Универсальное сверло конусное: Ступенчатые и конусные сверла | Verkter.ee
Содержание
Сверло конусное 4 32 в категории «Инструмент»
поиск в товарах / по продавцам
Сверла, буры
Шурупы, саморезы
Маникюрные пилочки и бафы
Сверлильные коронки, кольцевые пилы
Крепежные винты
Охранные системы и сигнализации
Ручные ножницы по металлу
Наборы инструментов
Расходные материалы для салонов красоты
Товары, общее
Ломы, гвоздодеры
Отверточные биты
Услуги металлообработки
Шаровые, пробковые краны
Торцевые головки
Алмазное сверлильное оборудование
Фрезы
Оборудование и аксессуары для бассейнов
Запчасти и оснастка для станков
Приспособления для инструментов
Ступенчатое шаговое сверло HSS 4-32мм пирамидальное конусное елочка коническое универсальное по металлу
В наличии
449 грн
499 грн
Купить
Сверло по металлу конусное ступенчатое Specialist BASIC 4-32 мм
Готово к отправке
по 495 грн
от 4 продавцов
495 грн
Купить
Сверло по металлу конусное ступенчатое Specialist plus PREMIUM 4-32 мм
Готово к отправке
по 900 грн
от 2 продавцов
900 грн
Купить
Сверло ступенчатое (конусное, шаговое) 4-32 мм.
Готово к отправке
235 грн
Купить
Острог
Сверло ступенчатое 4-32 М35 Kidea из материала с кобальтовым покрытием , конусное, быстрорежущее по металлу.
Готово к отправке
640 грн
Купить
Мукачево
Сверло конусное ступенчатое из быстрорежущего по металлу материала HSS 4241 размера 4-32
Готово к отправке
230 грн
Купить
Мукачево
Набор сверл конусных 3 шт. 4-32мм
Готово к отправке
496 — 595 грн
от 3 продавцов
496 грн
Купить
Сверла конусные по металлу Raltek 4-32 мм 3 шт.
Под заказ
412 грн
Купить
Сверло конусное ступенчатое с цилиндрическим хвостовиком из быстрорежущее материала HSS 4241 размером 4-32
Готово к отправке
252 грн
504 грн
Купить
Мукачево
Сверло по металлу конусное ступенчатое Specialist plus 4-32 мм
Готово к отправке
по 900 грн
от 2 продавцов
900 грн
Купить
2
3
Вперед
Показано 1 — 29 товаров из 2000+
Смотрите также
Сверло 2мм
Шаговое сверло
Сверло по металлу 5 мм
Сверло по металлу 10
Сверло длинное
Сверло 5 мм
Ступеневі сверла
Сверло ступінчасте для металу
Буры bosch
Сверло ступенчатое 4-32
Сверло ступенчатое
Набор сверл
Ступенчатое сверло
Ступенчатые многоразмерные сверла
Сверло конусное 4 32 со скидкой
Сверло конусное 4 32 оптом
Популярные категории
Инструмент
Оснастка для инструмента
Сверла, буры
Материалы для ремонта
Крепежные изделия
Шурупы, саморезы
Красота и здоровье
Все для маникюра и педикюра
Маникюрные пилочки и бафы
Метрический крепеж
Крепежные винты
Сверлильные коронки, кольцевые пилы
Насколько вам
удобно на проме?
Способы заточки ступенчатых сверл — РИНКОМ
Способы заточки ступенчатых сверл — РИНКОМ
Главная
Статьи
Способы заточки ступенчатых сверл
Способы заточки ступенчатых сверл
9 декабря 2021
Гирин Кирилл
Ступенчатые сверла – это металлорежущий инструмент, предназначенный для работы с тонколистовым металлом. Изделия выполнены в виде конуса, имеют заточенные ступени определенного диаметра. Продукция подходит для ручной и механизированной эксплуатации, существенно упрощает труд мастера.
Изделия выполнены в виде конуса, имеют заточенные ступени определенного диаметра. Продукция подходит для ручной и механизированной эксплуатации, существенно упрощает труд мастера.
сверла
В материале:
- В каких случаях требуется заточка сверла?
- Какие сверла можно затачивать?
- Как заточить ступенчатое сверло по металлу?
- Как точить ступенчатое сверло напильником?
- Как заточить конусное ступенчатое сверло по металлу посредством бормашины
- Как точить ступенчатое сверло по металлу, используя круг от болгарки?
- Проверка качества заточки
- Если нет возможности произвести заточку
В каких случаях требуется заточка сверла?
Понять, что сверло требует заточки, позволяют следующие факторы.
- При эксплуатации изделия возникают посторонние звуки, похожие на скрипы.
- В процессе формирования отверстий происходит сильный нагрев сверла.

- На выполнение работ тратится больше времени и усилий.
- Полученные отверстия обладают неровными краями, имеют зазубрены и заусенцы.
- Режущая кромка инструмента приобрела округлую форму.
Еще один повод для проведения заточных операций – появление механических дефектов на рабочих плоскостях изделия.
Какие сверла можно затачивать?
Перед тем как заточить ступенчатое сверло, стоит убедиться, что с ним можно работать. Заточке поддаются практически все сверла, представленные в магазине. Допускается работа с изделиями из стали HSS, Р6М5, Р18 и прочих материалов. Исключение составляет продукция особого назначения, выполненная из специальных сплавов. Она обладает повышенными прочностными характеристиками, сложна обработке.
Рис. 1 Пример маркировки ступенчатых сверл
Параметры материала, из которого выполнено сверло, отражены на изделии или упаковке. Полное отсутствие информации свидетельствует о низком качестве продукта.
Полное отсутствие информации свидетельствует о низком качестве продукта.
Не последнее значение имеет цвет сверла.
- Серый. Сверло, не подвергавшееся дополнительной обработке. Такая продукция имеет малый эксплуатационный ресурс, но хорошо поддается заточке.
- Черный. Металлорежущий инструмент, обработанный паром. Он эффективно взаимодействует с цветными и черными металлами, требует больших усилий при выполнении заточных операций.
- Золотистый цвет. Сверло, прошедшее закалку и отпуск. Процедуры увеличили прочность и сложность обработки инструмента.
В продаже также представлены сверла с ярко-золотистым покрытием. Изделия обработаны нитридом титана, предназначены для подготовки отверстий в высокопрочных сплавах. Такой инструмент не рекомендуется затачивать.
Рис. 2 Ступенчатое сверло, обработанное нитритом титана
Как заточить ступенчатое сверло по металлу?
Ответить на вопрос, как заточить конусное ступенчатое сверло, можно тремя способами:
- с использованием напильника;
- при помощи бормашины;
- посредством отрезного диска.

Каждый вариант обладает собственными особенностями, требует отдельного рассмотрения.
Как точить ступенчатое сверло напильником?
Для заточки сверла напильником необходимо выполнить ряд действий:
- зажать сверло в патроне;
- запустить вращение на малой скорости;
- прикладывания напильник к граням ступени, добиться их заточки.
Напильник прикладывается с достаточными прижимными усилиями, в противном случае обработка поверхности будет некачественной.
В завершении совершается финишная проходка по всей окружности проточки. Это обеспечивает формирование правильного контура, исключает перепады углов.
Рис. 3 Заточка конического ступенчатого сверла напильником
Как заточить конусное ступенчатое сверло по металлу посредством бормашины
При работе с бормашиной используется шлифовальная насадка. Операции выполняются в определенной последовательности:
- сверло фиксируется в тисках;
- насадка бормашины приставляется к затачиваемой ступени под соответствующим углом;
- бормашина запускается, после чего абразивный элемент плавно перемещается вдоль ступени.

При проведении работ важно протачивать края ступенек, после чего корректировать середину. Такой подход позволит избежать дефектов, обеспечит формирование ровных кромок заданного размера.
Рис. 4 Заточка конического ступенчатого сверла бормашиной
Как точить ступенчатое сверло по металлу, используя круг от болгарки?
Можно заточить ступенчатое сверло, используя отрезной диск болгарки. Для этого потребуется выполнить ряд операций:
- сверло зажимается в патроне дрели;
- на электроинструменте запускается реверсивный ход;
- диск прижимается к затачиваемой ступени;
- за счет обратного вращения патрона происходит затачивание и выравнивание кромки.
Перечисленные способы требуют должной сноровки от мастера. Первые попытки заточки сверл могут оказаться неудачными.
Рис. 5 Заточка конического ступенчатого сверла кругом от болгарки
Проверка качества заточки
Проверка качества заточки осуществляется путем осмотра. Изделия должны иметь ровные, заостренные ступени. Недопустимо наличие сколов, перепадов и прочих дефектов.
Изделия должны иметь ровные, заостренные ступени. Недопустимо наличие сколов, перепадов и прочих дефектов.
Рис. 6 Проверка заточки ступенчатого сверла
По возможности формируются контрольные отверстия в заготовке. В процессе работы мастер обращает внимание на скорость сверления, степень нагрева инструмента, закусывания и заедания. Созданные отверстия осматриваются на предмет недочетов.
Рис. 7 Подготовка контрольных отверстий
Если нет возможности произвести заточку
При невозможности заточить коническое сверло своими руками стоит рассмотреть приобретение нового инструмента. В интернет-магазине «РИНКОМ» представлены ступенчатые конусные сверла различной конфигурации. В ассортименте решения для регулярного и периодического использования, продукция для бытовых и производственных нужд. Изделия обладают приемлемым ценником, поставляются в заводской упаковке, сопровождаются набором документов.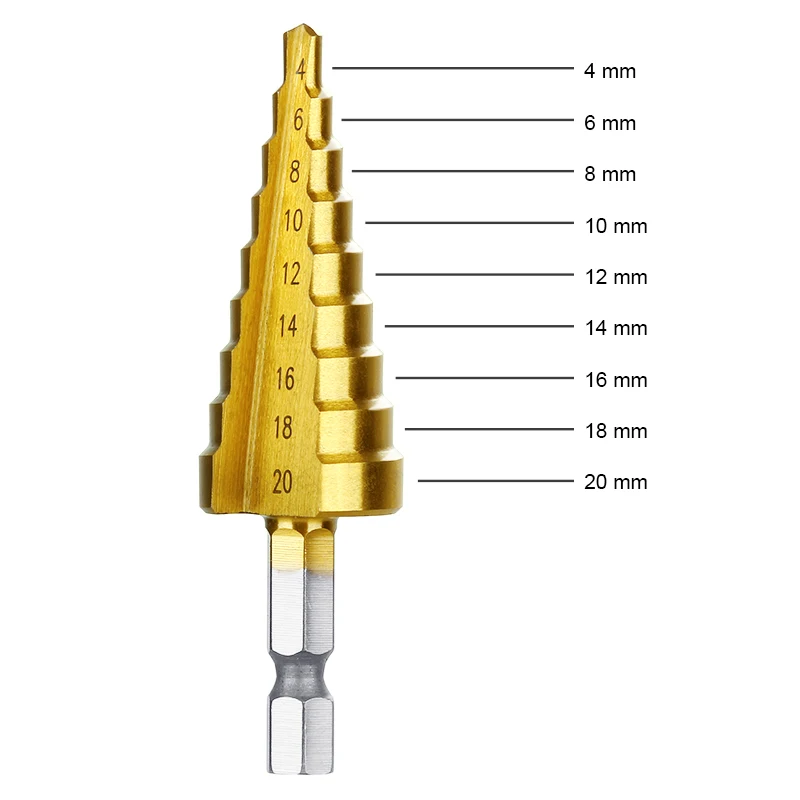
Больше полезной информации
Полезные обзоры и статьи
Все статьи
11 мая 2023
Угол заточки сверла
4 мая 2023
Сверление глубоких отверстий
28 апреля 2023
Момент затяжки болтов
12 января 2023
Рейтинг сверлильных станков
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Архив конических хвостовиков — универсальные режущие инструменты
Кольцевая фреза
Кольцевая фреза
701 1″ — LOC H.S. Стальная кольцевая фреза — глянцевое покрытие — хвостовик Weldon с двумя лысками
90 008 702 2″- LOC H.S. Кольцевые фрезы из стали премиум-класса — блестящая отделка — хвостовик Weldon с 2 лысками
ШТИФТЫ 1″ и 2″ Штифты для кольцевых фрез
Сверла Jobber
Сверла Jobber — самый распространенный тип сверла, доступный сегодня, и этот термин используется для обычно относятся к упражнениям между 9в 14 раз больше диаметра в длину. Сверла Jobber — это сверла с прямым хвостовиком, подходящие для универсального применения. В эту категорию входят блестящие, обработанные, кобальтовые сверла и сверла с покрытием для обработки различных материалов.
Производственный класс (черный)
220
Фракционно-черные сверлильные станки, 118-градусные обычные сверла. Х.С. Стальные стандарты ANSI
(высокая производительность)
221
Сверла с черным финишным покрытием, 118-градусные сверла с обычным наконечником. Х.С. Стальные стандарты ANSI
(высокая производительность)
222 Letter Black Finish Jobbers, 118-градусные сверла со стандартным наконечником. Х.С. Стальные стандарты ANSI (высокая производительность)
Производственная марка (Bright)
220B
Фракционные шлифовальные станки с полированной отделкой, 118-градусные сверла с обычным наконечником. Х.С. Стальные стандарты ANSI
(высокая производительность)
221B
Цифровые сверла с полированной отделкой, 118-градусные сверла с обычным наконечником. Х.С. Стальные стандарты ANSI
Х.С. Стальные стандарты ANSI
(Высокое производство)
222B
Сверла с полированной отделкой размера Letter, 118-градусные сверла с обычным наконечником. Х.С. Стальные стандарты ANSI
(высокая производительность)
Универсальные (черные)
222-GP Letter Black Finish Jobbers, 118-градусные сверла со стандартным наконечником. Х.С. Стальные стандарты ANSI (средние) Производство
220-GP
Фракционно-фрезерные станки с черной отделкой, сверла со стандартным острием 118°. Х.С. Стандарты стали ANSI (среднее производство)
220R
Роликовые кованые сверлильные станки. Черная отделка, 118-градусный обычный наконечник H.S. Стальные стандарты ANSI (среднесерийное производство)
221-GP
Числовые черновые сверлильные станки, 118-градусные сверлильные станки с обычным острием. Х.С. Стальные стандарты ANSI (среднее производство)
Х.С. Стальные стандарты ANSI (среднее производство)
221R
Числовые кованые сверла. Черная отделка, 118-градусный обычный наконечник H.S. Стандарты стали ANSI (среднее производство)
Общего назначения (светлый)
220B-GP
Фракционные сверла с полированной отделкой, 118-градусные сверла с обычным острием. Х.С. Стальные стандарты ANSI (среднее производство)
221B-GP
Числовые шлифовальные станки с полированной отделкой, 118-градусные сверла с обычным острием. Х.С. Сталь Стандарты ANSI (среднесерийное производство)
Тяжелые машины общего назначения (черные)
220HD-GP
Фракционно-черные фрезерные станки, 135-градусный разрез, 3/16” и более, 3 фаски на хвостовике, буровые станки Jobber . Х.С. Сталь
Стандарты ANSI (среднее производство)
221HD-GP
Сверла Jobber с черной отделкой, 135-градусная точка разделения, с № 1 по № 12 — с 3 гранями на хвостовике, сверла Jobber. Х.С. Стальные стандарты ANSI (среднее производство)
Х.С. Стальные стандарты ANSI (среднее производство)
Сверла с оловянным покрытием
220-GP-TIN
Глянцевое покрытие с оловянным покрытием, сверла с раздельным наконечником 135 градусов. Х.С. Стандарты стали ANSI (среднее производство)
220-TIN глянцевая отделка с покрытием TIN, сверла с разделительной головкой 135 градусов. Х.С. Стандарты стали ANSI (высокая производительность)
Двухцветный, черный и золотой (общего назначения)
227-GP Фракционная черно-золотая отделка, 135-градусная точка разделения H.S. Сталь Стандарты ANSI Двухцветные сверлильные станки общего назначения (среднее производство)
228-GP Цифровая черно-золотая отделка, 135-градусная точка разделения H.S. Сталь Стандарты ANSI Двухцветные сверла общего назначения (среднее производство)
Двухцветные, черный и золотой (производственный класс)
227 Дробное черное и золотое покрытие, 135-градусная точка разделения H. S. Стальные двухцветные сеялки по стандартам ANSI (высокая производительность)
S. Стальные двухцветные сеялки по стандартам ANSI (высокая производительность)
227 мм, метрическая отделка, черный и золотой, точка разделения 135 градусов, H.S. Сталь Стандарты ANSI Двухцветные сверла Jobber (высокая производительность)
228 Цифровая черно-золотая отделка, 135-градусная точка разделения H.S. Сталь Стандарты ANSI Двухцветные сверлильные станки (высокая производительность)
Размер 229 Letter Черное и золотое покрытие, 135-градусная точка разделения H.S. Сталь Стандарты ANSI Двухцветные сверла Jobber (высокая производительность)
Кобальт
230
Дробный кобальт — отделка золото/янтарь, точка разделения 135 градусов H.S. Сверла Jobber из кобальтовой стали, соответствующие стандартам ANSI (сверхвысокая производительность)
230-MM
Кобальт, метрическая система – отделка золотом/янтарем, точка разделения 135 градусов H. S. Сверла Jobber из кобальтовой стали Стандарты ANSI (сверхвысокая производительность)
S. Сверла Jobber из кобальтовой стали Стандарты ANSI (сверхвысокая производительность)
231
Числовое кобальтовое покрытие — золото/янтарное покрытие, точка разделения 135 градусов H.S. Кобальтовая сталь Стандарты ANSI Сверла Jobber (сверхвысокая производительность)
232
Буквенный размер Кобальт — отделка золотом/янтарем, 135-градусная точка разделения H.S. Сверла Jobber из кобальтовой стали Стандарты ANSI (сверхвысокая производительность)
Уменьшенный хвостовик
220HD-GP-RS Черная отделка Универсальные джобберы, 3/8” уменьшенный хвостовик, 3 лыски на хвостовике-135-градусная точка разделения H.S. Стальные стандарты ANSI (среднее производство)
227-RS
Двухцветные джобберы с отделкой «черный и золотой», уменьшенный хвостовик 3/8 дюйма, 3 лыски на хвостовике, точка разделения 135 градусов, H. S. Сталь Стандарты ANSI (высокая производительность)
S. Сталь Стандарты ANSI (высокая производительность)
230-RS Кобальтовые раструбы с отделкой золотом/янтарем, уменьшенный хвостовик 3/8”, хвостовик с 3 лысками, точка разделения 135 градусов H.S. Кобальтовая сталь Стандарты ANSI (сверхвысокая производительность)
Длинные механические сверла
Универсальные (среднее производство)
215-GP Среднее производство Механические длинные сверла. Двухцветные сверла с углом разделения 135 градусов и 3 гранями на хвостовике для размеров 3/16 дюйма и выше. лыски на хвостовике для размеров 3/16″ и выше.
Машинные сверла с короткими винтами
Эти сверла имеют более короткую канавку и общую длину, что обеспечивает максимальную прочность и жесткость для переносного (ручного) и машинного сверления. Все сверла для винтовых станков имеют вершину 135 градусов и соответствуют стандартам ANSI.
Общего назначения
275-GP Фракционная черная отделка, станочные сверла с короткими винтами общего назначения, 135-градусный наконечник H. S. Стандарты стали ANSI (среднее производство)
S. Стандарты стали ANSI (среднее производство)
276-GP Числовая черная отделка, станочные сверла с короткими винтами общего назначения, 135-градусная точка разделения H.S. Стандарты стали ANSI (среднее производство)
Высокое производство
275 Фракционное черное покрытие, станочные сверла с короткими винтами, 135-градусная точка разделения H.S. Стандарты стали ANSI (высокая производительность)
276 Numerical Black Finish, станочные сверла с короткими винтами, 135-градусная точка разделения H.S. Сталь Стандарты ANSI (высокая производительность)
Сверла с кобальтовой вставкой
275-CO Фракционное золото/янтарное покрытие, Сверла с кобальтовой вставкой, 135-градусная точка разделения H.S. Стандарты стали ANSI (сверхвысокая производительность)
276-CO
Цифровая отделка золотом/янтарем, станочные сверла с кобальтовой укороченной головкой, 135-градусная точка разделения H. S. Стандарты стали ANSI (сверхвысокая производительность)
S. Стандарты стали ANSI (сверхвысокая производительность)
Серебро и Деминг
Доступно в цвете H.S. Общего назначения, Х.С. Премиум и кобальт, фрезерованные канавки, шлифованные канавки, 3 лыски на хвостовике, общая длина 6 дюймов, длина канавки 3 дюйма
Silver и Deming
250-GP Черные финишно-фрезерованные канавки/шлифованные канавки общего назначения Silver & Deming Сверла. 118-градусное стандартное острие, хвостовик 1/2 дюйма с 3 лысками 6 дюймов O.A.L. Стандарты ANSI (среднее производство)
250C Черные фрезерованные канавки/шлифованные фаски Серебро и сверла Деминга. 118-градусное стандартное острие, хвостовик 1/2 дюйма с 3 лысками 6 дюймов O.A.L. Стандарты ANSI (высокая производительность)
250-BI-GP Черно-золотые чистовые фрезы/шлифованные канавки Двухцветные сверла общего назначения и сверла Деминга. 118-градусная точка разделения, хвостовик 1/2 дюйма с 3 лысками 6 дюймов O.A.L. Стандарты ANSI (среднее производство)
118-градусная точка разделения, хвостовик 1/2 дюйма с 3 лысками 6 дюймов O.A.L. Стандарты ANSI (среднее производство)
250-BI Черное и золотое фрезерованные канавки/шлифованные фаски Двухцветное серебро и сверла Деминга. 118-градусная точка разделения, хвостовик 1/2 дюйма с 3 лысками 6 дюймов O.A.L. Стандарты ANSI (высокая производительность)
250-BI-MM Черное и золотое метрическое серебро и сверла Деминга, 118-градусная точка разделения
250-CO Золото/янтарь Финишно-фрезерованные канавки/шлифованные кобальт-серебро и сверла Деминга. 118-градусная точка разделения, хвостовик 1/2 дюйма с 3 лысками 6 дюймов O.A.L. Стандарты ANSI (сверхвысокая производительность)
Удлинители для самолетов
Удлинители для самолетов, доступны с общей длиной 6 и 12 дюймов. Идеально подходит для бурения в труднодоступных местах. 135-градусная точка разделения, длина флейты джоббера. В эту категорию входят как кобальтовая, так и черная отделка.
В эту категорию входят как кобальтовая, так и черная отделка.
Высокая производительность
290 Сверла-удлинители для самолетов с фракционной черной отделкой Быстрорежущая сталь, шлифованная из твердой стали, 135-градусная точка разделения 6” и 12” O.A.L. Длина Стандарты ANSI (высокое производство)
291 Черная цифровая отделка Удлинители для самолетов Быстрорежущая сталь, шлифованная из твердой стали, 135-градусная точка разделения 6” и 12” O.A.L. Длина Стандарты ANSI (высокая производительность)
Кобальт
290-CO Фракционное золото/янтарное покрытие Сверла для удлинителей самолетов Кобальт Быстрорежущая сталь, шлифованная из твердой стали, 135-градусная точка разделения 6” и 12” O.A.L. Длина Стандарты ANSI (высокая производительность)
291-CO Цифровая отделка Золото/янтарное Сверла для удлинителей самолетов Кобальт Быстрорежущая сталь, шлифованная из твердого сплава, 135-градусная точка разделения 6” и 12” O. A.L. Длины
A.L. Длины
Long Boy
Сверла Long Boy с углом заточки 118 градусов предназначены для сверления глубоких отверстий в черных и цветных металлах или сверления в труднодоступных местах. Доступны варианты общей длины 12 дюймов и 18 дюймов.
Long Boy
240 Bright Finish Быстрорежущая сталь, фрезерованные канавки/шлифованные фаски, 118°, стандартная вершина 8″, 12″ или 18″ OAL Long Boy Сверла Стандарты ANSI
240-RS Bright Finish Быстрорежущая сталь, фрезерованные канавки/шлифованные фаски, 118-градусное стандартное острие 12” или 18” O.A.L. Уменьшенный хвостовик 1/2” с 3-гранными сверлами Long Boy Стандарты ANSI
Двойной конец
Используется для сверления тонкого листового металла и заклепок 135-градусный разделительный наконечник, доступен в исполнении из высокопрочной стали и кобальта
Двойной конец
278-GP HS общего назначения, черное покрытие, полностью отшлифованный 135-градусный разделительный наконечник , Двустороннее сверло по стандартам ANSI из быстрорежущей стали (среднее производство)
278
Черная отделка, двухсторонние сверла, полностью заточенные 135-градусные шлицы H. S. Сталь Стандарты ANSI (высокая производительность)
S. Сталь Стандарты ANSI (высокая производительность)
278-CO Золото/янтарное покрытие, кобальтовые двусторонние сверла, полностью заточенные 135-градусные точки разделения H.S. Стандарты стали ANSI (сверхвысокая производительность)
Конический хвостовик
Шлифованные фаски, черное покрытие, H.S.S. Фрезерованная канавка, вершина 118°, производственный класс, стандарты ANSI
Конический хвостовик
200C Дробная, фрезерованная канавка, шлифованные фаски Сверла с коническим хвостовиком 118° H.S. Размеры стали ANSI Morse (серийный класс)
201SSC Дробные, фрезерованные канавки, шлифованные сверла с коническим хвостовиком с черной отделкой 118-градусная вершина H.S. Сталь ANSI Размеры Морзе (производственный класс)
Ступенчатые сверла
Ступенчатые сверла с оловянным покрытием Доступны с прямой и спиральной канавками Доступны с шестигранным или круглым хвостовиком с 3 гранями
Ступенчатые сверла
280 Дробные флейта, Ступенчатое сверло с круглым хвостовиком и титановым покрытием
280-HX Ступенчатые сверла с прямым хвостовиком и шестигранным хвостовиком, покрытые титаном
281 Частичная спиральная канавка, круглый хвостовик Ступенчатые сверла с титановым покрытием
281-HX Частичная спиральная канавка, шестигранный хвостовик, ступенчатое сверло с титановым покрытием
Сто пятьдесят лет истории конуса Морзе: от Стивена А.
 Морзе в 1864 г. осложнения, связанные с модульностью эндопротеза тазобедренного сустава
Морзе в 1864 г. осложнения, связанные с модульностью эндопротеза тазобедренного сустава
Открыть в отдельном окне
Конус Морзе был изобретен в 1864 году Стивеном А. Морзе, предприимчивым механиком, который разработал его для надежного соединения двух вращающихся компонентов машины. Ортопедическая промышленность адаптировала эти конусы под общим названием конусы Морзе как средство надежного соединения модульных компонентов полных суставов непосредственно на операционном столе. Принцип конуса Морзе — конус в конусе. Цапфа (охватываемая часть) и отверстие (охватывающая часть) имеют равномерную конусность. Когда отверстие в головке бедренной кости постукивает по цапфе ножки бедренной кости, они входят в тесный контакт. Коническая конусность бедренной кости сдавливает стенки отверстия по мере его расширения. Таким образом, напряжения внутри материалов удерживают оба компонента вместе.
Открыть в отдельном окне
Конус Морзе Технология и дизайн начались с идей одного человека.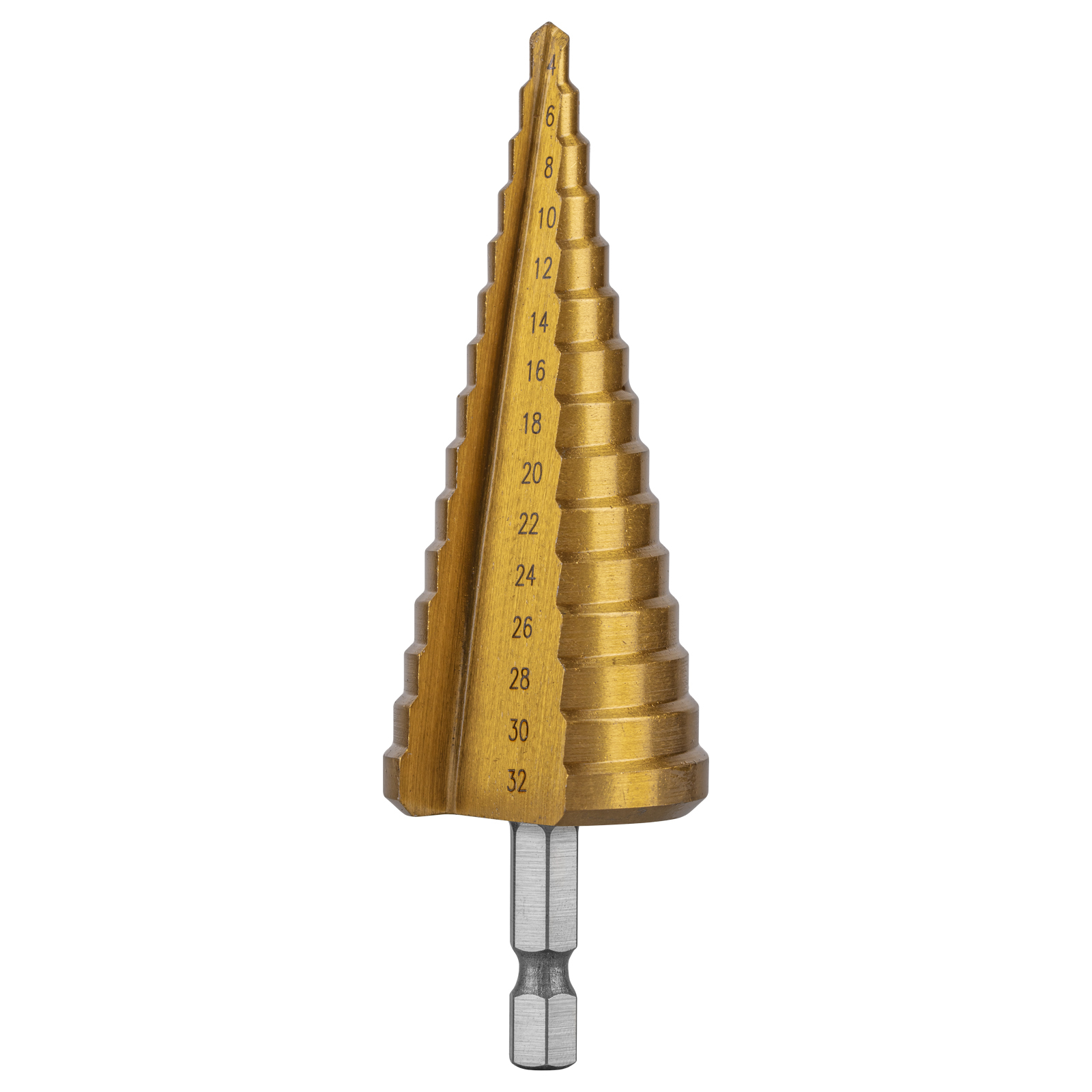 Из его идей выросла компания, которая стала лидером в разработке и производстве металлорежущих инструментов.
Из его идей выросла компания, которая стала лидером в разработке и производстве металлорежущих инструментов.
Стивен А. Морс, предприимчивый механик, разработал новый и лучший способ сверления отверстий в 1864 году, когда он изобрел спиральное сверло. Операторы станков должны иметь возможность быстро и легко устанавливать или снимать насадки. Токарный станок, например, имеет вращающийся шпиндель в своей передней бабке, на который можно установить прямозубый привод или использовать цангу. Другим примером является сверлильный станок, к которому оператор может захотеть установить долото напрямую или с помощью сверлильного патрона. Практически все фрезерные станки, от самых старых ручных до самых современных, используют инструменты, которые направляются по конической поверхности. Машинный конус представляет собой простую, недорогую, воспроизводимую и универсальную систему крепления инструмента, в которой используются инструментальные насадки (или держатели) с постепенно сужающимися хвостовиками и соответствующий полый шпиндель.
Открыть в отдельном окне
При небольших нагрузках (например, на заднюю бабку токарного станка) инструменты просто надеваются на шпиндель или в него; давление шпинделя на заготовку плотно загоняет конический хвостовик в коническое отверстие. Трение по всей поверхности интерфейса обеспечивает передачу большого количества крутящего момента, поэтому шлицы или шпонки не требуются. Конические посадки с натягом обычно используются в инженерной практике, например конусы Морзе, используемые для зацепления токарных долот.
Открыть в отдельном окне
Получив новый патент и вложив акционерами 30 000 долларов, в 1864 году он открыл компанию Morse Twist Drill and Machine Company в Нью-Бедфорде, штат Массачусетс. серия с коническим хвостовиком. Были изготовлены два набора эталонов; один, отправленный в Бюро стандартов в Вашингтоне, округ Колумбия, был принят в качестве национального стандарта. Другой остается в компании Морзе.
Открыть в отдельном окне
Открыть в отдельном окне
Из-за разногласий с доской Морзе ушел в отставку в 1868 году. На выставке столетия в Филадельфии 1877 года была представлена первая выставка инструментов Морзе. Продукция Morse завоевала международную репутацию благодаря качеству и продавалась в Соединенных Штатах, а также в Англии, России и Германии. Во второй половине 19 века компания начала модель приобретения, которая привела к огромному росту. Морс приобрел Manhattan Fire Arms Company в Ньюарке, штат Нью-Джерси, и American Standard Tool Company в Дэнбери, штат Коннектикут. Морс также приобрел патент на патрон Beach компании Meridan Tool Company, Меридан, Коннектикут, и патентную шлифовальную линию Schofield, помогая обеспечить точность заточки сверл. В 1874 году Морс приобрел оборудование, патенты и акции нью-йоркской компании Tap and Die Company из Бриджпорта, штат Коннектикут. В 1897 марта Морс приобрел компанию T&B Tool Company. Станки T&B, используемые в производстве спиральных сверл с постоянным углом, были разработаны бывшим сотрудником Морзе, который занялся собственным бизнесом, и были построены Праттом и Уитни.
На выставке столетия в Филадельфии 1877 года была представлена первая выставка инструментов Морзе. Продукция Morse завоевала международную репутацию благодаря качеству и продавалась в Соединенных Штатах, а также в Англии, России и Германии. Во второй половине 19 века компания начала модель приобретения, которая привела к огромному росту. Морс приобрел Manhattan Fire Arms Company в Ньюарке, штат Нью-Джерси, и American Standard Tool Company в Дэнбери, штат Коннектикут. Морс также приобрел патент на патрон Beach компании Meridan Tool Company, Меридан, Коннектикут, и патентную шлифовальную линию Schofield, помогая обеспечить точность заточки сверл. В 1874 году Морс приобрел оборудование, патенты и акции нью-йоркской компании Tap and Die Company из Бриджпорта, штат Коннектикут. В 1897 марта Морс приобрел компанию T&B Tool Company. Станки T&B, используемые в производстве спиральных сверл с постоянным углом, были разработаны бывшим сотрудником Морзе, который занялся собственным бизнесом, и были построены Праттом и Уитни. Вступив в 20 век, Морзе разработал шлифовальный станок, используемый при изготовлении сверл. До начала Первой мировой войны компания продавала линейку простых и универсальных кофемолок. В период между войнами бизнес продолжал расти, и во время Второй мировой войны объем производства Морзе увеличился в четыре-пять раз по сравнению с обычным производством, чтобы внести свой вклад в военные действия. В годы, прошедшие после Второй мировой войны, Morse работала в собственности ряда компаний, включая Gulf и Western. Нынешние владельцы, группа американских инвесторов, приобрели компанию у шотландского производственного концерна и намерены поддерживать репутацию Morse в области высококачественных режущих инструментов американского производства. Сегодня компания Morse располагает более чем 25 000 наименований режущих инструментов для обслуживания национального рынка. Воображение, технологические инновации и стремление к качеству являются неотъемлемой частью каждого продукта Morse. А у Морса у наших по-другому и быть не могло.
Вступив в 20 век, Морзе разработал шлифовальный станок, используемый при изготовлении сверл. До начала Первой мировой войны компания продавала линейку простых и универсальных кофемолок. В период между войнами бизнес продолжал расти, и во время Второй мировой войны объем производства Морзе увеличился в четыре-пять раз по сравнению с обычным производством, чтобы внести свой вклад в военные действия. В годы, прошедшие после Второй мировой войны, Morse работала в собственности ряда компаний, включая Gulf и Western. Нынешние владельцы, группа американских инвесторов, приобрели компанию у шотландского производственного концерна и намерены поддерживать репутацию Morse в области высококачественных режущих инструментов американского производства. Сегодня компания Morse располагает более чем 25 000 наименований режущих инструментов для обслуживания национального рынка. Воображение, технологические инновации и стремление к качеству являются неотъемлемой частью каждого продукта Morse. А у Морса у наших по-другому и быть не могло.
Открыть в отдельном окне
40 лет назад, когда в хирургии тазобедренного сустава появилась керамическая головка, идеи Морзе перешли от разработки и производства металлорежущих инструментов к ортопедической хирургии. До внедрения керамики в эндопротезирование тазобедренного сустава головка и ножка бедренной кости были «моноблоками». Boutin [1], работавший в городе По на юго-западе Франции, имплантировал первый тазобедренный сустав «керамика на керамике» производства Ceraver. Он обнаружил, что проблема керамики на керамике связана не с износом или механическими свойствами, а с риском перелома головки бедренной кости из-за сложности фиксации керамической головки на металлическом компоненте. Вначале фиксация глинозема на металле производилась с помощью клея, затем прикручивалась к стержню. Это привело к отделению головки от стебля с переломами. Для фиксации шаровой головки это было в основном решено в 1974, когда профессор Миттельмайер [4] адаптировал конус Морзе для керамических головок совместно с производителем Ceramtec, что привело к значительному снижению частоты переломов головок. В 1977 году производитель Ceraver вместе с Даниэлем Бланквертом также адаптировали конус Морзе для фиксации оксида алюминия на металле.
В 1977 году производитель Ceraver вместе с Даниэлем Бланквертом также адаптировали конус Морзе для фиксации оксида алюминия на металле.
В настоящее время ортопедическая промышленность адаптировала эти конусы для металлической головки под общим названием конусы Морзе в качестве средства надежного соединения модульных компонентов на операционном столе. Теперь они доступны в конструкциях компонентов бедренной кости и вертлужной впадины, в конструкциях компонентов головки плечевой кости и даже в виде интрамедуллярных стержней.
Конусы Морзе не стандартизированы в ортопедической промышленности; они варьируются от компании к компании. Таким образом, цапфа (охватываемая часть) и отверстие (охватывающая часть) могут казаться совместимыми, но могут быть полностью несовместимы. Необходимо соблюдать крайнюю осторожность при использовании этих конусов во время процедур ревизии, чтобы быть уверенным, что продукты разных производителей не смешиваются, так как это может привести к диссоциации.
Открыть в отдельном окне
Открыть в отдельном окне
Открыть в отдельном окне
Зависимые характеристики посадки с натягом, такие как усилия вытягивания и вставки, а также распределение напряжений в элементах, зависят от угла конусности, контактной длины, внутреннего и внешнего диаметров элементов , глубина введения, свойства материала и коэффициент трения, а также размер и масса головки бедренной кости.
Открыть в отдельном окне
В клиническом сообществе часто задают вопрос: «Что конкретно представляет собой конус Морзе и может ли он обеспечить стабильное соединение между компонентами?» Конус Морзе определяется углом, под которым поверхности конуса образуют относительно продольной оси компонента, и углом несоответствия между охватываемой и охватывающей частями. Первоначальный угол конуса Морзе, определенный Стивеном Морзе для инструментов, представлял собой относительно небольшой угол 2 ° 50 ′ с математическим соотношением, согласно которому угол 2 ° 50 = 5 %.
Открыть в отдельном окне
Углы конуса Морзе, используемые для эндопротезирования, обычно находятся в диапазоне 5–18°, и когда взаимопроникающие детали немного разных размеров или углов (так называемый угол несовпадения) собираются с натягом, они запирать вместе. Это происходит из-за высоких контактных напряжений, которые возникают вдоль границы раздела при принудительной сборке. Таким образом, ортопедический угол — это не совсем тот угол, который выбрал Стивен Морс. С механической точки зрения, чем меньше угол, тем выше устойчивость. Принцип конуса Морзе — конус в конус. Цапфа (охватываемая часть) и отверстие (охватывающая часть) имеют равномерную конусность. Когда отверстие в головке бедренной кости постукивает по цапфе диафиза бедренной кости, они входят в тесный контакт. Коническая конусность бедренной кости сдавливает стенки отверстия по мере его расширения.
Это приводит к коинтеграции (запиранию) с переносом материала через зону контакта (холодные сварные швы). Степень подгонки (натяга) определяется относительными размерами двух компонентов (охватываемой и охватывающей областей) и конструктивным решением иметь натяг вдоль определенной части окружности и длины конуса. Площадь контакта с натягом должна быть достаточной для сохранения целостности в функциональных (нагруженных) условиях, а обработка поверхности компонентов должна соответствовать физическим и механическим свойствам материала каждого компонента.
Степень подгонки (натяга) определяется относительными размерами двух компонентов (охватываемой и охватывающей областей) и конструктивным решением иметь натяг вдоль определенной части окружности и длины конуса. Площадь контакта с натягом должна быть достаточной для сохранения целостности в функциональных (нагруженных) условиях, а обработка поверхности компонентов должна соответствовать физическим и механическим свойствам материала каждого компонента.
Открыть в отдельном окне
Открыть в отдельном окне
Открыть в отдельном окне
Открыть в отдельном окне
Ряд различных углов конуса Морзе, допусков и размеров компонентов, а также отделки поверхности существуют в коммерчески доступных эндопротезирование. Комбинации или замена компонентов во время операции (если это указано производителем) для оптимизации длины, смещения, диаметра, формы и материалов представляют собой значительную возможность для модульных систем при сохранении разумных запасов. Однако, за исключением особых обстоятельств, замена деталей с конусом Морзе между разными устройствами или от разных производителей противопоказана.
Существующие конструктивные параметры, включая диаметр области конусности, длину, конусность, чистоту поверхности, площадь интерференции и относительный угол, должны быть известны хирургам-ортопедам для понимания ограничений различных систем устройств. Это необходимо для предотвращения явлений, приводящих к расшатыванию, непреднамеренной разборке или поломке. Сообщалось о других осложнениях, таких как опосредованное раздражение. Было обнаружено, что явления фреттинга и фреттинг-коррозии являются наиболее важными при различных производственных допусках, а также при проектировании и клинических условиях, которые вводят межфазные микродвижения большей величины во время функционирования.
Открыть в отдельном окне
Открыть в отдельном окне
Конусы Морзе, внедренные в ортопедическую хирургию, имеют и недостатки. Во-первых, размеры конусов Морзе не стандартизированы, они варьируются от компании к компании. Таким образом, охватываемые детали, производимые компанией А, нельзя смешивать с охватывающими частями, производимыми компанией В. Они могут казаться идентичными, но это не так! Полная тазобедренная система, собранная из таких компонентов, подвергается большому риску диссоциации.
Они могут казаться идентичными, но это не так! Полная тазобедренная система, собранная из таких компонентов, подвергается большому риску диссоциации.
Во-вторых, конус Морзе соединяет два разных материала, поэтому истирание и коррозия [2] могут быть проблемой для конусов Морзе. Чтобы избежать таких проблем, хирург должен убедиться, что соединяемые поверхности чистые и сухие, прежде чем соединить их вместе. Некоторые конические конструкции почти не имеют блокировки во влажном состоянии.
В-третьих, конусы Морзе, соединяющие керамические головки бедренных костей с диафизами бедренных костей, создают напряжения в керамическом материале. Эти так называемые кольцевые напряжения могут вызвать катастрофические переломы керамической головки бедренной кости, если они превышают определенный уровень. Это происходит, когда продукты двух разных производителей соединены вместе. Таким образом, особенно важно, чтобы керамическая головка всегда сочеталась с подходящим бедренным стержнем, изготовленным одним и тем же производителем. Это может показаться очевидным, но сообщалось, что при ревизионных операциях хирурги использовали новые керамические головки нового производителя на старых компонентах диафиза бедренной кости, произведенных другим (старым) производителем. В прошлом это часто было причиной переломов керамических головок.
Это может показаться очевидным, но сообщалось, что при ревизионных операциях хирурги использовали новые керамические головки нового производителя на старых компонентах диафиза бедренной кости, произведенных другим (старым) производителем. В прошлом это часто было причиной переломов керамических головок.
Модульные компоненты значительно расширяют арсенал хирурга, но также увеличивают вероятность несоответствия и механического отказа. Использование модульных компонентов значительно увеличивает гибкость во время тотального эндопротезирования тазобедренного сустава, но также вносит риски отказа в соединениях и интраоперационных ошибок при сопоставлении. Модульные головки бедренных костей могут диссоциировать [3] в результате травмы. Когда планируется ревизия модульного бедра, перед операцией важно быть уверенным в производителе и размере головки исходного бедра. Головка может быть повреждена или может потребоваться изменение длины. Спецификации конуса Морзе различаются у разных производителей, поэтому важно, чтобы новые компоненты поставлялись одним и тем же производителем, а также имели соответствующий диаметр головки и позволяли изменять длину шейки.
Открыть в отдельном окне
Ошибка при выполнении операции – еще одна категория сложности. Большинство модульных систем обеспечивают три или четыре диаметра головки с соответствующими вкладышами. Хотя модульность делает несоответствие более вероятным, она также упрощает его исправление, не нарушая хорошо закрепленные компоненты. Важно, чтобы хирурги знали об этой потенциальной ловушке и позаботились о проверке размера всех компонентов перед их имплантацией.
Наша приблизительная оценка частоты осложнений, связанных с модульностью, основана на предполагаемом количестве эндопротезирований, выполненных хирургами, участвовавшими в этих случаях, которое составляет 0,1–0,2 %. Однако тот факт, что мы собрали 20 таких осложнений за пять лет, заставляет нас полагать, что масштабы проблемы не полностью оценены. Ошибок в работе можно избежать, уделяя особое внимание деталям, но для предотвращения механических повреждений потребуются усовершенствования в производстве.
Наконец, конус Морзе позволяет комбинировать различные материалы в одной общей модели бедра.
