали 12Х18Н10Т в листах, рулонах, трубах и прутках. Мы предлагаем обширный ассортимент листового (нержавеющий лист) и сортового проката (нержавеющий круг, труба, квадрат) всех типоразмеров на складе и поставку нержавейки под заказ в кратчайшие сроки. Благодаря прямому сотрудничеству с металлургическими заводами у нас доступные цены на продукцию высокого качества. Оказываем квалифицированные услуги по резке, шлифовке, перфорации и доставке металла. Заготовки из 12Х18Н10Т – практичный материал для производства разнообразных изделий по эскизам заказчика. Мы оперативно рассчитаем трудозатраты и стоимость будущего проекта, подготовим всю необходимую документацию.
Мы предлагаем обширный ассортимент листового (нержавеющий лист) и сортового проката (нержавеющий круг, труба, квадрат) всех типоразмеров на складе и поставку нержавейки под заказ в кратчайшие сроки. Благодаря прямому сотрудничеству с металлургическими заводами у нас доступные цены на продукцию высокого качества. Оказываем квалифицированные услуги по резке, шлифовке, перфорации и доставке металла. Заготовки из 12Х18Н10Т – практичный материал для производства разнообразных изделий по эскизам заказчика. Мы оперативно рассчитаем трудозатраты и стоимость будущего проекта, подготовим всю необходимую документацию.
Реализуем cортовой прокат из нержавеющей стали 12Х18Н10Т: горячекатаный нержавеющий круг и квадрат в прутках мерной или немерной длины. Поверхность нержавейки: матовая. Диаметр кругов: 8-320 мм. Сторона квадрата: 6-250 мм. Технические условия регламентируются ГОСТ 5949-75. Сортамент указан в ГОСТ 2590-88 (круглый), ГОСТ 2591-88 (квадратный).
Марка: 12Х18Н10Т (старое название Х18Н10Т, заменители: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т)
Использование в промышленности: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса
Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса
| Химический состав в % стали 12Х18Н10Т (стар. Х18Н10Т) | ||
| C | до 0,12 | |
| Si | до 0,8 | |
| Mn | до 2 | |
| Ni | 9 — 11 | |
| S | до 0,02 | |
| P | до 0,035 | |
| Cr | 17 — 19 | |
| Cu | до 0,3 | |
| Ti | 0,4-1 | |
| Fe | ~67 | |
Зарубежные аналоги марки стали 12Х18Н10Т (стар. Х18Н10Т) Х18Н10Т) | |
| США | 321, 321H, S32100, S32109 |
| Германия | 1.4541, 1.4878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония | SUS321 |
| Франция | Z10CNT18-10, Z10CNT18-11, Z6CNT18-10, Z6CNT18-12 |
| Англия | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евросоюз | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия | X6CrNiTi18-11, X6CrNiTi18-11KG, X6CrNiTi18-11KT |
| Испания | F.3523, X6CrNiTi18-10 |
| Китай | 0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция | 2337 |
| Болгария | 0Ch28N10T, Ch28N12T, Ch28N9T, X6CrNiTi18-10 |
| Венгрия | H5Ti, KO36Ti, KO37Ti, X6CrNiTi18-10 |
| Польша | 0h28N10T, 1h28N10T, 1h28N12T, 1h28N9T |
| Румыния | 10TiNiCr180, 12TiNiCr180 |
| Чехия | 17246, 17247, 17248 |
| Австрия | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия | 321 |
| Корея | STS321, STS321TKA, STSF321 |
- Удельный вес: 7920 кг/м3
- Термообработка: Закалка 1050 — 1100oC, вода
- Температура ковки: начала 1200 °С, конца 850 °С.
 Сечения до 350 мм охлаждаются на воздухе
Сечения до 350 мм охлаждаются на воздухе - Твердость материала: HB 10 -1 = 179 МПа
- Свариваемость материала: без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка
- Обрабатываемость резанием: в закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35
- Флокеночувствительность: не чувствительна
- Жаростойкость: в воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости
- Предел выносливости: σ-1=279 МПа, n=107
Сталь марки 12Х18Н10Т — Металлургическая компания
| Марка: 12Х18Н10Т (старое название Х18Н10Т) (заменители: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т) Класс: Сталь конструкционная криогенная Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-2006, ГОСТ 2879-2006.  Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350-77. Лист тонкий ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованные заготовки ГОСТ 25054-81, ГОСТ 1133-71 Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350-77. Лист тонкий ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованные заготовки ГОСТ 25054-81, ГОСТ 1133-71 Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79.Использование в промышленности: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса |
| Химический состав в % стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||
| C | до 0,12 | |
| Si | до 0,8 | |
| Mn | до 2 | |
| Ni | 9 — 11 | |
| S | до 0,02 | |
| P | до 0,035 | |
| Cr | 17 — 19 | |
| Cu | до 0,3 | |
| Ti | 0,4-1 | |
| Fe | ~67 | |
12Х18Н10Т труба, лента, проволока, лист, круг 12Х18Н10Т
Зарубежные аналоги марки стали 12Х18Н10Т ( стар. Х18Н10Т ) Х18Н10Т ) | |
| США | 321, 321H, S32100, S32109 |
| Германия | 1.4541, 1.4878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония | SUS321 |
| Франция | Z10CNT18-10, Z10CNT18-11, Z6CNT18-10, Z6CNT18-12 |
| Англия | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евросоюз | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия | X6CrNiTi18-11, X6CrNiTi18-11KG, X6CrNiTi18-11KT |
| Испания | F.3523, X6CrNiTi18-10 |
| Китай | 0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция | 2337 |
| Болгария | 0Ch28N10T, Ch28N12T, Ch28N9T, X6CrNiTi18-10 |
| Венгрия | H5Ti, KO36Ti, KO37Ti, X6CrNiTi18-10 |
| Польша | 0h28N10T, 1h28N10T, 1h28N12T, 1h28N9T |
| Румыния | 10TiNiCr180, 12TiNiCr180 |
| Чехия | 17246, 17247, 17248 |
| Австрия | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия | 321 |
Юж. Корея Корея | STS321, STS321TKA, STSF321 |
| Свойства и полезная информация: |
| Удельный вес: 7920 кг/м3 Термообработка: Закалка 1050 — 1100oC, вода Температура ковки: начала 1200 °С, конца 850 °С. Сечения до 350 мм охлаждаются на воздухе Твердость материала: HB 10 -1 = 179 МПа Свариваемость материала: без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка Обрабатываемость резанием: в закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35 Флокеночувствительность: не чувствительна Жаростойкость: в воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости Предел выносливости: σ-1=279 МПа, n=107 |
Механические свойства стали 12Х18Н10Т ( стар. Х18Н10Т ) Х18Н10Т ) | ||||||
| ГОСТ | Состояние поставки, режимы термообработки | Сечение,мм | σ0,2(МПа) | σв(МПа) | δ5(%) | ψ% |
| ГОСТ 5949-75 | Прутки. Закалка 1020-1100 °С, воздух, масло или вода. | 60 | 196 | 510 | 40 | 55 |
| ГОСТ 18907-73 | Прутки шлифованные, обработанные на заданную прочность. Прутки нагартованные. | — До 5 | — — | 590-830 930 | 20 — | — — |
| ГОСТ 7350-77 (Образцы поперечные) ГОСТ 5582-75 (Образцы поперечные) | Листы горячекатанные и холоднокатанные: — закалка 1000-1080 °С, вода или воздух.- закалка 1050-1080 °С, вода или воздух.- нагартованные | Св. 4 4До 3,9До 3,9 | 236205 — | 530530 880-1080 | 3840 10 | — — |
| ГОСТ 25054-81 | Поковки. Закалка 1050-1100 °С, вода или воздух. | До 1000 | 196 | 510 | 35 | 40 |
| ГОСТ 18143-72 | Проволока термообработанная. | 1,0-6,0 | — | 540-880 | 20 | — |
| ГОСТ 9940-8 | Трубы бесшовные горячедеформированные без термообработки | 3,5-32 | — | 529 | 40 | — |
| Механические свойства стали 12Х18Н10Т ( стар. Х18Н10Т ) при повышенных температурах | |||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / см2) |
| Закалка 1050-1100 °С, охлаждение на воздухе | |||||
| 20 500 550 600 650 700 | 225-315 135-205 135-205 120-205 120-195 120-195 | 550-650 390-440 380-450 340-410 270-390 265-360 | 46-74 30-42 31-41 28-38 27-37 20-38 | 66-80 60-70 61-68 51-74 52-73 40-70 | 215-372 196-353 215-353 196-358 245-353 255-353 |
Механические свойства 12Х18Н10Т ( стар. Х18Н10Т ) при испытаниях на длительную прочность (ГОСТ 5949-75) Х18Н10Т ) при испытаниях на длительную прочность (ГОСТ 5949-75) | ||||
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/ч | Предел длительной прочности, МПа, не менее | Длительность испытания, ч |
| 600 650 | 74 29-39 | 1/100000 | 147 78-98 | 10000 |
| Ударная вязкость стали 12Х18Н10Т ( стар. Х18Н10Т ) KCU, (Дж/см2) | |||
| Т= +20 °С | Т= -40 °С | Т= -75 °С | Термообработка |
| 286 | 303 | 319 | Полоса 8х40 мм в состоянии покоя |
Чуствительность стали 12Х18Н10Т ( стар. Х18Н10Т ) к охрупчиванию при старении Х18Н10Т ) к охрупчиванию при старении | ||
| Время, ч | Температура, °С | KCU, Дж/см |
| Исходное состояние 5000 5000 | 600 650 | 274 186-206 176-196 |
| Жаростойкость стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||
| Среда | Температура, ºС | Группа стойкости или балл |
| Воздух | 650 750 | 2-3 4-5 |
| Физические свойства стали 12Х18Н10Т ( старое название Х18Н10Т ) | ||||||
| T (Град) | E 10— 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 1. 98 98 | 15 | 7920 | 725 | ||
| 100 | 1.94 | 16.6 | 16 | 462 | 792 | |
| 200 | 1.89 | 17 | 18 | 496 | 861 | |
| 300 | 1.81 | 17.2 | 19 | 517 | 920 | |
| 400 | 1.74 | 17.5 | 21 | 538 | 976 | |
| 500 | 1.66 | 17.9 | 23 | 550 | 1028 | |
| 600 | 1.57 | 18.2 | 25 | 563 | 1075 | |
| 700 | 1.47 | 18.6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19.3 | |||||
Труба из нержавеющей стали 12Х18Н10Т, гост 9941,81: общие сведения, характеристики, преимущества
Химический состав 12Х18Н10Т
| Химический элемент | Кремний (Si), не более | Медь (Cu), не более | Марганец (Mn), не более | Никель (Ni) | Титан (Ti) | Фосфор (P), не более | Хром (Cr) | Сера (S), не более |
| % | 0. 8 8 | 0.30 | 2.0 | 9.0-11.0 | 0.6-0.8 | 0.035 | 17.0-19.0 | 0.020 |
Вес
Чтобы рассчитать стоимость проката, нужно определить вес метра трубы 12Х18Н10Т. В ГОСТе этот показатель точно не устанавливается. Поэтому потребуется выполнить несложный расчет. Под требования представленного стандарта подпадает около 20 марок разной стали. Поэтому нужно определить самостоятельно интересующие величины.
Желая приобрести трубы 12Х18Н10Т профильные или с круглым сечением, нужно воспользоваться несложной методикой. Она представлена в стандарте. При помощи формулы можно рассчитать удельный вес трубы с заданными параметрами:
Впм = 3,14/1000 * (Дн – Тс) * Тс * Пс, где:
- Впм – вес погонного метра трубы, измеряемый в килограммах.
- Дн – диаметр наружного края трубы в мм. Он может быть номинальным (берется из справочника стандарта) или реальным (получается в ходе измерения).

- Тс – толщина стенки проката в мм, которая может быть как фактической, так и номинальной.
- Пс – плотность стали, которая измеряется в г/см³.
Характеристики трубы 12Х18Н10Т можно взять в ГОСТе. Здесь приведена информация о плотности марок стали. Так, для 12Х18Н10Т этот показатель составляет 7,9 г/см³. Так, расчет метра бесшовной трубы рассчитывается так:
Вмп = 3,14/1000 * (50-4) * 4 * 7,9 = 4,56 кг.
Полученный результат применяется для расчета веса всего изделия. Этот показатель позволяет определить стоимость трубного проката.
Механические свойства 12Х18Н10Т
| Сечение, мм | Сечение, мм | B, МПа | 0,2, МПа | 5, % | , % |
| Прутки. Закалка 1020-1100 °С, воздух, масло или вода. | 60 | 510 | 196 | 40 | 55 |
Прутки шлифованные, обработанные на заданную прочность. | 590-830 | 20 | |||
| Прутки нагартованные. | <5 | 930 | |||
| Листы нержавеющие горячекатаные или холоднокатаные. Закалка 1000-1080°С, вода или воздух. | >4 | 530 | 236 | 38 | |
| Листы нержавеющие горячекатаные или холоднокатаные. Закалка 1050-1080°С, вода или воздух. | <3,9 | 530 | 205 | 40 | |
| Листы нержавеющие горячекатаные или холоднокатаные нагартованные | <3,9 | 880-1080 | 10 | ||
| Поковки. Закалка 1050-1100°С, вода или воздух. | <1000 | 510 | 196 | 35 | 40 |
| Проволока термообработанная. | 1,0-6,0 | 540-880 | 20 | ||
| Трубы бесшовные горячедеформированные без термообработки. | 3,5-32 | 529 | 40 |
Основные преимущества
Качество советских ГОСТов, независимо от отрасли, известно и признано. ГОСТ 9941–81 за время существования подвергался изменениям, учитывающим потребности времени. Они вносились специальными межгосударственными органами. Однако главное в документе было сохранено. Это все тот же знакомый стандарт качества.
ГОСТ 9941–81 за время существования подвергался изменениям, учитывающим потребности времени. Они вносились специальными межгосударственными органами. Однако главное в документе было сохранено. Это все тот же знакомый стандарт качества.
Продукция проходит сертификацию и отвечает высоким требованиям. Нержавеющие трубы ГОСТ обладают следующими свойствами:
- хорошей прочностью;
- большим сроком службы;
- стойкостью к коррозии;
- их не нужно дополнительно обрабатывать, в том числе — красить.
Сегодня приобрести такую продукцию не составляет труда. На рынке представлено много производителей. С нашими компаниями конкурируют, например, украинцы или китайцы. При выборе стоит обращать внимание не только на цены, но и на документы, подтверждающие качество предлагаемых изделий.
Механические свойства 12Х18Н10Т при повышенных температурах
| tиспытания, °C | Закалка 1050-1100°С, охлаждение на воздухе | 700 | 650 | 600 | 550 | 500 | 20 |
| 0,2, МПа | 120-195 | 120-195 | 120-205 | 135-205 | 135-205 | 225-315 | |
| B, МПа | 265-360 | 270-390 | 340-410 | 380-450 | 390-440 | 550-650 | |
| 5, % | 20-38 | 27-37 | 28-38 | 31-41 | 30-42 | 46-74 | |
| , % | 40-70 | 52-73 | 51-74 | 61-68 | 60-70 | 66-80 | |
| KCU, Дж/м2 | 255-353 | 245-353 | 196-358 | 215-353 | 196-353 | 215-372 |
Бесшовные трубы 12Х18Н10Т по ГОСТу 9941-81 – какими их производят?
ГОСТ 9941-81 распространяется на холодно- и теплодеформированные бесшовные трубы, изготовляемые из коррозионно-стойких стальных сплавов общего назначения, в числе которых и марка 12Х18Н10Т. Производят эти трубы с диаметрами (наружными) 5–273 мм и со стенками толщиной 0,2–22 мм. Полный сортамент, а также технические характеристики изделий указаны в том же стандарте – ГОСТе 9941-81.
Производят эти трубы с диаметрами (наружными) 5–273 мм и со стенками толщиной 0,2–22 мм. Полный сортамент, а также технические характеристики изделий указаны в том же стандарте – ГОСТе 9941-81.
В зависимости от величины толщины стенки и диаметра стандартная максимальная длина изготовляемых труб 4–7 м. Для удобства применения в различных целях изделия выпускают со следующими длинами:
- Немерной длины от 0,75 м до максимальной стандартной величины – для труб с толщиной стенок до 0,5 мм.
- Немерной от 1 м до максимальной стандартной величины – для изделий со стенками 0,5–1 мм.
- Немерной в границах 1,5–12,5 м – для труб со стенками от 1 мм и толще.
- Мерной – в границах немерной и при этом не длиннее максимальной стандартной величины с предельным отклонением +15 мм. По взаимному согласованию потребителя с производителем допускается изготовление трубного проката мерной длиной больше максимальной стандартной.
- Кратной мерной – в границах мерной, при необходимости с припуском в 5 мм на каждый разрез и предельным отклонением полной длины +15 мм.
 Наименьшая кратная длина составляет 300 мм.
Наименьшая кратная длина составляет 300 мм. - По согласованию потребителя с производителем допускается изготовление трубного проката длиной свыше 12,5 м.
- По согласованию потребителя с производителем изделия диаметром менее 25 мм допускается изготавливать длиной до 16 м.
Изготовление бесшовных изделий
По точности изготовления трубы производят с обычной точностью, с повышенной, с высокой.
Для каждого вида в зависимости от типоразмера трубы ГОСТ 9941 регламентирует соответствующие предельные отклонения (допуски) толщины стенки и диаметра. Кривизна трубного проката на любом участке протяженностью 1 м не должна превосходить:
- 1 мм – для изделий всех диаметров, имеющих стенки толщиной 0,5 мм и больше;
- 2 мм – для изделий, у которых диаметр превышает 15 мм, а стенка имеет толщину меньше 0,5 мм.
Для проката, имеющего диаметр менее 15 мм и стенку толщиной меньше 0,5 мм, на кривизну нормы не регламентируются. У этих изделий не должно быть резких перегибов.
Относительно концов труб ГОСТом установлены следующие требования. Их обрезка выполняется под углом в 90
о
(прямым) и они должны быть обязательно зачищены от заусенцев. При удалении последних допускается образование шероховатости и фаски. По требованию заказчика трубы со стенкой толще 5 мм поставляются с концами, имеющими фаску под сварку.
Технологические свойства 12Х18Н10Т
Температура ковки
Начальная температура при горячей обработке должна составлять около +1200 °С, а при завершении она снижается до +850 °С. Если сечение листов нержавеющей стали не превышает 350 мм, то охлаждение осуществляется в воздухе.
Флокеночувствительность
Не чувствительна.
Обрабатываемость резанием
В закаленном состоянии при НВ 169 и B = 610 МПа: Ku тв. спл. = 0,85, Ku б. ст. = 0,35.
Свариваемость
Нержавеющая сталь отличается превосходной свариваемостью, поэтому сварка может осуществляться без особых ограничений. После выполнения сварки рекомендуется выполнить термическую обработку.
После выполнения сварки рекомендуется выполнить термическую обработку.
Характеристики
Сегодня нержавеющие трубы ГОСТ этого типа должны отвечать многочисленным, детально прописанным, строгим требованиям:
- Состав сплава 12Х18Н10Т четко регулируется.
- Трубы обрабатываются термически, если только потребитель не отказался от этого.
- Предел текучести как минимум 216 МПа. Эта характеристика показывает, при каком значении изделие будет продолжать разрушаться даже без увеличения нагрузки.
- Должны выдержать растяжение при температуре 350 °C. Максимально высокое значение: +600 . Минимальное: -197. Хотя при эксплуатации рекомендуется не переступать порог в 350 °C.
- Трубы, отвечающие требованиям документа, имеют минимальное количество различного рода деформаций: трещин, вмятин и пр. Предельные отклонения также устанавливаются. Некоторые из дефектов устраняются зачисткой.
- Поверхность — светло-серая.
- Продукция может выдерживать сплющивание в допустимых границах.
 Расстояние, которое получится между задействованными поверхностями, определяется по специальной формуле. Оно зависит от наружного диаметра и толщины стенки.
Расстояние, которое получится между задействованными поверхностями, определяется по специальной формуле. Оно зависит от наружного диаметра и толщины стенки. - Допустимое гидравлическое давление — в рамках ГОСТ 3845 . Эта характеристика во многом определяется технологией производства изделия.
- Трубы не боятся ультразвукового воздействия. Соответствующая проверка осуществляется при необходимости, по желанию потребителя. Размеры искусственных дефектов определяются по согласованию.
- Устойчивы к межкристаллитной коррозии. Испытания здесь проводятся методами АМУ, ПТ, АМ.
Ударная вязкость нержавеющей стали 12Х18Н10Т
| Состояние поставки, термообработка | Полоса 8×40 мм в состоянии поставки | |
| Ударная вязкость, KCU, Дж/см2 | 20 | 286 |
| -40 | 303 | |
| -75 | 319 | |
Предел выносливости
| -1, МПа | 279 |
| n | 1Е+7 |
Общие сведения
Как известно, трубы нужны для передачи газа, жидкости. В зависимости от того, что будет транспортироваться, определяется состав сплава и размеры изделия, его конструкция. Например, при взаимодействии с химически активными жидкостями может появляться коррозия, за которой последует разрушение металлопроката. Изделие должно быть к этому готово, чтобы отвечать своим задачам и требованиям надежности.
В зависимости от того, что будет транспортироваться, определяется состав сплава и размеры изделия, его конструкция. Например, при взаимодействии с химически активными жидкостями может появляться коррозия, за которой последует разрушение металлопроката. Изделие должно быть к этому готово, чтобы отвечать своим задачам и требованиям надежности.
Рассматриваемая труба изготавливается из особой марки стали 12Х18Н10Т, относится к аустенитному классу. Материал стойко переносит:
- агрессивное воздействие сред;
- сильные перепады температуры;
- значительные скачки давления.
Изготавливаются в том числе у нас в стране. Такие трубы бывают двух видов:
- профильные, с квадратным или прямоугольным сечением — для производства применяется электросварной способ;
- круглые — получают электросварным или бесшовным методом.
Отсутствие швов позволяет продлить срок службы за счет увеличения прочности. Для получения применяются:
- волочение;
- ковка;
- прессование;
- прокатка.

Качество должно соответствовать требованиям ГОСТ 9941–81 . Документ был принят еще до распада Советского Союза, но действует до сих пор во многих его бывших республиках. Изделия отвечают не только российским требованиям. Продукция пригодна для тех же целей и в некоторых других зарубежных странах. Благодаря качеству область применения нержавеющих труб ГОСТ — обширна. В нее входят многие отрасли:
- нефтехимическая;
- строительная;
- химическая;
- газовая;
- судостроительная;
- металлургическая и др.
Кроме того, подобные трубы всегда нужны на тех работах, где требуется повышенная прочность. Это могут быть как особые участки производства, так и объекты гражданского строительства.
Трубы такого типа иногда применяются и в других целях:
- в качестве заготовок для производства различных деталей;
- как опора или заграждение и др.
В продаже можно найти размеры, подходящие для различных нужд: от 6×1,0 мм до 325×12,0 мм. В зависимости от толщины такие трубы делятся на следующие виды:
В зависимости от толщины такие трубы делятся на следующие виды:
- легкие;
- обычные;
- усиленные.
Это интересно: Фундамент из стеклопластиковой арматуры: правила армирования
Применение
Марка 12Х18Н10Т применяется для изготовления следующих изделий сортового и фасонного проката:
- толстого и тонкого листа;
- круглых и профильных труб различного сечения;
- уголки и швеллера;
- калиброванного и шлифованного прутка;
- ленты и полос различной толщины;
- сталь в виде круга и проволоки;
- капиллярные трубки мелких диаметров;
- поковки и кованые заготовки.
Весь предлагаемый прокат из нержавеющей стали может иметь матовую, шлифованную или полированную поверхность, что в значительной степени определяет качество, свойства и стоимость материалов.
Эти материалы применяют в промышленности для производства сварных сосудов и аппаратов, работающих под давлением и температуре среды от -195ºC до 600ºC. Допускается применение 12Х18Н10Т для транспортировки, обработки и хранения разбавленных кислотных, щелочных растворов и солей.
Допускается применение 12Х18Н10Т для транспортировки, обработки и хранения разбавленных кислотных, щелочных растворов и солей.
В строительстве и ремонте нержавеющая сталь применяется для монтажа особо ответственных и декоративных элементов. В машиностроении стальной круг, поковки и другой прокат применяют для изготовления деталей и узлов машин и механизмов. Из стальных нитей плетут канаты и тросы высокого качества и свойств.
Бесшовные трубы из стали 12Х18Н10Т применяются в нефтехимической и газоперерабатывающей отрасли, в производстве и переработке пищевых продуктов, а так же в фармацевтике и для изготовления медицинского инвентаря и оборудования.
Высокая эксплуатационная температура позволяет использовать прокат из этой стали для изготовления горелок, печной аппаратуры, муфелей, деталей выхлопных систем и в других случаях. Минимально допустимая температура -195ºC допускает пользоваться сталями этих характеристик в криогенных и холодильных системах глубокого охлаждения.
Удельный вес фланцев по ГОСТ 12820-80
| Наименование | Диаметр, мм | Вес, кг |
| Фланец Ру-6. Плоский, ГОСТ 12820-80 | ||
| Фланец 1- 15- 6, ГОСТ 12820-80 | 15 | 0,33 |
| Фланец 1- 20- 6, ГОСТ 12820-80 | 20 | 0,53 |
| Фланец 1- 25- 6, ГОСТ 12820-80 | 25 | 0,64 |
| Фланец 1- 32- 6, ГОСТ 12820-80 | 32 | 1,01 |
| Фланец 1- 40- 6, ГОСТ 12820-80 | 40 | 1,21 |
| Фланец 1- 50- 6, ГОСТ 12820-80 | 50 | 1,33 |
| Фланец 1- 65- 6, ГОСТ 12820-80 | 65 | 1,63 |
| Фланец 1- 80- 6, ГОСТ 12820-80 | 80 | 2,44 |
| Фланец 1- 100- 6,ГОСТ 12820-80 | 100 | 2,85 |
| Фланец 1- 125- 6, ГОСТ 12820-80 | 125 | 3,88 |
| Фланец 1- 150- 6,ГОСТ 12820-80 | 150 | 4,64 |
| Фланец 1- 200- 6, ГОСТ 12820-80 | 200 | 5,89 |
| Фланец 1- 250- 6, ГОСТ 12820-80 | 250 | 7,67 |
| Фланец 1- 300- 6, ГОСТ 12820-80 | 300 | 10,28 |
| Фланец 1- 350- 6, ГОСТ 12820-80 | 350 | 12,58 |
| Фланец 1- 400- 6, ГОСТ 12820-80 | 400 | 15,20 |
| Фланец 1- 450- 6, ГОСТ 12820-80 | 450 | 17,25 |
| Фланец 1- 500- 6, ГОСТ 12820-80 | 500 | 19,72 |
| Фланец 1- 600- 6, ГОСТ 12820-80 | 600 | 26,24 |
| Фланец 1- 800- 6, ГОСТ 12820-80 | 800 | 46,14 |
| Фланец 1- 1000- 6, ГОСТ 12820-80 | 1000 | 64,36 |
| Фланец 1- 1200- 6, ГОСТ 12820-80 | 1200 | 99,03 |
| Фланец 1- 1400- 6, ГОСТ 12820-80 | 1400 | 161,45 |
Фланец Ру-10.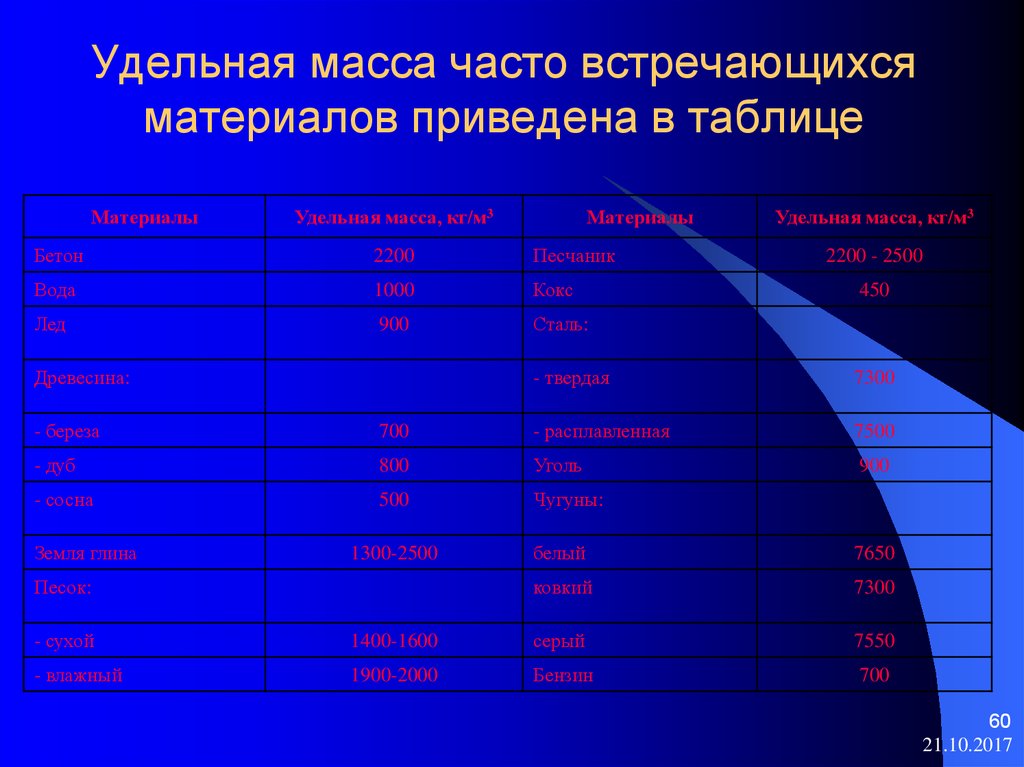 Воротниковый, ГОСТ 12821-80 Воротниковый, ГОСТ 12821-80 | ||
| Фланец 1- 25- 10, ГОСТ 12821-80 | 25 | 1,05 |
| Фланец 1- 32- 10, ГОСТ 12821-80 | 32 | 1,54 |
| Фланец 1- 40- 10, ГОСТ 12821-80 | 40 | 1,83 |
| Фланец 1- 50- 10, ГОСТ 12821-80 | 50 | 2,26 |
| Фланец 1- 65- 10, ГОСТ 12821-80 | 65 | 3,17 |
| Фланец 1- 80- 10, ГОСТ 12821-80 | 80 | 3,67 |
| Фланец 1- 100- 10, ГОСТ 12821-80 | 100 | 4,40 |
| Фланец 1- 125- 10, ГОСТ 12821-80 | 125 | 6,71 |
| Фланец 1- 150- 10, ГОСТ 12821-80 | 150 | 8,17 |
| Фланец 1- 200- 10, ГОСТ 12821-80 | 200 | 11,35 |
| Фланец 1- 250- 10, ГОСТ 12821-80 | 250 | 14,64 |
| Фланец 1- 300- 10, ГОСТ 12821-80 | 300 | 18,66 |
| Фланец 1- 400- 10, ГОСТ 12821-80 | 400 | 30,00 |
| Фланец 1- 800- 10, ГОСТ 12821-80 | 800 | 87,24 |
| Фланец 1- 1000- 10, ГОСТ 12821-80 | 1000 | 130,00 |
| Фланец 1- 1200- 10, ГОСТ 12821-80 | 1200 | 180,00 |
Фланец Ру-10. Плоский, ГОСТ 12820-80 Плоский, ГОСТ 12820-80 | ||
| Фланец 1- 15- 10, ГОСТ 12820-80 | 15 | 0,51 |
| Фланец 1- 20- 10,ГОСТ 12820-80 | 20 | 0,74 |
| Фланец 1- 25- 10, ГОСТ 12820-80 | 25 | 0,89 |
| Фланец 1- 32- 10,ГОСТ 12820-80 | 32 | 1,40 |
| Фланец 1- 40- 10, ГОСТ 12820-80 | 40 | 1,71 |
| Фланец 1- 50- 10, ГОСТ 12820-80 | 50 | 2,06 |
| Фланец 1- 65- 10, ГОСТ 12820-80 | 65 | 2,80 |
| Фланец 1- 80- 10, ГОСТ 12820-80 | 80 | 3,19 |
| Фланец 1- 100- 10, ГОСТ 12820-80 | 100 | 3,96 |
| Фланец 1- 125- 10, ГОСТ 12820-80 | 125 | 5,40 |
| Фланец 1- 150- 10, ГОСТ 12820-80 | 150 | 6,92 |
| Фланец 1- 200- 10, ГОСТ 12820-80 | 200 | 8,05 |
| Фланец 1- 250- 10, ГОСТ 12820-80 | 250 | 10,65 |
| Фланец 1- 300- 10, ГОСТ 12820-80 | 300 | 12,90 |
| Фланец 1- 350- 10, ГОСТ 12820-80 | 350 | 15,85 |
| Фланец 1- 400- 10, ГОСТ 12820-80 | 400 | 21,56 |
| Фланец 1- 450- 10, ГОСТ 12820-80 | 450 | 22,76 |
| Фланец 1- 500- 10, ГОСТ 12820-80 | 500 | 27,70 |
| Фланец 1- 600- 10, ГОСТ 12820-80 | 600 | 39,40 |
| Фланец 1- 800- 10, ГОСТ 12820-80 | 800 | 79,16 |
| Фланец 1- 1000- 10, ГОСТ 12820-80 | 1000 | 118,43 |
| Фланец 1- 1200- 10, ГОСТ 12820-80 | 1200 | 197,44 |
| Фланец 1- 1400- 10, ГОСТ 12820-80 | 1400 | 220,65 |
Фланец Ру-16. Воротниковый, ГОСТ 12821-80 Воротниковый, ГОСТ 12821-80 | ||
| Фланец 1- 15- 16, ГОСТ 12821-80 | 15 | 0,68 |
| Фланец 1- 20- 16, ГОСТ 12821-80 | 20 | 0,87 |
| Фланец 1- 25- 16, ГОСТ 12821-80 | 25 | 1,05 |
| Фланец 1- 32- 16, ГОСТ 12821-80 | 32 | 1,54 |
| Фланец 1- 40- 16, ГОСТ 12821-80 | 40 | 1,85 |
| Фланец 1- 50- 16, ГОСТ 12821-80 | 50 | 2,28 |
| Фланец 1- 65- 16, ГОСТ 12821-80 | 65 | 3,19 |
| Фланец 1- 80- 16, ГОСТ 12821-80 | 80 | 4,21 |
| Фланец 1- 100- 16, ГОСТ 12821-80 | 100 | 4,90 |
| Фланец 1- 125- 16, ГОСТ 12821-80 | 125 | 6,75 |
| Фланец 1- 150- 16, ГОСТ 12821-80 | 150 | 8,30 |
| Фланец 1- 200- 16, ГОСТ 12821-80 | 200 | 11,79 |
| Фланец 1- 250- 16, ГОСТ 12821-80 | 250 | 17,36 |
| Фланец 1- 300- 16, ГОСТ 12821-80 | 300 | 22,76 |
| Фланец 1- 350- 16, ГОСТ 12821-80 | 350 | 32,04 |
| Фланец 1- 400- 16, ГОСТ 12821-80 | 400 | 43,00 |
| Фланец 1- 500- 16, ГОСТ 12821-80 | 500 | 70,97 |
| Фланец 1- 600- 16, ГОСТ 12821-80 | 600 | 99,30 |
| Фланец 2- 50- 16, ГОСТ 12821-80 | 50 | 2,24 |
| Фланец 2- 80- 16, ГОСТ 12821-80 | 80 | 4,15 |
| Фланец 2- 100- 16, ГОСТ 12821-80 | 100 | 4,50 |
| Фланец 2- 150- 16, ГОСТ 12821-80 | 150 | 8,28 |
| Фланец 2- 200- 16, ГОСТ 12821-80 | 200 | 11,72 |
| Фланец 2- 250- 16, ГОСТ 12821-80 | 250 | 15,00 |
| Фланец 2- 300- 16, ГОСТ 12821-80 | 300 | 22,65 |
| Фланец 2- 350- 16, ГОСТ 12821-80 | 350 | 32,00 |
| Фланец 2- 400- 16, ГОСТ 12821-80 | 400 | 42,64 |
| Фланец 2- 500- 16, ГОСТ 12821-80 | 500 | 70,79 |
| Фланец 2- 600- 16, ГОСТ 12821-80 | 600 | 99,30 |
Фланец Ру-16. Плоский, ГОСТ 12820-80 Плоский, ГОСТ 12820-80 | ||
| Фланец 1- 10- 16, ГОСТ 12820-80 | 10 | 0,54 |
| Фланец 1- 15- 16, ГОСТ 12820-80 | 15 | 0,61 |
| Фланец 1- 20- 16, ГОСТ 12820-80 | 20 | 0,86 |
| Фланец 1- 25- 16, ГОСТ 12820-80 | 25 | 1,17 |
| Фланец 1- 32- 16, ГОСТ 12820-80 | 32 | 1,58 |
| Фланец 1- 40- 16, ГОСТ 12820-80 | 40 | 1,96 |
| Фланец 1- 50- 16, ГОСТ 12820-80 | 50 | 2,58 |
| Фланец 1- 65- 16, ГОСТ 12820-80 | 65 | 3,42 |
| Фланец 1- 80- 16, ГОСТ 12820-80 | 80 | 3,71 |
| Фланец 1- 100- 16, ГОСТ 12820-80 | 100 | 4,73 |
| Фланец 1- 125- 16, ГОСТ 12820-80 | 125 | 6,38 |
| Фланец 1- 150- 16, ГОСТ 12820-80 | 150 | 8,16 |
| Фланец 1- 200- 16, ГОСТ 12820-80 | 200 | 10,10 |
| Фланец 1- 250- 16, ГОСТ 12820-80 | 250 | 14,49 |
| Фланец 1- 300- 16, ГОСТ 12820-80 | 300 | 17,78 |
| Фланец 1- 350- 16, ГОСТ 12820-80 | 350 | 22,88 |
| Фланец 1- 400- 16, ГОСТ 12820-80 | 400 | 31,00 |
| Фланец 1- 450- 16, ГОСТ 12820-80 | 450 | 39,64 |
| Фланец 1- 500- 16, ГОСТ 12820-80 | 500 | 57,01 |
| Фланец 1- 600- 16, ГОСТ 12820-80 | 600 | 80,03 |
| Фланец 1- 800- 16, ГОСТ 12820-80 | 800 | 104,41 |
| Фланец 1- 1000- 16, ГОСТ 12820-80 | 1000 | 179,37 |
| Фланец 2- 80- 16, ГОСТ 12820-80 | 80 | 3,71 |
| Фланец 2- 250- 16, ГОСТ 12820-80 | 250 | 14,48 |
| Фланец 2- 300- 16, ГОСТ 12820-80 | 300 | 17,59 |
| Фланец 2- 350- 16, ГОСТ 12820-80 | 350 | 22,65 |
| Фланец 2- 400- 16, ГОСТ 12820-80 | 400 | 30,76 |
| Фланец 2- 500- 16, ГОСТ 12820-80 | 500 | 56,17 |
| Фланец 2- 600- 16, ГОСТ 12820-80 | 600 | 80,03 |
| Фланец 2- 800- 16, ГОСТ 12820-80 | 800 | 103,15 |
Фланец Ру-25. Воротниковый, ГОСТ 12821-80 Воротниковый, ГОСТ 12821-80 | ||
| Фланец 1- 15- 25, ГОСТ 12821-80 | 15 | 0,79 |
| Фланец 1- 20- 25, ГОСТ 12821-80 | 20 | 0,97 |
| Фланец 1- 25- 25, ГОСТ 12821-80 | 25 | 1,18 |
| Фланец 1- 32- 25, ГОСТ 12821-80 | 32 | 1,83 |
| Фланец 1- 40- 25, ГОСТ 12821-80 | 40 | 2,19 |
| Фланец 1- 50- 25, ГОСТ 12821-80 | 50 | 2,78 |
| Фланец 1- 65- 25, ГОСТ 12821-80 | 65 | 3,71 |
| Фланец 1- 80- 25, ГОСТ 12821-80 | 80 | 4,44 |
| Фланец 1- 100- 25, ГОСТ 12821-80 | 100 | 6,51 |
| Фланец 1- 125- 25, ГОСТ 12821-80 | 125 | 9,41 |
| Фланец 1- 150- 25, ГОСТ 12821-80 | 150 | 12,52 |
| Фланец 1- 200- 25, ГОСТ 12821-80 | 200 | 17,44 |
| Фланец 1- 250- 25, ГОСТ 12821-80 | 250 | 24,40 |
| Фланец 1- 300- 25, ГОСТ 12821-80 | 300 | 33,29 |
| Фланец 1- 400- 25, ГОСТ 12821-80 | 400 | 64,81 |
| Фланец 1- 500- 25, ГОСТ 12821-80 | 500 | 88,91 |
| Фланец 1- 600- 25, ГОСТ 12821-80 | 600 | 123,70 |
| Фланец 1- 800- 25, ГОСТ 12821-80 | 800 | 213,90 |
| Фланец 2- 20- 25, ГОСТ 12821-80 | 20 | 0,99 |
| Фланец 2- 25- 25, ГОСТ 12821-80 | 25 | 1,19 |
| Фланец 2- 40- 25, ГОСТ 12821-80 | 40 | 2,16 |
| Фланец 2- 50- 25, ГОСТ 12821-80 | 50 | 2,76 |
| Фланец 2- 65- 25, ГОСТ 12821-80 | 65 | 3,62 |
| Фланец 2- 80- 25, ГОСТ 12821-80 | 80 | 4,32 |
| Фланец 2- 100- 25, ГОСТ 12821-80 | 100 | 6,58 |
| Фланец 2- 150- 25, ГОСТ 12821-80 | 150 | 12,56 |
| Фланец 2- 200- 25, ГОСТ 12821-80 | 200 | 17,21 |
| Фланец 2- 250- 25, ГОСТ 12821-80 | 250 | 17,40 |
| Фланец 2- 300- 25, ГОСТ 12821-80 | 300 | 17,40 |
| Фланец 2- 400- 25, ГОСТ 12821-80 | 400 | 63,58 |
| Фланец 2- 500- 25, ГОСТ 12821-80 | 500 | 88,20 |
| Фланец 2- 600- 25, ГОСТ 12821-80 | 600 | 123,70 |
| Фланец 3- 150- 25, ГОСТ 12821-80 | 150 | 11,90 |
| Фланец 3- 200- 25, ГОСТ 12821-80 | 200 | 16,86 |
| Фланец 3- 250- 25, ГОСТ 12821-80 | 250 | 23,27 |
Фланец Ру-25. Плоский, ГОСТ 12820-80 Плоский, ГОСТ 12820-80 | ||
| Фланец 1- 15- 25, ГОСТ 12820-80 | 15 | 0,70 |
| Фланец 1- 20- 25, ГОСТ 12820-80 | 20 | 0,98 |
| Фланец 1- 25- 25, ГОСТ 12820-80 | 25 | 1,17 |
| Фланец 1- 32- 25, ГОСТ 12820-80 | 32 | 1,17 |
| Фланец 1- 40- 25, ГОСТ 12820-80 | 40 | 2,18 |
| Фланец 1- 50- 25, ГОСТ 12820-80 | 50 | 2,71 |
| Фланец 1- 65- 25, ГОСТ 12820-80 | 65 | 3,22 |
| Фланец 1- 80- 25, ГОСТ 12820-80 | 80 | 4,06 |
| Фланец 1- 100- 25, ГОСТ 12820-80 | 100 | 5,92 |
| Фланец 1- 125- 25, ГОСТ 12820-80 | 125 | 8,25 |
| Фланец 1- 150- 25, ГОСТ 12820-80 | 150 | 10,51 |
| Фланец 1- 200- 25, ГОСТ 12820-80 | 200 | 13,34 |
| Фланец 1- 250- 25, ГОСТ 12820-80 | 250 | 18,90 |
| Фланец 1- 300- 25, ГОСТ 12820-80 | 300 | 23,95 |
| Фланец 1- 350- 25, ГОСТ 12820-80 | 350 | 34,35 |
| Фланец 1- 400- 25, ГОСТ 12820-80 | 400 | 44,62 |
| Фланец 1- 500- 25, ГОСТ 12820-80 | 500 | 67,30 |
| Фланец 1- 600- 25, ГОСТ 12820-80 | 600 | 90,87 |
| Фланец 1- 800- 25, ГОСТ 12820-80 | 800 | 184,43 |
| Фланец 2- 20- 25, ГОСТ 12820-80 | 20 | 0,97 |
| Фланец 2- 25- 25, ГОСТ 12820-80 | 25 | 1,17 |
| Фланец 2- 32- 25, ГОСТ 12820-80 | 32 | 1,76 |
| Фланец 2- 40- 25, ГОСТ 12820-80 | 40 | 2,15 |
| Фланец 2- 50- 25, ГОСТ 12820-80 | 50 | 2,80 |
| Фланец 2- 65- 25, ГОСТ 12820-80 | 65 | 3,21 |
| Фланец 2- 80- 25, ГОСТ 12820-80 | 80 | 4,00 |
| Фланец 2- 100- 25, ГОСТ 12820-80 | 100 | 5,89 |
| Фланец 2- 125- 25, ГОСТ 12820-80 | 125 | 8,25 |
| Фланец 2- 150- 25, ГОСТ 12820-80 | 150 | 10,50 |
| Фланец 2- 200- 25, ГОСТ 12820-80 | 200 | 13,24 |
| Фланец 2- 250- 25, ГОСТ 12820-80 | 250 | 18,78 |
| Фланец 2- 300- 25, ГОСТ 12820-80 | 300 | 23,53 |
| Фланец 2- 400- 25, ГОСТ 12820-80 | 400 | 44,01 |
| Фланец 2- 500- 25, ГОСТ 12820-80 | 500 | 66,63 |
| Фланец 2- 600- 25, ГОСТ 12820-80 | 600 | 89,13 |
Фланец Ру-40. Воротниковый, ГОСТ 12821-80 Воротниковый, ГОСТ 12821-80 | ||
| Фланец 1- 15- 40, ГОСТ 12821-80 | 15 | 0,79 |
| Фланец 1- 20- 40, ГОСТ 12821-80 | 20 | 0,97 |
| Фланец 1- 25- 40, ГОСТ 12821-80 | 25 | 1,18 |
| Фланец 1- 32- 40, ГОСТ 12821-80 | 32 | 1,83 |
| Фланец 1- 40- 40, ГОСТ 12821-80 | 40 | 2,19 |
| Фланец 1- 50- 40, ГОСТ 12821-80 | 50 | 2,81 |
| Фланец 1- 65- 40, ГОСТ 12821-80 | 65 | 3,71 |
| Фланец 1- 80- 40, ГОСТ 12821-80 | 80 | 4,80 |
| Фланец 1- 100- 40, ГОСТ 12821-80 | 100 | 7,40 |
| Фланец 1- 125- 40, ГОСТ 12821-80 | 125 | 10,00 |
| Фланец 1- 150- 40, ГОСТ 12821-80 | 150 | 13,03 |
| Фланец 1- 200- 40, ГОСТ 12821-80 | 200 | 24,44 |
| Фланец 1- 250- 40, ГОСТ 12821-80 | 250 | 37,59 |
| Фланец 1- 300- 40, ГОСТ 12821-80 | 300 | 57,10 |
| Фланец 1- 400- 40, ГОСТ 12821-80 | 400 | 106,75 |
| Фланец 1- 500- 40, ГОСТ 12821-80 | 500 | 132,33 |
| Фланец 2- 15- 40, ГОСТ 12821-80 | 15 | 0,78 |
| Фланец 2- 20- 40, ГОСТ 12821-80 | 20 | 0,99 |
| Фланец 2- 25- 40, ГОСТ 12821-80 | 25 | 1,18 |
| Фланец 2- 32- 40, ГОСТ 12821-80 | 32 | 2,19 |
| Фланец 2- 40- 40, ГОСТ 12821-80 | 40 | 2,16 |
| Фланец 2- 50- 40, ГОСТ 12821-80 | 50 | 2,79 |
| Фланец 2- 65- 40, ГОСТ 12821-80 | 65 | 3,72 |
| Фланец 2- 80- 40, ГОСТ 12821-80 | 80 | 4,81 |
| Фланец 2- 100- 40, ГОСТ 12821-80 | 100 | 7,06 |
| Фланец 2- 150- 40, ГОСТ 12821-80 | 150 | 13,20 |
| Фланец 2- 200- 40, ГОСТ 12821-80 | 200 | 24,00 |
| Фланец 2- 250- 40, ГОСТ 12821-80 | 250 | 37,30 |
| Фланец 2- 300- 40, ГОСТ 12821-80 | 300 | 50,60 |
| Фланец 2- 400- 40, ГОСТ 12821-80 | 400 | 105,00 |
| Фланец 2- 500- 40, ГОСТ 12821-80 | 500 | 128,00 |
| Фланец 3- 50- 40, ГОСТ 12821-80 | 50 | 2,68 |
| Фланец 3- 80- 40, ГОСТ 12821-80 | 80 | 4,60 |
| Фланец 3- 100- 40, ГОСТ 12821-80 | 100 | 6,82 |
| Фланец 3- 150- 40, ГОСТ 12821-80 | 150 | 12,60 |
| Фланец 3- 200- 40, ГОСТ 12821-80 | 200 | 23,57 |
| Фланец 3- 250- 40, ГОСТ 12821-80 | 250 | 36,50 |
Фланец Ру-63. Воротниковый, ГОСТ 12821-80 Воротниковый, ГОСТ 12821-80 | ||
| Фланец 1- 15- 63, ГОСТ 12821-80 | 15 | 1,15 |
| Фланец 1- 20- 63, ГОСТ 12821-80 | 20 | 1,80 |
| Фланец 1- 25- 63, ГОСТ 12821-80 | 25 | 2,30 |
| Фланец 1- 32- 63, ГОСТ 12821-80 | 32 | 2,94 |
| Фланец 1- 40- 63, ГОСТ 12821-80 | 40 | 3,75 |
| Фланец 1- 50- 63, ГОСТ 12821-80 | 50 | 4,63 |
| Фланец 1- 80- 63, ГОСТ 12821-80 | 80 | 7,22 |
| Фланец 1- 100- 63, ГОСТ 12821-80 | 100 | 10,71 |
| Фланец 1- 150- 63, ГОСТ 12821-80 | 150 | 24,60 |
| Фланец 1- 200- 63, ГОСТ 12821-80 | 200 | 36,60 |
| Фланец 1- 250- 63, ГОСТ 12821-80 | 250 | 50,89 |
| Фланец 1- 300- 63, ГОСТ 12821-80 | 300 | 68,15 |
| Фланец 1- 400- 63, ГОСТ 12821-80 | 400 | 135,80 |
| Фланец 2- 15- 63, ГОСТ 12821-80 | 15 | 1,14 |
| Фланец 2- 20- 63, ГОСТ 12821-80 | 20 | 1,81 |
| Фланец 2- 25- 63, ГОСТ 12821-80 | 25 | 2,28 |
| Фланец 2- 32- 63, ГОСТ 12821-80 | 32 | 2,94 |
| Фланец 2- 40- 63, ГОСТ 12821-80 | 40 | 3,75 |
| Фланец 2- 50- 63, ГОСТ 12821-80 | 50 | 4,63 |
| Фланец 2- 80- 63, ГОСТ 12821-80 | 80 | 7,22 |
| Фланец 2- 100- 63, ГОСТ 12821-80 | 100 | 10,70 |
| Фланец 2- 150- 63, ГОСТ 12821-80 | 150 | 25,40 |
| Фланец 2- 200- 63, ГОСТ 12821-80 | 200 | 38,50 |
| Фланец 2- 250- 63, ГОСТ 12821-80 | 250 | 53,80 |
| Фланец 2- 300- 63, ГОСТ 12821-80 | 300 | 74,60 |
| Фланец 2- 400- 63, ГОСТ 12821-80 | 400 | 151,00 |
Фланец Ру-63. Воротниковый, ГОСТ 12821-80 (прием. и отв.) Воротниковый, ГОСТ 12821-80 (прием. и отв.) | ||
| Фланцы Ду-15х63 (прием. и отв.) | 15 | 2,30 |
| Фланцы Ду-15х63 (прием.) | 15 | 1,20 |
| Фланцы Ду-20х63 (прием. и отв.) | 20 | 3,60 |
| Фланцы Ду-20х63 (прием.) | 20 | 1,80 |
| Фланцы Ду-25х63 (прием. и отв.) | 25 | 4,60 |
| Фланцы Ду-25х63 (прием.) | 25 | 2,30 |
| Фланцы Ду-32х63 (прием. и отв.) | 32 | 5,88 |
| Фланцы Ду-32х63 (прием.) | 32 | 2,94 |
| Фланцы Ду-40х63 (прием. и отв.) | 40 | 7,50 |
| Фланцы Ду-40х63 (прием.) | 40 | 3,75 |
| Фланец Ру-25 к 15с51п (12п). Плоский, ГОСТ 12820-80 | ||
| Фланцы Ру-25 Ду-20 (15с51п) | 20 | 0,97 |
| Фланцы Ру-25 Ду-25 (15с51п) | 25 | 1,16 |
| Фланцы Ру-25 Ду-32 (15с51п) | 32 | 1,81 |
Фланец из нерж. стали. Воротниковый, ГОСТ 12821-80 стали. Воротниковый, ГОСТ 12821-80 | ||
| Фланец нерж. 1- 15- 16, ГОСТ 12821-80 | 15 | 0,72 |
| Фланец нерж. 1- 20- 16, ГОСТ 12821-80 | 20 | 0,92 |
| Фланец нерж. 1- 25- 10, ГОСТ 12821-80 | 25 | 1,11 |
| Фланец нерж. 1- 25- 16, ГОСТ 12821-80 | 25 | 1,11 |
| Фланец нерж. 1- 25- 40, ГОСТ 12821-80 | 25 | 1,24 |
| Фланец нерж. 1- 32- 16, ГОСТ 12821-80 | 32 | 1,62 |
| Фланец нерж. 1- 32- 40, ГОСТ 12821-80 | 32 | 1,92 |
| Фланец нерж. 1- 40- 16, ГОСТ 12821-80 | 40 | 1,94 |
| Фланец нерж. 1- 40- 40, ГОСТ 12821-80 | 40 | 2,30 |
| Фланец нерж. 1- 50- 10, ГОСТ 12821-80 | 50 | 2,40 |
| Фланец нерж. 1- 50- 16, ГОСТ 12821-80 | 50 | 2,40 |
| Фланец нерж. 1- 50- 25, ГОСТ 12821-80 | 50 | 2,92 |
Фланец нерж. 1- 50- 40, ГОСТ 12821-80 1- 50- 40, ГОСТ 12821-80 | 50 | 2,95 |
| Фланец нерж. 1- 65- 16, ГОСТ 12821-80 | 65 | 3,35 |
| Фланец нерж. 1- 65- 25, ГОСТ 12821-80 | 65 | 3,90 |
| Фланец нерж. 1- 65- 40, ГОСТ 12821-80 | 65 | 3,90 |
| Фланец нерж. 1- 80- 06, ГОСТ 12821-80 | 80 | 2,90 |
| Фланец нерж. 1- 80- 16, ГОСТ 12821-80 | 80 | 2,42 |
| Фланец нерж. 1- 80- 25, ГОСТ 12821-80 | 80 | 4,66 |
| Фланец нерж. 1- 80- 40, ГОСТ 12821-80 | 80 | 5,04 |
| Фланец нерж. 1- 80- 63, ГОСТ 12821-80 | 80 | 7,60 |
| Фланец нерж. 1- 100- 06, ГОСТ 12821-80 | 100 | 4,90 |
| Фланец нерж. 1- 100- 16, ГОСТ 12821-80 | 100 | 5,20 |
| Фланец нерж. 1- 100- 25, ГОСТ 12821-80 | 100 | 6,84 |
Фланец нерж. 1- 100- 40, ГОСТ 12821-80 1- 100- 40, ГОСТ 12821-80 | 100 | 7,77 |
| Фланец нерж. 1- 125- 16, ГОСТ 12821-80 | 125 | 7,09 |
| Фланец нерж. 1- 125- 25, ГОСТ 12821-80 | 125 | 9,88 |
| Фланец нерж. 1- 150- 16, ГОСТ 12821-80 | 150 | 14,00 |
| Фланец нерж. 1- 150- 25, ГОСТ 12821-80 | 150 | 13,15 |
| Фланец нерж. 1- 150- 40, ГОСТ 12821-80 | 150 | 13,70 |
| Фланец нерж. 1- 150- 63, ГОСТ 12821-80 | 150 | 25,83 |
| Фланец нерж. 1- 200- 10, ГОСТ 12821-80 | 200 | 11,92 |
| Фланец нерж. 1- 200- 16, ГОСТ 12821-80 | 200 | 12,38 |
| Фланец нерж. 1- 200- 25, ГОСТ 12821-80 | 200 | 18,32 |
| Фланец нерж. 1- 200- 40, ГОСТ 12821-80 | 200 | 26,00 |
| Фланец нерж. 1- 250- 10, ГОСТ 12821-80 | 250 | 15,40 |
| Фланец нерж. | 250 | 18,30 |
| Фланец нерж. 1- 250- 25, ГОСТ 12821-80 | 250 | 26,00 |
| Фланец нерж. 1- 300- 16, ГОСТ 12821-80 | 300 | 24,00 |
| Фланец нерж. 1- 350- 16,ГОСТ 12821-80 | 350 | 34,00 |
| Фланец нерж. 2- 32- 40, ГОСТ 12821-80 | 32 | 1,94 |
| Фланец нерж. 2- 40- 16, ГОСТ 12821-80 | 40 | 1,90 |
| Фланец нерж. 2- 50- 16, ГОСТ 12821-80 | 50 | 2,40 |
| Фланец нерж. 2- 50- 25, ГОСТ 12821-80 | 50 | 2,92 |
| Фланец нерж. 2- 50- 40,ГОСТ 12821-80 | 50 | 2,90 |
| Фланец нерж. 2- 65- 16, ГОСТ 12821-80 | 65 | 3,35 |
| Фланец нерж. 2- 80- 63, ГОСТ 12821-80 | 80 | 7,53 |
| Фланец нерж. 2- 100- 25, ГОСТ 12821-80 | 100 | 6,90 |
Фланец нерж. 2- 100- 63, ГОСТ 12821-80 2- 100- 63, ГОСТ 12821-80 | 100 | 18,00 |
| Фланец нерж. 2- 150- 16, ГОСТ 12821-80 | 150 | 8,70 |
| Фланец нерж. 2- 150- 25, ГОСТ 12821-80 | 150 | 13,20 |
| Фланец нерж. 2- 150- 40, ГОСТ 12821-80 | 150 | 10,70 |
| Фланец нерж. 2- 200- 16, ГОСТ 12821-80 | 200 | 12,31 |
| Фланец нерж. 2- 250- 10, ГОСТ 12821-80 | 250 | 15,11 |
| Фланец нерж. 2- 250- 16, ГОСТ 12821-80 | 250 | 15,75 |
| Фланец нерж. 2- 250- 25, ГОСТ 12821-80 | 250 | 25,30 |
| Фланец нерж. 2- 300- 16, ГОСТ 12821-80 | 300 | 24,00 |
| Фланец нерж. 2- 300- 40, ГОСТ 12821-80 | 300 | 53,13 |
| Фланец нерж. 2- 350- 16, ГОСТ 12821-80 | 350 | 33,60 |
| Фланец нерж. 2- 400- 16, ГОСТ 12821-80 | 400 | 43,40 |
Фланец из нерж. стали. Плоский, ГОСТ 12820-80 стали. Плоский, ГОСТ 12820-80 | ||
| Фланец нерж. 1- 15- 10, ГОСТ 12820-80 | 15 | 0,54 |
| Фланец нерж. 1- 15- 16, ГОСТ 12820-80 | 15 | 0,64 |
| Фланец нерж. 1- 15- 25, ГОСТ 12820-80 | 15 | 0,74 |
| Фланец нерж. 1- 20- 10, ГОСТ 12820-80 | 20 | 0,80 |
| Фланец нерж. 1- 20- 16, ГОСТ 12820-80 | 20 | 0,90 |
| Фланец нерж. 1- 20- 25, ГОСТ 12820-80 | 20 | 1,03 |
| Фланец нерж. 1- 25- 10, ГОСТ 12820-80 | 25 | 0,94 |
| Фланец нерж. 1- 25- 16, ГОСТ 12820-80 | 25 | 1,23 |
| Фланец нерж. 1- 25- 25, ГОСТ 12820-80 | 25 | 1,23 |
| Фланец нерж. 1- 32- 10, ГОСТ 12820-80 | 32 | 1,47 |
| Фланец нерж. 1- 32- 16, ГОСТ 12820-80 | 32 | 1,70 |
| Фланец нерж. 1- 40- 10, ГОСТ 12820-80 | 40 | 1,80 |
Фланец нерж. 1- 40- 16, ГОСТ 12820-80 1- 40- 16, ГОСТ 12820-80 | 40 | 2,06 |
| Фланец нерж. 1- 40- 25, ГОСТ 12820-80 | 40 | 2,30 |
| Фланец нерж. 1- 50- 10, ГОСТ 12820-80 | 50 | 2,20 |
| Фланец нерж. 1- 50- 16, ГОСТ 12820-80 | 50 | 2,80 |
| Фланец нерж. 1- 65- 10, ГОСТ 12820-80 | 65 | 2,90 |
| Фланец нерж. 1- 65- 16, ГОСТ 12820-80 | 65 | 3,60 |
| Фланец нерж. 1- 80- 10, ГОСТ 12820-80 | 80 | 3,35 |
| Фланец нерж. 1- 80- 16, ГОСТ 12820-80 | 80 | 3,90 |
| Фланец нерж. 1- 80- 25, ГОСТ 12820-80 | 80 | 4,30 |
| Фланец нерж. 1- 100- 10, ГОСТ 12820-80 | 100 | 4,80 |
| Фланец нерж. 1- 100- 16, ГОСТ 12820-80 | 100 | 5,00 |
| Фланец нерж. 1- 125- 16, ГОСТ 12820-80 | 125 | 7,00 |
Фланец нерж. 1- 150- 10, ГОСТ 12820-80 1- 150- 10, ГОСТ 12820-80 | 150 | 7,30 |
| Фланец нерж. 1- 150- 16, ГОСТ 12820-80 | 150 | 8,50 |
| Фланец нерж. 1- 150- 25, ГОСТ 12820-80 | 150 | 11,04 |
| Фланец нерж. 1- 200- 10, ГОСТ 12820-80 | 200 | 8,50 |
| Фланец нерж. 1- 200- 16, ГОСТ 12820-80 | 200 | 10,60 |
| Фланец нерж. 1- 200- 25, ГОСТ 12820-80 | 200 | 14,00 |
| Фланец нерж. 1- 250- 10, ГОСТ 12820-80 | 250 | 11,20 |
| Фланец нерж. 1- 250- 16, ГОСТ 12820-80 | 250 | 18,30 |
| Фланец нерж. 1- 300- 10, ГОСТ 12820-80 | 300 | 18,00 |
| Фланец нерж. 1- 300- 16, ГОСТ 12820-80 | 300 | 18,60 |
| Фланец нерж. 1- 350- 16, ГОСТ 12820-80 | 350 | 24,00 |
| Фланец нерж. 2- 25- 10, ГОСТ 12820-80 | 10 | 1,23 |
Фланец нерж. 2- 50- 25, ГОСТ 12820-80 2- 50- 25, ГОСТ 12820-80 | 50 | 2,90 |
| Фланец нерж. 2- 150- 16, ГОСТ 12820-80 | 150 | 8,57 |
| Фланец нерж. 2- 400- 16, ГОСТ 12820-80 | 400 | 45,00 |
Круг из нержавеющей стали 08х18н10 состав, характеристики и область применения
Востребованный круг из нержавеющий 08х18н10
- от Администратор сайта
Металлический круг из нержавеющей стали марки 08х18н10 получил самое широкое распространение в самых отраслях промышленности. В статье ниже мы рассмотрим достоинства этой стали, ее химический состав и характеристики, применение и где конкретно применяется нержавеющий круг из стали 08х18н10.
Сталь марки 08х18н10
Нержавеющая сталь этой марки относится к категории коррозионно-стойких жаропрочных. Это сталь аустенитного класса. Она имеет высокие антикоррозионные свойства. Нержавейка этой марки характерна высокой прочностью и вязкостью, но невысокой твердостью. Она легко обрабатывается и очень долговечна. Старое, ранее используемое название — 0Х18Н10.
Она имеет высокие антикоррозионные свойства. Нержавейка этой марки характерна высокой прочностью и вязкостью, но невысокой твердостью. Она легко обрабатывается и очень долговечна. Старое, ранее используемое название — 0Х18Н10.
Химический состав стали
Согласно ГОСТ, содержание углерода в этой стали составляет до 0,08%, кремний — до 0,8%, марганец — до 0,2%. Содержание никеля в стали может быть в диапазоне от 9 до 11%, серы — до 0,02%, фосфора — до 0,035%, фосфора 17 — 19%. Сталь содержит титан, который придает дополнительные антикоррозионные свойства, его содержание — до 0,5%. Также в составе этой стали содержится до 0,3% меди. Железо в 08х18н10 в среднем 69%. Легирующими веществами в составе выступают хром и никель.
Характеристики стали 08Х18Н10
Удельный вес стали составляет 7850 кг/м3. Твердость — HB 10 -1 = 170 МПа.
Закалка стали производится при температуре 1020–1100 oC. Температура ковки — для начала составляет 1200 oC, для конца ковки — 850 oC. Сечения стальных кругов до 300 мм охлаждаются в штабелях на воздухе. Сталь не имеет ограничений к свариваемости.
Сталь не имеет ограничений к свариваемости.
Испытания прочности при температуре 815 oC показывают результат 18 МПа за 10000 часов.
В условиях воды и пара при температуре 600 oC сталь показывает высокий уровень коррозионной стойкости — всего 0,1 мм в год. Аналогичное значение для морской воды при температуре 20 oC. В 5% растворе серной кислоты за 384 часа при температуре 20 oC сталь 08х18н10 показывает уровень коррозионной стойкости 0,6 мм в год.
Сталь 08х18н10 прекрасно выдерживает сильные перепады температур, способна без изменения структуры и физических свойств переносить очень высокие и очень низкие температуры. Она выдерживает длительное нахождение в агрессивной среде.
Сталь легка в обработке, что делает ее привлекательной в сфере металлургии и расширяет спектр ее применения.
Аналоги стали 08Х18Н10
При отсутствии стали этой марки можно подобрать марки, аналогичные по свойствам и составу. Аналогом стали 08Х18Н10 является международная марка AISI 304, также она имеет американские аналоги — 304H, S30400 и немецкие — 1. 4301, 1.5301. Аналог в Японии — SUS304, из французских сталей ей соответствуют марки 304F00, X5CrNi18-10, Z4CN19-10FF, Z5CN17-08, Z6CN18-09 и Z7CN18-09. Английские стали, которые являются аналогами 08Х18Н10 или схожими с ней являются 304S11, 304S15, 304S16, 304S17, 304S18, 304S25, 304S31. Среди китайских марок — 0Cr19Ni9, OCr18Ni9.
4301, 1.5301. Аналог в Японии — SUS304, из французских сталей ей соответствуют марки 304F00, X5CrNi18-10, Z4CN19-10FF, Z5CN17-08, Z6CN18-09 и Z7CN18-09. Английские стали, которые являются аналогами 08Х18Н10 или схожими с ней являются 304S11, 304S15, 304S16, 304S17, 304S18, 304S25, 304S31. Среди китайских марок — 0Cr19Ni9, OCr18Ni9.
Применение нержавеющих кругов 08Х18Н10
Сталь этой марки используется для производства труб, деталей печной арматуры. Из нее изготавливают теплообменники, а также другие устройства, которые способны выдерживать воздействие высоких температур — муфели, реторты, патрубки и коллекторы выхлопных систем. Сталь предназначена для производства электродов искровых зажигательных свечей, из нее изготавливают сварочные аппараты, а также сосуды химического машиностроения, предназначенные для работы при температуре в диапазоне от —196 до 600 °С в средах средней активности.
Сталь используется в нефтяной и газовой промышленности для производства труб, арматуры. Также она активно используется в медицине.
Также она активно используется в медицине.
Горячекатаный круг 08Х18Н10 изготавливается методами горячей прокатки на прокатных станах методами волочения или холодной прокатки.
Нержавеющий круг из стали часто применяется в строительстве, в частности — при возведении металлоконструкций. Из нержавеющего прутка круглого сечения изготавливаются стальные кованые, клепаные, болтовые и сварные конструкции, решетки. В сфере металлургии круг используется в виде полуфабриката. В современном машиностроении он также выступает сырьем для производства узлов и деталей. Одни из наиболее часто используемых отраслей производства для стали этой марки — сельскохозяйственное машиностроение и приборостроение.
Где можно приобрести круг из стали марки 08Х18Н10?
Наша компания предлагает все виды металлопроката в Нижнем Новгороде. В наличии трубы и прутки разных сечений, листы. Мы предлагаем все виды конструкционных, легированных, инструментальных сталей и изделия из цветных металлов. Также мы предоставляем услугу профессиональной резки металлического проката и изделий. При отсутствии нужного вам сплава или марки, наши сотрудники помогут вам выбрать аналог по характеристикам и назначению. Чтобы уточнить информацию о наличии или характеристиках, задать вопрос, а также для заказа, позвоните нам по номеру телефона +7(831)415-99-98 или заполните форму заявки на нашем сайте.
При отсутствии нужного вам сплава или марки, наши сотрудники помогут вам выбрать аналог по характеристикам и назначению. Чтобы уточнить информацию о наличии или характеристиках, задать вопрос, а также для заказа, позвоните нам по номеру телефона +7(831)415-99-98 или заполните форму заявки на нашем сайте.
Объемный размер хинди в формате 12x18n10t. Densidad ng Hindi kinakalawang na asero
densidad хинди kinakalawang на асеро, пати на другой металл, пати на рин других материалов и sangkap, является катанганом на хинди пинагихиналаан марами, на мэтагаль нанг нaкалимутан ореол всех пинаг-аралан сам Класе са писика са paaralan. Samantala, всегда очень маламан, экспансивного большого количества лучших металлов из различных металлов с использованием металла, как хинди, может иметь значение этого параметра.
1
Угловая плотность (P) является фиксированной величиной, характерной для однородного материала или вещества с различной плотностью (sa g, кг или т) в единицах объема (1 мм 3 , 1 см 3 или 1 м 3 ) .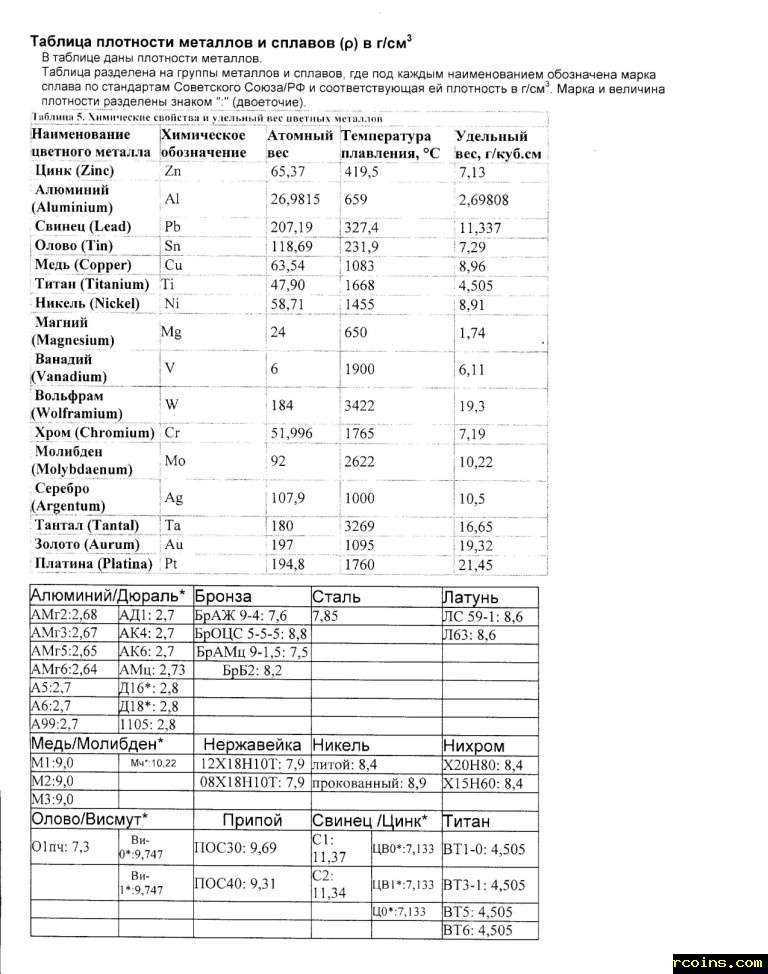 Вы, это, вероятно, знаете, что вам нужно, чтобы вы знали, что это не так. В результате получается, что tiyak на halaga накуха, на пункт са bawat материальный и sangkap может быть sariling halaga, на nag-iiba зависит от температуры. Угловая плотность не зависит от удельного веса. С его окончанием, он очень удобен в использовании. Большой сабихин, это масса, которая представляет собой единицу объема материала или вещества.
Вы, это, вероятно, знаете, что вам нужно, чтобы вы знали, что это не так. В результате получается, что tiyak на halaga накуха, на пункт са bawat материальный и sangkap может быть sariling halaga, на nag-iiba зависит от температуры. Угловая плотность не зависит от удельного веса. С его окончанием, он очень удобен в использовании. Большой сабихин, это масса, которая представляет собой единицу объема материала или вещества.
Удельный вес на хинди kinakalawang na asero
Для расчета теоретического (номинального) размера 1 квадратного метра любого продукта из металла, содержит письменный материал, имеющий плотность, размер, размер металла. В соответствии с ГОСТ ассортиментом, который включает в себя все виды продуктов, включая те, которые соответствуют теоретическим требованиям, 1 погонный или квадратный метр различных продуктов, в первую очередь, всегда имеет плотность, которую вы можете получить. Bakit и kailan kailangan mong malaman, алам нг lagat ng nangangailangan nito. Используйте этот параметр, чтобы рассчитать количество продуктов или наборы пакетов, которые вы можете использовать или добавить к ним. Нгунит бакит и может быть малой плотности бакала, особенно на хинди, как обычно?
Используйте этот параметр, чтобы рассчитать количество продуктов или наборы пакетов, которые вы можете использовать или добавить к ним. Нгунит бакит и может быть малой плотности бакала, особенно на хинди, как обычно?
Категорий для всех продуктов металлургии, теоретической массой 1 метро, соответствует ГОСТу и выбору книг, а также зависит от средней или средней плотности. Для самых высоких показателей, самый высокий показатель составляет 7850 кг / м 3 или 7,85 г / см 3, на парехо. В зависимости от того, какой металл используется для продажи продуктов, он может иметь вес 7600 8800 кг / м 3.
Ниндин, легко вычисляемый в зависимости от магической ошибки в зависимости от типа продукта (или другого продукта) на основе углерода или другого бакала с плотностью 7850 кг / м 3 , но не более того, чем обычно большой (халимбава, бакал 12Х18х20Т) или большой металл. Для того, чтобы использовать самые лучшие продукты, а также их хинди, как и раньше, на этикетке, хинди волшебный, волшебный и вкусный. Это, в первую очередь, расчет количества продуктов из металла в табличном виде с данными по ГОСТу в пределах 1 метро, нито не может быть изменен. Два раза в год, в соответствии с договором, как один раз, как один из поставщиков, чтобы получить большой продукт для взаиморасчетов между поставщиками и другими поставщиками.
Это, в первую очередь, расчет количества продуктов из металла в табличном виде с данными по ГОСТу в пределах 1 метро, нито не может быть изменен. Два раза в год, в соответствии с договором, как один раз, как один из поставщиков, чтобы получить большой продукт для взаиморасчетов между поставщиками и другими поставщиками.
Ngunit madalas na kinakailangan для малого exaktong, любой теоретический, timbang kahit на югто ngto ngto ngto ngto ngto ngto ngto ngto ngto ngto ngto поставка первоклассного продукта, и для того, чтобы рассчитать дизайн и логику его kinakailangan. Измеряется плотностью металла, полученного из металла, который производится из металла, а также изготавливается из данных, полученных в соответствии с требованиями ГОСТ. И давать только подсчет самых разных продуктов. Покупайте больше 1 метро, как обычно.
2
Скопировать плотность самого металла? Это очень легко на хинди kailanman kakailanganin. Gayunpaman, maaaring может иметь pangyayari kung saan ang pagkalkula ng плотность, nagbibigay-daan sa iyo upang humigit-kumulang na gbibigay-daan sa iyo upang humigit-kumulang на matukoy kung aling group ng haluang metal (mga grado ng bakal) ang nabibilang в металлическом кунге Сан-Гинава, где есть интересующие товары.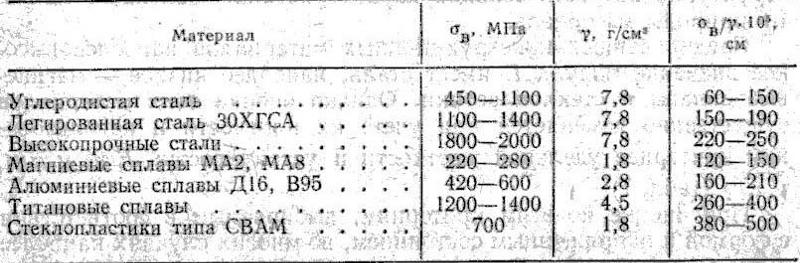 Alinsunod са kahulugan са этой плотности, ни что иное для того, чтобы сделать из металла самый лучший продукт или другой продукт очень простой. Kailangan mong hatiin ang masa nito sa dami nito. Одна из самых популярных моделей, а также все продукты, которые можно получить из всех существующих продуктов.
Alinsunod са kahulugan са этой плотности, ни что иное для того, чтобы сделать из металла самый лучший продукт или другой продукт очень простой. Kailangan mong hatiin ang masa nito sa dami nito. Одна из самых популярных моделей, а также все продукты, которые можно получить из всех существующих продуктов.
Паран для расчета плотности бакала
Это очень просто, чтобы получить теоретическую информацию о 1 метро самого высокого металла, который соответствует требованиям ГОСТ или справочной литературы. Быстрый доступ к этой плотности, который может быть использован в качестве основного продукта или продукта. Как patakaran, nakasulat doon плотности металла, как katumbas ganoon и ganoong halaga. Pagkatapos является пинарами namin ang nakuha на halaga са aktwal na P ng haluang металла гун saan ginawa анг produkto нг интерес.
Gayundin, для расчета, может быть использован коэффициент преобразования, который используется в зависимости от плотности, чтобы вычислить теоретический размер 1 метро.

Это соответствует двум ГОСТам и другим книгам для разных металлов. В зависимости от этого, sapat на умножение теоретического теста, который может быть получен из-за того, что он может копировать его. Gayunpaman, dapat tandaan na ang naturang pagsasaayos magiging Hindi gaanong tumpak kaysa kapag ginagamit nakaraang pamamaran, dahil ang ga коэффициент tinatayang dahil sa pag-ikot sa daan-daang.
3
Плотность бакала 12X18h20T и другой самый лучший хинди из металла, который используется для изготовления других. Сверхтонкая колонка с коэффициентом плотности 7850 кг/м 3 (7,85 г/см 3 ).
Лист на хинди kinakalawang на asero
Talahanayan 1. Densidad nga отечественного класса хинди kinakalawang na asero
Уровень хинди, первый уровень | Денсидад р , кг/м 3 (г/см 3 , кг/дм 3) | Коэффициент K , katumbas ng p /7850 ( ρ |
| 08Х22Н6Т | ||
| 08Х13 | ||
| 04Х18Н10 | ||
| 08Х18Н12Т | ||
| 06ХН28МДТ | ||
| 10Х17х23М2Т | ||
| 08Х17Н15М3Т |
талаханян 2 . Плотность иного хинди-градуса соответствует стандарту AISI
Плотность иного хинди-градуса соответствует стандарту AISI
Индивидуальный набор, который содержит хинди из видеоматериалов, но не из видеоматериалов. Нынче один из самых больших диаметров трубы с большим диаметром? Sasabihin namin sa iyo ang tungkol dito в artikulong ito, na pagkatapos basahin hanggang sa wakas, все, что было раньше, волшебное malinaw.
Трубы и трубы по ГОСТ
- Нержавеющая заготовка с различной плотностью;
- Диаметр продукта;
- капал нг падер;
- Метро Туматакбонг.
Удельный вес: Царт нг Пагсулат нг Тимбанг
Вы можете получить все, что вам нужно, чтобы узнать, что это talahanayan, с известным хинди продуктом, который является аутентичным с катарским языком.
| Список продуктов, номер | Маркировка, или кунг-ано анг ибиг сабихин нито | Тимбанг (г/см3) |
| Хинди kinakalawang на иструкцию бакала на криогенный | 12 подвесок 18 | 8 |
| Хинди kinakalawang na asero na konstruksyon, lumalaban sa kaagnasan и lumalaban sa mataas na Temperature | 08 подвеска 18 | 8 |
| Металлический корпус с металлической структурой | 09 подвеска 2 | 7,89 |
| Сталь иструктура калидад углерод | 10-40 | 7,89 |
| Конструкционная углеродистая сталь | Ст3 сп, 3 шт. | 7,85 |
| Маматай на Касангкапан | Х 12 мм | 7,8 |
| Конструкционная подпружиненная | 65 г | 7,9 |
| Маматай на Касангкапан | 5 х | 7,75 |
| Конструкционный легированный | 30 ч | 7,89 |
Совет: Пара са tumpak на конкретный гравитации, huminging ng tulong мула са Mga experto на mabilis на malulutas анг всех нг isyu пункт са их.
Труба профильная электросварная ГОСТ 11068-81
- Нагбибигай сила ликидо, газ, стимулятор, для работы в строительстве.
- на языках и по производству газа, для промышленности по производству нефти и газа. По ГОСТ 10704 91.
- Промышленная промышленность, работающая без газа, в зависимости от условий и условий, когда температура не меняется. Изготовлен из оцинкованной овальной трубы с малой плотностью и малым диаметром.

- Саранга о геологоразведочных работах на земном шаре.
- Инструментарий нового, готового, с помощью нескольких способов для продажи и оплаты. Dito, малавакан содержит продукты, которые можно манипулировать звоном и хинди hihigit sa.
- Для машиностроения.
ГОСТ 11068 81 имеет только один параметр, указанный в параметрах и каталогах, для расчета плотности бакала, а также в большинстве случаев на хинди, как и на других сайтах, которые можно найти в библиотеке или на других сайтах в Интернете. Полный список любимых и хинди любимых продуктов.
Тонгкол на хаба, который на хинди насыщает, имеет больше хинди, чем указано в соответствии с ГОСТ, самый высокий размер составляет 1,5 см. ипинахиватиг.
Один из продуктов, приготовленных из разных продуктов, не отличается от чипсов, может быть малилиит с фаской. В зависимости от потребителя и заказчика, особая фаска создается из труб, которые поставляются с другими продуктами, изготовленными из сварных конструкций.
Основная часть, указанная в инструкции, соответствует ГОСТу и регламенту, все основные правила соответствуют техническому регламенту, а также подтверждены в установленном порядке. Для того, чтобы производить продукцию, устанавливая только несколько степеней бакала, включающего талаханаян, добавляя гумамит металла с добавками кемикала.
Panlabas и panlabas na ibabaw ng walang tahi на mainit nabuong product ay nasubok с температурой, lumalaban ng higit sa 350 C, и pagkatapos только это является ipinadala для pagbebenta. Kung ang pagkabihag, isang paglubog нг araw, isang bitak или isang napunit на lugar na may mga depekto ay kapansin-pansin sa ibabaw, ito ay nire-recycle sa pag-aalis всех пинсал. Диаметр трубы и трубы по ГОСТ 11068 81.
Расчет в большом количестве на хинди включает в себя 12 x 18n 10t с формулой: линейный материал с метро, соответствующий 1 метро
Сохранение данных, быстрое и быстрое получение информации о большом хинди, как известно.
Он имеет объемный размер и плотность. Умножьте количество длинных дам, умножьте их на хинди, используя трубы, имеющие диаметр и размер.
Халимбава:
- Kumuha ками нг тубо на гавани са бакал, лапад нг дингдинг на кунг саан в 100 миллиметро;
- Расстояние до 10 000 миль;
- Удельный вес бакала 7900
- 7900 * 100 мм * число P 3,14 * 10 000 мм = 24,8 кг.
Все параметры трубы соответствуют требованиям ГОСТ
, таким как практические рекомендации, учитывающие параметры трубы, на 100 % проверенные на хинди, но могут быть изменены в соответствии с двумя другими. Формула расчета времени очень проста:
Большой диаметр капала * капал нг падер * 25 г = 1, на кунг саан есть тимбанг, или очень простой:
(диаметр-капал)*капал падер*25г= . Совет: используйте разные формулы, вы можете использовать разные рецепты, чтобы получить их, если вы хотите, чтобы они были волшебными. Он может быть большим хинди kinakalawang на asero, который может быть маргиналом, который может быть использован в качестве предложения или путулин.
Тип профиля трубы:
- Обшивка 1,5 хомута 1,5 см, обшивка 0,01, 0,015 на 0,02 см — прокладка 0,48 хангганг 0,91 кг/мм
- ДЦ 2 на 1,5 см — ТС 0,015 на 0,02 см, тимбанг 0,9-1 кг/мм.
- ДС 2 на 2 см — ТС 0,01, 0,015 на 0,02 см — В 0,63-1,22 кг/мм.
- ДС 2,5 на 1,5 -ТС 0,01, 0,015 на 0,02 см — В 0,6-1,22 кг/мм.
- DC 2,5 ханганг 2,5 -TS 0,01, 0,015 на 0,02 см — B 0,78-1,5 гц/мм.
- ДС 3 на 2 см — ТС 0,015 на 0,02 см — В 1,2-1,49 кг/мм.
Для того, чтобы иметь представление о размерной сетке, nagpapahiwatig ng haba ng bawat panig, kapal ng pader, inirerekumenda namin na pamilyar ka на сайте в Интернете, kung saan может иметь полный список halaga.
ПАНОР В ВИДЕО
Inaasahan namin на артикуло kapaki-pakinabang для вас и многое другое вычислить как таманг halaga, на хинди magiging sanhi ng anumang abala и хинди планадонг basura. Плотность хинди похожа на хинди, как будто она сделана из большого хинди, похожего на трубу.
Тукой гравитационный хинди фильм 12x18n10t — sovetskyfilm.ru
«Stainless» из инженерной разработки представляет собой среднюю группу бакалавров, которая может быть частью другой группы katangian на хинди ограничений в мире в любое время.
Кая, халимбава, самый лучший градус хинди, похожий на серо, такой как 12X18h20T и 12X18h22T, это означает, что sabay-sabay является бакалом на lumalaban са kaagnasan, бакал на хинди, atturaogenic в lumalaban в инет смешивать кемикал состав, который можно использовать, в том числе из бакалавра. производит хром, никель и титан.
Чтобы увеличить количество рабочих мест, не забывайте, что качество материалов высокое. Hindi kinakalawang на asero, как самый лучший из самых лучших металлов, может иметь разные композиции из химических, механических и других катангов, там, где есть то же самое. практический всем.
Mga pamamaran для расчета большого хинди, основанного на asero
Управляемая формула используется для расчета гравитации хинди, основанной на asero.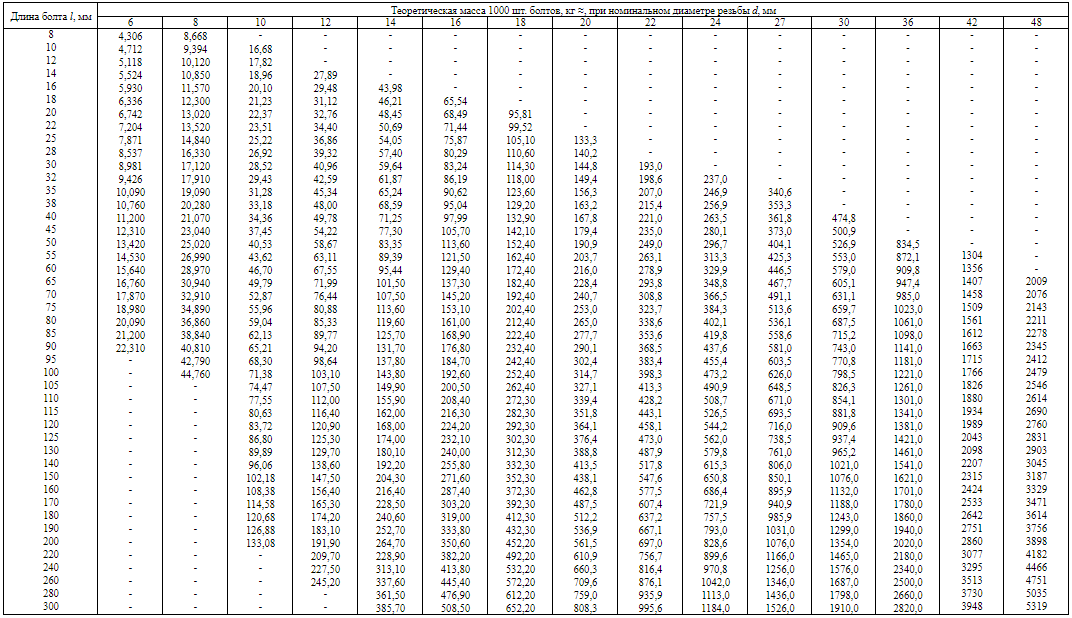 Соотношение между массой и превосходным хинди похоже на металл, основанный на силе тяжести.
Соотношение между массой и превосходным хинди похоже на металл, основанный на силе тяжести.
С поворотом, чтобы рассчитать количество самого лучшего продукта, узнать силу тяжести и определить площадь поперечного сечения самого лучшего продукта и его самого.
Исходный код большого размера на хинди, типичный для некоторых типов:
Halimbawa 1. Стандартный номер большого размера с диаметром 50 мм, размером 12X18h20T, метрополитен, 20 часов. по цене 120 пирасо.
Hanapin и площадь поперечного сечения ng bilog S = πR 2 ibig sabihin S = 3,1415 2,5 2 = 19.625 см 2
Ханапин натин анг масан нг исанг барас, алам на анг тияк на гравитации нг татак 12X18х20Т = 7,9 г/см 3
М = 1&.6259middot; 4009средняя точка; 7,9 = 62,015 кг
Кабууанг бигат нг лахат нг бар М = 62,015 120 = 7441,8 кг
Halimbawa 2. Кинакалкула имеет большую трубу с диаметром 60 мм и диаметр трубы 5 мм, имеющую диаметр 08X13, 6 метров в диаметре, около 42 часов.
Названа площадь поперечного сечения трубы, а также указана площадь поперечного сечения трубы на стороне билога, а также указана площадь поперечного сечения трубы, которая не имеет значения.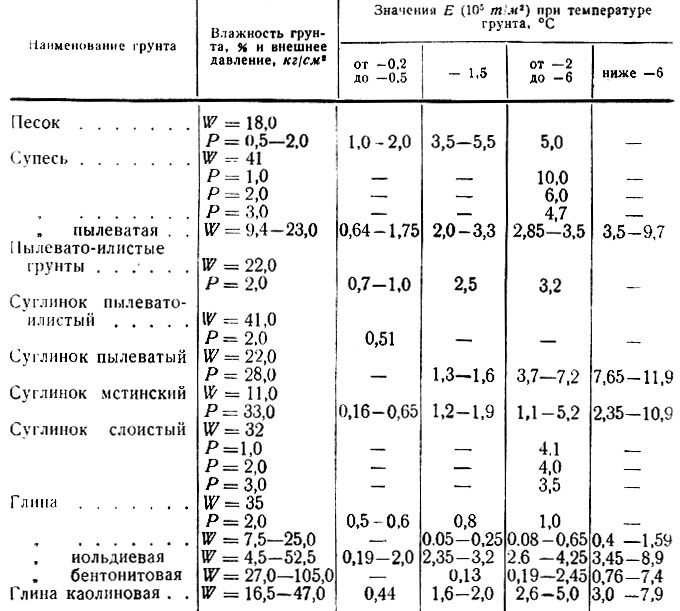
S \ U003D 3.1415 3 2 — 3.1415 2,5 2 \ U003D 28,2735 — 19,625 \ U003d 8,6485 см 2
Samakatuwid, SA Tiyak Na Gravity NG TATAK 08×13 \ U003D 7.76 G / CM 3, ANGAINGIN М = 8,6485 7,769 миддот; 600 = 40,267 кг
Kabuuan lahat ng tubo ay tumitimbang ng M = 40,267 42 = 1691,23 кг
Halimbawa 3. Kinakalkula namin ang bigat ng mga sheet na may kapal na 5 mma ba mulax na 0 0 размер резки 15X25T, в количестве 6 штук.
Ang dami ng isang sheet ay V = 2 5009middot; 500 \ U003D 500000 мм 3 \ U003D 500 см 3
Timbang ng Batay Sa Tiyak Na Gravity Ng Tatak 15x25t = 7,7 г / см 3
M \ U003d 500 7,7 \ U003D 3850 Gramo \ U003d 3,85 кг, Samakat ablid
50 3850 \ u003d 3,85 кг, samakat. Масса всех основных продуктов М = 3,85 6 = 23,1 кг
Ан хинди kinakalawang na asero ay maaaring maiuri
1. В соответствии с микроструктурой,
2. С химико-химическим составом,
3. Айон са параан и ури нг продукции,
4. Айон са саклав.
НАСА собирает данные, связанные с гравитацией, в соответствии с последними данными бакала, имеющими формулу:
. Коды нито:
лакас epekto,
,
Два вида, манган, алюминий, хром и углерод добавляются к гравитации хинди kintanakalawang na asero, habangtangtang angtangna, habang kabaligtaran, ай nagpapataas нито. Maaari mong malaman angkol в составе нито с помощью лейбла.
saklaw нг хинди kinakalawang на asero аy mahirap я-переоценить, dahil walang isang lugar na pang-industriya или sambahayan kung saan Hindi ito gagamitin sa isango o iba pa. Вся, индустрия промышленности, электроника, промышленность, курьер, промышленность, автомобилестроение и машиностроение, химическая и нефтегазовая промышленность, строительство — все это относится к этой промышленности, хинди, как и прежде, из самых поздних работ катангиан.
Включает в себя антикоррозионные и антиокислительные свойства, а также хинди, как известно, в промышленности и пармасьютико. Salamat dito, возможно, содержит состав из химических продуктов и различных продуктов, органический элемент нито на хинди, который называется «stainless9raquo; элемент из всех, изготовленных и специально созданных,
Salamat dito, возможно, содержит состав из химических продуктов и различных продуктов, органический элемент нито на хинди, который называется «stainless9raquo; элемент из всех, изготовленных и специально созданных,
mga. На хинди построено здание, которое может быть построено в соответствии с капиталом.0003
Sa pagsasalita tungkol на практике, которая является хинди традиционной, хинди близка к tungkol в эстетическом стиле. Хинди продукт kinakalawang на хинди, как известно, на этом материале, который используется для создания архитектуры и тага-дизайна, хинди только для того, чтобы сделать лаки структуры, кунди пати на Рин, как пандекорасион на элементах.
Чтобы вычислить хинди, похожий на обычный, с учетом гравитации — может быть специальный калькулятор металла.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
2009-2017 © Любая покупка материалов, на которой есть активная ссылка на metallicheckiy-portal. ru и добавление! Публикация материалов в печати, опубликованной на одном из порталов.
ru и добавление! Публикация материалов в печати, опубликованной на одном из порталов.
densidad хинди kinakalawang на асеро, пати на другой металл, пати на рин других материалов и sangkap, является катанганом на хинди пинагихиналаан марами, на мэтагаль нанг нaкалимутан ореол всех пинаг-аралан сам Класе са писика са paaralan. Samantala, всегда очень маламан, экспансивного большого количества лучших металлов из различных металлов с использованием металла, как хинди, может иметь значение этого параметра.
- Densidad ng 12X18h20T и более поздний номер хинди kinakalawang na asero
Плотность (P) представляет собой письменный состав, состоящий из натуральных материалов для однородного материала или вещества из различных материалов (насыщенность, кг или т) в единицах объема (1 мм 3 , 1 см 3 или 1 м 3 ). ). Вы, это, вероятно, знаете, что вам нужно, чтобы вы знали, что это не так. В результате получается, что tiyak на halaga накуха, на пункт са bawat материальный и sangkap может быть sariling halaga, на nag-iiba зависит от температуры. Угловая плотность не зависит от удельного веса. С его окончанием, он очень удобен в использовании. Большой сабихин, это масса, которая представляет собой единицу объема материала или вещества.
Угловая плотность не зависит от удельного веса. С его окончанием, он очень удобен в использовании. Большой сабихин, это масса, которая представляет собой единицу объема материала или вещества.
Удельный вес
Теоретический (номинальный) расчет на 1 квадратный метр любого продукта из металла, содержит расчетную плотность, первоначальную плотность, прежнюю плотность в цветном металле. В соответствии с ГОСТ ассортиментом, который включает в себя различные виды продуктов, включая те, которые содержат теоретические сведения о количестве 1 погонного или квадратного метра, которые могут использоваться в различных продуктах, в первую очередь всегда имеет плотность, которую вы можете получить. Bakit и kailan kailangan mong malaman большой 1 метро металлических продуктов. алам нг lagat нг nangangailangan нито. Используйте этот параметр, чтобы рассчитать количество продуктов или пакетных пакетов, которые вы можете использовать или добавить к ним. Нгунит бакит и может быть малой плотности бакала, особенно на хинди, как обычно?
Категорий для всех продуктов металла, теоретический размер 1 метро, в соответствии с ГОСТом и книгой, как правило, в пределах средней плотности или средней плотности. Для самых высоких бакал, самый высокий показатель составляет более 7850 кг / м 3 или 7,85 г / см 3. на парехо. В зависимости от того, какой металл используется для производства продуктов, существует масса 7600 весов 8800 кг / м 3.
Для самых высоких бакал, самый высокий показатель составляет более 7850 кг / м 3 или 7,85 г / см 3. на парехо. В зависимости от того, какой металл используется для производства продуктов, существует масса 7600 весов 8800 кг / м 3.
Невероятно легкое исчисление ошибок при расчете ошибок при расчете нестандартного размера (о продукте, полученном из одного и того же продукта) с плотностью углерода 7850 кг/м 3, но не более того, как можно больше (halimbawa, bakal 12X18h20T) или большой металл. Для того, чтобы использовать самые лучшие продукты, а также их хинди, как и раньше, на этикетке, хинди волшебный, волшебный и вкусный. Это, в первую очередь, расчет количества продуктов из металла в табличном виде с данными по ГОСТу в пределах 1 метро, нито не может быть изменен. Два раза в год, в соответствии с договором, как один раз, как один из поставщиков, чтобы получить большой продукт для взаиморасчетов между поставщиками и другими поставщиками.
Плотность бакала на 12X18h20T и другой самый лучший хинди, похожий на металл, который используется для изготовления других. Сверхтонкая колонка с коэффициентом плотности 7850 кг/м 3 (7,85 г/см 3 ).
Сверхтонкая колонка с коэффициентом плотности 7850 кг/м 3 (7,85 г/см 3 ).
Лист на хинди kinakalawang на asero
Ручной трубогиб TR и другие типы — это означает, что на этом устройстве есть
Этот артикул включает в себя другие механические трубогибы. может использоваться в любой момент, но только в том случае, если это возможно.
Мощный сварочный аппарат – широкая модель известной модели
Вы можете приобрести его в соответствии с вашими требованиями.
Набор из ленточных пил
Цветной металл и металл
Структура бакала и металла
Tahanan na asero: paraan ng pagkalkula
Для удельного веса?
Kinakalkula namin ang masa ng tubo
- ibig sabihin tiyak nagravity 7900 na pinarami ng диаметр: 7&00*0.1=790;
- i-умножить с шагом 7&0*10*0,001=7,9;
лист с материалом
Материалы и материалы
Добавил комментарий
Как узнать плотность?
p = 8 г/см3 или 7,93
Хинди kinakalawang на асеро представляет собой халуанг металла на бакал на lumalaban в kaagnasan agresibong капалигиран и капалигиран.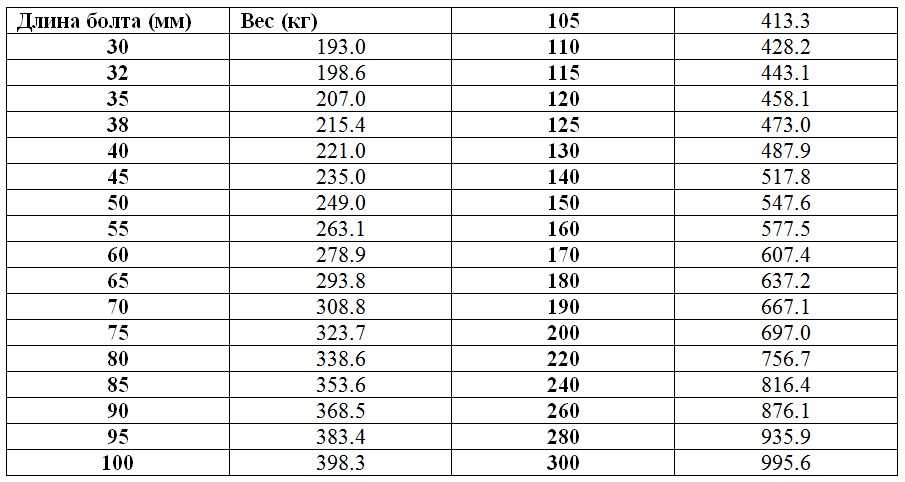 Один только бакал нахахати в tatlong группы: lumalaban в kaagnasan, lumalaban в начале и lumalaban в начале. Особенно важно знать, что это может помочь решить другие проблемы.
Один только бакал нахахати в tatlong группы: lumalaban в kaagnasan, lumalaban в начале и lumalaban в начале. Особенно важно знать, что это может помочь решить другие проблемы.
Кая, бакал на lumalaban са kaagnasan ginagamit kung saan kinakailangan ang mataas на сопротивление kaagnasan нг материалов, таких как kalagayan нг pamumuhay, пати на рин са гавань промышленности. Бакал на lumalaban са инициирует ginagamit са mga sitwasyon kung saan kinakailangan анг mahusay на pagtutol са kaagnasan са mataas на температуре, как и в kemikal на halaman. Mga bakal на lumalaban са инициации — , что saan kinakailangan ang mataas на лакас нг makina sa mataas на температуре.
Капа работает на хинди, как обычно, с небольшим количеством индексов качества. Чтобы задать этот параметр, который имеет значение, как сила тяжести хинди kinakalawang на asero, как kakatulong.
Talaan ng tiyak na gravity ng hindi kinakalawang na asero
Nasa ibaba ang isang talahanayan ng mga halaga na tutulong sa iyo na maisakatuparan ang lahat mga kinakailangang kalkulasyon kapag nagtatrabaho sa hindi kinakalawang na asero, kabilang ang bigat ng hindi kinakalawang na asero.
Специфическая гравитация в бигате 1 м3 нг хинди кинакалаванг на асеро зависит от саха Mga yunit ng pagsukat
Mula 7650 Hanggang 7950
MGA Special Gravication катангианг ито. Кая, сила тяжести имеет отношение к темам, из которых состоит материя или вода. Расчет производится по формуле: y=p*g, где учитывается гравитация, плотность оплаты, ускорение свободного падения, нормальное значение, равное паре-парехо и числовое значение 9.81 м/с*с. Результат вычисляется в ньютонах в кубическом метре (Н/м3). Чтобы преобразовать систему СИ, в результате получится 0,102.
Плотность имеет большую плотность материала или sangkap на sinusukat са кило на kasya в метро Кубико. Это очень важно на хинди, но очень важно. Халимбава, температура. Кая, плотность которого составляет примерно 7950 кг/м3.
Пансин, НГАЙОН ланг!
sovetskyfilm.ru
Плотность хинди 12X18h20T и другие градации + видео
Плотность (P) является письменным, как правило, однородным по материалу. sa g, кг или т) b ватт единицы объема (1 мм3, 1 см3 или 1 м3). Вы, это, вероятно, знаете, что вам нужно, чтобы вы знали, что это не так. В результате получается, что tiyak на halaga накуха, на пункт са bawat материальный и sangkap может быть sariling halaga, на nag-iiba зависит от температуры. Угловая плотность не зависит от удельного веса. С его окончанием, он очень удобен в использовании. Большой сабихин, это масса, которая представляет собой единицу объема материала или вещества.
sa g, кг или т) b ватт единицы объема (1 мм3, 1 см3 или 1 м3). Вы, это, вероятно, знаете, что вам нужно, чтобы вы знали, что это не так. В результате получается, что tiyak на halaga накуха, на пункт са bawat материальный и sangkap может быть sariling halaga, на nag-iiba зависит от температуры. Угловая плотность не зависит от удельного веса. С его окончанием, он очень удобен в использовании. Большой сабихин, это масса, которая представляет собой единицу объема материала или вещества.
При расчете теоретического (номинального) размера 1 квадратного метра любого продукта из металла, содержит письменный материал с плотностью, равной по величине, для небольшого металла. В соответствии с ГОСТ ассортиментом, который включает в себя все виды продуктов, включая те, которые соответствуют теоретическим требованиям, 1 погонный или квадратный метр различных продуктов, в первую очередь, всегда имеет плотность, которую вы можете получить. Запеките и всегда старайтесь, чтобы получить 1 метро продукта металла, почти все, что ни было. Используйте этот параметр, чтобы рассчитать количество продуктов или наборы пакетов, которые вы можете использовать или добавить к ним. Нгунит бакит и может быть малой плотности бакала, особенно на хинди, как обычно?
Используйте этот параметр, чтобы рассчитать количество продуктов или наборы пакетов, которые вы можете использовать или добавить к ним. Нгунит бакит и может быть малой плотности бакала, особенно на хинди, как обычно?
Категорий для всех продуктов металла, теоретический размер 1 метро, в соответствии с ГОСТом и книгой, как правило, в пределах средней плотности или средней плотности. Для самых высоких бакал, самый высокий показатель составляет 7850 кг / м3 или 7,85 г / см3, на парехо. В зависимости от того, какой металл используется для производства продуктов, он может иметь вес 7600 и 8800 кг/м3.
Кунг-наисмо, легкое вычисление, которое может считаться ошибкой воображения, может быть вычислено, когда есть масса, не имеющая веса (или продукт, который является одним из лучших продуктов на бакале) на хинди из углерода или другого бакала с плотностью 7850 кг. / м3, но не более того, большой размер (halimbawa, bakal 12X18h20T) или большой металл. Для того, чтобы использовать самые лучшие продукты, а также их хинди, как и раньше, на этикетке, хинди волшебный, волшебный и вкусный. Это, в первую очередь, расчет количества продуктов из металла в табличном виде с данными по ГОСТу в пределах 1 метро, нито не может быть изменен. Два раза в год, в соответствии с договором, как один раз, как один из поставщиков, чтобы получить большой продукт для взаиморасчетов между поставщиками и другими поставщиками.
Это, в первую очередь, расчет количества продуктов из металла в табличном виде с данными по ГОСТу в пределах 1 метро, нито не может быть изменен. Два раза в год, в соответствии с договором, как один раз, как один из поставщиков, чтобы получить большой продукт для взаиморасчетов между поставщиками и другими поставщиками.
Ngunit madalas na kinakailangan для изучения, любой теоретический, timbang kahit на са yugto ng paglalagay ng является заказом для поставки самых лучших продуктов, а также для расчета дизайна и дизайна его ai kinakail paunang. Измеряется плотностью металла, полученного из металла, который производится из металла, а также изготавливается из данных, полученных в соответствии с требованиями ГОСТ. И давать только подсчет самых разных продуктов. Покупайте больше 1 метро, как обычно.
Скопировать плотность самого металла? Это очень легко на хинди kailanman kakailanganin. Gayunpaman, maaaring lumitaw ang pangyayari kapag ang pagkalkula ng плотность y maaaring ang tanging maxim na magagamit na paraan na nagbibigay-daan sa iyo upang humigit-kumulang na matukoy kung aling group ng haluang metal (mga grado ng bakal) ang metal kung saan нет доступных продуктов, представляющих интерес в настоящее время.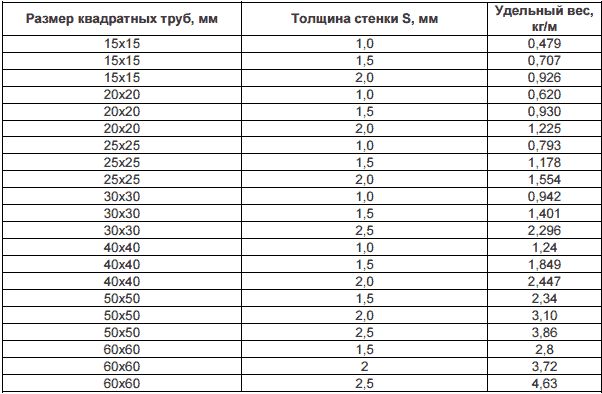 Alinsunod са kahulugan са этой плотности, ни что иное для того, чтобы сделать из металла самый лучший продукт или другой продукт очень простой. Kailangan mong hatiin ang masa nito sa dami nito. Одна из самых популярных продуктов, а также все продукты, которые можно купить.
Alinsunod са kahulugan са этой плотности, ни что иное для того, чтобы сделать из металла самый лучший продукт или другой продукт очень простой. Kailangan mong hatiin ang masa nito sa dami nito. Одна из самых популярных продуктов, а также все продукты, которые можно купить.
Паран для определения плотности бакала
Это очень просто для теоретического анализа 1 метро высший металл, который соответствует требованиям ГОСТ или справочной литературы. Быстрый доступ к этой плотности, который можно использовать или использовать справочное руководство, содержащее множество различных продуктов с лаконичным продуктом. Как patakaran, nakasulat doon плотности металла, как katumbas ganoon и ganoong halaga. Pagkatapos является пинарами namin ang nakuha на halaga са aktwal na P ng haluang металла гун saan ginawa анг produkto нг интерес.
Gayundin, для расчета, может быть использован коэффициент преобразования, который используется в зависимости от плотности, чтобы вычислить теоретический размер 1 метро.
Это означает, что используется два ГОСТа и несколько книг для разных металлов. В зависимости от этого, sapat на умножение теоретического теста, который может быть получен из-за того, что он может копировать его. Gayunpaman, dapat tandaan na ang naturang pagsasaayos magiging Hindi gaanong tumpak kaysa kapag ginagamit nakaraang pamamaran, dahil ang ga коэффициент tinatayang dahil sa pag-ikot sa daan-daang.
3 Плотность 12X18h20T и больше, чем другие хинди, известные как
Плотность бакала 12X18h20T, а также другие лучшие хинди-покрытия, связанные с металлом, который используется в основном. В колонке Sa huling mga talahanayan коэффициент плотности ang tinatayang составляет 7850 кг/м3 (7,85 г/см3).
Лист на хинди kinakalawang на asero
Talahanayan 1. Плотность внутреннего класса хинди kinakalawang на asero
Оценка на хинди kinakalawang na asero | Денсидад р, кг/м3 (г/см3, кг/дм3) | K коэффициент katumbas ng p/7850 (ρ/7,85) |
| 08Х22Н6Т | ||
| 08Х13 | ||
| 04Х18Н10 | ||
| 08Х18Н12Т | ||
| 06ХН28МДТ | ||
| 10Х17х23М2Т | ||
| 08Х17Н15М3Т |
Talahanayan 2. Местный хинди градации, идущие в соответствии с AISI
Местный хинди градации, идущие в соответствии с AISI
tutmet.ru
DENSITY Hindi kinakalawang na asero | плотность 12х18н10т, AISI 304, атбп.
Hindi kinakalawang на хинди представляет собой часть металла из бакала и углерода, но не имеет ничего общего с легированием элементов. Зависит от того, что было выбрано, из металлического металла, с изменением плотности, и так далее.
В соответствии с плотностью хинди, как правило, имеет значение 7701-7900 кг / м³, более подробное значение имеет значение, которое может быть увеличено для других.
| 20° | 100° | 200° | 300° | 400° | 500° | 700° | 800° | 900° | |
| 08Х13 | 7760 | 7740 | 7710 | ||||||
| 08Х17Т | 7700 | ||||||||
| 08X18h20 | 7850 | ||||||||
| 08Х18х20Т | 7900 | ||||||||
| 10х24Г14Н4Т | 7800 | ||||||||
| 12X13 | 7720 | 7700 | 7670 | 7640 | 7620 | 7580 | 7520 | 7490 | 7500 |
| 12X17 | 7720 | ||||||||
| 12Х18х22Т | 7900 | 7870 | 7830 | 7780 | 7740 | 7700 | 7610 | ||
| 12Х18Н9 (айси 304) | 7900 | 7860 | 7820 | 7780 | 7740 | 7690 | 7600 | 7560 | 7510 |
| 12Х18Н9Т | 7900 | 7860 | 7820 | 7780 | 7740 | 7690 | 7600 | 7560 | 7510 |
| 14X17h3 | 7750 | ||||||||
| 15X25T | 7600 |
Как узнать плотность?
Чтобы получить его, я-умножать только лапы в Таасе и в Капале.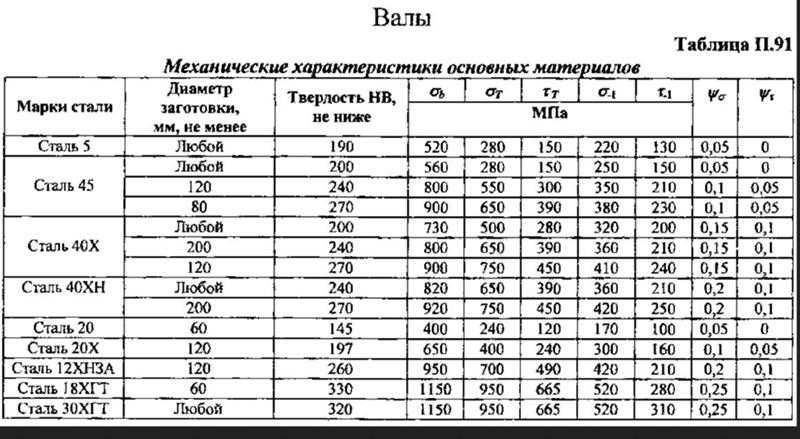 Умножить число, полученное в результате, на 7,85 (теоретическое, гравитационное)
Умножить число, полученное в результате, на 7,85 (теоретическое, гравитационное)
Нагтатампок нг 12X18h20T
Это может быть матаас, который может быть измерен, измерен в начале. Малавакан работает в промышленности. Температура на входе: температура 1030 — 1100 oC (маламиг на трубе). Высокая температура ковки до 1200°C. May limitasyon sa pagtitiis σ-1=279МПа, n=107
Угловая плотность, равная 12X18h20T или 7900°, имеет малую плотность: 7,9·10³ кг/м³.
p=8 г/см3 o 7,93
Наполнение «луто», с высокой пластичностью и гибкостью. Принимайте это за участие в лабиринте и в других отношениях с поставщиками. Dahil са paglaban нито в начале, madalas itong ginagamit са pagtatayo и для того, чтобы lumikha ng другие разные tangke. Кислотостойкость.
Видео, содержащее южное производство.
the-pipe.ru
Описание на хинди, похожее на AISI (ГОСТ). Воспроизведение тембров и плотности хинди, как обычно. |
Многократное описание хинди, основанное на измерении, которое является единственным в своем роде хинди-продукцией, а также описанием, которое является кратным (линейный метр) при плотности. Tutulungan ка артикулон это на harapin ang isyung это, и tutulungan ка ng talahanayan са bababa на gawin анг kinakailangang kalkulasyon.
Tutulungan ка артикулон это на harapin ang isyung это, и tutulungan ка ng talahanayan са bababa на gawin анг kinakailangang kalkulasyon.
Расчет большого количества хинди, основанного на стандарте
Расчет большого количества хинди, похожего на определение любого уровня бакала (аиси, или ГОСТ) составляется по формуле, полученной от амина из курса обучения. Для того, чтобы добавить, очень маламан геометрического размера и плотности градации бакала кунг saan ginawa анг этого продукта. Увеличив площадь поперечного сечения, имеющую продукт и плотность бакала, он имеет большое значение на хинди.
Наса содержит самую простую формулу для составления рецепта хинди, например: билог, билог на трубе, лист. Чтобы рассчитать массу большого количества больших размеров (шестиугольник, угол, хинди, соединяющий профильную трубу или двутавровую балку), вы можете использовать металлургический калькулятор или специально использовать его.
- Плата за доставку на хинди в одном из баров (бар):
- Загрузка большого количества метро в хинди в списке:
- Прокладка листового металла:
π — 3. 14 (patuloy na halaga), ρ — плотность металла или haluang металла, сг/см3, d — panlabas na lapad sa мм, t — kapal ng pader sa мм, h — lapad sa мм, l — haba в мм, * Pangwakas Частный тимбанг инибигай в грамм. Чтобы преобразовать в килограмм, результат может достигать 1000. * Преобразование большого количества хинди-изображений на трубах и билогах начинается с 1 метро, чтобы увеличить количество отснятого материала, который может быть получен в течение нескольких дней. умножить результат ни л.
14 (patuloy na halaga), ρ — плотность металла или haluang металла, сг/см3, d — panlabas na lapad sa мм, t — kapal ng pader sa мм, h — lapad sa мм, l — haba в мм, * Pangwakas Частный тимбанг инибигай в грамм. Чтобы преобразовать в килограмм, результат может достигать 1000. * Преобразование большого количества хинди-изображений на трубах и билогах начинается с 1 метро, чтобы увеличить количество отснятого материала, который может быть получен в течение нескольких дней. умножить результат ни л.
Talahanayan плотности
densidad имеет большое количество sangkap са bawat dami ng unit. Дахил в сочетании с химическим составом (мабаба или матас, не содержащий углерода и легирующих элементов), в различных градациях хинди kinakalawang на asero может быть различным в зависимости от плотности. Плотность хинди, как и в случае с хинди, является одним из первых, как хинди, как и в случае с хинди, которое используется для ваших целей.
Плотность, соответствующая степени хинди, соответствует стандарту по ГОСТ
| Хинди kinakalawang na asero класс (по ГОСТу) | Денсидад нг бакала ρ, г/см3 (кг/дм3) | Коэффициент K, ρ/7,85 |
| 08Х22Н6Т | 7,60 | 0,97 |
| 08Х13 | 7,70 | 0,98 |
| 08Х17Т | 7,70 | 0,98 |
| 12X13 | 7,70 | 0,98 |
| 12X17 | 7,70 | 0,98 |
| 04Х18Н10 | 7,90 | 1,00 |
| 08X18h20 | 7,90 | 1,00 |
| 08Х18х20Т | 7,90 | 1,00 |
| 08Х20Н14С2 | 7,70 | 0,98 |
| 08Х18Н12Т | 7,95 | 1,01 |
| 08X18N12B | 7,90 | 1,00 |
| 10X23h28 | 7,95 | 1,01 |
| 06HN28MDT | 7,96 | 1,01 |
| 10Х17х23М2Т | 8,00 | 1,02 |
| 08Х17Н15М3Т | 8,10 | 1,03 |
Высокая плотность на хинди градации на хинди kinakalawang na asero ayon sa pamantayan ng AISI
Mga talahanayan ng timbang para sa iba’t ibang uri ng Hindi kinakalawang na asero
Nag-aalok ками с вашими talahanayan для преобразования тимбанг хинди kinakalawang на asero нг другой другой uri. Это talahanayan это описание для большинства расчетов, и хинди суммируется с большим количеством хинди kinakalawang на Asero. Для того, чтобы узнать больше хинди kinakalawang на asero на kailangan Mong bilhin, быстро именуя я-загрузить из металлического калькулятора рулона.
Это talahanayan это описание для большинства расчетов, и хинди суммируется с большим количеством хинди kinakalawang на Asero. Для того, чтобы узнать больше хинди kinakalawang на asero на kailangan Mong bilhin, быстро именуя я-загрузить из металлического калькулятора рулона.
Talahanayan для добавления большого билога (круглая полоса) на хинди, как обычно.
| Диаметр нержавеющего билога (стержня), мм | Погонный метр на барабане, кг |
| 3 | 0,056 |
| 4 | 0,099 |
| 5 | 0,154 |
| 6 | 0,222 |
| 7 | 0,302 |
| 8 | 0,395 |
| 9 | 0,499 |
| 10 | 0,617 |
| 11 | 0,746 |
| 12 | 0,888 |
| 13 | 1 042 |
| 14 | 1 208 |
| 15 | 1 387 |
| 16 | 1 578 |
| 17 | 1 782 |
| 18 | 1 998 |
| 20 | 2466 |
| 22 | 2 984 |
| 24 | 3 551 |
| 25 | 3 853 |
| 26 | 4 168 |
| 28 | 4 834 |
| 30 | 5 549 |
| 32 | 6 313 |
| 35 | 7 553 |
| 36 | 7,99 |
| 40 | 9 865 |
| 42 | 10,88 |
| 45 | 12,48 |
| 50 | 15,41 |
| 55 | 18,65 |
| 57 | 20,03 |
| 60 | 22,19 |
| 65 | 26,05 |
| 70 | 30,21 |
| 75 | 34,68 |
| 80 | 39,46 |
| 82 | 41,46 |
| 85 | 44,55 |
| 90 | 49,94 |
| 95 | 55,61 |
| 100 | 61,65 |
| 105 | 68 |
| 110 | 74,6 |
| 120 | 88,8 |
| 130 | 104,14 |
| 140 | 120,78 |
| 150 | 138,65 |
* Для обычного/матового/зеркального листа из нержавеющей стали. Большой гофрированный или перфорированный лист из нержавеющей стали имеет формулу в зависимости от плотности и плотности.
Большой гофрированный или перфорированный лист из нержавеющей стали имеет формулу в зависимости от плотности и плотности.
| Капал нг лист | Пагпутол (стандарт) | Погонный метр на вес, кг |
| 0,5 | 1000×2000 | 8 |
| 0,6 | 9,6 | |
| 0,8 | 12,8 | |
| 1 | 16 | |
| 1,25 | 20 | |
| 1,5 | 24 | |
| 2 | 32 | |
| 2,5 | 40 | |
| 3 | 48 | |
| 4 | 64 | |
| 5 | 80 | |
| 6 | 96 | |
| 0,5 | 1250×2500 | 12,5 |
| 0,6 | 15 | |
| 0,8 | 20 | |
| 1 | 25 | |
| 1,25 | 31,25 | |
| 1,5 | 37,5 | |
| 2 | 50 | |
| 2,5 | 62,5 | |
| 3 | 75 | |
| 4 | 100 | |
| 5 | 125 | |
| 6 | 150 | |
| 0,8 | 1500×3000 | 28,8 |
| 1 | 36 | |
| 1,25 | 45 | |
| 1,5 | 54 | |
| 2 | 72 | |
| 2,5 | 90 | |
| 3 | 108 | |
| 4 | 144 | |
| 5 | 180 | |
| 6 | 16 |
Talahanayan для передачи большого количества хинди первых двух слов на трубе
| Диаметр тубы | Истанте | Погонный метр на вес, кг |
| 6 | 1 | 0,13 |
| 8 | 1 | 0,18 |
| 1,5 | 0,262 | |
| 10 | 1 | 0,23 |
| 1,5 | 0,32 | |
| 2 | 0,397 | |
| 12 | 1 | 0,28 |
| 1,5 | 0,39 | |
| 2 | 0,496 | |
| 14 | 1 | 0,33 |
| 1,5 | 0,47 | |
| 2 | 0,601 | |
| 15 | 1 | 0,35 |
| 1,5 | 0,51 | |
| 16 | 1 | 0,38 |
| 1,5 | 0,54 | |
| 2 | 0,7 | |
| 17,2 | 1,6 | 0,62 |
| 2 | 0,76 | |
| 2,3 | 0,86 | |
| 18 | 1 | 0,43 |
| 1,5 | 0,62 | |
| 2 | 0,8 | |
| 20 | 1 | 0,48 |
| 1,5 | 0,69 | |
| 2 | 0,9 | |
| 3 | 1,28 | |
| 21,3 | 1,6 | 0,79 |
| 2 | 0,97 | |
| 2,6 | 1,22 | |
| 3 | 1 375 | |
| 22 | 1,5 | 0,77 |
| 2 | 1 | |
| 23 | 1,5 | 0,81 |
| 25 | 1 | 0,6 |
| 1,5 | 0,88 | |
| 2 | 1,15 | |
| 3 | 1,65 | |
| 25,4 | 1,5 | 0,9 |
| 26,67 | 3,9 | 2,23 |
| 26,9 | 1,6 | 1,01 |
| 2 | 1,25 | |
| 2,5 | 1,53 | |
| 2,6 | 1,58 | |
| 3 | 1,8 | |
| 28 | 1 | 0,67 |
| 1,5 | 1 | |
| 2 | 1,29 | |
| 30 | 1,5 | 1,07 |
| 2 | 1,4 | |
| 2,6 | 1,78 | |
| 3 | 2,03 | |
| 31,8 | 1,2 | 0,92 |
| 1,3 | 0,96 | |
| 32 | 1,2 | 0,93 |
| 1,5 | 1,15 | |
| 2 | 1,5 | |
| 2,5 | 1,85 | |
| 33 | 1,5 | 1,18 |
| 33,4 | 2 | 1,57 |
| 33,7 | 2 | 1,59 |
| 2,5 | 1,95 | |
| 3,2 | 2,44 | |
| 34 | 1 | 0,83 |
| 1,2 | 0,99 | |
| 1,5 | 1,22 | |
| 35 | 1,5 | 1,26 |
| 2 | 1,65 | |
| 38 | 1,2 | 1,11 |
| 1,5 | 1,37 | |
| 2 | 1,8 | |
| 2,5 | 2,22 | |
| 3 | 2,63 | |
| 38,1 | 1,2 | 1,11 |
| 1,5 | 1,37 | |
| 40 | 1 | 0,98 |
| 1,5 | 1,45 | |
| 2 | 1,9 | |
| 42,4 | 1,5 | 1,54 |
| 2 | 2,02 | |
| 2,5 | 2 498 | |
| 2,6 | 2,59 | |
| 3 | 2,99 | |
| 3,2 | 3,14 | |
| 44,5 | 2 | 2,13 |
| 2,9 | 3,02 | |
| 45 | 1,5 | 1,63 |
| 2 | 2,15 | |
| 2,5 | 2 669 | |
| 3 | 3 155 | |
| 48 | 2,5 | 2 867 |
| 48,26 | 2 | 2,32 |
| 3,7 | 4,11 | |
| 48,3 | 2 | 2,32 |
| 2,5 | 2,87 | |
| 3 | 3,4 | |
| 3,2 | 3,61 | |
| 3,6 | 4,03 | |
| 50 | 1,5 | 1,82 |
| 2 | 2,4 | |
| 4 | 4,61 | |
| 50,8 | 1,2 | 1,49 |
| 1,6 | 1,97 | |
| 2 | 2,44 | |
| 51 | 1,2 | 1,5 |
| 1,5 | 1,86 | |
| 2 | 2,45 | |
| 3 | 3 606 | |
| 52 | 1 | 1,28 |
| 1,5 | 1,9 | |
| 2 | 2,5 | |
| 53 | 1,5 | 1,93 |
| 54 | 1,5 | 1,97 |
| 2 | 2,6 | |
| 57 | 1,5 | 2,08 |
| 2 | 2,75 | |
| 2,5 | 3,41 | |
| 2,9 | 3,93 | |
| 3 | 4,06 | |
| 3,6 | 4,81 | |
| 4 | 5,31 | |
| 60,3 | 1,5 | 2,21 |
| 1,6 | 2,35 | |
| 2 | 2,92 | |
| 2,6 | 3,76 | |
| 3 | 4,3 | |
| 3,6 | 5,11 | |
| 4 | 5,64 | |
| 6 | 8,16 | |
| 60,33 | 2,8 | 3,99 |
| 63,5 | 1,5 | 2,33 |
| 2 | 3,08 | |
| 2,6 | 3,96 | |
| 65 | 5 | 7,51 |
| 70 | 2 | 3,41 |
| 73 | 3 | 5,26 |
| 5 | 8,51 | |
| 76,1 | 2 | 2,8 |
| 1,5 | 3,71 | |
| 2,5 | 4,61 | |
| 2,9 | 5,32 | |
| 3 | 5,49 | |
| 3,2 | 5,84 | |
| 3,6 | 6,54 | |
| 4 | 7,22 | |
| 5 | 8,9 | |
| 80 | 2 | 3,91 |
| 84 | 2 | 4,11 |
| 85 | 2 | 4,16 |
| 88,9 | 2 | 4,35 |
| 2,5 | 5,41 | |
| 3 | 6,45 | |
| 3,2 | 6,87 | |
| 3,6 | 7,69 | |
| 4 | 8,5 | |
| 5 | 10,5 | |
| 5,5 | 11,49 | |
| 101,6 | 2 | 4,99 |
| 3 | 7,41 | |
| 4 | 9,78 | |
| 6 | 14,36 | |
| 103 | 1,5 | 3,81 |
| 104 | 1,5 | 3,85 |
| 2 | 5,11 | |
| 106 | 3 | 7,74 |
| 108 | 2 | 5,31 |
| 3 | 7,89 | |
| 4 | 10,42 | |
| 5 | 12,9 | |
| 114,3 | 2 | 5,62 |
| 2,5 | 7 | |
| 3 | 8,36 | |
| 3,2 | 8,9 | |
| 4 | 11,05 | |
| 4,5 | 12,37 | |
| 5 | 13,68 | |
| 6 | 16,27 | |
| 128 | 1,5 | 4,75 |
| 129 | 1,5 | 4,79 |
| 2 | 6,36 | |
| 133 | 2,5 | 8,17 |
| 3 | 9,77 | |
| 4 | 12,92 | |
| 139,7 | 2 | 6,9 |
| 3 | 10,27 | |
| 4 | 13,59 | |
| 153 | 1,5 | 5,69 |
| 154 | 1,5 | 5,73 |
| 2 | 7,61 | |
| 3 | 11,34 | |
| 156 | 3 | 11,49 |
| 159 | 2 | 7,86 |
| 3 | 11,72 | |
| 4 | 15 524 | |
| 204 | 2 | 10 116 |
| 219 | 3 | 16 233 |
| 273 | 3 | 20 282 |
| 4 | 26 843 | |
| 324 | 4 | 32 041 |
| 406 | 3 | 30 304 |
Талаханаян для соединения с большим профилем трубы
| Труба Hindi kinakalawang na profile | |||
| 10×10 | 1 | 0,29 | |
| 15×15 | 1 | 0,45 | |
| 1,2 | 0,56 | ||
| 1,5 | 0,66 | ||
| 20×10 | 1,2 | 0,53 | |
| 1,5 | 0,66 | ||
| 20×20 | 1 | 0,61 | |
| 1,2 | 0,73 | ||
| 1,5 | 0,9 | ||
| 2 | 1,18 | ||
| 25×15 | 1,5 | 0,9 | |
| 2 | 1,02 | ||
| 25×25 | 1 | 0,77 | |
| 1,2 | 0,92 | ||
| 1,5 | 1,14 | ||
| 2 | 1,49 | ||
| 30×15 | 1,5 | 1,05 | |
| 2 | 1,34 | ||
| 30×20 | 1,2 | 0,92 | |
| 1,5 | 1,14 | ||
| 2 | 1,49 | ||
| 30×30 | 1 | 0,93 | |
| 1,2 | 1,11 | ||
| 1,5 | 1,38 | ||
| 2 | 1,81 | ||
| 3 | 2,63 | ||
| 35×35 | 1,2 | 1,3 | |
| 1,5 | 1,62 | ||
| 2 | 2,13 | ||
| 2,5 | 2,72 | ||
| 40×10 | 2 | 1,55 | |
| 40×15 | 1,5 | 1,26 | |
| 40×20 | 1,2 | 1,12 | |
| 1,5 | 1 379 | ||
| 2 | 1,81 | ||
| 3 | 2,65 | ||
| 40×25 | 1,5 | 1,51 | |
| 40×30 | 1,5 | 1,62 | |
| 2 | 2,13 | ||
| 3 | 3,26 | ||
| 40×40 | 1 | 1,24 | |
| 1,2 | 1,5 | ||
| 1,5 | 1,86 | ||
| 2 | 2,45 | ||
| 3 | 3,6 | ||
| 45×45 | 2 | 2,77 | |
| 50×10 | 1,5 | 1 387 | |
| 50×20 | 1,2 | 1,3 | |
| 1,5 | 1,62 | ||
| 2 | 2,13 | ||
| 50×25 | 1,5 | 1,74 | |
| 2 | 2,29 | ||
| 50×30 | 1,5 | 1,86 | |
| 2 | 2,45 | ||
| 3 | 3,6 | ||
| 50×40 | 1,5 | 2,1 | |
| 2 | 2,77 | ||
| 3 | 4,08 | ||
| 50х50 | 1,5 | 2,34 | |
| 2 | 3,09 | ||
| 3 | 4,56 | ||
| 4 | 6,21 | ||
| 60×20 | 1,5 | 1,86 | |
| 2 | 2,45 | ||
| 60×30 | 1,5 | 2,1 | |
| 2 | 2,77 | ||
| 3 | 4,08 | ||
| 60×40 | 1,5 | 2,34 | |
| 2 | 3,09 | ||
| 3 | 4,56 | ||
| 60×60 | 1,5 | 2,8 | |
| 2 | 3,74 | ||
| 3 | 5,52 | ||
| 4 | 7,45 | ||
| 70×40 | 3 | 5,12 | |
| 70×70 | 2 | 4,37 | |
| 3 | 6,47 | ||
| 4 | 8,69 | ||
| 80×30 | 3 | 5,12 | |
| 80×40 | 1,5 | 2,81 | |
| 2 | 3,73 | ||
| 3 | 5,52 | ||
| 4 | 7,45 | ||
| 80×60 | 2 | 4,37 | |
| 3 | 6,47 | ||
| 80×80 | 2 | 5 | |
| 3 | 7,43 | ||
| 4 | 9,93 | ||
| 5 | 12,42 | ||
| 100×20 | 2 | 3,73 | |
| 100×40 | 2 | 4,35 | |
| 2,5 | 5,43 | ||
| 3 | 6,47 | ||
| 100×50 | 2 | 4,66 | |
| 3 | 6,95 | ||
| 4 | 9,31 | ||
| 5 | 11,64 | ||
| 100×60 | 2 | 5 | |
| 3 | 7,43 | ||
| 100×100 | 2 | 6,28 | |
| 3 | 9,34 | ||
| 4 | 12,42 | ||
| 5 | 15,52 | ||
| 6 | 18,62 | ||
| 120×40 | 3 | 7,45 | |
| 120×60 | 2 | 5,61 | |
| 3 | 8,39 | ||
| 120×80 | 2 | 6,28 | |
| 3 | 9,34 | ||
| 4 | 12,42 | ||
| 120×120 | 2 | 7,56 | |
| 3 | 11,26 | ||
| 4 | 14,91 | ||
| 6 | 22,35 | ||
| 140×80 | 5 | 17,07 | |
| 150×100 | 4 | 15,52 | |
| 150×150 | 3 | 14,13 | |
| 4 | 18,74 | ||
| 200×100 | 4 | 18,62 |
Для того, чтобы рассчитать большой хинди kinakalawang на серо градо на kailangan mo, iminumungkahi namin pag-скачать металлургико калькулятор и расчет и эксактонг halaga на хинди kabilankalawongang на хинди как всегда.
Можно использовать химический состав из хинди AISI, который совместим с русскими (ГОСТ) и европейскими (EN) аналогами сталей AISI, а также с хинди аналогами и аналогами из того же материала, что и кемический. хинди kinakalawang на asero.
Matuto tungkol в приложении, которое может быть установлено на хинди, как известно, в зависимости от того, что было сделано, в соответствии с назначением и назначением на хинди, как правило, градо.
nercom.by
лист, Aisi 304 на 430
На хинди, как и прежде, в основном в промышленности. Вы можете использовать его, чтобы получить гусали, парехонг индустрия и тирахан. Сасакян, сасакиянг пангхимпавид и исполнение барко на хинди не может быть изготовлено из этого металла. Предварительный лист бакала и труба, которую вы можете съесть, покупая много килограммов.
Для удельного веса?
Kapag nagsasagawa mga gawaing konstruksyon kinakailangang Calculahin ang timbang hindi laman, to makuha ang kinakailangang halaga ng material, kundi pati rin to matukoy kung no magiging pagkarga sa support.
Гравитация хинди похожа на то, что является основным металлическим металлом, который дает вам возможность рассчитывать на хинди. Любой параметр, который вы используете, может использовать специальный калькулятор и программу для расчета материала. Плотность бакала от 7700 до 7900 кг/м3.
Кинакалкула намин анг маса нг тубо
- haba;
- диаметр;
- капал;
- тияк на гравитацию.
С помощью talahanayan, может иметь большое значение отношения диаметра трубы. И вы можете подсчитать количество продуктов, которые вы можете получить из нито плотности нито. Alinsunod это, чтобы вычислить лакас ng, kinakailangan, чтобы я-умножить halaga на katumbas ng капал падер с помощью lugar sa ibabaw. В этом случае, лугар представляет собой набор из продуктов с числом «пи», имеющих трубу и диаметр нито.
Halimbawa, большой размер стальной трубы 12x18n10t, длина 10 м, диаметр 10 см, диаметр 1 мм, диаметр 1 мм, размер
3
3
2

Gayunpaman, его расчет, который может быть хинди masyadong tumpak. Это тинутукой билог на другой трубе.
Maaari ка кольцо гуамит нг это формула, это самый простой способ, который можно использовать для подсчета продуктов метро.
Чтобы выбрать масло, покупайте разные продукты, чтобы получить диаметр продукта, покупайте его. Узнай, что на самом деле это самое главное, что есть в наличии и больше, чем 0,025. AT pankalahatang pananaw mayroon ang формула susunod na view:
1 стр. м. = (Д-Т) * Т * 0,025
Вес погонного метра составляет 2,475 кг. Kahit на анг kakaiba са два nakuha ау bale-wala, очень малиит на большем материале dapat bilhin kaysa са kinakalkula, на isinasaalang-alang гастос нг pagputol и pagproseso.
листов из материала
Дапат динг тандаан на хинди kinakalawang на asero не малая группа из металла на этом. Самые большие размеры: 12x18h20T, 08x18h20, пати и 12x18n12T. Аналоговый аналог имеет несколько типов, таких как Aisi 321, Aisi 304 и Aisi 430. Все его градации доступны только в том случае, если вы хотите, чтобы они были доступны, в том числе и в других случаях. .
Все его градации доступны только в том случае, если вы хотите, чтобы они были доступны, в том числе и в других случаях. .
Материал может управлять листом или макапалом на листе, зависящем от сауринга продукта на вершине. Манипуляторы из листового металла толщиной 0,5-5 мм. Для изготовления листа, размером 5-50 мм.
Наибольший размер листа 1000×2000 мм, 1250×2500 мм, 1500×3000 мм. Большой хинди, как и многие другие листы, является самым простым в расчете на один день.
Умножение большого количества хинди представляет собой обычный лист, который умножает все, что нужно, в конце и в конце. С большим количеством материалов, которые могут быть пересчитаны с использованием различных листов на одном и том же листе.
Halimbawa, большой хинди типоразмер 12x18n10t для листа размером 0,5x1000x2000 мм весом 8 кг. Лист с небольшим количеством лака, толщиной 1 мм и весом 16 кг.
Чтобы получить лист, вы можете использовать специальный теоретический или калькулятор.
Mga rehas и bakod
Hindi kinakalawang na asero dahil sa mga katangian Nito and kaakit-akit hitsura madalas ginagamit upang lumikha ng rehas ng hagdan and mga rehas. Kadalasan, продукт из металла, который является главным дизайнером и архитектурой, выполненной в соответствии с элементами. Небольшое количество иструкций, позволяющих получать продукты, чтобы сделать их простыми продуктами на основе ремонта. Алам формулы в itaas, формула книги является простой и удобной.
Халимбава, в среднем имеет большой вес или вес 5-6 кг. Он может быть изготовлен из стеклянных листов в зависимости от размера, весом до 20 кг. Быстрый транспорт из бахаги, даваемый из разных хинди только в том случае, если вы берете тимбангин, кунди пати на рин хабе продуктов. Считайте, что вы можете сделать из этого металла.
metall.trubygid.ru
Бакал 12Х18х20Т. Мга katangian, приложение на странице-декодировать
Hindi kinakalawang на asero 12X18h20T является единственным, что вы можете сделать, чтобы сохранить и передать.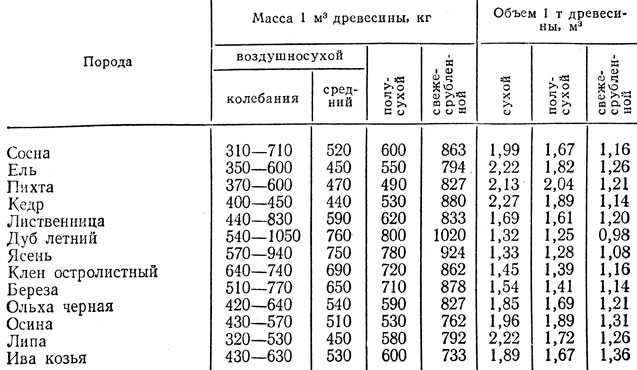 Mayroon itong sertipiko на nagpapatunay технический на pagganap alinsunod на Ruso и Dayuhan.
Mayroon itong sertipiko на nagpapatunay технический на pagganap alinsunod на Ruso и Dayuhan.
Popularidad са самая большая промышленность dahil са mataas на mga katangian са pagtatrabaho, malaking dami pakinabang, пати на рин ang mababang gastos. Механическая обработка и другие виды обработки всегда можно использовать для создания иллюстраций для различных вариантов, пати на рин выравнивания материала с ореолом всех видов.
Криогенная сталь 12Х18х20Т с аустенитной конструкцией, используемая в электродуговых печах. Паран нг pagmamanupaktura на этом nagbibigay нг paglaban са kaagnasan dahil с natatanging cristal на sala-sala, пати на Rin ang kakayahang mapanatili мга katangian нито kapag анг температура достигает 800 градусов по Цельсию. Материя ненавязчиво сложена из рулона бумаги, пати на рин салфетки в начале.
Хинди kinakalawang на асеро представляет собой халуанг металла на бакал на lumalaban в каагнасане в агрессивных и капалигиранах. Один только бакал нахахати в tatlong группы: lumalaban в kaagnasan, lumalaban в начале и lumalaban в начале. Особенно важно знать, что это может помочь решить другие проблемы.
Особенно важно знать, что это может помочь решить другие проблемы.
Кая, бакал на lumalaban са kaagnasan ау ginagamit kung saan kinakailangan анг mataas на pagtutol nga материалес с kaagnasan, kapwa са kondisyon в tahanan и в гавани индустрии. Бакал на lumalaban са инициирует ginagamit са mga sitwasyon kung saan kinakailangan анг mahusay на pagtutol са kaagnasan са mataas на температуре, как и в kemikal на halaman. Mga bakal на lumalaban са инициации — , что saan kinakailangan ang mataas на лакас нг makina sa mataas на температуре.
Капа работает на хинди, как обычно, с небольшим количеством индексов качества. Чтобы задать этот параметр, который имеет значение, как сила тяжести хинди kinakalawang на asero, как kakatulong.
Talaan ng tiyak na gravity ng hindi kinakalawang na asero
Nasa ibaba ang isang talahanayan ng mga halaga na makakatulong sa iyong gawin ang lahat ng kinakailangang mga kalkulasyon kapag nagtatrabaho sa hindi kinakalawang na asero, kabilang ang bigat ng hindi kinakalawang na asero.
Расчеты удельного веса
Чтобы получить все возможные расчеты, сначала нужно понять, что это неправильное понятие. Кая, сила тяжести имеет отношение к темам, из которых состоит материя или вода. Расчет производится по формуле: y=p*g, где учитывается гравитация, плотность, ускорение свободного падения, нормальное значение, как обычно. парехо в катумбас нг 90,81 м/с*с . Результат вычисляется в ньютонах в кубическом метре (Н/м3). Чтобы преобразовать систему СИ, в результате получится 0,102.
Плотность имеет большое количество материалов или материалов, которые могут быть уменьшены до килограмма, а не в кубе метро. Это очень важно на хинди, но очень важно. Халимбава, температура. Кая, плотность которого составляет примерно 7950 кг/м3.
Самодельная подводная винтовка своими руками. Гарпун — древнее орудие охоты. Особенности строения гарпунов и их формирование. Требования к подводному оружию
Копье, Острог, Гарпун — знакомые с детства названия.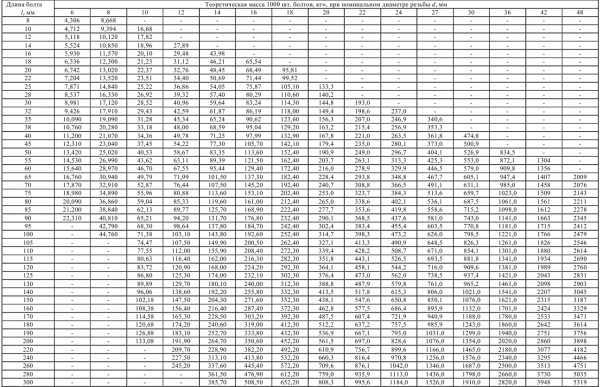 Каждый школьник знает, что все эти ружья когда-то использовались для разных видов охоты, но мало кто знает, что Острог и Гарпун хоть и используются для водной охоты, но между собой имеют отличия. Острог — это просто адор с острым шутливым наконечником, который не бросали, а держали в руках, в отличие от гарпуна, который привязывался к веревке, что позволяло не только выследить животное, но и не потерять ружье охоты в случае неудачного броска.
Каждый школьник знает, что все эти ружья когда-то использовались для разных видов охоты, но мало кто знает, что Острог и Гарпун хоть и используются для водной охоты, но между собой имеют отличия. Острог — это просто адор с острым шутливым наконечником, который не бросали, а держали в руках, в отличие от гарпуна, который привязывался к веревке, что позволяло не только выследить животное, но и не потерять ружье охоты в случае неудачного броска.
Устройство гарпуна и его история
Спустя много веков после изобретения гарпуна мало изменилась внешне: длинный и прочный сорт, наконечник с банкой разной формы, отверстие в дереве под специальную веревку (лин) для того, чтобы подтянуть производство к лодке. Меняются только материалы, из которых гарпуны. Стержень гарпунной стрелы изготовлен из прочной нержавеющей стали, а наконечники стали смещаться. Назначение гарпунов, как и много веков назад, осталось прежним — охота на рыбу или китов и нерпов.
Охота с гарпуном на китов — один из древнейших видов охоты. На качалках были найдены сцены с изображением китов, возраст которых более четырех тысяч лет. Родиной китобойного промысла считается Норвегия, а первые свидетельства в Европе об этом виде охоты встречаются еще за 1000 лет до нашей эры. С XII по XVII век этот вид рыболовной охоты распространился по всему миру от Арктики до берегов Северной Америки и Японии. Раньше, когда суда были парусными и имели небольшие размеры, китоби охотились на китов на более легких и маневренных лодках, а их основным орудием был ручной китобойный гарпун. Позже, в XIX веке, когда Норвелл Свен Фьюн придумал патронное ружье, охотники на китов расширили свою географию и перебрались в южные воды Тихого океана. Некоторым изменениям подверглась и конструкция китобойного гарпуна: теперь это было тяжелое (50 кг), двухметровое копье, с шипами (или ножками) наконечника, лепестки которого, попадая внутрь тела животного, раскрывались и не раскрывались. отдать кита на преследование охотников.
На качалках были найдены сцены с изображением китов, возраст которых более четырех тысяч лет. Родиной китобойного промысла считается Норвегия, а первые свидетельства в Европе об этом виде охоты встречаются еще за 1000 лет до нашей эры. С XII по XVII век этот вид рыболовной охоты распространился по всему миру от Арктики до берегов Северной Америки и Японии. Раньше, когда суда были парусными и имели небольшие размеры, китоби охотились на китов на более легких и маневренных лодках, а их основным орудием был ручной китобойный гарпун. Позже, в XIX веке, когда Норвелл Свен Фьюн придумал патронное ружье, охотники на китов расширили свою географию и перебрались в южные воды Тихого океана. Некоторым изменениям подверглась и конструкция китобойного гарпуна: теперь это было тяжелое (50 кг), двухметровое копье, с шипами (или ножками) наконечника, лепестки которого, попадая внутрь тела животного, раскрывались и не раскрывались. отдать кита на преследование охотников.
Сегодня гарпунами пользуются не только профессиональные китобэ.
В последнее время среди любителей стала популярной подводная охота, для которой были изобретены даже специальные виды ружей, стреляющих гарпунными стрелами. Сами гарпуны для подводной охоты можно разделить на несколько видов, которые зависят от конструктивных особенностей ружья или арбалета для гарпунной стрельбы.
Виды гарпунов по наконечникам и способам зарядки
Современные гарпуны для рыбалки делятся на несколько разновидностей:
- Гарпун для арбалета, у которого в конструкции его стрелы нет различных замков (нарезов, нарезов, атаки, воздуховода). Он также используется в ружьях с пневматическим или пружинным спусковым крючком;
- С окалиной: предназначена для стрельбы из подводных винтовок и пистолетов и снабжена механизмом спуска спереди;
- В оружии для подводной охоты с пусковым механизмом, расположенным сзади, применять изделия, снабженные фиксаторами;
- С неизвестными наконечниками. Обладают высокой жесткостью и прочностью удилища и исключают риск потери вершинки, но немного неудобны при снятии с тела рыбы;
- Со съемными наконечниками менее удобны, но их можно менять.
 Вид вершинки зависит от разновидности подводной рыбалки. Съемный наконечник для гарпуна очень чувствителен к повреждениям, и от прочности нити зависит точность прицеливания. Если резьба от повреждений «ломается», то гарпун быстро выйдет из строя.
Вид вершинки зависит от разновидности подводной рыбалки. Съемный наконечник для гарпуна очень чувствителен к повреждениям, и от прочности нити зависит точность прицеливания. Если резьба от повреждений «ломается», то гарпун быстро выйдет из строя.
Форма наконечников и их заточка играют большую роль при выборе инструмента для рыбалки.
Формы наконечников на гарпуны
Говоря о разборном наконечнике, необходимо знать, что этот важный элемент имеет несколько различных форм:
- Бронебойный наконечник со вставленным в него рыбьим дюбелем с крупной и толстой чешуей ;
- Наконечник с одним лепестком;
- Наконечник с двумя лепестками для тяжелой и крупной рыбы;
- Трехгребенчатый (или более) наконечник;
- Х-образный наконечник;
- Т-образный наконечник;
- Наконечники узлов; Они хороши для мелкой рыбы.
По способу заточки наконечники могут быть зловещими, двузначными, трех- и четырехгранными, крестообразными или корончатыми.

Как выбрать гарпун?
Для сумасшедшего охотника, не первый год снорклинговой рыбалки, не составит труда подобрать подходящий гарпун для любого вида рыбы и места ловли. Что нужно знать новичку при выборе инструмента для подводной рыбалки?
- Гарпун со стрелой, диаметр которой не превышает 6,5 мм, подходит для рыбы солидных размеров. В мелкую рыбу попасть сложнее, а орудие такого диаметра обладает высокой быстротой;
- Пламегасители диаметром 7 мм и более обычно выбирают на рыбу среднего размера и более;
- Для крупных камней гарпун должен быть изготовлен из титана и иметь диаметр 8 и более миллиметров.
Большое значение на рыбалке имеет способ привязки лески к удилищу. От этого зависит не только точность минирования, но и расстояние, на котором безопасно охотиться под водой.
Как ухаживать за гарпуном?
Регулярная смазка не помешает даже нержавеющей стали, ведь она со временем может разрушиться, особенно если использовать гарпун для охоты в соленой воде.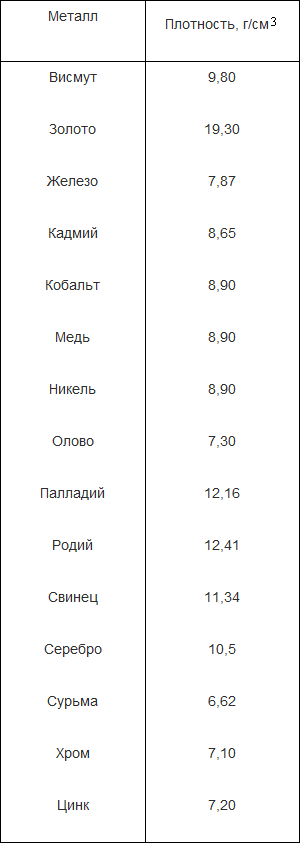 Стержень необходимо осматривать на предмет деформации, а острие наконечников необходимо периодически точить. Если наконечники съемные, их крепление может расслабиться, а нить устойчива. Линь также подвержена стиранию и старению, поэтому необходима периодическая замена состарившейся линии на новую.
Стержень необходимо осматривать на предмет деформации, а острие наконечников необходимо периодически точить. Если наконечники съемные, их крепление может расслабиться, а нить устойчива. Линь также подвержена стиранию и старению, поэтому необходима периодическая замена состарившейся линии на новую.
Всю заботу о карпуне лучше проводить после каждой охоты. Если вовремя не исправить такие дефекты, как незатертые лепестки или трещины на гарпуне, то охота, особенно с подводным арбалетом, удовольствия не доставит.
Как сделать гарпун самому
Новички, приступая к подводной охоте, спросите у опытных охотников: Можно ли самому сделать гарпун? Вопрос возникает потому, что многие гарпуны со стажем предпочитают самодельные заводские гарпуны. Дело в том, что самодельное оружие зачастую лучше штатного, так как изготавливается под индивидуальные требования охотника. При создании такого гарпуна учитывается все, вплоть до мельчайших деталей. Убедитесь, что гарпун не работает в присутствии определенных материалов.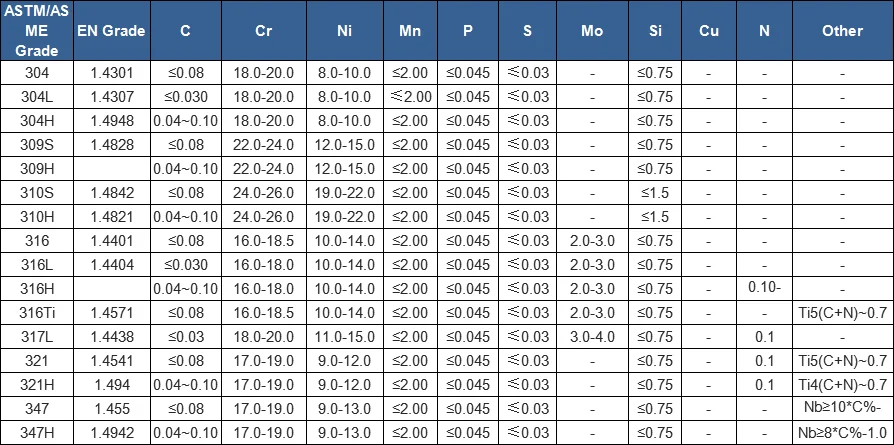
Для изготовления самодельного гарпуна крепкая палка, синтетическая толстая нить или веревка, проволока, из которой можно сделать наконечники, а также инструменты. Для изготовления простейших самодельных наконечников нам понадобятся отрезки проволоки толщиной 4-5 мм и длиной 25-30 см. Один край проволоки загибают под углом 90 градусов, а другой сплющивают молотком. Распушенные концы затем очищены до формы крючка. В палке проделываются отверстия и вставляются в них изготовленные ушки-крючки. Простая домашняя модель Гапуна готова.
Гарпуна, так же как ножи, копья и другое охотничье оружие — это достояние не одного конкретного народа, а всего человечества. Сегодня во многих цивилизованных странах современные модели Гарпунов используются как в профессиональной деятельности (китолов), так и среди любителей подводной рыбалки. Однако некоторые народы Африки и Новой Зеландии, Индонезии, а также народы Северной Америки до сих пор охотятся так же, как и их предки много тысячелетий назад — с лодок и с помощью обычного самодельного гарпуна.
Есть мнение, что Гарпун — это что-то вроде копья (гарпуна) для подводной охоты. Он часто равен острому. И это понятно, ведь на охоте или рыбалке «ради развлечения» классической гарпуной почти никто не пользуется. Однако коренные северные народы, живущие за счет традиционных ремесел, до сих пор используют этот инструмент.
Для более цивилизованных европейцев и американцев сегодня в «авторитете» карпунные винтовки. Однако они практически не имеют ничего общего с древним оружием. Это достаточно сложные инструменты, претерпевшие значительные модификации на протяжении многих веков. Особой известностью пользовался, естественно, китобойный гарпун, подробное описание которого принадлежит Герману Мелвиллу. Тем не менее, известно и о других, превосходных по своим конструкциям и предназначению.
Что означает слово «гарпун»
В толковых словарях можно найти тот факт, что понятие «гарпоэн» обязано своим появлением нидерландским китобам, которым не было равных в XVII веке.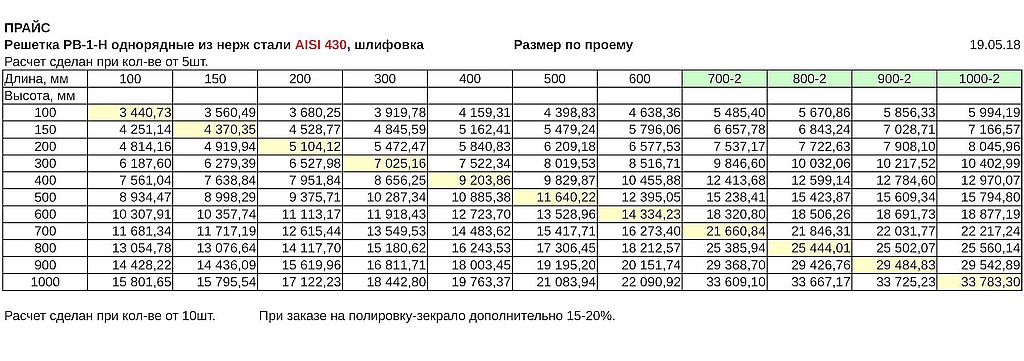 Само Слово имеет позднеленинское происхождение от слова Харпо («Крюк»). Тем не менее, есть информация, что это слово ранее использовалось басками в одном из испанских регионов. С баскского языка слово «гарпун» можно перевести как «острие камня». Древнерусское название гарпун — это кутило или иголка.
Само Слово имеет позднеленинское происхождение от слова Харпо («Крюк»). Тем не менее, есть информация, что это слово ранее использовалось басками в одном из испанских регионов. С баскского языка слово «гарпун» можно перевести как «острие камня». Древнерусское название гарпун — это кутило или иголка.
Конструктивные особенности гарпуна и остера
Самое простое приспособление для рыбалки имеет гарпун. Этот гарпун имеет вид зазубренного копья. Некоторые гарпуны имеют кольца для крепления лодочек. Карпуну иногда можно назвать богатой или наоборот. Однако на самом деле остер — это несколько иные инструменты. Они обладают несколькими длинными зубами и не являются метательным оружием. Охотники бьют их рыбой, не выпуская деревьев из рук.
Охота с гарпуном выглядит несколько иначе. Гарпуно для охоты на морских животных — это метательные ружья. Они состоят из деревьев (обычно деревянных), наконечников (костяных, каменных или металлических) и связывающих их веревок.
В условиях отсутствия сырья, а также инструментов, охотники не раз делали такие гарпуны.
Наконечники
обычно плоские и зубчатые, вставленные в тресты, но соединены с ними не вплотную. Вслед за броском дерева они отделяются от кончиков включенных в жертву жертв. В то же время не так часто удавалось убить животных одним броском. Подранки, пытаясь спрятаться, натягивали веревку, а плавающие на поверхности воды деревья указывали охотникам направления их движения. Жертва не могла освободиться от жертв в телах жертвоприношения из-за препятствий со стороны боковых зубов.
Гарпуна на службе у разных народов мира
Garpuna – это интернациональные инструменты. Как сделать Харпун знали еще первобытные люди. Их научились делать и использовать еще с палеолита. Первоначально их делали из костей (северяне — из моржей или мамонтов) и рогов, обычно оленей. Эскимосы, алеуты, чукчи и коряки кремниевые, бронзовые, медные и железные. Хотя, например, на Аляске встречались цельные деревянные гарпуны.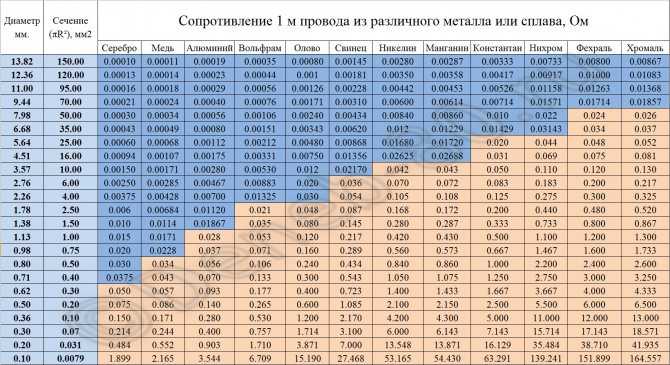
В некоторых африканских племенах гарпуны используются с железным ралли для гиппопотамов, а на Андаманских островах — для Дикого Венрея. Пещеры европейского континента (далеко от моря) полны костяных наконечников не таких уж и простых, как может показаться, гарпунов. Их можно было использовать, по-видимому, для охоты на крупный или лесной скот.
Также известно о костяных наконечниках эпохи неолита в нашей стране. Охоту с гарпунами проводят круглый год. Hued с лодки на реках или промоутер. Древние индонезийцы с помощью гарпунов добывали китов, дельфинов и акул. Конструктивно в них не было предусмотрено отсоединение законцовок, они только привязывались к лодкам с длинными тросами. У индонезийцев особый стиль охоты. Они не бросают гарпуны в китов, а, не выпуская деревьев из рук, прыгают на спину и наносят застрявшие удары.
Гарпуны — древние китобойные ружья
Комплектация гарпунов была самой разнообразной. Классические европейские или американские плетеные инструменты имеют железные прожилки и широкие короткие лезвия. Чаще такие гарпуны имели деревянные ручки, их привязывали к лодкам очень длинными веревками.
Чаще такие гарпуны имели деревянные ручки, их привязывали к лодкам очень длинными веревками.
С шестиметровой дистанции арфист метает в китов свои инструменты. В момент выстрелов острие не отделялось от гребней. Возвраты, привязанные к гарпунам, быстро разматывались, и киты стремительно тянули лодки по волнам до тех пор, пока те не утомлялись. В то время китов добивали, но не гарпуной, а с помощью копья, и делал это не гарпинер, а капитан велбота. Хотя хорошие арфы пользовались большим почетом. На севере охотники и сейчас находят в телах китов остатки искривленных орудий XIX века.
Формирование харпунов
Со второй половины XIX века на смену китобойным гарпунам пришли гарпунные пушки, которые придумал норвежский инженер Фойн. Это изобретение сделало охоту на китов менее опасной. Обычные гарпуны превратились в подводные ружья. Даже гарпун появился для арбалета. Однако эти приспособления сохранили основные черты своих «предков», а именно острые наконечники с наличием зубцов, направленных в обратную сторону, и тросы, не позволяющие охотникам терять добычу.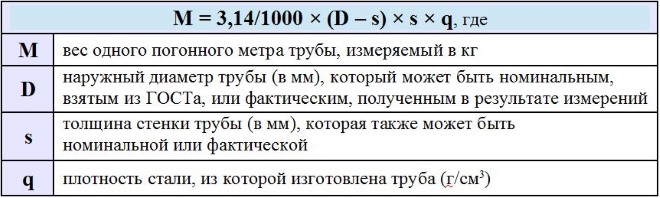
У коренных народов Севера остались те же инструменты, что и у их предков. Вообще арфы — это универсальные орудия лова. Несмотря на то, что алеуты или чукчи издавна владеют огнестрельным оружием, они до сих пор не отказываются от проверенных веками традиционных способов и орудий.
Как сделать гарпун в домашних условиях
В домашних условиях несложно будет узнать, как сделать самодельный гарпун, например, для подводной охоты. Обычно такие приспособления состоят из ручек и наконечников. Перед тем, как сделать гарпун, желательно подготовить и приобрести все необходимые материалы.
Для изготовления самодельного гарпуна в домашних условиях, как вариант, вам понадобятся следующие предметы:
- Деревянная палка;
- Отрезок полипропиленовой трубки;
- Клей;
- Ленты Мартенса;
- Гвозди среднего размера;
- нитей;
- Большая гайка;
- Тиш;
- Наждачная бумага;
- Файл;
- Ножовки по металлу;
- Колле.
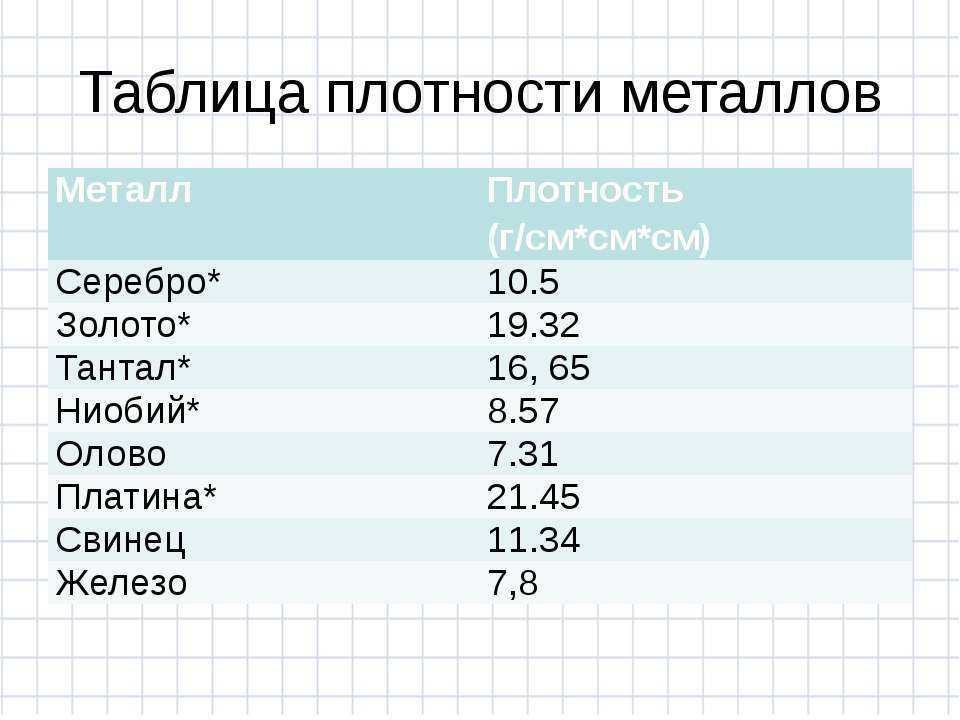
Изначально приступаем к изготовлению самого гарпуна. Для этого гайка помещается в тиски. При этом деревянный брусок крепится к дрели. Используя средние обороты, брусок необходимо вставить в гайку и прокрутить ее, чтобы добиться круглой конфигурации.
Далее таким же образом с помощью спирального сверла необходимо отшлифовать деревянный брусок наждачной бумагой. Затем гвозди берутся на три единицы, с помощью ножовки набиваются шляпки, и напильником затачиваются с двух концов на каждом гвозде до достижения их максимальной остроты.
С одного конца бруса нужно прикрыть полентой, поочередно прикрепив гвоздями с прочными рыбацкими нитками. Затем между ними и брусками вставляются меньшие, чтобы гвозди были под углом. Пространство между гвоздем и брусками для надежности стоит залить клеем. Следим за местом соединения гвоздей с помощью скотча. Все, гарпун готов.
Далее делается основная часть запуска гарпуна. Для этого отрезается кусок Banda Martens и приклеивается к полипропиленовой трубке с обоих краев. Сверху эту часть вместе с местом контакта гарпуна с бинтом следует обмотать несколькими слоями скотча. Затем гарпун крепится с помощью лески или рыболовной нити к пусковому устройству для выноса.
Сверху эту часть вместе с местом контакта гарпуна с бинтом следует обмотать несколькими слоями скотча. Затем гарпун крепится с помощью лески или рыболовной нити к пусковому устройству для выноса.
Если у вас есть вопросы — оставляйте их в комментариях под статьей. Мы или наши посетители с удовольствием ответим на них
Уже когда водоем начал потихоньку замерзать, а «будущий улов» стал больше времени проводить на дне, в лунках многих рыболовов посещает чувство ностальгии, по прошедшим моментам рыбалки, ощущение когда их вытаскивают их трофей.
Зимой появляется масса свободного времени, которое можно провести с пользой, например, заняться изготовлением самодельного ружья для подводной охоты.
Существует множество моделей, которые можно выполнить своими руками, которые будут отличаться аккуратностью и легкостью.
Делаем подводную винтовку своими руками
Для выполнения в домашних условиях оружия для подводной охоты необходимо иметь несколько качеств:
- Предпочтительно:
- Кропотливый;
- Терпение.

Такая работа отнимет много времени и сил, но конечный результат вызовет восхищение и восторг, особенно в те моменты, когда очень желанный трофей будет добываться из собственноручно изготовленного ружья.
Итак, подводная винтовка представляет собой сочетание нескольких материалов и камней в одной конструкции:
- Дерево для основания;
- Нержавеющий материал для спускового механизма.
Среднее оружие, которое можно сделать в домашних условиях, будет иметь общую длину не более 900 мм, от зацепа до отверстия должно быть не менее 75 мм, а общая масса около 1,5 кг.
Рукоять пистолетов нужно будет обработать специальным автомобильным герметиком, посыпать сахаром и тщательно просушить, затем сахар взболтать и получить в итоге пористый материал.
Так же нужно будет выполнить надежный упор, его можно сделать на оси, тогда в момент неактивного действия гарпуна, он будет упираться в него и не будет перемешиваться, а когда гарпун будет питаться от , он сможет прокручиваться.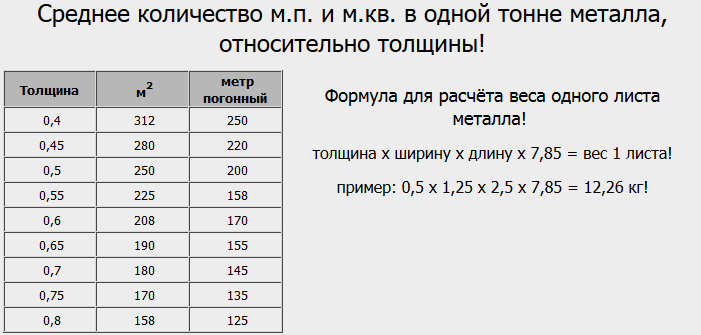
Самодельное пружинное ружье для подводной охоты
При грамотном выполнении всех требований и рекомендаций можно добиться того, что ружье для подводной охоты будет характеризоваться достаточно большим усилием, чтобы поражать рыбу средних габаритов и небольшого веса.
Скорее всего, радиус поражения будет не более 3-х метров.
Также стоит знать некоторые отрицательные стороны самодельного оружия для подводной охоты:
- Значительный уровень шума при стрельбе;
- Пружины Skyrplay в процессе зарядки.
Для снижения уровня ствол оружия и пружину систематически протирать тряпкой, которую необходимо смочить глицерином.
Стоит обратить особое внимание на правила и требования техники безопасности:
- Заряжать оружие только непосредственно в резервуаре;
- При выходе на берег обязателен сброс.
- Стреляйте, только если вода чистая и цель хорошо видна.
Важным преимуществом собственноручно выполненного оружия является его точность и легкость, что значительно помогает поймать нежную хищную рыбу.
Любому рыбаку, который попробует себя в роли охотника за подводными лодками, нужно знать, что впору точить — не все, нельзя промахиваться гарпуном по рыбе.
Части конструкции
Любая конструкция подводного оружия состоит из следующих элементов:
- Багажник;
- Зажим;
- Гарпун;
- Боевая пружина;
- вкладыш;
- Крюк;
- Пружины предохранителей;
- Тяга.
Ствол ружья для подводной охоты трубчатый, диаметром 12 мм и толщиной трубы 1 мм. Часто для этих целей хорошо подходит такой материал, как латунь, которая не окисляется в воде.
Нержавейка неплохая.
Для обеспечения беспрепятственного входа воды необходимо просверлить отверстия по всей длине ствола, диаметром не менее 3 мм и ориентировочным расстоянием между ними 10 мм.
Поршень для ствола лучше всего выбрать из дюралюминия или латуни.
Трубу можно докупить, остатки понадобятся для изготовления втулок и поршней.
Это позволит сделать его полностью без токарных операций при изготовлении подводного ружья.
Обоймы, составляющие одну из основных частей подводного ружья, должны быть изготовлены из листового латунного проката толщиной 1 мм.
Это должны быть специальные отверстия, которые нужно выполнить сбоку и лучше всего их пропить, после сгиба заготовки.
По выбранной технологии можно добиться четкого расположения отверстий, без софам и смещений с правой и левой стороны обоймы. При сборе клипсы нужно будет припаять к стволу, нужно подгонять детали по прорезям и отверстиям.
Основной активной частью любого оружия будет гарпун, который выполняется из прочного стального стержня, диаметром не менее 5 мм, в основном на конце которого нарезается пятимиллиметровая резьба М5 для установки и отверстия ибо линия обрывается.
После того, как все работы по подготовке должны быть выполнены, гарпун обязательно закалить в термопорошке. Кроме того, необходимо будет заточить втулку для гарпуна, лучше всего для этого использовать нержавеющую сталь.
Боевая пружина для оружия должна быть из проволоки АТС, диаметром 1,6 мм и навита по спирали, чтобы в итоге получился шаг 4,5 мм.
Перед тем, как приступить к обработке проволоки, ее необходимо отпустить, а именно нагреть до 300 градусов и остудить до комнатной температуры.
Такие операции позволят избежать деформации пружин в будущем. Концы стержня или уже пружины нужно развести и подогнать, чтобы они были перпендикулярны оси.
Вкладыш в ружье предназначен для крепления плоских пружин возвратного действия и в основном изготовлен из текстолита.
Его нужно будет приклеить к зажиму, а уже после него приклеить пружинки.
Для сборки подводного оружия понадобятся заклепки, которые лучше всего выбирать из прочной, надежной стали.
Для того, чтобы намотать Garpoon Lin, вам понадобится специальный крючок, который может быть изготовлен из латуни или «нержавейки».
Крючок припаять к стволу.
Пружины предохранителя в основном используются в качестве стопора для двух основных положений.
В качестве материала лучше всего подходит сталь толщиной 0,5 мм из прочного легированного материала марки 65 или углерода марки У8, У10, У10А. Пружина скреплена заклепками.
Линия для Линии не что иное, как стальная проволока 2 мм. Один из концов тяги загибается, образуя кольцо, которым следствие будет крепиться к спусковому крючку.
На сегодняшний день наибольшую популярность среди потребителей получили ружья для пневматической охоты. Хотя стоит отметить, что принцип их изготовления включает в себя несколько особенностей.
Именно из-за того, что конструкция предполагает достаточно сложную технологию изготовления, некоторые заинтересованные заказчики отказываются от такого вида оружия для рыбалки.
Для того, чтобы сделать пружинную винтовку своими руками для подводной охоты, необходимо заранее подготовить некоторые материалы:
- проволока марки АСС ǿ 2 мм, лучше всего выбрать пружинную сталь 65г;
- диаметром 12,5-13 мм, которая будет предназначена для ствола;
- пластины 2 шт, толщиной 10-12 мм, из винипласта, из которых потом будет сделана ручка;
- стержни Ø 6-8 мм, идеальным вариантом будет такой материал как нержавеющая сталь — для гарпуна.

дюралюминиевая труба
Технология поэтапного изготовления подводных орудий следующая:
- Все специалисты рекомендуют начинать процесс изготовления с самого сложного в конструкции элемента, а именно с пружины, которую лучше всего отдать профессионалам за обращение. Специалисты, скорее всего, обрежут пружину на токарном станке по ГОСТу, после чего ее ждет обжиг в термической печи и нанесение специального антикоррозийного покрытия. Профессионалам не нужно будет давать рекомендации, исключительно сообщать, какой нужен шаг готового изделия и его конечная длина, которая будет соответствовать размеру ствола. Пружина уже в собранном изделии будет работать на сжатие и поэтому ее длина обязательно должна быть больше ствола примерно на 300 мм, иначе при первом же выстреле она сядет или лопнет.
Суть такого штока в том, что в момент выстрела значения усилий пружины, в самом конце ствола, она форсирует не до нуля, а только до минимума, а значит есть это не преждевременный выстрел гарпуна.
 Этот эффект называется эффектом сжатой пружины.
Этот эффект называется эффектом сжатой пружины. - Второй шаг будет выполнен из подготовленного материала ствола для оружия. Если нет возможности купить небольшую алюминиевую трубку, можно использовать старую лыжную палку. Считается, что самая оптимальная длина ствола — 700 мм. Таким образом можно добиться наилучшей и удобной стрельбы, в любых условиях, на любых водоемах.
- На двух концах трубки обязательно нужно нарезать резьбу и специальный паз 150 мм, который будет для шептала. После этого стоит выполнить отверстия для того, чтобы из ствола жидкость могла просто и быстро выйти.
- В пистолете должен быть самолет и заглушка из дюралюминия. Для того, чтобы установить гарпун в пробку, потребуется выполнить специальное отверстие. После этого моно смело приступайте к выполнению рукоятки оружия и непосредственно самого ударно-спускового механизма.
- Для изготовления рукояти отлично подходят пластины из текстолита, которые загибаются в тиски, при выполнении и просверливаются отверстия по диаметру ствола.
 Далее вырезаем предполагаемый контур рукоятки и напильником глубиной 1 мм вырезаем канавку для установки спускового крючка.
Далее вырезаем предполагаемый контур рукоятки и напильником глубиной 1 мм вырезаем канавку для установки спускового крючка. - Далее необходимо просверлить отверстие под ось предохранителя, шептало и непосредственно пружины, Также не забываем про крепеж, для которого также потребуются установочные отверстия.
- Теперь две готовые половинки рукояти соединяются в стволе и крепятся саморезами, это устранит смешение по длине ствола. Перед креплением необходимо установить стопорное кольцо. Сам процесс сборки будет завершен после установки спускового крючка, пружин, предохранителей и шептала. В общем, там простая слесарная работа.
- Теперь можно переходить к гарпуну, лучшим материалом для которого является нержавеющая сталь толщиной 6 мм. Гарпун обязательно должен быть с наконечником, заточенным особым образом так, чтобы 4 грани выполнялись под корпус. Таким образом, заточенная грань острия мгновенно разрежет рыбу-подушку и значительно облегчит ее прокалывание.

- Почти все готово, остался только светлый сорт, который выполняется из стальной полосы, и крепится саморезами к пробке ствола. В момент выстрела лин будет достаточно просто размотаться, без задержек и усилий, и раненый будет уложен под плиту, перед стволом.
- Все готово, ружье можно тестировать, приступая к подводной охоте. Нужно только закрепить гарпун в стволе оружия, чтобы он дошел до упора, далее нажать на пружину до свистка, до сигнализирующего характерного щелчка.
- Таким образом, шептала вверх, в ствол и запрессована гильза, В момент спуска пружина совершает поступательные действия, возвращаясь в исходное положение. Теперь орудие заряжено и готово к первой добыче.
- Когда рыбак нажимает на спусковой крючок, шептала входит в паз и освобождает место для втулки пружины. Итак, пружина сжимается и толкает гарпун.
Преимущества изготовления своими руками
К преимуществам выполнения подводного ружья своими руками можно отнести:
- высокий уровень точности;
- значительная экономия денег;
- для изготовления вам не потребуются специальные знания и навыки;
- сравнительная тишина в действии.

Но не забывайте, что есть и недостатки:
- Охотиться можно только на среднюю и мелкую рыбу, на крупную гарпун недостаточно прочен;
- Исключена возможность смены наконечника гарпуна.
Подводная охота дарит человеку непередаваемые ощущения от самого процесса. Это занятие кроме положительных эмоций тоже дает заметные результаты. Они заключаются в большом улове.
Характеристика
Гарпун — ключевой элемент, удерживающий рыбу после попадания в него. Изготавливается исключительно из нержавеющей стали. Его часто закаляют для придания высокой прочности. Качественная охота невозможна с гарпуном, не обладающим высокой жесткостью.
При недостаточной твердости гарпун может погнуться при выстреле им. Такой прибор цель не поразить с достаточной точностью. По той же причине он несет в себе опасность для стрелы.
Разновидности
Гапуно, используемые при охоте под водой, делятся на следующие виды:
1.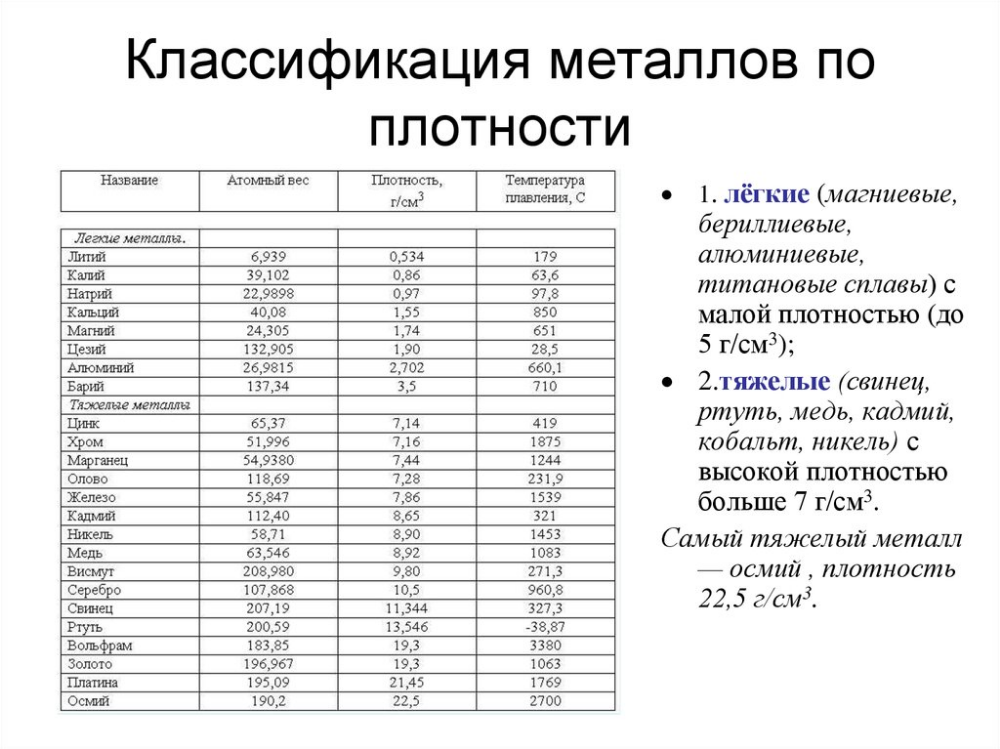 Наиболее распространены гарпуны, механизм спуска без фиксатора. В них нет канавок, каналов и движущихся частей. Применяются в основном в пневматических ружьях, у которых спусковой крючок находится сзади.
Наиболее распространены гарпуны, механизм спуска без фиксатора. В них нет канавок, каналов и движущихся частей. Применяются в основном в пневматических ружьях, у которых спусковой крючок находится сзади.
2. Второй тип гарпуна имеет специальные отверстия и течь. Пушки для них имеют переднее расположение механизма спуска.
3. Третий тип гарпунов со специальной дощечкой, предназначенной для крепления в задней части механизма спуска.
По типу наконечника гарпуны делятся на группы:
1. Наконечник цельный с гарпуном.
2. Съемный наконечник делает гарпун универсальным.
Качественное использование инструмента и результативность охоты имеют прямую зависимость от наконечника. Перед началом охоты необходимо правильно выбрать вид заточки, исходя из условий охоты.
Выбор гарпуна
Для мелкой рыбы подойдет инструмент диаметром 6 мм. Они обладают большей быстротой. На крупную рыбу лучше идти с гарпуном из титана диаметром 7-8 мм. Наиболее распространен гарпунный диаметром 6,5 мм. В море нужно охотиться с карабином длиной 1,5-2 метра и диаметром стрелы до 1 см.
В море нужно охотиться с карабином длиной 1,5-2 метра и диаметром стрелы до 1 см.
Самодельный гарпун
Многие профессиональные охотники не делятся инструментами, используют их самостоятельно. Убедитесь, что гарпун не сложный, если будете следовать простым рекомендациям:
1. Стальной стержень заменяет деревянную палку. Наконечники изготавливаются из стальной проволоки диаметром 4-5 мм и длиной 25-30 см.
2. Один конец проволоки загибаем под углом 90 градусов на 5-7 мм. Второй конец сплющивают и делают крючок.
3. В палке просверлены отверстия, в которые вставляются лекала. Строительная веревка закреплена.
Гарпун для привязывания
Привязка может производиться несколькими способами. Рассмотрим положительные и отрицательные моменты каждого из них.
Крепление спереди. Плюсы:
Простота в изготовлении и замене лена.
С легкостью стреляет в рыбу и держит ее.
Сложность попадания с большого расстояния.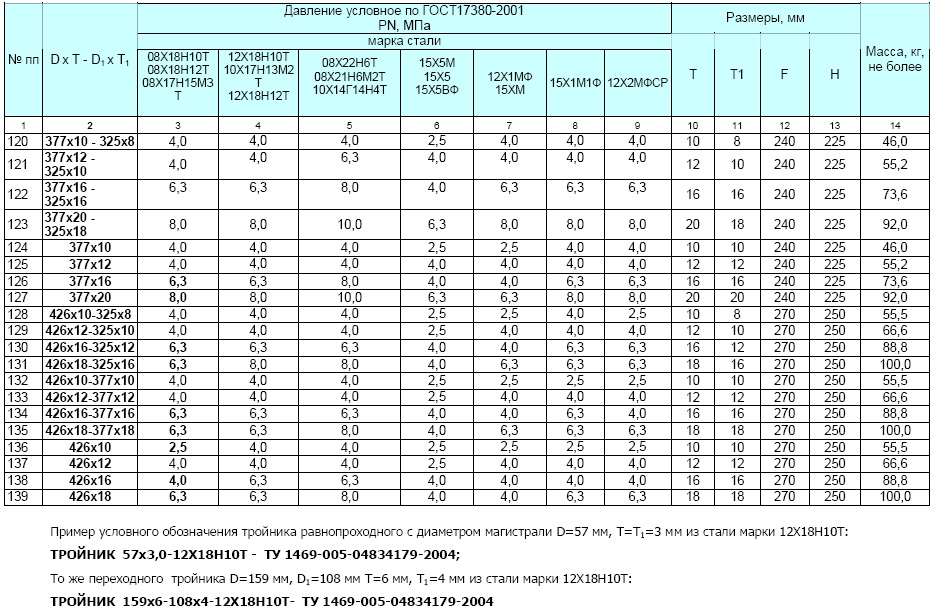
Стрела получает слабое место в месте крепления.
Есть вероятность заклинивания стрелы.
Линь может быть поврежден о рыбью кость.
Привязка спереди к рукаву с горкой. Плюсы:
Линь не влияет на гарпун.
Лин имеет нормальную длину.
Это сложно сделать.
Нужно исправить глупость.
Увеличивается сложность конструкции гарпуна.
Выше сопротивления.
Рыба с трудом попадает в розетку.
В рыбе стрела не фиксируется при поражении.
Переплет за рукавом со скольжением. Плюсы:
Линь не действует на гарпун.
Простота изготовления.
Направление гарпуна дает самолет.
Трудно заменить лин.
Отверстие расслабляет стрелу.
Опасность повреждения рыбьей кости.
Невозможно попасть в цель.
Грамотный выбор гарпуна позволит рыбаку-охотнику получить море положительных эмоций от подводного мира, отличный улов и избежать проблем со снаряжением. В следующей статье мы обсудим, как сделать
Гарпуна и подводные ружья
Гарпун-Безопасность
Представляю вам описание простейшего оружия для подводной охоты, оно достаточно легкое и с хорошим боем.
На рисунке показан разрез пружинного самостроля.
Рис. 1. Винтовка подводная пружинная:
1 — Гарпун, 2 — втулка, 3 — винт м3, 4 — ствол, 5 — поршень, 6 — боевая пружина, 7 — обойм, 8 — втулка, 9 — винт м3, 10 — крюк, 11 — вкладыш, 12 — пружина взрывателя, 13 — пружина шептала, 14 — шептало, 15 — предохранитель, 16 — спусковой крючок, 17 — ось линейной обмотки, 18 — рукоятка, 19 — линейная обмотка.
Чертежи деталей самодерева
Гарпун — из стального прутка 5 мм (Серебрянка). На одном из его концов нарезается резьба М5 и сверлится отверстие под Линейку. После механической обработки гарпун закаливается. Втулка-направляющая для гарпуна — вытягивается из нержавеющей стали или дюралюминия.
Ствол — труба 12х1 мм. Материал — латунь или нержавеющая сталь. Для свободного прохода воды при выстреле или заряжании по всей поверхности ствола отверстия 4-5 мм загибают внахлест примерно на 10 мм. Поршень вытягивается из нержавеющей стали или дюралюминия.
Кстати, и гильзы, и поршень можно сделать из отрезков трубы 10х2,5 мм, что полностью исключает токарные работы при изготовлении пистолета.
Боевая пружина навита из проволоки марки АТС 1,6 мм. Первоначально к стержню клинят проволоку 6 мм, которую затем натягивают до получения необходимого шага – 4,5 мм. Чтобы при обработке пружины не было остаточных деформаций, проволоку необходимо освободить, то есть нагреть примерно до 300°С и охладить до комнатной температуры. Оконечные витки, потрескивающие на горячем, должны быть отрегулированы таким образом, чтобы их плоскость была перпендикулярна оси пружин.
Зажим вырезается из листа латуни или нержавеющей стали толщиной 1 мм. Отверстия на его боковых поверхностях желательно пропить, подставив подходящего размера после того, как заготовка согнулась. Это позволит избежать ошибок в расположении отверстий на правой и левой щеках затвора. При сборке обойму припаивают к стволу, ориентируясь на положение прорези.
Крючок предназначен для намотки гарпунной лески. Он вырезается из латуни или нержавеющей стали и присоединяется к концу ствола.
Он вырезается из латуни или нержавеющей стали и присоединяется к концу ствола.
Вставка текстолитовая, предназначена для крепления плоских возвратных пружин. Вкладыш прилипает к обойме, пружины тоже прилипают к вкладышу. Заклепки желательно использовать стальные, в крайнем случае можно использовать обычные гвозди.
Пружины взрывателя предназначены для фиксации взрывателя в двух устойчивых положениях. Материал – стальная лента толщиной 0,5 мм марки 65Г или У10А. Крепить пружины к зажиму выгоднее, чем все шурупы или заклепки.
Леска для намотки представляет собой отрезок стальной проволоки толщиной 2 мм. Один его конец загибается в кольцо, которым тяга крепится к спусковому крючку.
Пистолет — для подводной охоты
Подводная охота в водоемах со сложным рельефом дна и ограниченной прозрачностью воды имеет свои особенности: нет времени на прицеливание ружья, нет возможности маневрировать. Имеющиеся сейчас в продаже ружья неудобны для таких условий. Есть гораздо более предпочтительные подводные пистолеты. Из известных видов такого оружия наиболее подходящий — капсюльный. Основное их преимущество в том, что при стрельбе у Гарпуна возникает импульс в несколько сотен килограммов, в отличие от винтовок других систем, где усилие гарпуна не превышает десятков килограммов. Соответственно, харпунов разгоняется. К достоинствам капсюльных пистолетов можно отнести простоту их заряжания.
Есть гораздо более предпочтительные подводные пистолеты. Из известных видов такого оружия наиболее подходящий — капсюльный. Основное их преимущество в том, что при стрельбе у Гарпуна возникает импульс в несколько сотен килограммов, в отличие от винтовок других систем, где усилие гарпуна не превышает десятков килограммов. Соответственно, харпунов разгоняется. К достоинствам капсюльных пистолетов можно отнести простоту их заряжания.
Хочу предложить любителям «подводной охоты» конструкцию вот такого капсюльного пистолета. С ним я успешно охотился около трех лет на озерах, водохранилищах России и ближнего зарубежья.
Рис. 1. Конструкция подводного капсюльного пистолета:
1 — гарпун (сталь 50 или 12х18н10т), 2 — ствол (труба Т8Х1,5, сталь 12х18н10т), 3 — мушка (Д16А), 4 — гарпун-лин (капрон), 5 — прицел (Д16Т), 6 — казенник (сталь 12х18Н10Т), 7 и 11 — цилиндрические штифты, 8 — винтовая ось (сталь 12х18н10т), 9- фиксатор (сталь 12х18н10т), 10 — вставка (сталь 12х18н10т), 12 — капсюль «Чевело», 13 — экстрактор капсет ( сталь 40х), 14 — лючок (сталь 12х18н10т), 15 — наконечник ударника (сталь 12х18н10т) , 16 — ударник (труба Т8Х1, сталь 12х18н10т), 17 и 23 — ось (сталь 12х18н10т), 18 — фишка ударника, 2 шт. (сталь 12х18н10т), 19 — вкладыш (сталь 12х18н10т), 20 — курок (Д16Т), 21 — ось (сталь 12х18н10т), 22 — шептала (сталь 12х18н10т), 24 — боевые рессоры (проволока II-1), 25 — привод направляющая (труба Т10х1. сталь 12х18Н10Т), 26, 29, 33, 34, 41, 44, 45, 53, 55 — винт М4, 27 — средняя пластина ручки (текстолит, S — 5 мм), 28 — заклепка (сталь ? 4 мм), 30 — стружка замка, 2 шт. (сталь 12х18Н10Т), 31 — Пружина зажима (Проволока II-1), 32 — Ось (сталь 12х18н10т), 35, 40, 43, 46, 52, 54, 56 — Заклепки (Проволока алюминиевая), 36 — Плавкая пластина предохранителя , 2 шт. (сталь 12х18ш0т), 37 — предохранитель (сталь 12х18н10т), 38, 48, 50, 51 — ось (сталь 12х18н10т), 39 — пружина взрывателя (проволока II — 0,5), 42 — наружная накладка рукоятки (текстолит С — 5 мм ), 47 — Сброс лески Гарпун (Сталь 12х18х20Т), 49- Возвратная пружина (Проволока II — 0,3).
(сталь 12х18н10т), 19 — вкладыш (сталь 12х18н10т), 20 — курок (Д16Т), 21 — ось (сталь 12х18н10т), 22 — шептала (сталь 12х18н10т), 24 — боевые рессоры (проволока II-1), 25 — привод направляющая (труба Т10х1. сталь 12х18Н10Т), 26, 29, 33, 34, 41, 44, 45, 53, 55 — винт М4, 27 — средняя пластина ручки (текстолит, S — 5 мм), 28 — заклепка (сталь ? 4 мм), 30 — стружка замка, 2 шт. (сталь 12х18Н10Т), 31 — Пружина зажима (Проволока II-1), 32 — Ось (сталь 12х18н10т), 35, 40, 43, 46, 52, 54, 56 — Заклепки (Проволока алюминиевая), 36 — Плавкая пластина предохранителя , 2 шт. (сталь 12х18ш0т), 37 — предохранитель (сталь 12х18н10т), 38, 48, 50, 51 — ось (сталь 12х18н10т), 39 — пружина взрывателя (проволока II — 0,5), 42 — наружная накладка рукоятки (текстолит С — 5 мм ), 47 — Сброс лески Гарпун (Сталь 12х18х20Т), 49- Возвратная пружина (Проволока II — 0,3).
На рис. 1 показан полный разрез пистолета. По конструкции он разрядного типа. Ствол вдавливается в место и дополнительно фиксируется шпильками. На стволе винтами крепятся прицел и мушка. Внизу последней есть крючок с отверстием для лески.
На стволе винтами крепятся прицел и мушка. Внизу последней есть крючок с отверстием для лески.
В заряженном состоянии казенник располагается между щеками разлома и удерживается в таком положении защелкой через вкладыш. Последний связан с заклепками. Фиксатор удерживается в крайнем положении пружиной, прикрепленной к оси.
Внутри рукоятки, состоящей из трех текстолитовых пластин толщиной 5 мм, расположен ударно-спусковой механизм.
Ударный механизм состоит из ударника с наконечником, вкладышем и стружкой, а также из направляющего ударника, укрепленного на рукоятке винтом. Для прохода воды в момент выстрела по бокам направляющей направляющей отверстия 2-3 мм.
Спусковой крючок служит для фиксации ударника в заряженном состоянии и сброса Лен в момент выстрела. Спусковой крючок и шептало расположены на осях, запрессованных в нижнюю пластину рукоятки и соединенных между собой. Тяга и возвратная пружина подвешены к спусковому крючку, второй конец которого закреплен осью.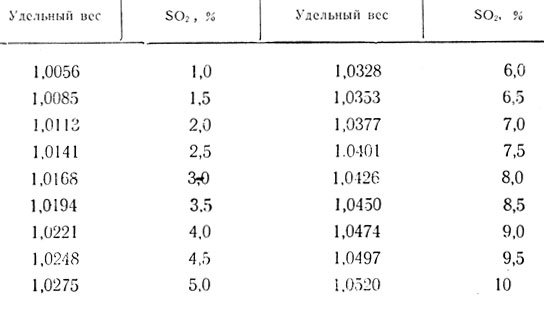 Предохранитель имеет два фиксированных положения. Самый удачный узел пистолета, на мой взгляд, скоба-экстрактор. Припаивается Пос-40 к крану. Благодаря кронштейну колпачки автоматически снимаются со ствола.
Предохранитель имеет два фиксированных положения. Самый удачный узел пистолета, на мой взгляд, скоба-экстрактор. Припаивается Пос-40 к крану. Благодаря кронштейну колпачки автоматически снимаются со ствола.
Подготовка ружья к выстрелу. При отведении стружки обратно в упор под действием собственного веса ствол с площадкой повернется на 90° вокруг оси. Далее барабанщик. Курок размещен на предохранителе. После вставки половины капсулы в ствол, площадка поворачивается вокруг оси. При этом заглушки будут полностью входить в ствол, а его основание окажется между рваниной и раскосами скобы. Линь наматывается между крючком мушек и тягой.
Для выстрела необходимо снять курок с предохранителя и нажать на него. При этом линь сбрасывается и ударник опускается. После выстрела следует взвесить ударник, поставить курок на предохранитель, большим пальцем левой руки взять фишку до упора рукоятки, и повернуть мушку этой же руки вокруг оси. Из-за усов Капкуля забивает из ствола.
Рис. 2. Патронное устройство для подводного пистолета:
2. Патронное устройство для подводного пистолета:
1 — Капсула «Жевора», 2 — Полихлорвинил Т3х0,5, 3 — Клей БФ-88, 4 — Полихлорвинил Тур Тур Т4, 5 — Черный порох «Медведь», 6 — Бумажный дикий порошок.
Применение «жевательного» капсюля обеспечивает дальность стрельбы до трех метров. Для изоляции от воды капсулу предварительно промазывают пластилином или парафином. Использование патрона (рис. 2) позволяет увеличить дальность стрельбы до 10 м в зависимости от дозировки пороха. При использовании этого патрона целесообразно применять ствол с более толстыми стенками и большей длиной. Длинный гарпун позволит стрелять больше прицела. Наконечник гарпуна должен быть симметричен относительно своей оси, так как даже незначительное отклонение от симметрии приводит к искривлению траектории полета гарпуна.
Сборочные чертежи:
Чертеж 1 Чертеж 2
Бонус на основе Fishgun.spb.ru:
Все представленные здесь материалы касаются только самодельного оружия для подводной охоты. В аннотациях к статьям указывается откуда взята (автор или редакция) и содержащийся материал — схемы, чертежи и т.п. и ТП, а также мои небольшие комментарии по оформлению или содержанию. Надеюсь, вы найдете здесь полезную информацию.
В аннотациях к статьям указывается откуда взята (автор или редакция) и содержащийся материал — схемы, чертежи и т.п. и ТП, а также мои небольшие комментарии по оформлению или содержанию. Надеюсь, вы найдете здесь полезную информацию.
Гидропневматические винтовки
Гидропневматическая винтовка Игорь Ившина | |
Винтовка гидропневматическая «Мета» (Владимир Матвиенко) Киев Описание конструкции, чертежи, схемы. | |
Гидропневматическая винтовка (Андрей Фалеев) . Чертеж, описание, «поучительная история» создания пистолета 🙂 | |
Винтовка гидропневматическая (Атлет ПЛ №48.77) . Довольно оригинальный дизайн одноразовой винтовки. Сама конструкция конечно повторению вряд ли подлежит (еще 21 век на дворе) но много интересного можно почерпнуть. | |
Винтовка гидропневматическая (спортсмен-подводник №86.99,) . Хорошая конструкция винтовки, очень продуманная, сбалансированная и главное простая. Хороший образец для подражания. (Особенно если насладиться всякой фигней спул-системы и довести спуск до ума…). Стоит отметить, что, как правило, это повторяют все домохозяйки. Рекомендовать. | |
Винтовка гидропневматическая с подвижным стволом (спортсмен-подводник №87.99) . Пожалуй, самая известная схема (и при этом никем не повторяющаяся :)). Примечательно тем, что в нем достаточно грамотно описаны расчеты и принципы работы гидропневм, а многие детали и узлы совершенно не продуманы. Хотя, может быть, я слишком строго сужу… Прошлый век все-таки… | |
Интересная конструкция курка с минимальным ходом и усилием спуска. | |
Hydropneumatic Rouge (Hanter) Показана винтовка, описаны грабли, которые не рекомендуется иметь. Самая интересная деталь. | |
Гидропневматическая румяна «Акватекс» (сайт производителя) . Дано только фото пистолета и описание ударно-спускового механизма. Плюс мои комментарии 🙂 | |
Hydropneumatic Rouge или «Наш ответ Aquatex» (Hanter) . Дальнейшее развитие моего гидропневма. В ударно-спусковом механизме использован гидравлический. Усилие спуска меньше. Снято резко, мощно..вообще без тормозов.. 🙂 | |
Гидра, или не предел совершенства (Хантер) Доработка «Гидра». | |
Hydropneumatic Rouge (Алексей Зверев / Борис Васильев) Представлена гидропневматическая винтовка довольно оригинальной конструкции. Имеет мощный бой и легкий заряд. Оригинально решен поршневой узел — только одна качественно обработанная поверхность. | |
Гидропневматическая прямоточная винтовка (Юрий Будаш) Еще одна вариация на тему гидропневмума. Только одна качественно обработанная трубка, просто, надежно, в наличии. Рекомендовано к изучению 🙂 | |
Гидропневматическая винтовка (А.Стпанов, И.Никольский. Прислали Владимир Финчик и Дмитрий Скворцов) Гидропневматическая винтовка с помпой. Силовой бой, легкая зарядка… что еще нужно для счастья. Детали бы еще проще… | |
Hydro Гидропневматическая винтовка. |
 В частности, самоклеящиеся манжеты на поршне. Хотя, насколько я знаю, они должны быть развернуты навстречу друг другу… Но это уже детали.. 🙂
В частности, самоклеящиеся манжеты на поршне. Хотя, насколько я знаю, они должны быть развернуты навстречу друг другу… Но это уже детали.. 🙂 Очень приятно при съемке за городом. В остальном очень простая конструкция. Только стандартные материалы. Эта винтовка является логичным развитием (и видимо завершением) предыдущих 4 или 5 конструкций (их описывать не буду из-за недостатков, снаряды или просто плохо себя вели:)) В общем рекомендую! Из моего пока что это лучший дизайн!!!
Очень приятно при съемке за городом. В остальном очень простая конструкция. Только стандартные материалы. Эта винтовка является логичным развитием (и видимо завершением) предыдущих 4 или 5 конструкций (их описывать не буду из-за недостатков, снаряды или просто плохо себя вели:)) В общем рекомендую! Из моего пока что это лучший дизайн!!! Почти все детали изменены. Изменения направлены на упрощение и облегчение конструкции.
Почти все детали изменены. Изменения направлены на упрощение и облегчение конструкции. Мощь боя, малые габариты… Эта винтовка послужила прототипом для моей первой.
Мощь боя, малые габариты… Эта винтовка послужила прототипом для моей первой.Пневматические пистолеты
«Аргумент» из Риги (Юрий) | |
Пневматический пистолет с передним крюком. (Хантер) | |
Пневматический пистолет Меч . (Хантер) | |
История изготовления Зелинки . (Беркут) | |
Морская винтовка (Кормман Евгений) Описание фотографий … | |
Пневматическая винтовка «Зубр» . Описание фото… | |
Пневматическая Ружья (Александр Сикола) . Показаны схемы винтовки, узлы и их варианты. Фото готовой продукции. Описаны принципы работы, основные грабли, варианты исполнения. | |
Пневматическое ружо с передним крюком (Hanter) . Самые распространенные пневматические коврики. Необычно только его замена 🙂 На этой винтовке были опробованы такие решения как УСМ с нижней осью! Клапан заводской загрузки !! Клиновой спуск, который не меняет усилие спуска в зависимости от впрыска!!! … Кстати, я до сих пор людей пугаю… И рыбу иногда подстрелю… В общем, она у меня есть в запасе 🙂 Кстати, есть даже гидравлический душ! Рабочий: О. | |
Пневматическое ружо с зацепом для поршня (Hanter) Интересная конструкция курка, с минимальным усилием спуска, независимым от впрыска, а также гидравлическая крыльчатка в дотягивающей втулке. | |
Пневматический Ружо Зелинский (Хрустальный Грот + Акватекс) . Показана схема винтовки (правда, нихрена не понимает 🙂 и схема его работы. Довольно интересный дизайн не очень традиционный и в то же время очень оригинальный. Но сложный. | |
Пневматические коврики системы Зелинского. (Алексей Золотов, прислал Александр Сикола) . Загрузка схемы винтовки. Очень подробно. Чертежи имеются, очень подробные, качественные. Практически, вы можете нести ток. | |
Пневматические коврики Зелинского. (Хантер) . Что внутри или трезвая оценка. (Статья продублирована в разделе «Заводское оружие») | |
Довольно простая и интересная конструкция пневматической винтовки. | |
Еще одна простая конструкция пневматического пистолета с передним зацепом. | |
Пневматическая винтовка с зацепом для поршня (…) Ну проще этой пушке минировать просто некуда… Нет, там — РПП-2… Эх… если бы так.. | |
Пневматическая винтовка с передним зацепом (…) Пистолет с очень интересным клиновым спуском. Очень похоже на мою, моя нынешняя «тянет» а эта «толкает»… | |
Титановые пневматы от Питера (Hanter) Фотоотчет. Представлены пушки, показано, что откуда, откуда, как. уборка, подробно. Простые и интересные решения. | |
Пневматическая винтовка (Hanter) Или наш подход к морской охоте… по нормальному… | |
Пневматическая винтовка (Hanter) с передним зацепом. Просто хороший дробовик. Интересная версия авангарда. | |
Пневматическая винтовка (Hanter) а точнее пневматический ремень. | |
Винтовка пневматическая без подсветки (Владимир, Сочи) Очень простая пневматическая винтовка. Не требует точной техники и очень доступен для повторения. | |
Пневматическая несветовая винтовка Вланика (Хантера) Обзор конструкции и исполнения (…»Что внутри или трезвая оценка»…) | |
Пневмопистолет, или Откуда у «пирометра» ноги (Hanter) . Пистолет намного старше «пирометра», сделанного человеком для себя, но сходство конструкции просто поражает. | |
Пистолет пневматический для подводной охоты. (опубликовано в журнале «Спортсмен-подводник». Клименко Б.М.) Пистолет пневматический потребляющий, работающий на С2 или сжатом воздухе. Схема редуктора. Регулируемая сила боя. | |
Пневматическая винтовка с облегченной системой заряжания (Олег/Krim4ak) . | |
Рубя Ремизова Вадим Львович Гдонецк (Хрустальный грот www.fishhunter.kiev.ua) . Ружья одного уровня с ружьями Зелинского и А.Сикало. Превосходное качество исполнения и продуманный, компактный дизайн. Глядя на такие «самоделки» понимаешь убожество импорта и криво раскатываете губу… 🙂 | |
Пневматическая винтовка (Hanter) . С крючком для поршня и задними рычагами. | |
Пневматическая винтовка (Ермоленко Сергей) . Для морской охоты в Крыму. Оч интересная конструкция ружья для призывной охоты. | |
Самодельное подводное ружье. (Максим Головин) . Очень компактная винтовка. Спусковой крючок построен по принципу написанному автором в статье «Канговый спусковой крючок». | |
Ракетница для подводной охоты. | |
Пневматическое подводное ружье. (Хантер). Старая и очень хорошо сделанная винтовка. Не смотря на годы, достаточно хорошо функционировал. Делалось явно с душой. | |
Пневматический пистолет. С курковым клапаном и подвижным стволом. (Джек) . Очень интересная конструкция винтовки построена по схеме Зелинского. Качество изготовления и отделки даст фору многим заводским винтовкам. |
 Очень подробная и качественная отделка, детализация. Почти ни одна деталь не остается без внимания!! Это дает мне, что эта статья станет хитом и своеобразным учебником по отечественным самоделкам. РЕКОМЕНДОВАТЬ!!! Здесь! Просто без комментариев! ..
Очень подробная и качественная отделка, детализация. Почти ни одна деталь не остается без внимания!! Это дает мне, что эта статья станет хитом и своеобразным учебником по отечественным самоделкам. РЕКОМЕНДОВАТЬ!!! Здесь! Просто без комментариев! .. В остальном все как обычно. На момент написания статьи Rouge находится в стадии сборки.
В остальном все как обычно. На момент написания статьи Rouge находится в стадии сборки.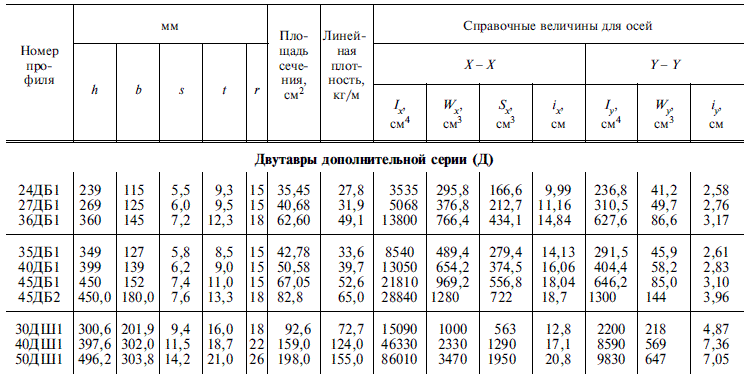
 Проще, ну просто некуда.
Проще, ну просто некуда. Описание Пневматическая винтовка с гидравлической отбойной системой, позволяющая заряжать винтовку даже ребенку.
Описание Пневматическая винтовка с гидравлической отбойной системой, позволяющая заряжать винтовку даже ребенку. (Хантер) . Очень оригинальная винтовка. Заставляет улыбаться и думать.
(Хантер) . Очень оригинальная винтовка. Заставляет улыбаться и думать.Другое оружие
Компенсатор Sylphonic осевой. Компенсаторы осевые сильфонные с кожухом Компенсатор осевой сильфонный КН Дуал
- ТУ ГРАШ.302667.006ТУ;
- Сертификат и декларация ТП ТС 32/2013;
- Сертификат ГОСТ Р
- Лицензия на изготовление оборудования сооружений, комплексов, установок с ядерными материалами, предназначенных для производства, переработки, транспортировки ядерного топлива и ядерных материалов
- Лицензия на проектирование оборудования для ядерных установок.

- PED (аудит TÜV RHEINLAND, Германия)
- ISO9001: 2008 (TÜV RHEINLAND Audit, Германия).
Материалы для изготовления
Сильф : Сталь нержавеющая коррозионностойкая жаропрочная, 08х18н10т (AISI321), 08х18н10 (AISI304), 03х18х21 (AISI304L), 03х17х24М3 (AISI316L). Сталь конструкционная криогенная, 12х18н10т (AISI321).
Арматура концевая : Сталь конструкционная углеродистая качественная марки 20, 35. Сталь нержавеющая коррозионностойкая жаростойкая, 08х18н10т (AISI321), 08х18х20 (AISI304), 03х18х21 (AISI304L), 03х17н14м3 (AISI316L). Сталь конструкционная криогенная, 12х18н10т (AISI321) или их аналоги. Табурет конструкционный низколегированный для сварных конструкций, 09г2с, 17гс.
Прочие элементы : Сталь конструкционная углеродистая качественная марки 20, 35. Сталь нержавеющая коррозионностойкая жаростойкая, 08х18н10т (AISI321), 08х18х20 (AISI304), 03х18х21 (AISI304L), 03х17н14м3 (AISI316L).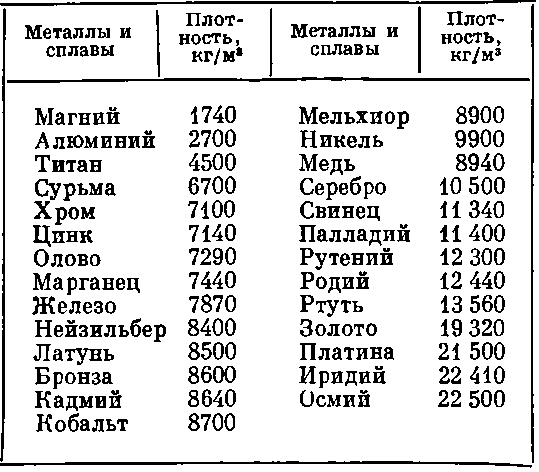 Сталь конструкционная криогенная, 12х18н10т (321 и их аналоги. Сталь конструкционная низколегированная для сварных конструкций, 09г2с, 17гс.
Сталь конструкционная криогенная, 12х18н10т (321 и их аналоги. Сталь конструкционная низколегированная для сварных конструкций, 09г2с, 17гс.
Участки трубопровода до и после компенсатора должны быть смонтированы и закреплены в стационарных опорах ОН-1 и ОН-2 чтобы расстояние между концами труб в месте установки компенсатора соответствовало длине компенсатора в состоянии поставки;
— Далее необходимо подвести компенсатор к стыкам, обеспечив соосность соединительных патрубков компенсатора и концов трубопровода;
— варить косяки.
Компенсаторы могут устанавливаться как на горизонтальных, так и на вертикальных участках трубопроводов. Ответная часть компенсатора в теплопроводах должна производиться в местах, предусмотренных проектировщиками. Не допускается нагружать компенсатор сильфонного осевого УШР от веса соединяемых секций труб, машин и механизмов. Монтаж компенсаторов допускается производить при температуре воздуха не ниже минус 10°С. Монтажные и сварочные работы при температуре наружного воздуха ниже минус 10°С следует проводить в специальных помещениях, в которых температура воздуха в зоне сварки должна поддерживаться на уровне не ниже указанного. Транспортировать компенсаторы к месту установки следует в заводской упаковке, что исключает возможность их механического повреждения. Хранить компенсаторы в распакованном и разобранном виде на открытых площадках Запрещено. Перед установкой компенсаторы должны быть испытаны на соответствие техническим характеристикам проекта тепловой сети, а также на отсутствие котельных и других повреждений корпуса и соединительных труб. При установке компенсаторов следует избегать скручивания и изгиба относительно продольной оси нагрузки изделия. Высокопроизводительные сварочные работы
Транспортировать компенсаторы к месту установки следует в заводской упаковке, что исключает возможность их механического повреждения. Хранить компенсаторы в распакованном и разобранном виде на открытых площадках Запрещено. Перед установкой компенсаторы должны быть испытаны на соответствие техническим характеристикам проекта тепловой сети, а также на отсутствие котельных и других повреждений корпуса и соединительных труб. При установке компенсаторов следует избегать скручивания и изгиба относительно продольной оси нагрузки изделия. Высокопроизводительные сварочные работы
необходимо принять меры по защите компенсатора от разбрызгивания расплавленного металла.
Перед устройством тепло-гидроизоляции необходимо выполнить следующие работы: Очистить поверхность сварочных швов от загрязнений, ржавчины, ока; просушить газовую горелку; нанести на стык антикоррозионное покрытие, согласно типовой инструкции по защите трубопроводов тепловых сетей от наружной коррозии РД 153-34.0-20.518-2003. В процессе обнаружения компенсатор демонтируется и заменяется новым, о чем составляется акт. После гидравлических испытаний будет установлено, что длина компенсатора увеличилась более чем на 15 % по сравнению с установочной длиной, что свидетельствует о смещении неподвижных опор, необходима ревизия опорных конструкций, компенсатор заменен на новенький.
В процессе обнаружения компенсатор демонтируется и заменяется новым, о чем составляется акт. После гидравлических испытаний будет установлено, что длина компенсатора увеличилась более чем на 15 % по сравнению с установочной длиной, что свидетельствует о смещении неподвижных опор, необходима ревизия опорных конструкций, компенсатор заменен на новенький.
После нанесения антикоррозионного покрытия на сварные швы труб на компенсатор наносится теплоизоляция. При этом необходимо исключить возможность попадания сортировки или поверхностных вод под защитный кожух. Теплоизоляция не должна препятствовать свободному перемещению подвижной части компенсатора относительно наружного защитного кожуха. Заполнение пространства между гофрами сильфона изоляционными или другими материалами не допускается. Работы по гидроизоляции стыков следует производить в соответствии с рекомендациями и инструкциями заводов-изготовителей теплопроводов в зависимости от конструкции теплоизоляционного покрытия и вида прокладки (канальная, накладная, в тоннелях, внутри помещений).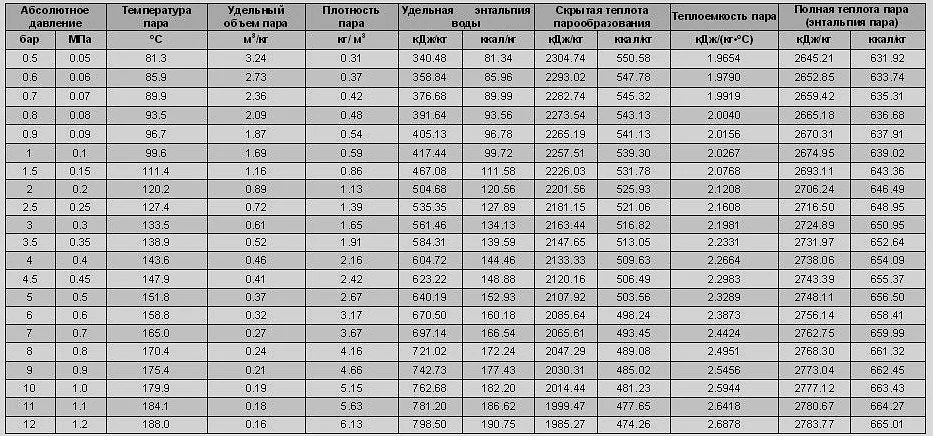
Установка сигнальной системы Выполняется по специальному проекту, в полном соответствии с инструкциями производителя. В теплоизоляции осевых сильфонных компенсаторов следует прокладывать не менее двух индикаторных проводников. Концы которых должны выступать в обе стороны не менее чем на 100 мм для удобства соединения с общей системой сигнализации трубопроводов. Соединение осевых компенсаторов индикаторных проводников с общей системой сигнализации должно производиться после окончания сварочных работ, до начала работ по изоляции стыков труб с тепловыми трубопроводами. Проводник не должен касаться металлической поверхности. После документального оформления крепления указателей общей сигнализации и проверки соответствия их сопротивлений заводским данным места соединений следует заизолировать.
Трубопроводы с установленными компенсаторами подлежат предварительному и окончательному испытанию на прочность и герметичность. При испытании трубопровода, на котором установлен компенсатор УШР, применяются строительные нормы и правила СНиП 41-02-2003 РФ, «Правила устройства и безопасности трубопроводов пара и горячей воды» (ПБ 10-573-03). ), «Правила безопасности при эксплуатации тепломеханического оборудования электрических станций и тепловых сетей» (РД 34.03.201-97). Перед окончанием монтажа, а также во время проведения работ следует убедиться, что внутренняя поверхность труб и компенсаторов сухая, чистая и свободная от инородных тел. После завершения монтажа ее следует промыть водопроводной системой в соответствии с требованиями СНиП 3.05.03-85 «Тепловые сети».
), «Правила безопасности при эксплуатации тепломеханического оборудования электрических станций и тепловых сетей» (РД 34.03.201-97). Перед окончанием монтажа, а также во время проведения работ следует убедиться, что внутренняя поверхность труб и компенсаторов сухая, чистая и свободная от инородных тел. После завершения монтажа ее следует промыть водопроводной системой в соответствии с требованиями СНиП 3.05.03-85 «Тепловые сети».
Гидравлические (пневматические) Испытания на прочность и плотность стальных труб И компенсатора КШР проводят в соответствии со СНиП 41-02-2003 «Тепловые сети». Предварительные испытания обычно проводят гидравлическим способом. Для гидравлических испытаний применяют воду с температурой не выше +40°С и не ниже +5С. Температура наружного воздуха должна быть положительной, каждый испытуемый участок герметично заваривается с двух сторон пробками, используемыми для этих целей. запорная арматура не допускается.
Заключительные испытания проводятся после завершения всех строительно-монтажных работ. Если теплопроводы сразу не вводятся в эксплуатацию, то систему вообще рекомендуется заправить.
Если теплопроводы сразу не вводятся в эксплуатацию, то систему вообще рекомендуется заправить.
Разрыв сильфона компенсатора может произойти вследствие неправильного расчета в проектной документации или нарушения правил эксплуатации и монтажа. В случае отказа компенсатора в период гарантийного срока потребителю необходимо составить технически обоснованный акт о неисправности и проведении регламентных работ.
| Маркировка сильфона осевого компенсатора | Условный диаметр DN. | Рабочее давление PN. | Модель с ремешком |
| Тип присоединения компенсатора сильфона осевое, патрубок под приварку | |||
|---|---|---|---|
CSR ARM P. одногенераторный Резьбовое соединение | из 15 | от вакуума до 150 | |
2xo Рычаг P. | |||
| Тип крепления сильфонного осевого компенсатора, фиксированные или поворотные (свободные) фланцы | |||
CSR ARM F. с поворотными или приварными фланцами Варианты исполнения: с внутренним экраном, защитным кожухом, ограничителем хода | из 20 | от вакуума до 150 | |
2xo Arm F. Двухсекционный, с поворотными или приваренными фланцами Варианты исполнения: с внутренним экраном, защитным кожухом, ограничителем хода | |||
Технические характеристики и материалы сильфонного осевого компенсатора
При изготовлении сильфона осевого компенсатора используется сильфон из многослойной нержавеющей стали. Материал сильфона выбирается в зависимости от параметров эксплуатации: при высоких температурах Рабочая среда Сильфоны изготавливаются из жаропрочных сталей для низких температур Сильфоны выполняются из криогенной нержавеющей стали, для агрессивных рабочих сред используют коррозионностойкую сталь. Компенсаторы Sylophone осевые изготавливаются одно- или двухсекционными. Двухсекционный (два сильфона), имеет повышенную, по сравнению с односекционным, компенсирующую способность (осевой ход).
Для защиты ОТ. Внешние воздействия Осевые сильфонные компенсаторы снабжены защитным кожухом, при работе в агрессивных и твердых включениях среды устанавливают защитный экран. При необходимости используют ограничитель осевого хода.
| Технические характеристики Осевые компенсаторы Silphon | Материал исполнения |
|---|---|
| Стандартное исполнение | Sylphon и материал внутреннего экрана |
| Условный проход DN: от 25 до 300 мм. | Стандартное исполнение |
| PN рабочее давление: 6 , 10 , 16, 25 кг/см2 (бар) | Материал ГОСТ: 08х18Н10Т |
| Рабочая температура Т: ОТ — 60 до 425 с. ОТ | Материал DIN: 1.4541 |
| Специальное исполнение | AISI Материал: AISI 321 |
| Условный проход DN: от 15 до 5000 мм. | Специальное исполнение |
| PN рабочее давление: от вакуума до 150 кг/см2 (бар) | Материал ГОСТ: 08Х18Н10, 08х16Н11М3, 08х17Н13М2Т, 20х20Н14С2 |
| Рабочая температура Т: от — 260 до 900 с. ОТ | |
| Осевой ход | |
| Стандартное исполнение : 30 , 60 мм. | Материал AISI: 304, 309, 316, 316 TI |
| Специальное исполнение : OT 1 до 500 мм. | Материал: трубы, фланцы, защитный кожух, ограничительная арматура |
| Рабочее пространство | Стандартное исполнение |
| Вода, Пары, Газ, Нефтепродукты, Масла, Химические и криогенные среды | Материал ГОСТ: ст. 20, Ст3П. |
| Количество рабочих циклов | DIN: 1.0038 |
| Стандартное исполнение | AISI Материал: ST 37-2 |
| из 50 до 1 000 | Специальное исполнение |
| Специальное исполнение | Материал ГОСТ: 09Г2С, 08х18Н10, 08х16Н11м3, 08х17н13м2т, 20х20н14с2 |
| до 10 000 циклов, полная работа | |
| Область применения осевых компенсаторов | Материал DIN: 1.4301, 1.4828, 1.4401, 1.4571 |
Компенсация Оспелинга Снятие вибрационных нагрузок, несогласованность Разное: трубопроводы, газоходы | Материал AISI: 304, 309, 316, 316 TI, 321 |
Двигатели, компрессоры, насосы и другое промышленное оборудование |
Компенсаторы сильфонные осевые под приварку стандартного исполнения
Условный ДН. | Рабочий Давление | Осевой Подвижный ∆ | Размеры осевого компенсатора | Ось Жесткость С. | Действующий Площадь С. | |||
|---|---|---|---|---|---|---|---|---|
| Д1 | Д х Ш. | Л. | ||||||
| мМ. | кг/см2 | мМ. | мМ. | мМ. | мМ. | Н/ММ. | см2. | кг |
| 25 | 10, 16 | 30 | 48,5 | 34 х 3. | 210 | 40 | 12 | 0,4 |
| 32 | 10, 16 | 30 | 55 | 42 х 3,5 | 215 | 43 | 14 | 0,5 |
| 40 | 10, 16 | 30 | 61 | 48 х 3. | 220 | 65 | 24 | 0,6 |
| 50 | 10, 16 | 30 | 76 | 57 х 4. | 210 | 86 | 37 | 0,7 |
| 60 | 295 | 45 | 0,9 | |||||
| 65 | 10, 16 | 30 | 95 | 76 х 4. | 210 | 100 | 0,9 | |
| 60 | 295 | 55 | 1,1 | |||||
| 80 | 10, 16 | 30 | 111 | 89 х 5. | 210 | 115 | 83 | 1,2 |
| 60 | 295 | 60 | 1,4 | |||||
| 100 | 10,16 | 30 | 140 | 108 х 4. | 220 | 140 | 133 | 1,5 |
| 60 | 300 | 74 | 1,9 | |||||
| 125 | 10, 16 | 30 | 164 | 133 х 4. | 230 | 280 | 192 | 2,4 |
| 60 | 310 | 80 | 3,0 | |||||
| 150 | 10, 16 | 30 | 200 | 159 х 5. | 245 | 380 | 264 | 3,4 |
| 60 | 345 | 120 | 4,3 | |||||
| 200 | 10, 16 | 30 | 250 | 219 х 6. | 240 | 450 | 440 | 5,1 |
| 60 | 345 | 180 | 6,4 | |||||
| 250 | 10, 16 | 30 | 323 | 273 х 7. | 250 | 900 | 680 | 8,9 |
| 60 | 350 | 420 | 11,1 | |||||
| 300 | 10, 16 | 30 | 380 | 325 х 7. | 260 | 1200 | 910 | 12,0 |
| 60 | 360 | 520 | 15,0 | |||||
Компенсаторы Sylophone осевой фланец, стандартное исполнение
Условный ДН. | Рабочий Давление | Осевой переместить ∆ | Размеры сильфонного осевого компенсатора | Ось Жесткость С. | Действующий Площадь С. | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Д. | дБ | Д1 | б. | д Х Н. | Л. | ||||||
| мМ. | кг/см2 | мМ. | мМ. | мМ. | мМ. | мМ. | мм / шт. | мМ. | Н/ММ. | см2. | кг |
| 25 | 10, 16 | 30 | 115 | 33 | 85 | 16 | 14 х 4. | 110 | 40 | 12 | 1,4 |
| 32 | 10, 16 | 30 | 135 | 39 | 100 | 16 | 18 х 4, | 115 | 43 | 14 | 2,5 |
| 40 | 10, 16 | 30 | 145 | 46 | 110 | 17 | 18 х 4. | 120 | 65 | 24 | 3,5 |
| 50 | 10, 16 | 30 | 160 | 59 | 125 | 19 | 18 х 4. | 110 | 86 | 37 | 4,8 |
| 60 | 195 | 45 | 6,0 | ||||||||
| 65 | 10, 16 | 30 | 180 | 78 | 145 | 21 | 18 х 4. | 110 | 100 | 5,8 | |
| 60 | 195 | 55 | 6,3 | ||||||||
| 80 | 10, 16 | 30 | 195 | 91 | 160 | 21 | 18 х 8. | 110 | 115 | 83 | 7,8 |
| 60 | 190 | 60 | 8,7 | ||||||||
| 100 | 10,16 | 30 | 215 | 116 | 180 | 23 | 18 х 8. | 115 | 140 | 133 | 8,1 |
| 60 | 200 | 74 | 9,2 | ||||||||
| 125 | 10, 16 | 30 | 245 | 142 | 210 | 25 | 18 х 8. | 130 | 280 | 192 | 10,9 |
| 60 | 210 | 80 | 12.2 | ||||||||
| 150 | 10, 16 | 30 | 280 | 170 | 240 | 25 | 22 х 8, | 145 | 380 | 264 | 13,5 |
| 60 | 245 | 120 | 16,0 | ||||||||
| 200 | 10, 16 | 30 | 335 | 222 | 295 | 27 | 22 х 12. | 140 | 450 | 440 | 18,2 |
| 60 | 245 | 180 | 22,2 | ||||||||
| 250 | 10, 16 | 30 | 405 | 273 | 355 | 28 | 26 х 12. | 150 | 900 | 680 | 24,9 |
| 60 | 250 | 420 | 29,8 | ||||||||
| 300 | 10, 16 | 30 | 460 | 325 | 410 | 28 | 26 х 12. | 160 | 1200 | 910 | 31,2 |
| 60 | 260 | 520 | 33,0 | ||||||||
Область применения Компенсаторы сильфонные осевые
Компенсаторы сильфонные осевые применяются в различных областях промышленности, используются при монтаже и эксплуатации трубопроводов различного назначения. Присоединение к трубопроводам, насосам, двигателям, резервуарам и другому оборудованию осуществляется с помощью фланцев, сварных труб, резьбовых соединений. Крепежная фурнитура соответствует стандартам и выполняется из различных марок углеродистой и нержавеющей стали. Компенсатор Sylphonic осевой фланец поставляется как с токарными, так и с приварными фланцами.
Очень важен вопрос обеспечения безопасности при транспортировке различных сред. Именно поэтому речь пойдет об использовании компенсаторов звонка как об одном из способов обеспечения надежности и долговечной работы систем связи.
При транспортировке жидкостей или газов трубопроводы подвергаются постоянному воздействию внешних негативных факторов, к которым относятся расширение и сжатие при перепадах температуры, механические волны, изменение параметров перекачиваемого вещества и напряжения вследствие Фонд. Для снижения вероятности деформации и увеличения продолжительности периода связи применяют сильфоны сильфонного типа, снижающие разнотипные нагрузки.
Материал для изготовления сильфонных компенсаторов – нержавеющая сталь, способная работать в диапазоне высоких температур и давлений. Этим объясняется высокая надежность компенсирующих устройств. этого типа К вопросу о защите коммуникаций от негативных последствий гидроударов, растяжений, задиров и других деформаций.
Компенсаторы скольжения относятся к скользящим устройствам осевого действия, компенсирующим возмущения с помощью телескопической трубки или сжатия вставок-пружин.
Применяются компенсирующие устройства:
Устройства и типы
В конструкции компенсационного устройства сильфон и арматура изолированы. Сильфон представляет собой трубу с тонкими стенками, изготовленную из нержавеющей стали или композитов в виде гофр. Количество и толщина гофров, влияющих на прочностные характеристики, определяется исходя из перекачиваемой среды и параметров работы.
Перемещение трубы может быть угловым, линейным или сдвиговым. Кожух примыкает к соединительным элементам в виде специальных трубок с целью защиты конструкции.
Арматура различается по конструкции, выбор конкретной зависит от типа объекта и выполняемых функций. По типу соединительной арматуры компенсирующие устройства сильфона различают на фланцевые и приварные. Шарнир и другие подвижные конструкции являются составными элементами арматуры.
В большинстве случаев арматура изготавливается из латуни, бронзы или нержавеющей стали. Сильфоны сильфонного типа позволяют создавать соединения, которые не могут пропустить ни жидкость, ни газ даже в условиях постоянных нагрузок. При падении температуры и давления устройство подвергается некоторому сужению или расширению. Отказ от применения компенсаторов существенно снижает срок службы связи. Основными параметрами компенсаторов считают их размеры, форму и величину максимального давления.
По виду деформации компенсаторы различаются на:
- с внутренним экраном или защитным кожухом
- из нержавеющей стали марки, используемой для изготовления сильфона;
- по нержавеющей стали марки, применяемой для изготовления кардана, шарнира, стяжной шпильки;
- с фланцевым, резьбовым и приварным присоединением к трубе;
По исполнению эти устройства различаются на:
- по условному диаметру;
- по рабочему давлению;
- по температурному режиму;
- по подвижной среде: водная, паровая, для нефтепродуктов, для агрессивных веществ.

Где применяются компенсаторы. Их преимущества.
Сильфоны компенсационные сильфонные нашли широкое применение в различных областях. К ним относятся:
- системы отопления жилых домов и промышленных территорий;
- предприятий нефтегазовой отрасли;
- объектов
- химическое, энергетическое и пищевое производство;
- объектов автомобильной промышленности;
- заводов по производству криогенной техники.
К преимуществам данных устройств относятся:
- высокая надежность;
- долговечность;
- простота обслуживания и монтажа;
- малые габариты;
- различные конфигурации
- возможность управления личным заказом.
Обозначение сильфона сильфонного типа.
Рассмотрим это на примере следующего сильфонного компенсатора, который имеет обозначение: 1xoftr.k3 150-15-100-10-10.
Первая цифра 1 говорит о количестве секций устройства. CSR обозначает тип компенсатора, в данном случае: Осевой компенсатор сильфонного типа. FP говорит о соединительном фланце и патрубке. Эта же буква, но без знака в нижнем регистре, обозначает соединение только фланцевым. Буква К означает наличие в конструкции защитного кожуха, а буква з – внутреннего экрана. Цифра 150 помогает установить условный диаметр устройства, а 15 понять условное рабочее давление. Далее идет ряд из трех цифр, обозначающих компенсирующую способность. Первая цифра показывает осевое, второе смещение, третье угловое. Таким образом, устройство имеет такие компенсирующие характеристики: 110, 12, 12 миллиметров соответственно.
Цена на сильфоны сильфонного типа от 150 до 600 рублей, что делает их привлекательными для покупателя. Другие виды намного дороже.
Требования к установке и сборке
Эти требования включают следующее:
- компенсаторы сильфонного типа должны монтироваться в сборе одновременно со сборкой всего трубопровода;
- монтажные размеры следует соблюдать по параметрам на чертежах;
- на корпус устройства нанесена стрелка, направление которой должно указывать направление движения перекачиваемой среды.
- , вы должны устранить любую нагрузку на сборку.
Соединение компенсационного устройства может осуществляться с помощью или с помощью сварки.
Итак, в этой статье все, что нужно знать о сильфонных компенсаторах. Основной вывод из вышеизложенного следующий: компенсационные устройства должны применяться в обязательном порядке при строительстве трубопроводов с целью обеспечения надежности и более длительного срока эксплуатации.
Компенсаторы Silphon
Компенсаторы для звонка из нержавеющей стали предназначены для компенсации различных отклонений в соответствии с заданными параметрами. Для достижения максимального срока эксплуатации, устойчивости к давлению, а также надежности и прочности следует соблюдать осторожность при обращении с компенсаторами, а также при их хранении и установке. Аналогичная осторожность проявляется и при соблюдении правил понимания.
Хранение и транспортировка сильфонных компенсаторов
При неправильном или неосторожном контакте Компенсатор звонка может быть поврежден или деформирован, что в свою очередь отрицательно скажется на его технических характеристиках.
Компенсатор Sylphonic не подлежит механическим повреждениям, а также повреждениям, вызванным воздействием влаги, воды, земли, песка, химикатов и др.
Арматура для транспортировки, затяжка, карданная подвеска (шарнир) перемещайте сильфонный компенсатор как подъемные петли. Также компенсатор сильфона не может двигаться таким образом, при котором может произойти механическое повреждение сильфона (например, поднятие компенсатора сильфона).
Компенсатор колокола должен храниться на прямой плоскости в помещении, если такой возможности нет — то под защитой водоотталкивающего покрытия.
Компенсаторы Bellofound нельзя ставить друг на друга или стоять очень плотно друг к другу.
В случае приваривания концов к компенсатору беллофону (соединению под сварку), из-за своего веса компенсатор подвергается деформациям, они должны быть усилены снизу деревянными балками.
Срок службы сильфона сильфонного компенсатора предусматривает, что компенсатор сильфона не будет подвергаться механическим или температурным воздействиям помимо предусмотренных конструкцией. Компенсаторы. Сильфоны можно устанавливать только в продвинутых местах внутри трубопроводных сетей. В случае несоблюдения правил монтажа срок эксплуатации сильфона, а также его способность компенсировать давление может значительно сократиться, что в свою очередь повлечет за собой повреждения в сетях.
Подготовка к установке сильфонных компенсаторов
Труба, к которой будет присоединен компенсатор сильфона, перед установкой неточностей должна быть проконтролирована. Выявление неточностей имеет важное значение, так как это позволит исключить перезарядку мехов, вызванную стремлением уравновесить эти неточности. Необходимо контролировать следующее:
Не были ли повреждены сильфоны компенсатора при транспортировке. Повреждения могут выражаться в вмятинах или выбросах, а также в повреждении арматуры при транспортировке, следах воды на компенсаторе (следы коррозии) и т. д.
Отвечает ли расстояние между концами труб, на которые монтируется компенсатор, входящий в комплект поставки сильфон.
Трубы, к которым подсоединяется сильфонный компенсатор, должны быть прочно закреплены с помощью фиксаторов и проскальзывателей.
Точки опор следует рассчитывать таким образом, чтобы они могли компенсировать силу реакции и другие воздействия.
Компенсатор Sylphon может быть установлен только между двумя неподвижными опорами (только в отношении осевых и сдвиговых компенсаторов).
Повышение может происходить только в соответствии с параметрами компенсатора звонка.
Компенсатор сильфона нельзя подвергать скручиванию или растяжению.
Опорные и скользящие опоры должны располагаться на присоединяемой трубе таким образом, чтобы:
Компенсатор сильфонный не подвергался воздействию веса трубы.
Труба не сохранилась между неподвижной и подвижной опорами.
Место скользящей опоры
Расстояние между компенсатором-сильфоном и первой первой опорой не может превышать 4 диаметра трубы.
Расстояние между первой и второй опорой не может превышать 14 диаметров трубы.
Расстояние между остальными скользящими опорами не может превышать 21 x диаметр трубы.
Расстояние необходимо уменьшить, если требуется стабилизация труб.
Всевозможные защитные халаты и профилактическая арматура должны быть устранены после монтажа всей системы трубопроводов. Элементы ограничения движения компенсатора в виде затяжки, приводной подвески (шарнира) не исключаются, поскольку являются составной частью компенсатора.
В случае е, если компенсатор представляет собой сильфон, снабженный стрелкой, важно при установке убедиться, что стрелка указывает направление как направление движения проводящей среды по трубам.
Сильфоны компенсатора должны быть защищены от наплавки гипсом (со сваркой).
Сильфон компенсатора не должен контактировать с рабочими инструментами или подъемными устройствами, когда он установлен.
Длина сильфонного компенсатора должна соответствовать длине, предназначенной для установки. Таким образом, компенсатор-сильфон должен быть установлен той длины, которая у него есть на момент поставки.
Сильфоны компенсатора нельзя использовать для перемещения, подвешивания, хранения и т.п. компенсатора. Эти действия следует производить только при сварке или фланцевых соединениях, или защитной скобе.
Любая сварка или привинчивание сильфона должна производиться таким образом, чтобы сильфон не был поврежден.
Компенсатор Сильфон, подлежащий последующей изоляции и не имеющий наружной защитной арматуры, должен быть снабжен внешней защитой в районе Сильфона. Такая защита предотвратит изоляционный материал от времени прилегания сильфона и тем самым предотвратит его нормальное функционирование.
Меры предосторожности
Топливо к аденалю или к сильфону сильфона.
Не применяйте чистящие средства, содержащие хлориды.
Не используйте стальные мочалки или щетки для очистки сильфонов.
Один из концов компенсатора не закручивайте с усилием, чтобы он совпал с отверстиями под болты в соответствующей трубе. Обычные сильфоны не предназначены для нейтрализации скручивания.
Точки питания и системы крепления должны быть точно рассчитаны.
После монтажа
Перед вводом в эксплуатацию готовой системы трубопроводов необходимо визуально проверить все технические детали. Многолетний опыт показывает, что в случае с этим советом установка обычно осуществляется успешно.
Для контроля за повреждением компенсатора при установке или обращении с ним.
Проверить правильность монтажа всей системы и особенно точек опор в соответствии с проектной документацией и инструкцией по монтажу.
Контролировать правильность установки сильфона сильфона во всей системе на предмет расположения и правильности соединения.
Контролируют правильность установки гармошки сильфона по направлению движения токопроводящей среды в системе.
Проверить, не освобождаются ли сильфоны и другие подвижные части компенсатора от посторонних материалов.
Для контроля за тем, чтобы исключить все упаковочные материалы и защитную арматуру с компенсатором раструба.
Если система рассчитана на легкую проводящую среду (газ) и должна быть испытана с более жесткой проводящей средой (вода), были ли приняты все необходимые меры предосторожности для проверки того, были ли приняты все необходимые операции.
Как выбрать нержавеющую сталь? Нержавеющая сталь А2 и А4
Характеристика стали 12х18н10т
Плотность | 7630 кг/м3 |
Запись на прием | Детали, работающие до 600 °С. Машины и сосуды сварочные, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и прочие детали, работающие под давлением при температуре от минус 196 до плюс 600 °С, и при наличии агрессивных сред до +350°С.; аустенитная сталь |
Модуль упругости | |
Модуль сдвига | |
Свариваемость | Сварные без ограничений |
Температура ковки | Start 1200, end 850. |
Химический состав | Кремний: 0,8, Марганец: 2,0, Медь: 0,30, Никель: 9,0-11,0, Сера: 0,020, Углерод: 0,12, Фосфор: 0,035, Хром: 17,0-19,0, Титан: 0,6-0,8, |
А2, А4 — Характеристики крепежных изделий из нержавеющей стали
Нержавеющие стали А2, А4: структура, механические свойства, химический состав. Крепеж из стали А2, А4 (нержавеющие болты, винты, гайки, шайбы, шпильки и др.): механические свойства, значения моментов затяжки и усилий предварительной затяжки.
Аустенитные стали содержат 15-26% хрома и 5-25% никеля, которые повышают коррозионную стойкость и практически немагнитны.
Это аустенитные хромоникелевые стали, обладающие особенно хорошим сочетанием обрабатываемости, механических свойств и коррозионной стойкости. Эта группа сталей наиболее широко применяется в промышленности и при изготовлении элементов крепежа.
Стали аустенитной группы обозначаются начальной буквой «А» с дополнительным номером, указывающим на химический состав и применимость в пределах этой группы:
Аустенитная структура
Стальная лента | Номер материала | Краткое обозначение | Номер AISI |
X 5 CrNi 18-10 / X 4 CrNi 18-12 | AISI 304 / AISI 305 | ||
X 6 CrNiTi 18-10 | |||
X 5 CrNiMo 18-10 / X 2 CrNiMo 18-10 | AISI 316 / AISI 316 л | ||
X 6 CrNiMoTi 17-12-2 |
Сталь А2 (AISI 304 = 1,4301 = 08Х18х20) — сталь нетоксичная, немагнитная, незакаливающаяся, коррозионностойкая. Легко сваривается и не становится хрупким. Может проявлять магнитные свойства в результате механической обработки (шайбы и некоторые типы винтов). Это самая распространенная группа. нержавеющие стали. Ближайшими аналогами являются 08Х18х20 ГОСТ 5632, AISI 304 и AISI 304L (с пониженным содержанием углерода).
Крепеж и изделия из стали А2 пригодны для использования в общестроительных работах (например, при устройстве вентилируемых фасадов, витражных конструкций из алюминия), при изготовлении ограждений, насосного оборудования, приборостроении из нержавеющей стали. стали для нефтегазовой, пищевой, химической промышленности, судостроения. Сохраняет прочностные свойства при нагреве до 425°С, а при низких температурах до -200°С.
Сталь А4 (AISI 316 = 1,4401 = 10Х17х23М2) — отличается от стали А2 добавкой 2-3% молибдена. Это значительно увеличивает его способность противостоять коррозии и кислоте. Сталь А4 обладает более высокими антимагнитными характеристиками и абсолютно немагнитна. Ближайшими аналогами являются 10Х17х23М12 ГОСТ 5632, AISI 316 и AISI 316L (с низким содержанием углерода).
Крепеж и такелаж из стали А4 рекомендованы для применения в судостроении. Крепеж и изделия из стали А4 подходят для использования в кислотах и средах, содержащих хлор (например, в бассейнах и соленой воде). Может использоваться при температуре от -60 до 450°С.
Классы прочности
Все аустенитные стали (от «А1» до «А5») делятся на три класса прочности независимо от марки. Наименьшая прочность наблюдается у отожженной стали (класс прочности 50).
Поскольку аустенитные стали не закалены, они обладают наибольшей прочностью в холоднодеформированном состоянии (классы прочности 70 и 80). Наибольшее распространение крепежные изделия изготавливают из сталей А2-70 и А4-80.
Основные механические свойства аустенитных сталей:
Тип ASTM (AISI) | |||||
Удельный вес (г/см) | |||||
Механические свойства при комнатной температуре (20°С) | |||||
Твердость по Бринеллю — HB | В отожженном состоянии | ||||
Твердость по Роквеллу — HRB/HRC | |||||
Прочность на растяжение, Н/мм 2 | |||||
Прочность на растяжение, Н/мм2 | |||||
Относительное расширение | |||||
Ударная вязкость | KCUL (Дж/см 2) | ||||
КВЛ (Дж/см 2) | |||||
Механические свойства при нагревании | |||||
Прочность на растяжение, Н/мм2 | |||||
Основные механические свойства болтов из сталей А2, А4 различных классов прочности:
Химический состав нержавеющей стали:
Группа | Химический состав (мас. | ||||||||||
Примечание | |||||||||||
Аустенитная | 0,15 | 1,75 | |||||||||
16 | 10,5 | ||||||||||
16 | 10,5 |
1) Максимальные значения, если не указано иное.
2) Серу можно заменить селеном.
3) Если массовая доля никеля ниже 8%, то массовая доля марганца должна быть не менее 5%.
4) Минимальный предел массовой доли меди отсутствует, если массовая доля никеля составляет более 8%.
5) Молибден допускается на усмотрение производителя. Если ограничение содержания молибдена необходимо для определенных применений, это должно быть указано заказчиком.
6) Молибден также допускается по усмотрению изготовителя.
7) Если массовая доля хрома ниже 17%, то массовая доля никеля должна быть не менее 12%.
8) В аустенитной стали с массовой долей углерода не более 0,03 % азота должно быть не более 0,22 %
9) Для стабилизации титан ≤ 5xC должен содержаться не более 0,8 % и обозначаться в соответствии с этой таблицей или ниобия и/или тантала ≤ 10xC до максимум 1% и должны обозначаться в соответствии с этой таблицей.
Аустенитные хромоникелевые стали демонстрируют особенно хорошее сочетание обрабатываемости, механических свойств и коррозионной стойкости. Поэтому они рекомендуются для многих применений и представляют собой самую большую группу нержавеющих сталей. Важнейшим свойством этой группы сталей является высокая коррозионная стойкость, которая возрастает с увеличением содержания легирующих элементов, особенно хрома и молибдена.
Нержавеющая сталь – наиболее широко используемый материал, из которого изготавливается оборудование для производства, хранения и транспортировки пищевых продуктов. Это связано с высокими требованиями, которым он должен соответствовать в плане гигиены, токсичности и т. д.
Технологическая среда винодельческой промышленности очень агрессивна по отношению к углеродистым сталям. Агрессивность различных сортов вин определяется содержанием в них сахаров, органических кислот, диоксида серы и спирта. Эти показатели существенно различаются в зависимости от сорта вина. Так, столовые (сухие) вина не содержат Сахаров, а только 9-14% об. спирта, крепленые вина содержат 8 — 10% об. Сахаров и 16 — 20% об. спирт, вина десертные сладкие-8-20% об. сахаров и более 13% об. спирт, столовые полусладкие вина — 3 — 7% об. Сахаров и 7 — 12% об. алкоголь. Массовая концентрация титруемых кислот находится в пределах, требуемых ГОСТ (3-8 г/дм3). При осветлении сусла традиционно используют диоксид серы. Допустимая концентрация (ПДК) сернистого ангидрида в винах, как правило, не более 150 — 400 мг/л.
В спиртовой и ликероводочной промышленности технологические среды вызывают коррозию. Они могут содержать несброженный сахар, органические кислоты, сложные эфиры, сивушные масла, альдегиды и др. К ним относятся брага (злаковая, паточная, тростниковая), спирт-ректификат, спирт-сырец, ликеро-водочный, а также водка, различные наливки, настойки и слабоалкогольные напитки.
ХАРАКТЕРИСТИКИ СПЛАВОВ И ИХ ПРИМЕНЕНИЕ
Характеристики различных нержавеющих сплавов приведены в табл. 1 и 2.
Некоторые российские поставщики настойчиво убеждают потребителей в том, что трубная продукция из стали AISI 430 (12Х17) также может применяться в трубопроводах для пищевой промышленности. Это неверно, так как в п.4 DIN 11850 («Материалы») однозначно указано, что в пищевой промышленности допускаются в качестве стандарта только следующие стали: AISI 304 (1.4301), AISI 304L (1.4307), AISI 316L (1.4404) .
Стали нержавеющие аустенитные (немагнитные стали с основными компонентами: 15-20% хрома и 5-15% никеля, что повышает коррозионную стойкость; хорошо поддаются термической обработке и сварке, обозначены начальная буква А).
Эта группа нержавеющих сталей используется наиболее широко и включает марки 304 и 316. Эти материалы идеально подходят для использования в пищевой, молочной, в винодельческой и ликероводочной промышленности, в пивоварении, в фармацевтической, химической и нефтехимической промышленности. Нержавеющая сталь марки 304 содержит около 18 % хрома и 10 % никеля и обладает превосходной коррозионной стойкостью. Там требуется особенно высокая коррозионная стойкость в экстремальных условиях, особенно при наличии хлоридов, используются марки 316, содержащие около 17 % хрома, 12 % никеля и 2,2 % молибдена. Сталь 12Х18х20Т кислотостойка, не подвержена межкристаллитной коррозии, жаростойка до 600°С. Из нее изготавливают оборудование для переработки молока, бидоны, фляги, бродильные чаны, бочки, емкостное оборудование для винодельческих и винокуренных заводов, а также кухонную посуду и оборудование для кухонь и консервных заводов.
В отличие от других марок нержавеющих сталей, аустенитные марки немагнитны, и, как следствие, магнитные частицы не прилипают к стенкам системы, что в противном случае могло бы вызвать засорение.
Ферритные нержавеющие стали (гораздо мягче мартенситных, из-за низкого содержания углерода; также обладают магнитными свойствами, обозначаются начальной буквой F).
Ферритные нержавеющие стали имеют более низкую коррозионную стойкость по сравнению с аустенитными марками 304 и 316 и используются там, где требования не столь высоки. Ферритные стали содержат 11,5-16,5% хрома и менее 0,5% никеля. Стали этой группы являются магнитными и будут вызывать прилипание магнитных частиц, что может привести к проблемам, связанным с загрязнением. Ферритные стали непригодны для изготовления дренажных изделий.
Мартенситные нержавеющие стали (гораздо более твердые, чем аустенитные стали, и могут быть магнитными; более подвержены коррозии, обозначаемой начальной буквой С).
Мартенситные стали являются магнитными и характеризуются наибольшей прочностью в группе нержавеющих сталей, при этом обладают наименьшей коррозионной стойкостью. Они могут подвергаться термическому упрочнению и в основном используются для изготовления ножевых инструментов.
Типы сталей наиболее распространенной — аустенитной — группы обозначаются дополнительным номером, который указывает на химический состав и применимость в рамках данной группы:
. А1 — применяются, как правило, в механических и мобильных агрегатах. Из-за высокого содержания серы этот тип стали менее других видов способен сопротивляться коррозии;
. А2 — сталь нетоксичная, немагнитная, неупрочняемая, коррозионностойкая. Легко сваривается и не хрупкий. Они могут проявлять магнитные свойства в результате механической обработки (шайбы и некоторые типы винтов). Это самая распространенная группа нержавеющих сталей. Крепеж и изделия из сталей А2 не подходят для эксплуатации в кислотах и средах, содержащих хлор (например, в бассейнах и соленой воде). Они подходят для температур до -200°С. Ближайшие аналоги – AISI 304 и AISI 304L с еще меньшим содержанием углерода;
. А3 — аналогична по свойствам сталям А2 и дополнительно стабилизирована титаном, ниобием или танталом. Это повышает их устойчивость к коррозии при высоких температурах;
. А4 — аналогична стали А2, но с добавкой 2 — 3% молибдена. Это делает их значительно более устойчивыми к коррозии и воздействию кислот. Крепежные и такелажные изделия формата А4 рекомендованы для использования в судостроении. Подходит для температуры до -60°С. Ближайшие аналоги — AISI 316 и AISI 316L с низким содержанием углерода;
. А5 — имеет свойства сталей А4 и дополнительно стабилизирована титаном, ниобием или танталом, как и А3, но с другим содержанием легирующих добавок. Это также повышает его устойчивость к высоким температурам.
Выбор марки нержавеющей стали для каждого применения является очень важным фактором. Необходимо помнить, что даже нержавеющие стали марок 316 не обладают защитой от всех видов химического воздействия, например, от работы с восстановительными растворами, такими как соляная и щавелевая кислоты, особенно в концентрированном и (или) нагретом состоянии.
«Ликероводочное производство и виноделие» №10 (106), октябрь 2008 г.
Богуславский А.С.
Нержавеющая сталь на заре своей истории, коррозионностойкие свойства породили в народе множество мифов, а ее изделия считались чудодейственными, как они были вне времени. Что представляет собой этот сплав сегодня, мы и обсудим в статье.
1
На сегодняшний день нержавеющие стали представляют собой довольно большой набор сплавов с различными свойствами, которые описаны многочисленными ГОСТами и ТУ. Но их объединяет одно общее свойство – устойчивость к влаге и кислороду, главным врагам железосодержащих материалов. Добиться такой «живучести» позволяет специальный химический состав. Все виды этого сплава содержат в своем составе более 10% хрома, что легко запускает процесс пассивации на поверхности стали.
Трубы из нержавеющей стали
Малоподвижность поверхности нержавеющей стали объясняется тончайшим слоем оксидной пленки, которую образует хром под действием кислорода. Это защищает продукт от любых других взаимодействий, в том числе с водой – основным активатором. Причем прелесть такого состава в том, что даже при нарушении целостности поверхности такой слой очень быстро появляется вновь. Например, если образовался скол или глубокая царапина, то хром, равномерно присутствующий во всем объеме стали, снова прореагирует с кислородом и создаст защитную пленку. Это своего рода лечебный эффект.
Но и у нержавеющих сталей есть слабое место из-за их необычных свойств. В бескислородных средах или средах с низким содержанием этого окислителя слой оксида хрома будет образовываться медленно и неравномерно, что обязательно отразится появлением очагов коррозии . Также причиной материального ущерба может стать простое нарушение технологии производства. Тогда коррозию называют щелевой. Он также имеет электрохимическую природу, поэтому также не следует сбрасывать со счетов опасность взаимодействия с другими металлами и солевой средой (например, с морской водой).
Несмотря на завидные свойства, нержавеющие стали могут менять свое качество в зависимости от легирующих элементов. Например, серу можно использовать для упрочнения сплава, но в ущерб антикоррозионным способностям, а никель повысит невосприимчивость к кислым средам. Такие же свойства стали придают добавки из Mn (марганца), Mo (молибдена), Cu (меди) и других металлов этого семейства. Более экзотические металлы, такие как Ti (титан), Nb (ниобий) или Ta (тантал), сделают сплав более жаростойким.
2
По структуре хромистые нержавеющие стали делятся на 5 видов, интерес для широкого пользователя представляют 3 — ферритная (Ф), мартенситная (С) и аустенитная (А). Первая разновидность содержит мало углерода, поэтому она мягче и может обладать магнитными свойствами. Второй по твердости, менее устойчивый к коррозии, также может действовать как магнитный материал. Применение подходит для посуды, режущего инструмента и в некоторых областях машиностроения. Аустенинтик считается самым популярным. Это немагнитный сплав с высоким содержанием хрома (почти 20%) и никеля (до 15%), устойчивый к коррозии. Такая нержавеющая сталь поддается обработке и используется в большом количестве промышленных задач и для изготовления крепежа.
Сплавы нержавеющих сталей
По отечественным ГОСТам ферритную нержавеющую сталь часто обозначают 12Х17, это жаропрочная разновидность, но плохо свариваемая. Поэтому из него изготавливают в основном прокат, трубы или прутки, встречается и листовая форма выпуска. На каждый товар можно найти соответствующий ГОСТ с требованиями к качеству. Для доступа ко всем характеристикам нержавеющих сталей можно использовать ГОСТ 5632–72. Все типы сплавов с кратким описанием применения, химического состава и физических свойств можно найти только в этом документе. Более подробные данные и специальные указания лучше посмотреть в отдельном ГОСТе, который есть почти у каждой марки нержавейки. Мартенситные виды антикоррозионной стали являются признанными лидерами по прочности благодаря наиболее стабильной структуре. Также они обладают своеобразной памятью металла с технологической точки зрения. Довольно часто такую сталь маркируют как жаростойкую.
Как видно из ГОСТ 5632–72, представлен наиболее широко, это очень разнообразный перечень сплавов как по составу, так и по свойствам, но все они жаропрочные и очень стойкие к коррозии. Это так называемая нержавеющая сталь 300 серии. Такая сталь универсальна, поэтому так популярна на рынке. О его видах мы поговорим в отдельном параграфе.
3
Сталь А1 характеризуется высоким содержанием серы, это накладывает определенный отпечаток на ее стойкость к коррозии, хотя она очень жаростойка, иногда порог достигает 1000–1100°С. Правда, важно следить за кислотностью среды, атмосфера должна быть восстановительной, а серы в ней не должно быть более 2 г/2 м. Элементы из такой стали используют при производстве щелочей или гидрирования, конечно, из них изготавливают все установки для термических операций (печи, патрубки двигателей и турбин, крекинг-установки, риформинг-машины). Двери, штыри и кронштейны для печей также изготавливаются из такого сплава.
Изделия из стали А4
Сталь А2 легко сваривается, не теряя прочности. Как и все рассмотренные виды, хорошо противостоит коррозии, не содержит токсинов, не проявляет магнитных свойств. Хотя последнее утверждение можно исправить, если правильно обработать продукт. Так получаются намагниченные шайбы и винты. Это достаточно распространенная марка стали, но она не является кислотостойкой, поэтому использовать крепеж из этого сплава в бассейне, где много хлора или соленой воды, не получится. По ГОСТ 5632–72 изделия из стали марки А2 не теряют прочности при низких температурах до -200°С.
В пределах этого типа существует несколько аналогов с различным, но существенно низким содержанием углерода. Эти стали устойчивы к межкристаллитной коррозии (скрытой от человеческого глаза и обнаруживаемой уже на поздних стадиях), поэтому они лидируют в тех отраслях промышленности, где это свойство важно. В основном продукты из A2 вы найдете в установках для легкой, химической, фармацевтической и пластмассовой промышленности. Также ГОСТ 5632–72 допускает оснащение стальными материалами объектов общественного питания, например, кухонь, ресторанов, баров.
Сталь А3 очень похожа по характеристикам на А2, но имеет полезные легирующие добавки (Ti, Nb, Та), благодаря этому более жаростойка, чем предыдущая разновидность. Даже при высоких температурах продукт способен не терять качества и не покрываться коррозией. Такой сплав достойного качества выдерживает до 800°С. Поэтому его часто используют для химического оборудования, в корпусах котлов, в качестве компенсационных компаундов.
Сталь А4 является наиболее кислотостойкой. Его состав несколько отличается от А2, в основном из-за присутствия молибдена в небольшом количестве (около 2-3%). Но даже это небольшое количество делает его менее подверженным межкристаллитной коррозии даже в агрессивных средах. Изделия из А4 могут сохранять свои свойства на достойном уровне – до -60°С в отрицательном диапазоне и до 450°С в положительном. Под этой маркировкой также имеются различные сочетания сталей по химическому составу, более подробные пропорции, которые может иметь такая кислотоупорная марка, можно найти в ГОСТ 5632–72. Сплав А4 является основным претендентом на использование в пищевой и химической промышленности. Из него делают инструмент, который будет иметь контакт с морской водой. Также довольно часто можно встретить всевозможные метизы из стали А4. Причина их популярности – универсальность, они не боятся ни воды, ни кислот и достаточно прочны.
Под маркой А5 собирается некий усредненный вариант между А4 и А3, поэтому получаемые свойства пользуются одинаковым спросом. Эта сталь жаропрочная и выдерживает воздействие агрессивных химических сред, то есть может выступать и в роли кислотоупорной.
Специальные химические процессы внутри кристаллической решетки создают сильный иммунитет к межкристаллитной коррозии. Область применения изделий из такой стали аналогична описанию А4. Маркировка выражена по стандарту DIN, но почти в каждой стране с крупной металлургической промышленностью есть свой стандарт, сводные таблицы можно найти на просторах сети. Также в каждом виде нержавеющего сплава существует более дробное разделение – стали маркируются исходя из состава и пропорций входящих в него элементов. Это хорошо видно по ГОСТ 5632–72, где перечислено огромное количество марок и их аналогов.
4
Так как набор нержавеющих сплавов огромен, и ориентироваться в них достаточно сложно, необходимо знать некоторые специальные маркировки. Например, высокопрочный 16Х16х4МАД чаще всего используется в авиационной промышленности. Он способен не страдать от коррозии и может делать это в суровых условиях окружающей среды и нагрузках на элементы. Такая высокопрочная марка также используется для тросов для мостов и строительных конструкций. Ввиду ответственности, возлагаемой на изделия из этого материала, ко всему металлопрокату предъявляется множество требований, изложенных в многочисленных ОСТ, ГОСТ и ТУ.
Сталь 16Х16х4МАД
Кислотоупорная разновидность стали также является очень важной составляющей промышленных и не только заводов, и ошибки в ее выборе тоже могут стоить очень дорого. И опасность здесь в том, что химические вещества способны разрушить сплав незаметно, на уровне кристаллической решетки, и откроются человеческому глазу даже при аварии. Наиболее типичным представителем таких сталей является 10Х17х23М2Т. У этой кислотостойкой марки есть несколько близких аналогов – 15Х25Т, 08Х22Н6М2Т.
Нержавеющая сталь A2 и A4. Практическое применение и конструктивные особенности. Сталь А2 и сталь А4 — это сокращенное название марок аустенитной нержавеющей стали. Аустенитная сталь обладает рядом замечательных свойств, которые обеспечили ей весьма широкое применение в народном хозяйстве. Стали А2 и А4 нетоксичны и устойчивы к коррозии. Они хорошо поддаются механической и термической обработке, а также сварке. Крепежи из стали А2 и стали А4 практически немагнитны, прочны и долговечны. Они прекрасно сохраняют свои свойства при высоких и низких температурах. 9Сталь 0003
А2 имеет отечественный аналог — нержавеющая сталь 08Х18х20 и зарубежный аналог — нержавеющая сталь AISI 304 (в США). Сборочные единицы, детали и крепежные изделия из стали А2 применяются в нефтяной, пищевой, химической и газовой промышленности; в приборостроении и судостроении; в строительстве при монтаже вентилируемых фасадов и витражных конструкций, а также при изготовлении насосного оборудования. Изделия из стали А2 сохраняют свои прочностные свойства в широком диапазоне температур: от низких (-200 градусов Цельсия) до высоких (+425 градусов Цельсия).
Сталь А4 по своим характеристикам аналогична стали А2, но область ее применения значительно расширилась за счет добавки 2-3% молибдена, что способствует ее более высокой стойкости к коррозии в средах, содержащих кислоты, соли и хлор. Изделия из нержавеющей стали А4 сохраняют свои прочностные свойства при низких (до -60 градусов Цельсия) и высоких (до +450 градусов Цельсия) температурах. Эти изделия используются: в химической промышленности, где они подвергаются воздействию агрессивных сред; в судостроении (крепежные и такелажные изделия) для защиты от разрушающего воздействия морской воды; в бассейнах с хлорированной водой. Сталь А4, как и сталь А2, также имеет отечественный аналог — сталь типа 10Х17х23М2 и зарубежный аналог — сталь AISI 316 (в США).
Сталь А2 и сталь А4 отлично подходят для изготовления крепежных изделий с высоким классом точности А, которые используются для создания прочных и долговечных ответственных соединений. Болты и гайки этого класса изготавливаются, например, на токарных станках с числовым программным управлением (ЧПУ). Разница диаметров резьбы, наружной для болта и внутренней для гайки, после доводки на станке не превышает 0,25…0,3 мм. Однако цена деталей из нержавеющей стали будет значительно выше, чем у деталей из обычной углеродистой стали. Класс прочности для болтов из аустенитной нержавеющей стали марки А2 и стали марки А4 – 50, 70 или 80.
Замечательные свойства нержавеющей стали известны человеку с древних времен. Нержавеющая сталь проявляет устойчивость к коррозионным процессам и неприхотлива в эксплуатации. Когда нужно создать надежное соединение, отличающееся устойчивостью к агрессивным факторам, оптимальным вариантом будет использование крепежа из нержавеющей стали. Материал болтов с его характерными характеристиками является первостепенным условием создания прочного крепления.
Применение болтов из нержавеющей стали
Нержавеющие болты А4 применяются во многих областях машиностроения, строительства, а также при производстве бытовой техники. В местах, где нет возможности использовать приварные скобы, становится популярным нержавеющий болт А4, обладающий антикоррозийными характеристиками и прочностью. Крепление из нержавеющей стали соответствует современным стандартам и требованиям.
Болт А4 характеристики
Болт из нержавеющей стали А4 не проявляет магнитных свойств, прочный и долговечный в эксплуатации. Это приспособление хорошо поддается механической обработке и термическим манипуляциям. Колебания температуры от низких до самых высоких не меняют свойств и характеристик нержавеющего болта А4. Застежка также может использоваться в средах, подверженных воздействию кислот и агрессивных жидкостей, что не может повлиять на герметичность деталей. Сталь А4 аналогична стали А2, но за счет добавления в ее состав до 2-3 процентов молибдена обеспечивает более высокие эксплуатационные характеристики. Хотя цена болтов из нержавейки А4 будет выше, чем у изделий из обычной углеродистой стали, долговечность их использования со временем окупит их использование.
Особенности производства
Производство нержавеющих болтов А4 производится из сплава, состоящего из низкоуглеродистой стали, хрома, никеля и трехпроцентного молибдена. Эти компоненты придают изделиям высокие эксплуатационные параметры, проявляющиеся в коррозионной стойкости, неподверженности термическим и механическим воздействиям. Добавка молибдена позволяет использовать нержавеющие болты в особо агрессивных средах, содержащих кислоты и хлориды: в химической промышленности, на судостроительных базах, в плавательных бассейнах.
Краны шаровые фланцевые ЛД производителя. Шаровые краны ЛД.
ЧелябинскСПРАЗГУДАНСТРАСТРОЙ, ООО — крупнейший в России производитель стальных цельносварных шаровых кранов, выпускаемых с 2003 года под маркой ЛД.
Шаровые краны LD. — Это запорно-регулирующая арматура, которая активно используется в нефтегазовой отрасли. Кроме того, продукция активно используется предприятиями жилищно-коммунального хозяйства.
Краны шаровые ЛД применяются на промышленных и технологических трубопроводах, транспортирующих следующие рабочие среды: газ, нефтепродукты, пар, сжатый воздух, питьевую и техническую воду, водные растворы, агрессивные жидкости, спиртосодержащие вещества.
Краны шаровые изготавливаются условным диаметром от 15 до 700 мм, как стандартные, так и полнопроходные. Все модели кранов шаровых ЛД выпускаются с различными типами навесного оборудования фланцевые, муфтовые, под приварку, с полиэтиленовыми насадками для приварки к трубам ПНД, а также комбинированные. Краны малых диаметров также могут иметь резьбовое соединение. Краны ЛД больших диаметров могут выпускаться в нескольких вариантах с разной строительной длиной, в том числе «под вентиль». Некоторые модели, предназначенные для транспортировки жидких сред, имеют палубный клапан для удаления воздуха из трубопровода.
Краны большого диаметра Комплектуются редуктором, также выпускаются изделия, предназначенные для установки электропривода.
Краны шаровые ЛД могут быть установлены на трубопроводе в любом положении — как в горизонтальном, так и в вертикальном. Диапазон допустимых температур может быть от -60°С до +200°С (для кранов в специальном климатическом исполнении). Рабочее давление для основной запорной арматуры составляет до 25 бар, некоторые модели кранов малого диаметра рассчитаны на 40 бар вне зависимости от температуры среды.
В зависимости от назначения материалом корпуса служит сталь различных марок: 20 артикул, 09Г2с или 12Н18х10Т. Корпус всех моделей кранов ЛД — цельносварной, отсутствуют болтовые соединения, благодаря чему значительно повышается устойчивость запорной арматуры к динамическим нагрузкам. Сварка корпусов производится автоматически в среде инертных газов, что исключает неоднородность сварного шва. Кроме того, в конструкции кранов ЛД используются нелитые элементы, как и в большинстве аналогов, а изготовленные методом холодной штамповки.
Залогом качества продукции Челябинского СПГРУГДСТНСТНСРОДСТРАСТРОЙ является постоянный контроль материала и заготовок на всех этапах изготовления шаровых кранов ЛД, а также обязательные испытания каждого шарового крана ЛД на испытательных стендах согласно ГОСТ 9544-93 » Арматура трубопроводная запорная. Клапаны герметичности затворов».
Средний ресурс шаровых кранов составляет 10 000 циклов открытия-закрытия, расчетный срок службы около 25 лет. На каждое изделие производитель предоставляет трехлетнюю гарантию.
Cranes Ball LD. Применяется в трубопроводах для передачи различных сред: воды, газа, нефтепродуктов и др. Материалом для изготовления корпуса служат марки конструкционных сталей, такие как 09Г2С, 20 Ст, нержавеющая сталь 12х18Н10Т и другие. Шаровой лд имеет привод (шаровой) и шток, изготовленный из нержавеющей стали 20х13, 40х13. Эти элементы уплотнены эластомером, пластиком фторопласт-4.
Присоединение шарового крана ЛД к сети осуществляется как сварным, так и другими способами: если фланцевое, то с помощью фланцев, если муфтовое, то с помощью резьбы. Степень герметичности ворот кранов ЛД соответствует классу А по ГОСТ 54808-2011. По климатическому исполнению 9Краны 0013 Шаровые Сталь ЛД под сварку могут изготавливаться для эксплуатации в условиях умеренного климата (Категория С) и в холода (Категория СХЛ) по ГОСТ 15150-69.
Управляемые изделия могут управляться обычной ручкой, любым редуктором, а также пневматическим или электрическим приводом. Шаровой кран LD. Фланец должен выполнять свои функции при температурах -60…+200°С и -40…+200°С в зависимости от варианта его исполнения. Срок службы устанавливается не менее 3 лет. Наша компания поставляет стальной шар лд потребителям в любом количестве в короткие сроки.
В зависимости от того, в каком исполнении изготовлен кран, он может эксплуатироваться в разных категориях климата, чаще всего это климат умеренный и холодный. Герметичность конструкции затвора по стандарту, соответствующему классу А, обеспечивает шаровым кранам ЛД высокое качество С многолетней эксплуатации.
Холдинг «Сантехкомплект» — официальный дилер «ЧелябинскСПСГУДАНСТРОЙ». Крупнейший уральский производитель под брендом LD. Он производит стальные шаровые краны. Они предназначены для транспортировки нефти и газа, монтажа трубопроводов, используются в системах тепло- и водоснабжения. Каждый продукт челябинской компании проходит обязательные испытания на соответствие ГТА и ТУ. Постоянный контроль производства гарантирует очень высокое качество продукции и положительную репутацию среди потребителей.
Краны ЛД.
ЧелябинскСПСГУДАНСТНССТРАСТРОЙ производит высококачественные краны большой грузоподъемности для различных областей промышленности. Кран марки ЛД применяется на газонефтепроводах, в системах водоснабжения и теплоснабжения, а также в производственных цехах предприятий пищевой промышленности. Он надежен и не пропускает трубный движитель, предотвращая утечку. Кроме того, кран LD прост в обслуживании и не требует регулярного обслуживания.
Шаровые краны LD.
Краны шаровые ЛД необходимы для промышленных и технологических трубопроводов, а также для инженерных коммуникаций. Краны этой марки незаменимы в следующих рабочих средах: газ, нефтепродукты, пар, сжатый воздух, питьевая и техническая вода, водные растворы, агрессивные жидкости, спиртосодержащие вещества. Выпускаются разных типов: фланцевые, под приварку, муфтовые, комбинированные. Шаровые краны LD просты в использовании и имеют срок годности 30 лет.
Кран шаровой марки ЛД имеет два стандарта внутреннего диаметра: стандартный широкий и полнопроходной. Кран стальной фирменный стандарта ЛД имеет внутренний диаметр отверстия в шаре на один размер ГОСТ меньше диаметра присоединяемой трубы. Размеры диаметра крепежного отверстия крана совпадают с диаметром трубы, что меняет большие габариты, массу и цену цены.
Штанга в изделии может быть довольно удлиненной, что удобно, если доступ непосредственно к крану ограничен из-за петельных особенностей системы. Также кран из стали ШАР марки ЛД можно заказать и с механической коробкой передач, актуальной для кранов большого диаметра и высокого давления.
Материалы
Краны Шаровые марки LD используют в своей конструкции унифицированный набор материалов. Корпус детали изготавливается из стали 20, хладостойкой 09Г2С или нержавеющей 12х18н10т. Укладка и шар из нержавеющей стали 12х18н10т или 20х13. Фторсилоксановый эластомер уплотнен, а шар также плюс для двойной защиты фторопластом. Шаровой кран под маркой LD поставляется с ручкой-наконечником из полимера.
Разновидности крепления
Краны компании Ball доступны в трех основных формах крепления: фланцевое, муфтовое и сварное, а LD также предлагает краны с комбинированным креплением и ходовым краном. Кран стальной фланцевый стальной фланцевый отличается высокой надежностью и рассредоточенностью соединения. Установка такого крана уместна в помещениях, где есть ограничения на сварочные работы, на технологических линиях, предполагающих периодический демонтаж и профилактику трубопроводной системы. Краны фланцевые представлены размерами диаметра в 600-700 мм.
Кран со сварным соединением соответствует требованиям максимальной герметичности. Этот тип востребован на магистральных трубопроводах, в системах с проходом большого диаметра, а также в условиях, когда не исключено гидратообразование в трубопроводной системе. Сварные краны можно купить диаметром от 15 до 600 мм.
Сцепной компаунд представлен для кранов диаметром до 80-100 мм в зависимости от расчета на газообразную или жидкую среду. Это связано с расчетом на меньшее давление среды и пониженное качество герметичности. Преимуществом этих кранов является легкая сборка с трубопроводом, простая разборка и возможность повторного использования.
Кран шаровой фланец марки ЛД выпускается также с комбинированным креплением, где с одной стороны фланец, а с другой соединение под сварку. Это соединение очень удобно при переходе с магистрального трубопровода на локальную систему технологической линии.
Выбор конкретной модели Кран необходим максимально, учитывая, что цена аварии при неправильном выборе может быть довольно высокой.
Краны цельносварные шаровые фланцевые ЛД выпускает ООО «ЧелябинскСПСграданстрой». В каталоге они представлены в полном ассортименте. В продаже краны стальные фланцевые стандартные и полные ld ld. Краны фланцевые ЛД КШ.Т.Ф. Предназначен для перекрытия рабочего потока в пароводяных трубопроводах, работающих под давлением до 40 атм, с температурой до 200 градусов Цельсия. Ниже подробное описание Материалы изготовления:
- Корпус : Сталь (Артикул 20, 12x18N10T, 09G2C)
- Шар : нержавеющая сталь
- Ду 15-32. : 20×13; Ду 40-65 : AISI 304; Ду 80-700 : AISI 409;
- В наличии : Нержавеющая сталь (12x18n10t, 20×13)
- Поющий инвентарь : Фторсилоксановый эластомер
- Уплотнение штока/подшипник скольжения : фторопласт F4K20 (PTFE + C, TEFLON)
- Шаринская печать : Фторопласт Ф4К20 (ПТФЭ+С, ТЕФЛОН) с двойным уплотнением из фторсилоксанового эластомера
Шары стальные фланцевые ЛД производятся в России и занимают лидирующие позиции по соотношению цена-качество. Полный цикл Производство внутри одного предприятия обеспечивает максимальное качество продукции.
Варианты управления фланцевыми кранами LD CSF
DN 15-250 : Ручка из окрашенной углеродистой стали с полимерным наконечником
DN 300-700 : Комплект механической коробки передач
Емкости из нержавеющей стали для пищевой промышленности. Емкости, баки из нержавеющей стали Емкости из нержавеющей стали
Емкости из нержавеющей стали для хранения и брожения пищевых жидкостей специально изготовлены и разработаны для небольших производств и домашнего использования. Среди наших резервуаров каждый найдет свой для себя, если на нашем сайте нет стандартизированного продукта, соответствующего вашим потребностям, мы можем изготовить для вас любой резервуар на нашем заводе Letina inox в Хорватии.
Производимые нами бочки являются образцом качественного европейского производства, изготовлены из превосходной нержавеющей стали. Тиссен-Крупп. В нашем ассортименте есть практически все вариации емкостей для производства вина и напитков, Нержавеющие банки для приготовления браги или домашнего вина из ягод, собранных на собственном приусадебном участке, их еще называют молочные бидоны или молочные фляги, но суть от этого не меняется в них хранить все что угодно. Банка из нержавеющей стали является хорошей альтернативой алюминиевой фляге. Специальные емкости для хранения и брожения вина, с плавающей крышкой или просто с герметичным люком, которые многие называют простой «бочкой из нержавеющей стали».
Мы также не оставили без внимания пивоваров, на нашем сайте вы можете найти малые емкости для приготовления пива (ССТ) с коническим дном, бродильные чаны, а производители кваса могут обнаружить емкости с плавающей крышкой, которые являются идеальным решением для производства кваса.
Емкость из нержавеющей стали
У нас всегда в наличии различные емкости из AISI 304, для хранения пищевых жидкостей и для их транспортировки, а также специальные емкости с плавающей крышкой для ферментации вина с возможностью последующего хранения. Разберемся по порядку:
Бочка из нержавеющей стали с крышкой От 100 до 500 литров. Этот тип резервуара поставляется без ножек, имеет один кран из нержавеющей стали и верхнюю пылезащитную крышку. Это самая простая бочка из нержавейки, которая у нас есть, но при своей простоте она изготовлена по всем пищевым стандартам и идеальна для мацерации вина, хранения вина или любой другой алкогольной продукции, может использоваться как емкость для воды, или как емкость для святой воды для крещения, что собственно и делают некоторые церкви, покупая у нас такие сосуды для розлива. Опционально к нему можно добавить полноценную плавающую крышку. Но все же для брожения и хранения вин лучше всего использовать емкости на ножках, с пробой отборных кранов и обычной пневматической крышкой, идущей в комплекте с камерой, насосом, хомутами и соединительными шлангами. Кран для проб позволяет сливать чистое вино с половины уровня и фильтровать только мутный осадок.
Баки из нержавеющей стали с плавающей крышкой. от 60 литров. Данный тип тары широко используется для винодельческого производства, в ней может храниться и ферментироваться вино , его конфигурация позволяет получать в домашних условиях высококачественные напитки, полученные в результате ферментации ягод винограда, либо при производстве браги. Неоспоримое удобство плавающей крышки в том, что емкость для брожения можно заполнить до любого объема и в емкости практически не останется кислорода, что неблагоприятно сказывается на продуктах брожения. Те. например, в бочке на 620 литров можно спокойно хранить 100 литров и быть уверенным, что вино не испортится. Как и предыдущая бочка из нержавеющей стали, эту можно использовать для любых пищевых жидкостей.
Также бак из нержавеющей стали с плавающей крышкой может комплектоваться рубашкой охлаждения/нагрева для контроля температуры продукта в баке и поддержания заданной температуры. Они широко используются в виноделии, квасе, браге или самогоноварении.
Резервуары простые с герметичным люком. от 100 до 620 литров. Эти баки представляют собой бак из нержавеющей стали на ножках, в верхней части имеется герметичный люк диаметром 200 мм. В средней части каждой бочки расположен кран из нержавеющей стали для отбора проб (3/8), в нижней части кран для полного слива (1/2), на баках от 320 литров дно идет с уклоном в третий кран (3/4), чтобы полностью опорожнить бак. В бочках данного типа возможно производить ферментацию при пониженном давлении до 0,5 атмосфер. , что будет удобно при производстве кваса или сидра.
Емкости из нержавеющей стали CKT для производства пива. Объем от 60 литров. Этот тип емкостей из нержавеющей стали предназначен для ферментации и хранения пива под давлением. Доступен большой ассортимент этих контейнеров, CCT может быть как с охлаждающей рубашкой, так и без нее, для различного давления от 0,5 бар до 3 бар. Имеются цистерны с боковыми и верхними люками разного диаметра. Такие емкости для брожения небольших объемов до 630 литров – идеальное решение для микропивоварен и пивоварен ресторанного типа. А также для производства пива в домашних условиях в данном случае я имею в виду емкость до 120 литров, причем для производства пива во многом превосходящего по качеству то, что предлагают нам известные бренды.
Резервуар для брожения, под этим выражением можно понимать любую емкость, в которой можно получить ферментированный продукт. Весь смысл вопроса в удобстве и технологичности процесса, но главная цель может быть достигнута в любой емкости из нержавеющей стали. Для брожения вина идеально подходят бочки с пневматической крышкой, в которых можно хранить и использовать как сосуд для брожения. В самогоноварении в качестве емкости для браги можно использовать бочку с пневматической крышкой, я имею в виду небольшие объемы от 100 до 200 литров. Для изготовления кваса по традиционным технологиям бочка с открытым верхом, удобство доступа внутрь бака — вещь не заменимая. Использование ЦКТ (танков для брожения пива) в производстве пива, на данном этапе развития этой технологии просто не заметно, в них можно хранить и сбраживать пиво, а некоторые используют их при проектировании заведений минуя розлив в кеги и розлив кружки прямо из цистерны, установленной в баре и подключенной к кранам розлива. В качестве емкостей для браги можно рассматривать банки из нержавеющей стали, которые представлены в нашем широком ассортименте.
CCT производит самое потребляемое пиво в мире на данный момент, так называемый «Лагер», это пиво используется для производства низового брожения и подвергается дальнейшей очистке при низких температурах. Первую неделю сусло бродит при поддержании определенной температуры, чтобы предотвратить окислительные процессы, затем отделяют осевшие дрожжи, а ГПК бороздят, чтобы дальнейшее брожение происходило под давлением углекислого газа, выделяющегося внутри емкости в процессе брожения. Наши бродильные чаны оснащены дыхательным клапаном, поддерживающим атмосферное давление во время начального брожения, и язычком для процесса выдержки, включая контроль температуры при наличии охлаждающих рубашек.
Бак из нержавейки нужен для продумывания системы нагрева воды в бане. Этот процесс можно осуществить с помощью газовой горелки или в котле; по возможности используется центральный водопровод. Не утратил актуальности старый проверенный способ – нагреть воду на железной печке. Более того, в настоящее время практически любую модель печи можно оборудовать специальным навесным или выносным баком для воды. И для этих целей как нельзя лучше подойдет бак из нержавеющей стали.
Цены на емкости из нержавеющей стали
Цена бака складывается из многих составляющих, например: толщина листа, размер бака, количество фитингов, постоянный рост цен на нержавейку. Поэтому для точного расчета обращайтесь к нашим специалистам.
| Том | Длина высота ширина | Толщина | Цена, марка aisi 201 | Цена, марка aisi 304 |
|---|---|---|---|---|
| 5 л | 200 x 150 x 200 | 1 мм | по запросу | по запросу |
| 10 л | 200 x 250 x 200 | 1 мм | по запросу | по запросу |
| 15 л | 250 x 250 x 250 | 1 мм | по запросу | по запросу |
| 20 л | 300 x 230 x 300 | 1 мм | по запросу | по запросу |
| 25 л | 300 x 280 x 300 | 1 мм | по запросу | по запросу |
| 30 л | 350 x 300 x 300 | 1 мм | по запросу | по запросу |
| 40 л | 500 x 400 x 4200 | 1 мм | по запросу | по запросу |
| 50 л | 350 x 400 x 350 | 1 мм | по запросу | по запросу |
| 60 л | 400 x 380 x 400 | 1 мм | по запросу | по запросу |
| 70 л | 450 x 400 x 400 | 1 мм | по запросу | по запросу |
| 80 л | 500 x 500 x 320 | 1 мм | по запросу | по запросу |
| 90 л | 500 x 400 x 450 | 1 мм | по запросу | по запросу |
| 100 л | 500 x 400 x 500 | 1 мм | по запросу | по запросу |
| 110 л | 500 x 630 x 350 | 1,5 мм | по запросу | по запросу |
| 150 л | 620 x 390 x 620 | 1,5 мм | по запросу | по запросу |
| 200 л | 620 x 520 x 620 | 1,5 мм | по запросу | по запросу |
| 250 л | 1000 x 500 x 500 | 1,5 мм | по запросу | по запросу |
| 300 л | 1250 x 480 x 500 | 1,5 мм | по запросу | по запросу |
| 400 л | 1250 x 530 x 600 | 1,5 мм | по запросу | по запросу |
| 500 л | 1250 x 625 x 625 | 1,5 мм | по запросу | по запросу |
| 600 л | 1250 x 800 x 600 | 2 мм | по запросу | по запросу |
| 700 л | 1250 x 800 x 700 | 2 мм | по запросу | по запросу |
| 800 л | 1250 x 800 x 800 | 2 мм | по запросу | по запросу |
| 900 л | 1250 x 900 x 800 | 2 мм | по запросу | по запросу |
| 1000 л | 1250 x 1000 x 800 | 2 мм | по запросу | по запросу |
Изготавливаем емкости из нержавеющей стали на заказ, а также разнообразные емкости как из нержавеющей стали, так и из любых других металлов, любых нестандартных размеров и конфигураций.
Работаем с металлом толщиной 0,8 мм, 1,0 мм, 1,5 мм, 2,0 мм, 3,0 мм и т.д.
Используемые марки нержавеющих сталей: AISI 304 (08х18н10), AISI 321 (12х18н10т), AISI 430 (08х17), AISI 201 (12х15г9нд), AISI 409 (08х13).
Характеристики этих марок вы можете посмотреть в разделе «Характеристики»
Баки изготавливаются из разных марок стали, но лучший вариант из нержавеющей стали. По литражу бывают 20л, 30л, 50л, 100л, 200л. Также мы можем изготовить баки из нержавеющей стали для воды на заказ по вашим индивидуальным размерам и пожеланиям.
Бак из нержавеющей стали для бани отлично подойдет как для горячей, так и для холодной воды. Материал прочен, устойчив ко всем погодным и атмосферным воздействиям, в том числе к преждевременной коррозии.
Стенки резервуаров, как правило, имеют небольшую толщину. Этот фактор напрямую влияет на общую массу танка, которая в несколько раз меньше аналогов. Меньший вес бака облегчает транспортировку конструкции, а также значительно снижает нагрузку на фундамент бани и печи.
Нержавеющая сталь – достаточно пластичный и эстетичный материал. Это дает возможность изготовить бак из нержавейки на заказ по типоразмерам заказчика с учетом особенности бани и ее конфигурации.
Преимущества такой продукции:
- Влага не влияет на материал. Баки из нержавейки совершенно не боятся влаги, это не влияет на срок службы конструкции, ее надежность и работоспособность. Этот показатель особенно важен, потому что эксплуатация бака происходит в условиях повышенной влажности и достаточно тяжелых условиях для любого материала.
- Хорошая теплопроводность. Он хорошо проводит тепло, поэтому нагрев воды в баке будет происходить довольно быстро. Это уменьшит затраты на нагрев воды. Также следует помнить, что баки с водой достаточно быстро отдают тепло бане: для устранения этого недостатка следует принять дополнительные меры по изоляции бака.
- Практически полное отсутствие деформации в процессе эксплуатации. Даже при постоянных перепадах температуры сталь практически не меняет своих размеров и формы.
- При их доступной и доступной стоимости, при высоком качестве и длительном сроке службы каждый год вызывает большой интерес, и это одно из ключевых преимуществ выбора нержавейки для ванны.
«Где купить бак из нержавейки в Москве?»
Если вам нужны емкости из нержавеющей стали, вы всегда можете обратиться к специалистам нашей компании. Для изготовления тары используются исключительно лучшие стали марок aisi 201, aisi 304, aisi 430, aisi 409.. Этот материал зарекомендовал себя с положительной стороны, надежен, долговечен, практически не требует дополнительного ухода.
Предлагаем различные емкости из нержавеющей стали, баки различных форм и размеров: овальные, прямоугольные, квадратные, тэн. Вы также можете приобрести емкости из нержавеющей стали на заказ по индивидуальным размерам, которые будут изготовлены в оптимальные сроки.
По любым вопросам Вы можете обращаться к менеджерам компании. Будем рады ответить на любые вопросы, проконсультировать и помочь в подборе цистерн и контейнеров.
Емкость для накопления и хранения жидкостей — бак нержавеющий выгодно делать из-за отсутствия угрозы коррозии. Силосы очень похожи на цистерны — емкости для накопления сыпучих материалов, они испытывают нагрузки такого же равномерного характера. Сделать бак из нержавейки Важно для самых разных проектов индивидуального характера – именно такие реализации обеспечивают максимальную интеграцию в существующую среду или помещение.
Бак из нержавеющей стали
Основным преимуществом бака из нержавеющей стали является его устойчивость к коррозии. Это качество важно для любой емкости, т.к. повар бак из нержавеющей стали заказной требуется для самых разных целей, например:
Бытовые баки для холодной и горячей воды, в том числе для ее нагрева
баки для топлива и аналогичных жидкостей
Емкости для питьевой воды и для нужд пищевого производства.
Простой, качественный и надежный бак для воды
Важно, что коррозия будет отсутствовать не только внутри бака, но и снаружи — баки из нержавеющей стали и другие марки такой стали не подлежат обработке ни снаружи или внутренне. Такой контейнер не требует никакого ухода, кроме простого поддержания чистоты, а срок его использования практически не ограничен.
Что такое баки
Емкости для жидкостей различают по вместимости. Обычно бак из нержавеющей стали по заказу индивидуально не делают чрезмерно большим, так как большой бак требует расчета на прочность. Баки объемом 30-40 литров имеют практическое значение, а верхний предел объема определяется потребностями заказчика.
Вот еще некоторые характерные качества и характеристики необходимые для заказа бака из нержавеющей стали :
Необходимость контакта с пищевыми продуктами
Пожароопасность — хранение легковоспламеняющихся и легковоспламеняющихся жидкостей
Геометрическая форма и особенности крепежных изделий
Трубопроводная арматура и фитинги, варианты ухода за внутренней поверхностью
Дополнительная технологическая загрузка, например — бак из нержавеющей стали .
Заказчики, не уверенные в правильном назначении параметров резервуара и особенностях его конструкции, могут рассчитывать на нашу помощь — от консультации до организации крупнотоннажного проекта. Есть конструкции, которые заказывают очень часто – их можно считать типовыми.
Устройство и изготовление бака
Любой бак из нержавеющей стали ч делается, после обсуждения его конструкции, в таком порядке:
вырезка заготовок из листовой нержавейки
подготовка заготовок к сборке — обработка кромок, фальцовка (загибание) в необходимых местах), сверление и вырезание отверстий и проемов
монтаж дополнительных конструкций, например трубы дымохода в баке для нагрева воды
сварочный бак в сборе
такелаж с фитингами — отводы трубопроводов.
Собранный бак проверяется на прочность и герметичность. Большой бак из нержавеющей стали на 500 литров и другие емкости значительного объема подлежат особо тщательному осмотру. Герметичность также тщательно проверяется при изготовлении. Топливный бак из нержавеющей стали — для автомобиля или для стационарного хранения.
Соблюдаются все размеры, и особенно тщательно — узлы крепления, если они предусмотрены заданием или проектом. Проверка герметичности проводится несколькими методами. Проверяется также качество сварных швов, при необходимости — инструментальным методом.
Изготовление резервуаров из нержавеющей стали по заказу единственный способ получить именно ту вместимость, которая необходима для существующих условий его эксплуатации.
Компания Милеста производит емкостное оборудование для любых жидких и сыпучих продуктов. Производственные мощности компании позволяют изготавливать емкости из нержавеющей стали по индивидуальным требованиям заказчика. Все резервуарное оборудование имеет сертификаты соответствия и санитарно-эпидемиологические заключения. Сосуды под давлением и легковоспламеняющиеся жидкости имеют техническое одобрение. Компания производит резервуары из нержавеющей стали для любой отрасли промышленности.
Варианты из нержавеющей стали
Эффективность и конкурентоспособность развивающейся пищевой промышленности любой страны мира напрямую зависит от оборудования, установленного на заводе. Бесспорно, что лучше всего использовать пищевые контейнеры из нержавеющей стали, чтобы сохранить пищевую ценность и вкус продуктов. Потому что нержавеющая сталь – это сплав высоколегированной стали, содержащий не менее 12% хрома и поэтому обладающий высокой стойкостью к различным видам коррозии, прочностью и износостойкостью. Для придания нержавеющей стали необходимых эксплуатационных характеристик в ее сплав вводят никель, титан, молибден. Это повышает устойчивость к различным агрессивным средам, которые очень распространены в процессах производства продуктов питания. Так, например, емкостное оборудование из нержавеющей стали с содержанием хрома 13-17% может успешно эксплуатироваться только в слабоагрессивных средах. Ну а повышенное содержание хрома (с 17%) и введение в его сплав никеля и молибдена приводит к повышению сопротивляемости более агрессивным средам, в том числе и растворам солей. Выбор марки стали при изготовлении оборудования любой производственной мощности в различных отраслях промышленности имеет решающее значение.
Выбор марки стали
Наша компания занимается производством резервуаров и контейнеров из нержавеющей стали, производство контейнеров производится из высококачественной стали AISI 304L и AISI 316L. Сталь AISI 304L обладает хорошими характеристиками, сбалансированной структурой, способной выдерживать высокие температуры без изменения свойств металла. Основным элементом в этой марке стали является железо (66,3-74%), легирующие элементы представлены хромом (до 20%), а также никелем (до 10,5%). Такой состав стали обеспечивает ей высокие антикоррозионные свойства и кислотостойкость даже при длительном воздействии очень высоких температур. Благодаря термокоррозионной и кислотостойкости сталь AISI 304L широко применяется при изготовлении оборудования, в том числе для пищевой промышленности. Популярность этой стали среди производителей обусловлена еще и тем, что этот материал несложно поддается механической обработке, а также формовке и сварке.
Но сталь AISI 316L имеет в своем составе более высокое содержание никеля (10-14%), в ее сплаве используется молибден (2-3%). Это значительно повышает коррозионную стойкость в различных агрессивных средах, ведь благодаря наличию в сплаве молибдена эта сталь устойчива даже к парам уксусной кислоты. Изделия из этой марки стали идеально подходят для использования в виноделии, молочном производстве. Для этих отраслей изготавливаются не только резервуары и резервуары, но и трубопроводы и трубопроводная арматура. Выбор марки стали для производства конкретного резервуара или оборудования определяется конечной задачей. Например, для брожения или хранения, для вина или для спирта.
Квалифицированный подход в данном случае очень важен.
Нержавеющая сталь – универсальный материал в производстве тары для различных отраслей промышленности. Многие компании, прежде чем заказывать емкостное оборудование, часто пытаются найти в Интернете и купить контейнеры подешевле – это может касаться малого и среднего бизнеса, где производители нержавеющих контейнеров могут как бы просчитать спрос или произвести типовое оборудование, которое не не требуют больших капитальных вложений и точного расчета необходимых параметров. Для крупных предприятий такой подход невозможен.
Цена
Цена баков из нержавеющей стали не может быть статичной. Мы занимаемся производством уже почти 30 лет, и, казалось бы, подобные, на первый взгляд, решения не всегда приемлемы.
Например запустили небольшой винзавод, в одном из процессов используется емкость 1000 литров которая подключена к системе автоматической мойки CIP, а вы варите и вам тоже нужна тара такого же объема и тоже нержавеющая стали, но без СИП установки, плюс есть небольшие перепады температурных режимов. Вроде бы отличия минимальны, но меняется процесс производства и конструкция танка и он может быть как дешевле, так и дороже.
Для Вас, как для заказчика, дешевле хорошо, а если дороже?
В зависимости от задач в эксплуатации будет меняться комплектация и, конечно же, ее стоимость.
Производственные мощности компании Милеста позволяют изготавливать любые емкости из нержавеющей стали и другие изделия любой формы, отвечающие самым строгим требованиям.
Ассортимент нашей продукции охватывает все отрасли пищевой и химической промышленности, начиная от обычных емкостей для хранения продуктов
и заканчивая сложными конструкциями с теплоизоляцией, датчиками температуры и другими важными для вашего производства элементами. Компания Милеста производит следующее технологическое и емкостное оборудование для виноделия, водки, слабоалкогольных и безалкогольных напитков. Кроме того, мы проектируем и производим сервисные платформы.
Эти баки из нержавеющей стали прослужат вам 30 лет. А может и 40. Или 50. О долговечности нержавейки слагать легенды не надо. Его реальные свойства выше всяких похвал.
Контейнеры для пищевых продуктов из нержавеющей стали
Молоко можно хранить в наших резервуарах из нержавеющей стали в течение достаточно долгого времени. Он не изменит запах, не будет постороннего привкуса, полезные вещества не выпадут в осадок. Нержавеющая сталь хорошо держит температуру содержимого — намного лучше, чем, например, пластик.
Баки из этого металла выдерживают частые промывки. Их можно использовать неограниченное время и при необходимости чистить несколько раз в день. Именно поэтому необходимо купить нержавеющий бак для фермера.
Есть еще дезинфекция — в пищевой промышленности она неизбежна. И здесь уникальные свойства нержавеющей стали тоже очень кстати. Он не вступает в «близкую связь» (то есть в химические реакции) с подавляющим числом щелочей и кислот. Даже при ежедневной дезинфекции он не трескается, не шелушится и не меняет цвет. Контейнеры для пищевых продуктов из нержавеющей стали имеют плоскую поверхность. В этом металле нет пор или трещин, в которых может скапливаться пыль или колонии простейших.
Бак из нержавеющей стали в деталях
Наши баки имеют прочную конструкцию. Это приоритет при хранении молока. Количество бактерий в нем должно быть минимальным. Если молочное оборудование имеет много разборных частей, контактирующих с молоком, количество простейших будет увеличиваться. Этого не избежать даже при самой тщательной обработке.
Что еще облегчает жизнь владельцам таких контейнеров? Во-первых, пылезащитные чехлы. Благодаря им в бак не попадает значительная часть нежелательных примесей из воздуха. Во-вторых, для удобства наполнения многие емкости из нержавеющей стали снабжены люками. И в-третьих, у наших контейнеров есть краны. Это очень важно, если вы будете не только хранить молоко в емкостях, но и разливать его партиями.
Если ваши средства ограничены, вы можете приобрести обычный бак из нержавеющей стали. Простота и низкая цена – главные преимущества.
