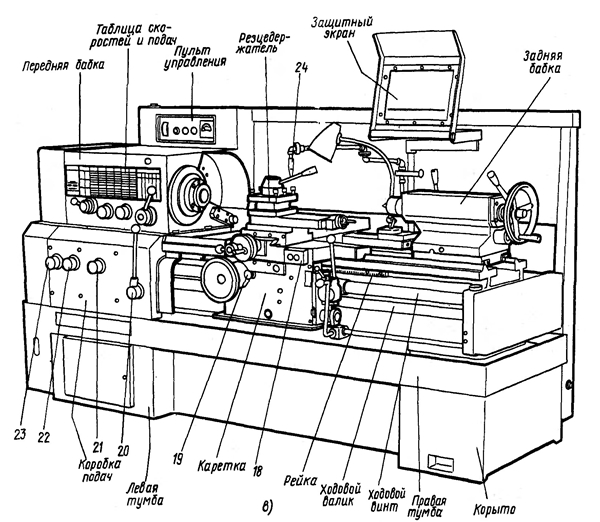
Устройства станка: Что входит в состав всех токарных станков?
Содержание
Защитные устройства Для супорта токарного станка 1500×200 мм — Оборудование станков системам безопасности
- с пpeдoхpaнитeльным микропереключателем
- надежная стальная конструкция, с возможностью поворота в сторону
- защитное стекло из поликарбоната
Передняя рама (ВхШ)
365 мм x 350 мм
Задняя рама (ВхШ)
250 мм x 350 мм
Диаметр патрона (макс.)
500 мм
Длина консоли
500 мм
Обслуживание от KNUTH
Любое оборудование время от времени нуждается в остановочном ремонте. Благодаря нашим комплексным планам обслуживания, обучения и установки вы всегда будете получать максимальную производительность от вашего оборудования KNUTH.
Cмотреть услуги
Посмотрите машины KNUTH в действии
Воочию получите впечатление на одном из наших заводов! Большая часть нашего портфеля оборудования всегда находится на складе и готова к моментальной демонстрации.
Заказать демонстрацию
Обращение*Г-жаГ-н
Страна*AlbaniaAlgeriaAndorraArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBosnia & HerzegovinaBruneiBulgariaBurkina FasoCambodiaCameroonChadChinaCroatiaCyprusCzechiaDenmarkDjiboutiEgyptEstoniaFinlandFranceGeorgiaGermanyGibraltarGreeceGreenlandGuernseyGuineaHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJapanJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLibyaLithuaniaLuxembourgMacao SAR ChinaMalaysiaMaliMaltaMauritaniaMoldovaMonacoMongoliaMontenegroMoroccoMyanmar (Burma)NepalNetherlandsNew ZealandNigerNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPapua New GuineaPhilippinesPolandPortugalQatarRomaniaRussiaSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSudanSwedenSwitzerlandSyriaTaiwanTajikistanThailandTogoTunisiaTurkeyTurkmenistanUkraineUnited Arab EmiratesUnited KingdomUzbekistanVietnamYemen
Штат*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming
Предпочитаемый способ связи*ТелефонЭл. почта
почта
Я хочу подписаться на рассылку
Этот сайт защищен reCAPTCHA, и применяются политика конфиденциальности и условия обслуживания Google.
Благодарим Вас!
Ваш запрос получен. Благодарим за проявленный интерес! Наш сотрудник свяжется с Вами в течение одного рабочего дня.
Что-то пошло не так
Обновите страницу и попробуйте отправить форму еще раз.
Правила эксплуатации токарного станка. Типовые отказы
СтанкоМашКомплекс
Тверской станкостроительный завод
23
ГОДА
8 (4822) 521-521
Сравнение станков
ничего не выбрано
Существует общий алгоритм работы на токарных станках различной модификации. Соблюдение правил наладки и эксплуатации станочного оборудования гарантирует получение качественного результата механической обработки детали и длительность безотказной работы агрегатов.
Рациональное использование станков предполагает:
-
Наличие технической документации (паспорта) на токарный станок. В ней содержатся текстовые и графические материалы: принципиальные схемы, описания устройства и правил эксплуатации, дается информация по установке и выверке станка, разработке технологического процесса и управляющих программ токарной обработки.
Сопроводительная документация содержит исполнительные чертежи быстроизнашивающихся деталей токарного агрегата, схемы смазки, кинематические схемы, посадочные и присоединительные базы, рекомендации по устранению мелких сбоев и порядок ремонта.
-
Обеспечение подходящими материалами и инструментом. Все необходимые компоненты: масла, СОЖ, инструменты, оснастка к токарным станкам и приспособления — должны быть надлежащего качества и регламентированных паспортом марок. Режимы резания должны соответствовать применяемому инструменту, данные указаны в руководстве по эксплуатации и технической литературе.
-
Своевременное обнаружение и предупреждение неисправностей. Устранение простейших отказов заменой дефектных деталей и инструментов. -
Плановое обслуживание оборудования, в том числе ремонтно-техническое. Плановая смазка узлов станка, доливка или полная замена СОЖ, чистка оборудования, регулярная уборка стружки минимизируют количество простоев, сбоев и брака при проведении токарных операций.
Эксплуатационная практика подтверждает резкое возрастание отказов оборудования, снижение его долговечности и рост производственных затрат при обслуживании вне плана.
-
Контроль работы оборудования (в том числе с ЧПУ). Во избежание отказов оборудования необходимо производить регулярную проверку состояния режущих кромок и задних поверхностей рабочего инструмента для своевременной заточки/замены затупленного. Измерение и осмотр обработанных деталей также дает информацию о состоянии режущих инструментов. Такой метод контроля особенно актуален для станков с ЧПУ и токарных обрабатывающих центров.
Такой метод контроля особенно актуален для станков с ЧПУ и токарных обрабатывающих центров.
В таблице представлены наиболее распространенные сбои в работе токарных станков, а также рекомендации по их устранению:
|
Проблема |
Причина |
Методы устранения |
|
Конусность поверхности сверх допустимого значения. |
Несоосность шпинделя и пиноли задней бабки. |
Настройкой совместить указанные оси. |
|
Повышенный износ резца из-за отжима детали и отжима резца в резцедержателе; причиной может служить большой вылет заготовки относительно кулачков патрона. |
| |
|
Овальность поверхности сверх допустимого значения. |
Неполадки в шпиндельном подшипниковом узле. |
Ремонт шпиндельного узла, замена изношенного переднего подшипника. |
|
Эффект «седла». |
Отжим центра, установленного в заднюю бабку. |
Хорошо зафиксировать пиноль, уменьшить ее вылет. |
|
Направляющие задней бабки изношены, занижение центра пиноли относительно центра шпинделя. |
Оборудование нуждается в ремонте. | |
|
Бочкообразность. |
Прогиб вала, длина которого значительно превышает его диаметр. |
Использовать люнет, а также упорный резец, снизить интенсивность обработки (скорость, подача), приподнять резец чуть выше горизонтальной оси вала.  |
|
Несоосность цилиндрических, конических, сферических поверхностей детали. |
Биение центра, вставленного в шпиндель, либо биение токарного патрона (поверхностей кулачков). |
|
|
Необработанные фрагменты поверхности, «чернота». |
Заготовка имеет значительную кривизну. |
Отбраковать заготовки со значением радиального биения, превышающим припуск на сторону. |
|
Расположение центровых отверстий не по оси заготовки. |
Сделать центровые отверстия большего диаметра по центру заготовки (устранить их смещение). | |
|
Неправильная установка детали в патроне токарного станка, ее смещение.  |
Заготовку необходимо установить без ее радиального биения при вращении (переустановка). | |
|
Шероховатость не соответствует требованиям чертежа. |
Небольшая скорость резания при значительных подачах или обработка без СОЖ. |
Отрегулировать режимы станка, обеспечить подачу СОЖ. |
|
Неправильная заточка резца (сформирован малый радиус закругления режущей части) или резец изношен. |
Обеспечить необходимый радиус закругления, заточить резец. | |
|
Вибрации резца при точении из-за его нежесткого закрепления или при увеличенных люфтах в направляющих суппорта токарного оборудования. |
Сократить вылет инструмента (резца) из резцедержателя, в направляющих суппорта установить регламентированные зазоры. | |
|
Отклонение от перпендикулярности и плоскостности торца детали.  |
Форсированные режимы резания. |
Уменьшить скорость резания и подачу. |
|
Сдвиг суппорта в бок при обработке или отжим резца при его большом консольном вылете. |
Жестко закрепить каретку резцедержателя, уменьшить вылет режущего инструмента. | |
|
Перекос заготовки. |
Точно переустановить деталь. | |
|
Высота профиля резьбы не соответствует стандарту. |
Диаметр заготовки меньше необходимого. |
Уточнить исполнительные размеры детали по соответствующему ГОСТу на резьбу. |
|
Неправильный угол резьбового профиля или его перекос. |
Неверная заточка профиля резца или его неправильная установка в резцедержателе относительно оси заготовки. |
Сменить или переточить резец, при установке сделать выверку его положения относительно оси детали по шаблону.  Режущая кромка инструмента должна располагаться на высоте горизонтальной оси детали. Режущая кромка инструмента должна располагаться на высоте горизонтальной оси детали. |
|
При проверке резьбы не навинчивается проходной калибр. |
В момент врезания в заготовку происходит отжим резца. |
Уменьшить припуск на первый виток резьбовой спирали. |
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
▲ Наверх
Производители станков: Машиностроители в Иллинойсе
- ВОССТАНОВЛЕНИЕ
- ПЕРЕУПРАВЛЕНИЕ
- ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
- ИНВЕНТАРЬ
О ВОССТАНОВЛЕНИИ
В MTB мы смотрим на восстановление машины, как на восстановление рамы вашего классического автомобиля, но с новым высокопроизводительным двигателем и шасси, расположенным под кузовом. Ничто не остается нетронутым, каждый активный компонент модернизируется, каждая механическая деталь тщательно проверяется, а затем ремонтируется или заменяется.
Ничто не остается нетронутым, каждый активный компонент модернизируется, каждая механическая деталь тщательно проверяется, а затем ремонтируется или заменяется.
- Подробнее о восстановлении
- Посмотреть избранные перестроения
- Ремонт на продажу
ЭКСКЛЮЗИВНЫЕ OEM-ПАРТНЕРЫ
О ПЕРЕУПРАВЛЕНИИ
Если вы когда-либо испытывали разочарование, садясь в машину, поворачивая ключ и не заводя двигатель утром, вы оцените, что переуправление может сделать для вашей машины. В MTB мы специализируемся на модернизации старого оборудования с помощью новых современных систем управления. Это похоже на то, как если бы специалисты дилера полностью заменили ваш старый изношенный двигатель на новый Hemi.
УСЛУГИ ПО ПЕРЕУПРАВЛЕНИЮ
- Подробнее о повторном управлении
- Просмотр избранных переуправлений
- Реконтроли для продажи
СЕРТИФИЦИРОВАННЫЕ ЭКСПЕРТЫ
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
Одним из основных направлений деятельности MTB является разработка программного обеспечения. Вы можете установить новое современное ЧПУ, приводы и двигатели, но станок все равно не будет работать без программного обеспечения, предоставленного производителем станка. Сюда входят как Логика ПЛК и интерфейс оператора и среда программирования .
Вы можете установить новое современное ЧПУ, приводы и двигатели, но станок все равно не будет работать без программного обеспечения, предоставленного производителем станка. Сюда входят как Логика ПЛК и интерфейс оператора и среда программирования .
ПРОГРАММНЫЕ УСЛУГИ
- Общее программное обеспечение
- Зубошлифовальный станок
- Зубофрезерный станок
- Зубодолбление
- САМ-шлифовка
- Специальность / Новые разработки
СЕРТИФИЦИРОВАННЫЕ ЭКСПЕРТЫ
ИНВЕНТАРЬ
Просмотрите наш текущий перечень восстановленных, отремонтированных и переуправляемых машин. Мы поддерживаем наш многолетний опыт и будем рады подробно обсудить любую машину, которая может вас заинтересовать. Кроме того, не забудьте проверить наш обширный перечень запчастей.
ХАРАКТЕРИСТИКИ ИНВЕНТАРЯ
- Просмотр машин для продажи
Ознакомьтесь с нашим оборудованием
Мы восстанавливаем и модернизируем машины
Наша философия проста
Стройте тесные и долгосрочные отношения с нашими клиентами.
Мастерство, точность и аккуратность
Качество — это больше, чем просто производство хорошей детали…
Последние новости:
Далеко не лучший!
Кен Флауэрс и его команда из компании Machine Tool Builders — одна из главных причин успеха моей компании в производстве зубчатых колес…… Подробнее
Опубликовано: 23.03.2020
Станок Monarch — основной
 jpg» bgcolor=»#FFFFFF» scope=»row»> jpg» bgcolor=»#FFFFFF» scope=»row»> | ||||||||||||||||||||||||||||||||||||||||||||
 jpg» bgcolor=»#FFFFFF»> jpg» bgcolor=»#FFFFFF»> |
| |||||||||||||||||||||||||||||||||||||||||||

 Доступны машины с подвижной колонной с рабочей зоной длиной до 10 метров. Шпиндельные головки доступны в вертикальной/горизонтальной конфигурации или могут быть заказаны двухосевые шпиндельные головки с различными конфигурациями шпинделя.
Доступны машины с подвижной колонной с рабочей зоной длиной до 10 метров. Шпиндельные головки доступны в вертикальной/горизонтальной конфигурации или могут быть заказаны двухосевые шпиндельные головки с различными конфигурациями шпинделя.
