Установка для наплавки: Установка для наплавки валов УНК-117
Содержание
Установка для наплавки внутренних и наружных поверхностей
О компании
Услуги
Сварочные материалы
Контакты
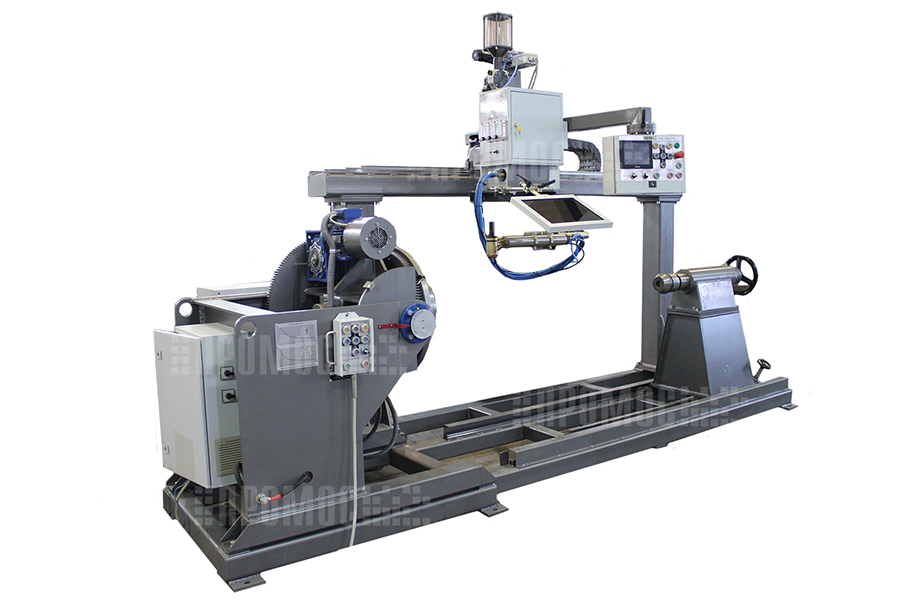
УСН 80-600/1500 PTA/TIG
Установка УСН 80-600/1500 PTA/TIG предназначена для наплавки внутренних и наружных цилиндрических поверхностей изделий бронзовыми материалами БрАМЦ 3-2, БрКМЦ 3-1 и нержавеющими материалами.
Способы наплавки:
— плазменно-дуговой на обратной полярности;
— неплавящимся электродом в инертных газах на прямой полярности, на гладком и импульсном режиме, переменном токе.
Состав
1. Рама-основание;
2. Двухстоечный горизонтальный вращатель ДВ-2, грузоподъемностью 2000 кг;
3. Система позиционирования сварочного инструмента;
4. Головка наплавочная универсальная;
5. Опора холостая ножничного типа;
6. Система управления на базе ПЛК;
7. Защитный экран оператора.
Особенности
Бездефектная наплавка подшипников скольжения бронзовыми материалами, в том числе содержащих алюминий, с высокой производительностью, минимальным перемешиванием с основой.
Параметры наплавляемых изделий
Внутренняя наплавка | ||
-Внутренний диаметр цилиндра, мм | 80…4000 | |
-Длина цилиндра, мм | 100…1500 | |
-Наружный диаметр цилиндра, мм | 125…500 | |
-Глубина расположения наплавляемой поверхности от передней к сварочной горелке кромки детали, мм., не более |
400 | |
-Масса наплавляемых деталей, кг., не более | 2000 | |
Наружная наплавка | ||
-Наружный диаметр цилиндра, мм. | 70…600 | |
-Длина цилиндра, мм. | 100…1500 | |
-Высота наплавляемого слоя, мм., не более | 12 | |
-Масса наплавляемых деталей, кг., не более | 2000 | |

Технические характеристики
-Наибольший крутящий момент на оси вращателя, Н х м | 2000 |
-Наибольшая масса наплавляемого изделия, кг | 2000 |
-Частота вращения планшайбы вращателя, об /мин | 0,06…2,3 |
-Величина вертикального перемещения инструмента для наплавки, мм | 700 |
-Величина горизонтального перемещения инструмента для направки вдоль оси изделия, мм | 1980 |
-Величина горизонтального перемещения инструмента для наплавки в направлении перпендикулярном оси изделия, мм | 100 |
-Величина перемещения опоры самоходной холостой, мм | 2300 |
-Скорость вертикального перемещения инструмента для наплавки, мм/мин | 0…600 |
-Скорость горизонтального перемещения инструмента для наплавки, мм/мин | 0…600 |
-Скорость перемещения опоры самоходной холостой, мм/мин | 2000 |
-Амплитуда поперечных колебаний инструмента для наплавки, мм | ±25 |
-Скорость поперечных колебаний инструмента, м /час | 0…180 |
-Скорость подачи присадочной проволоки, м/мин | 0,8…6,7 |
-Диаметр присадочной проволоки, мм | 2,0 |
-Номинальный сварочный ток плазмотрона, А при ПВ 100% | 350 |
-Номинальный сварочный ток грелки, А при ПВ 100% | 300 |
-Диапазон регулирования сварочного тока, А | 40…350 |
-Защитный и плазмообразующий газ: | аргон |
-Расход защитного газа, л/мин | 3…25 |
-Расход плазмообразующего газа, л/мин | 3…8 |
-Ток питающей сети: напряжение, В частота ,Гц |
380 50 |
-Максимальная потребляемая мощность, кВА, не более | 32 |
При заказе оборудования уточняйте технические характеристики. ООО «ПРОМОС» оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
ООО «ПРОМОС» оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0033)
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Установка для наплавки корпусов клапанов
Предназначена для наплавки внутренних поверхностей клапанов запорной арматуры
Параметры для платежной системы для формирования чеков:
Ставка НДС:
Предмет расчета:
Способ расчета:
Назначение
Установка УНВП предназначена для наплавки клапанов порошковой проволокой в защитном газе Dy 10….50 мм. Наплавка осуществляется в защитном газе порошковой проволокой диаметром 1.0…1.6 мм на постоянном токе обратной полярности. Установка предназначена для работы в закрытых помещениях, удовлетворяющих требованиям УХЛ4 ГОСТ 15150-69 (температура окружающего воздуха от + 1 до +35 °С, высота над уровнем моря до 1000 м. , относительная влажность воздуха не более 80% при температуре +20 °С).
, относительная влажность воздуха не более 80% при температуре +20 °С).
Основные технические характеристики.
Наипенование параметра Величина
Ду клапана, мм 10…50
Температура предварительного подогрева, град. С 200…600
Номинальное напряжение питающей сети, В 380
Потребляемая мощность при наплавке, кВа (не более) 25
Род сварочного тока Постоянный
Номинальный сварочный ток при ПВ 100%, А 300
Режим работы Непрерывный
Длительность цикла, мин Непрерывно
Скорость подачи электродной проволоки, м/мин. 0,5…5,0
Диаметр электродной проволоки, мм 1,0…1,6
Скорость движения суппорта, мм/мин 300
Масса электродной проволоки в кассете, кг. 15-18
Точность поддержания скорости подачи проволоки,% 0,5
Устройство и принцип работы установки.
Установка УНВП состоит из словой стойки, источника питания Pico Mig 305, охладителя WaterCool 30.
На силовой стойке установки монтируется пульт управления, вращатель детали, модуль вертикального перемещения и другие механизмы. На модуле вертикального перемещения крепится механизм подачи сварочной проволоки. Внизу механизма закреплена горелка, а сверху расположен кронштейн для кассеты с проволокой.
На модуле вертикального перемещения крепится механизм подачи сварочной проволоки. Внизу механизма закреплена горелка, а сверху расположен кронштейн для кассеты с проволокой.
Внизу на установлен вращатель изделия с закрепленной на его планшайбе приспособлением для закрепления наплавляемого изделия.
Мотор-редуктор подачи проволоки
Предназначен для подачи со стабилизированной скоростью 0,5…15 м/мин проволоки диаметром 0,8 …. 1,6 мм в зону наплавки.
Мотор-редуктор включает в себя электродвигатель, червячный редуктор и подающий механизм. Ролики подающего механизма имеют конические канавки для активизации площади контакта взаимодействия с проволокой. На рычагах расположены прижимные ролики с гладкой поверхностью, которые входят в заимодействие с подающими роликами и обеспечивают качественную подачу проволоки в зону сварки. В мотор-редукторе используется система стабилизации скорости элетродвигателя. Посредством датчика измерения и стабилизации скорости (энкодер) смонтированного на валу электродвигателя.
Охладитель Water Cool 30
Охладитель с замкнутой системой охлаждения предназначен для съема избыточного тепла сварочной горелки. Жидкость под давлением направляется в горелку, где нагревается до определенной температуры. Нагретая жидкость поступает в охладитель, проходит через датчик потока , радиатор и возвращается в бак.
Вращатель изделия
Вращатель выполнен в виде шагового двигателя FL86STh256 на валу которого закреплена цилиндрическая шестерня. Шестерня предает крутящий момент на зубчатое колесо с внутренним зацеплением.
Передаточное отношение — 5.
Установка для наплавки корпусов клапанов
Установка для наплавки корпусов клапанов
Установка для наплавки корпусов клапанов
Установка для наплавки корпусов клапанов
Установка для наплавки корпусов клапанов
Установка для наплавки корпусов клапанов
Установка для наплавки корпусов клапанов
Информация для заказа:
тел. +7-961-884-22-91
+7-961-884-22-91
тел. +7-913-153-81-84
сайт: weldsib.ru
e-mail: [email protected]
потрясающих раз | Наплавка и наплавка: что вы знаете об этих
Наплавка и наплавка — аналогичные процессы, часто используемые при сварке и металлообработке. Несмотря на то, что между ними есть сходство, есть и много различий.
Чтобы помочь вам понять разницу между наплавкой и облицовкой, эта статья в блоге познакомит вас с основами. Мы рассмотрим, что такое наплавка и наплавка, их сходства и различия, типы процессов наплавки и наплавки, преимущества наплавки и наплавки, проблемы наплавки и наплавки, лучшие материалы для наплавки и наплавки, а также лучшие материалы для наплавки и наплавки. техники облицовки.
Что такое наплавка?
Наплавка — это процесс сварки, используемый для нанесения износостойких слоев на металлические компоненты, обычно используемые на компонентах, подверженных сильному износу, таких как клапаны, детали насосов и другие детали машин. Процесс наплавки включает в себя нанесение металлических сплавов на поверхность компонента для формирования защитного слоя. Этот слой повышает устойчивость компонента к износу, продлевая его срок службы и улучшая его работу.
Процесс наплавки включает в себя нанесение металлических сплавов на поверхность компонента для формирования защитного слоя. Этот слой повышает устойчивость компонента к износу, продлевая его срок службы и улучшая его работу.
Вот введение в процесс наплавки:
Процесс наплавки включает несколько методов, включая ручную дуговую сварку, автоматическую дуговую сварку и сварку ВИГ. Наиболее распространенным типом наплавки является ручная дуговая сварка, которая часто используется для ремонта или усиления поврежденных компонентов, поскольку она прочная и долговечная, что делает ее идеальной для применения в условиях повышенного износа.
Наплавка применяется во многих отраслях промышленности, вот наиболее распространенные:
- Сельское хозяйство
- Цемент
- Химическая
- Строительство
- Энергетика (горнодобывающая, нефтегазовая)
- Морской
- Горнодобывающая промышленность
- Бумага
- Фармацевтическая
- Сталь
Что такое облицовка?
Наплавка — это процесс сварки, при котором на поверхность компонента наносится слой металла для повышения его коррозионной стойкости к агрессивным средам, таким как химические вещества, вода и экстремальные температуры. Процесс плакирования включает в себя нанесение слоя металла на поверхность компонента, обычно из нержавеющей стали, и этот слой действует как барьер и предотвращает коррозию и износ.
Процесс плакирования включает в себя нанесение слоя металла на поверхность компонента, обычно из нержавеющей стали, и этот слой действует как барьер и предотвращает коррозию и износ.
Вот введение в процесс наплавки:
Процесс наплавки включает в себя несколько методов, включая ручную дуговую сварку, автоматическую дуговую сварку и сварку ВИГ. Ручная дуговая сварка является наиболее распространенным типом наплавки, часто используемым для ремонта или усиления поврежденных компонентов. Сварной шов оболочки прочный и долговечный, что делает его идеальным для применения в условиях высокой коррозии.
Как и в случае с наплавкой, вот наиболее распространенные отрасли промышленности, использующие процесс наплавки:
- Аэрокосмическая промышленность
- Автомобилестроение
- Химическая
- Энергетика (атомная, нефтегазовая)
- Пищевая промышленность
- Морской
- Медицинский
- Горнодобывающая промышленность
- Фармацевтическая
- Полупроводник
Сходства между наплавкой и плакированием
Хотя наплавка и плакирование являются разными процессами, они имеют некоторые сходства. Оба процесса:
Оба процесса:
- Включают нанесение металлического слоя на поверхность компонента для его защиты от износа и коррозии.
- В обоих процессах используется ручная дуговая сварка и другие методы, такие как сварка TIG.
- Требуется квалифицированный сварщик для обеспечения высокого качества сварных швов.
Различия между наплавкой и облицовкой
Несмотря на некоторые сходства между наплавкой и облицовкой, существуют и некоторые ключевые различия. Основное различие заключается в типе защиты, которую обеспечивает каждый процесс.
- Наплавка обеспечивает износостойкость.
- Наплавка обычно включает нанесение сплава железа и углерода.
- обеспечивает коррозионную стойкость.
- Плакирование обычно включает нанесение слоя нержавеющей стали.
Покрытие
Наплавка против облицовки
Titanova, Inc — компания из штата Миссури, называющая себя «… ведущим поставщиком новых решений для обработки материалов на основе диодных лазеров».
Как следует из их описания, лазеры являются основным инструментом для их процессов, и они создали это быстрое видео продолжительностью чуть более минуты, сравнивающее наплавку и плакирование.
Типы процессов наплавки и плакирования
Существует множество доступных процессов наплавки и плакирования, каждый из которых имеет свои преимущества и недостатки. Наиболее распространенными процессами наплавки и наплавки являются ручная дуговая сварка, автоматическая дуговая сварка и сварка ВИГ.
- Ручная дуговая сварка является наиболее распространенным методом наплавки и наплавки. Он прост в использовании и позволяет наносить как наплавочные, так и плакирующие сплавы. Однако он менее точен, чем другие процессы, и может привести к неполным сварным швам.

- Автоматическая дуговая сварка является более точным процессом, чем ручная дуговая сварка, часто используется, когда требуются точные сварные швы, например, в автомобильной и аэрокосмической промышленности. Это более сложный процесс, чем ручная дуговая сварка, и для обеспечения высокого качества сварки требуется квалифицированный сварщик.
- Сварка ВИГ является наиболее точным методом наплавки и наплавки, часто используемым для наплавки и наплавки в медицинской и атомной промышленности, где важны точные сварные швы. Это сложный процесс, требующий квалифицированного сварщика и более дорогой, чем другие процессы.
Преимущества наплавки и наплавки
Наплавка и наплавка обеспечивают широкий спектр преимуществ, включая повышенную износостойкость и коррозионную стойкость, улучшенные характеристики и снижение затрат на техническое обслуживание. Процессы наплавки и плакирования также повышают прочность и долговечность компонентов, увеличивая их срок службы и повышая эффективность.
Изготовители выполняют оба процесса за короткое время, что делает их идеальными для срочных проектов.
Проблемы наплавки и плакирования
Хотя наплавка и наплавка имеют ряд преимуществ, они также сопряжены с некоторыми трудностями. Процессы требуют квалифицированного сварщика для обеспечения высококачественных сварных швов, и они могут быть дорогими. Кроме того, может быть трудно найти материалы для наплавки и облицовки.
Лучшие материалы для наплавки и покрытия
Лучшие материалы для наплавки и покрытия отличаются прочностью и долговечностью, при этом наиболее распространенным материалом для наплавки является сплав железа и углерода. Напротив, наиболее распространенным материалом для облицовки является нержавеющая сталь. Другие материалы, такие как титан, кобальт и никель, также подходят для обоих процессов.
Приложение определяет, какие материалы использовать. Например, они часто используют нержавеющую сталь для наплавки компонентов в агрессивных средах, в то время как титан для наплавки компонентов подвержен высокому износу.
Заключение
Наплавка и наплавка — аналогичные процессы, используемые при сварке и металлообработке. Несмотря на то, что между ними есть сходство, есть и много различий. Наплавка наплавляет износостойкие слои на компоненты, а наплавка наносит коррозионно-стойкие слои. Приложение определяет лучшие материалы и технологии для наплавки и наплавки.
Понимание различий между наплавкой и плакированием необходимо для получения наилучших результатов. Понимая сходства и различия между двумя процессами, вы можете выбрать лучшие материалы и методы для своего приложения. Итак, если вы хотите отремонтировать или укрепить компонент, поймите разницу между наплавкой и плакировкой.
Источники изображений: Установка облицовки • Установка наплавки
Часто задаваемые вопросы | HARDSTEEL
Должны ли быть трещины в моей накладке?
Да. HS650 и HS750 Наплавка из карбида хрома представляет собой биметаллический продукт. Эти два разных металла соединяются при высокой температуре. По мере их охлаждения в пластине накапливается напряжение, и начинают формироваться трещины для снятия напряжения. Когда мы выпрямляем пластину (путем прокатки), мы делаем все возможное, чтобы уменьшить это внутреннее напряжение. Эти трещины должны быть перпендикулярны направлению валика. Расстояние между ними должно быть от 1 до 2 дюймов. Они не должны проникать в основной металл. Трещины никогда не должны идти параллельно валикам наплавленного шва.
Эти два разных металла соединяются при высокой температуре. По мере их охлаждения в пластине накапливается напряжение, и начинают формироваться трещины для снятия напряжения. Когда мы выпрямляем пластину (путем прокатки), мы делаем все возможное, чтобы уменьшить это внутреннее напряжение. Эти трещины должны быть перпендикулярны направлению валика. Расстояние между ними должно быть от 1 до 2 дюймов. Они не должны проникать в основной металл. Трещины никогда не должны идти параллельно валикам наплавленного шва.
Как следует прикреплять накладные вкладыши HardSteel?
Существует несколько способов крепления вкладышей HardSteel:
- Сварка по периметру
Опорная пластина из мягкой стали позволяет прикреплять листы вкладышей путем сварки по периметру каждой пластины. Мы рекомендуем вам защитить эти сварные швы наплавкой поверх сварного шва крепления. HardSteel предлагает проволоку и/или электроды из карбида хрома для обеспечения такой защиты.
- Шпильки
HardSteel может предоставить приваренные шпильки для легкой установки в полевых условиях. Шпильки доступны в различных размерах и привариваются дуговой сваркой с использованием самой современной технологии.
Болты с потайной головкой – HardSteel сначала прорезает сквозное отверстие с помощью программируемой плазмы или гидроабразивной резки. Затем каждое отверстие отдельно зенкуется и проверяется на соответствие. Готовая футеровка будет иметь отличную удерживающую способность, не мешая потоку материала. - Болты с потайной головкой из твердого сплава
Чтобы избежать возможности преждевременного износа, компания HardSteel может установить и наплавить болты с потайной головкой, предоставить вам болты с наплавкой для использования при установке или предоставить проволоку и/или электроды, которые можно использовать для наплавки болтов после завершения установки. - Сварка электрозаклепками
По возможности сварка электрозаклепками должна выполняться с обратной стороны. Это предотвращает прорезание верхнего слоя и образование пятна преждевременного износа. При необходимости сварку методом электрозаклепки можно выполнить сверху, прорезав отверстие в накладке HardSteel и приварив опорную пластину из мягкой стали к опорной пластине. Отверстие затем должно быть заполнено и загерметизировано. HardSteel может предоставить нашу проволоку и/или стержни для твердосплавного покрытия, чтобы убедиться, что целостность футеровки не нарушена
Это предотвращает прорезание верхнего слоя и образование пятна преждевременного износа. При необходимости сварку методом электрозаклепки можно выполнить сверху, прорезав отверстие в накладке HardSteel и приварив опорную пластину из мягкой стали к опорной пластине. Отверстие затем должно быть заполнено и загерметизировано. HardSteel может предоставить нашу проволоку и/или стержни для твердосплавного покрытия, чтобы убедиться, что целостность футеровки не нарушена
Как сваривать HardSteel HS650 или HS750?
Опорная пластина для обоих продуктов изготовлена из низкоуглеродистой стали и может быть приварена к другой углеродистой стали с помощью 7018 или 8018. Предварительный нагрев не требуется. Все поверхности должны быть чистыми и свободными от посторонних веществ и мусора.
Как прикрепить подъемные проушины к накладной стороне пластин?
НЕ рекомендуется. Подъемные проушины можно прикреплять только к стороне из мягкой стали. Сварные швы с наплавкой из карбида хрома не являются конструкционными и могут привести к травмам.
Можно ли просверлить отверстие в накладке HardSteel?
Нет. Слой карбида хрома на HS650 и HS750 не поддается сверлению или механической обработке. Когда требуются отверстия, их можно вырезать плазмой, гидроабразивной струей или дуговой строжкой.
Какие размеры доступны?
Стандартный размер для всех пластин HS650 и HS750 составляет 5 футов X 10 футов (1,52 м X 3,05 м). Однако при обрамлении наших пластин мы обрезаем их как можно шире и как можно длиннее, чтобы оставить дополнительный дюйм или два, чтобы помочь нашим клиентам при вырезании вложенных частей. Накладная пластина может быть сращена. Склеивая две пластины вместе, HardSteel может предоставить нашим клиентам пластины любого размера. Если вам нужно вырезать детали шириной более 60 дюймов, позвоните нам, чтобы узнать, позволят ли более крупные пластины сэкономить деньги за счет сокращения отходов материала
Можно ли формовать накладную пластину из твердой стали?
Да. Наложение часто образуется путем прессования, особенно при использовании в конусных вкладышах и некоторых желобах.