Устройство центра вращающегося для токарного станка: Неподвижные и вращающиеся центры для токарных станков
Содержание
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
-
Длина заготовки в 5 раз превышает диаметр. -
Точение тяжелых деталей на высоких скоростях (большие обороты и подача). -
Большая толщина снимаемой стружки.
-
Когда чистовая обработка будет проходить на шлифовальном станке.

Преимущества использования центров:
-
Длительный срок эксплуатации. -
Устойчивость к высоким нагрузкам. -
Возможность увеличить скорость обработки. -
Повышение производительности оборудования. -
Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ. - Высокое качество деталей.
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
- Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
- Упорный со срезанным конусом — используются при подрезании торца
- Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
- Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
- С вращающейся гайкой — для удобства извлечения из задней бабки
- Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
-
Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки. -
Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Источники:
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Каталог станочной оснастки на онлайн-выставке Enex: https://enex.market/catalog/stanki_i_komplektuyushchie_k_nim/stanochnaya_osnastka/.
Центр вращающийся. Паспорт | PRO-TechInfo
Содержание
- 1 Назначение.
- 2 Технические характеристики.
- 3 Устройство и принцип работы.
- 4 Порядок работы и техническое обслуживание.
- 5 Комплектность.
- 6 Правила хранения.
- 7 Гарантийные обязательства.
Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп. 1 — центровой валик с конусом 60°;
- исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
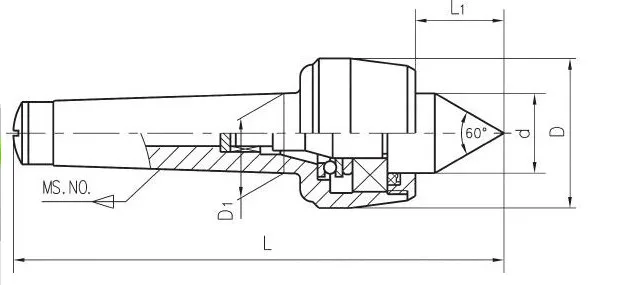
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58.
Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
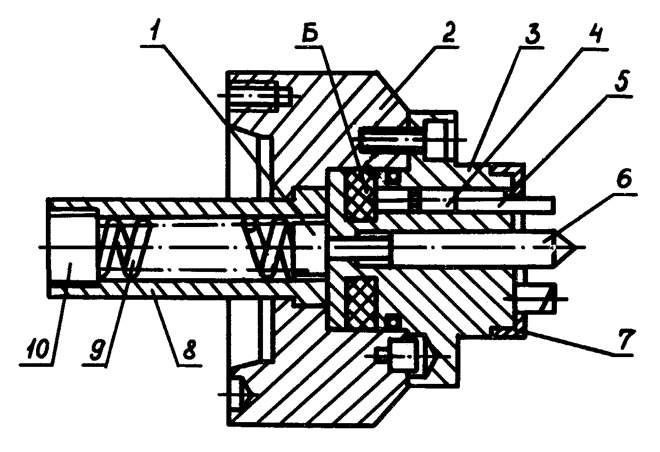
Устройство и принцип работы.
3.1. Конструкция вращающегося центра представлена на рис.2.
Рис.2 Конструкция вращающегося центра
3.2. В хвостовой части центра на опорах качения смонтирована ось, на конце которой выполнена рабочая часть центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.
Порядок работы и техническое обслуживание.
4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси. При необходимости поверхности скольжения вращающегося центра (опоры качения) смазать машинным маслом, заливая масло в технологические отверстия и вращая ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центр протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию изделия.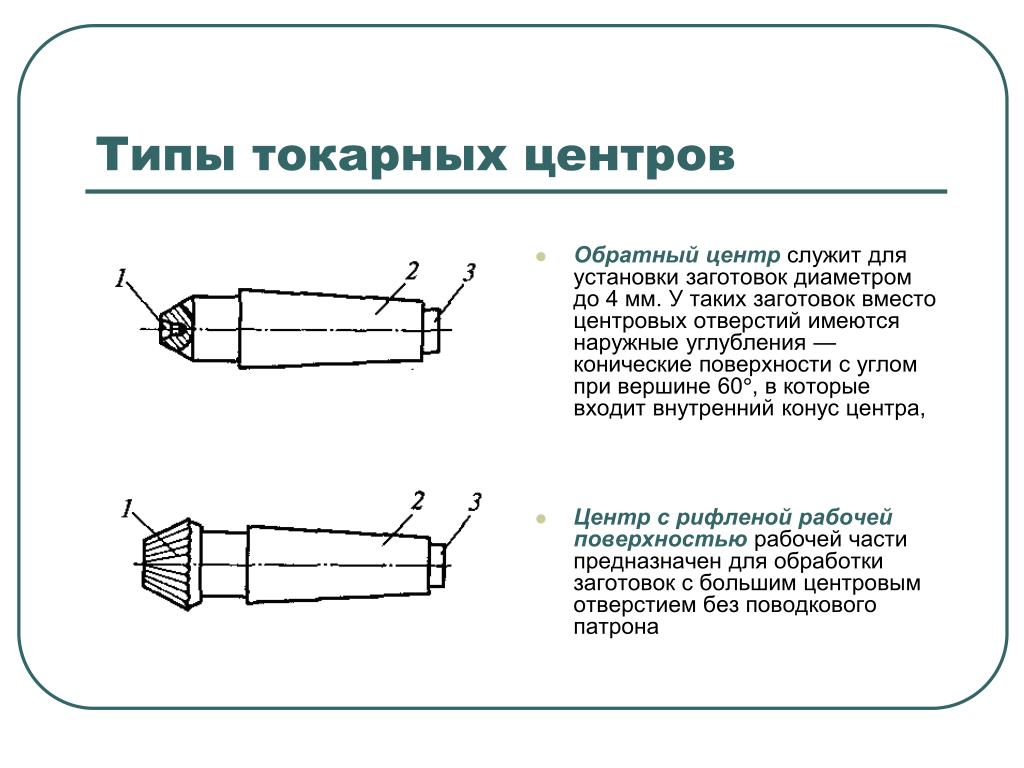
Комплектность.
В комплект входят:
- центр вращающийся;
- паспорт.
Правила хранения.
Хранить в футляре в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относительной влажности не более 80% при температуре +20˚С.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) уровня, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Вверх
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Центр вращающийся. Паспорт
Пожалуйста, введите Ваш E-mail, чтобы получить ссылку для скачивания этого файла
TRAK TC820si Токарный станок с ЧПУ SINUMERIC ONE CNC
Технические характеристики
| ТС820си | |
|---|---|
Вместимость | |
| Высота центров | 41,3″ |
| Максимальный размах | 15,75″ |
| Поворотная крышка каретки | 11,81″ |
| Максимальная длина обточки (зависит от зажима) | 20″ |
| Максимальный диаметр поворота | 8,66″ |
Инструментальная секция макс. | 0,75″ |
| Быстрые скорости | 787 дюймов в минуту по оси Z 590 дюймов в минуту по оси X |
| Перемещение по оси X | 6,90″ |
| Перемещение по оси Z | 20,8″ |
Передняя бабка | |
| Передняя часть шпинделя | А2-6 |
| Диаметр патрона | 7,88″ |
| Резьба выдвижной трубы | М74 х 2,0 х 35 мм |
| Вместимость бара | 2,56″ |
| Длина шпинделя | варьируется в зависимости от крепления |
| Отверстие шпинделя | 3″ |
| Диаметр переднего подшипника шпинделя (ID) | 4,33″ |
| Количество подшипников | 4 |
| Система привода | Ременная передача |
| Диапазон скорости вращения шпинделя об/мин | 10-4000 |
Задняя бабка | |
| Перо для путешествий | 4,13″ |
| Диаметр пиноли | 2,36″ |
| Коническое отверстие пиноли | МТ4 |
Шпиндель | |
| Пиковая мощность двигателя (480 В) | 38 л. с. с. |
| Непрерывная мощность двигателя (480 В) | 14,75 л.с. |
| Максимальный крутящий момент | 100 футо-фунтов при 2000 об/мин |
Башня | |
| Количество инструментов | 12 станций |
| Размеры хвостовика токарного резца | 0,75″ x 0,75″ |
| Максимальный диаметр расточной оправки | 1,5″ |
Требования к питанию — машина | |
| Напряжение | 480 В (208 В с трансформатором) |
| Ампер Ток полной нагрузки | 33 А при 480 В 75 А при 208 В |
| Фаза/Гц | 3/60 |
Размеры | |
Нетто (Д x Ш x В), фунты. | 117″ x 80″ x 65″ 8000 фунтов |
| Транспортировка (Д x Ш x В), фунты. | 120″ x 90″ x 87″ 8500 фунтов |
Прочее | |
| Объем резервуара охлаждающей жидкости | 33,5 галлона |
| Подача насоса охлаждающей жидкости | 5,3 гал/мин при 30 фунт/кв. дюйм |
| Объем смазки направляющих | 3 литра |
| Тип масла для смазки направляющих | ISO 32 или 10 Вт |
| Объем гидравлического масла | 11 галлонов |
| Гидравлический насос Тип | Лопасть комбинированного насоса |
| Двигатель конвейера для стружки | 200 Вт |
| Способ твердости поверхности | HRc 48~52 |
Технические характеристики могут быть изменены без предварительного уведомления.
Опции
Опции станка
Устройство подачи прутка
Устройство подачи прутка LNS Quick Load Servo 80 S2 обеспечивает непрерывную обработку с минимальным вмешательством оператора или без него. Благодаря быстрому переключению с одной партии деталей на другую и библиотеке из 500 программ, эта система подачи прутка с сервоприводом резко повысит производительность.
Оснащен системой автоматического изменения диаметра, центральная линия и пальцы загрузки прутка регулируются автоматически при вводе нового диаметра прутка, ручная регулировка не требуется, что сокращает время переналадки до минимума. Технология управления серводвигателем LNS гарантирует точное управление подачей прутка с помощью револьверной головки или без нее и предотвращает удары по револьверной головке благодаря мягкому позиционированию.
Съемник прутка
Royal ® Компактный съемник прутка с ЧПУ с хвостовиком ¾″. Легко автоматизируйте свой TCSi с помощью компактного съемника прутка. Съемники прутков с ЧПУ недороги и требуют минимальной настройки, повышают производительность и освобождают операторов для выполнения других задач.
Съемники прутков с ЧПУ недороги и требуют минимальной настройки, повышают производительность и освобождают операторов для выполнения других задач.
Цанговые патроны
ROYAL QUICK-GRIP™ Цанговый патрон с ЧПУ. Традиционная конструкция отвода с использованием цанг Royal QG-65 позволяет использовать стержень диаметром 2,66 дюйма и биением при угле замыкания в пределах 0,0002 дюйма TIR. , последовательное позиционирование детали по оси Z и обеспечивает очень агрессивную резку. Использование цанг Royal QG-65 позволяет использовать оправку размером 2,66 дюйма и биение на углу закрытия в пределах 0,0002 дюйма TIR.
ROYAL НИЗКОПРОФИЛЬНЫЙ 5C Цанговый патрон с ЧПУ. Традиционная конструкция отвода обеспечивает простой и недорогой метод использования популярных цанг 5C, гарантированно работающий в пределах 0,0002″ TIR. Компактные размеры обеспечивают превосходный зазор инструмента и перемещение по оси Z.
Улавливатель деталей
Полностью программируемый улавливатель деталей TRAK используется для захвата готовой детали по мере ее отрезания, что облегчает обработку без участия оператора. Детали собраны в контейнер для быстрого доступа во время работы машины.
Детали собраны в контейнер для быстрого доступа во время работы машины.
Нефтяной скиммер
Нефтяной скиммер TRAK управляется кнопкой на панели управления или может быть интегрирован в вашу программу с использованием M-кода.
СОЖ под высоким давлением
Система подачи СОЖ под высоким давлением TRAK позволяет подавать СОЖ под давлением 220 psi непосредственно через револьверную головку и режущий инструмент, эффективно отводя стружку и тепло от карманов и отверстий во время обработки. Это значительно повышает производительность резания, точность, чистоту поверхности и срок службы инструмента.
Трансформатор
Трансформатор TRAK для TC820, преобразующий напряжение S/B 208 В в 408 В, установлен на заводе в корпусе в верхней части машины.
Тележка для стружки
Тележка для стружки, которая устанавливается под транспортером для сбора остатков стружки. Колеса, слив охлаждающей жидкости и система сброса для простоты использования.
Комплект резцедержателей
Комплект резцедержателей с болтовым креплением; включает 8 клиновых зажимов для инструмента 0,75″, 3 держателя расточных оправок с отверстием 1,25″, 1 держатель скользящего инструмента и соответствующие фитинги для подачи СОЖ.
TRAK
® USB-накопитель
USB-накопитель состоит из флэш-накопителя Delkin ® промышленного класса. Это устройство не имеет себе равных по надежности и скорости доступа к файлам и является предпочтительным хранилищем для наших разработчиков программного обеспечения.
ВИДЕО: TRAK ® USB-накопитель Обзор опций
Опции программного обеспечения
3D-моделирование (стр. 25)
3D Надежный цифровой двойник вашей детали, точный в каждой запрограммированной детали. Вы можете проверить свою программу, внимательно изучив каждую деталь, используя сенсорный экран 19″ экрана SINUMERIK ONE.
Память ЧПУ, 5,1 ГБ (P12 и P77)
Комбинация опций Siemens, которые вместе увеличивают внутреннюю память SINUMERIK ONE для загрузки и интеграции больших файлов (таких как CAD и CAM).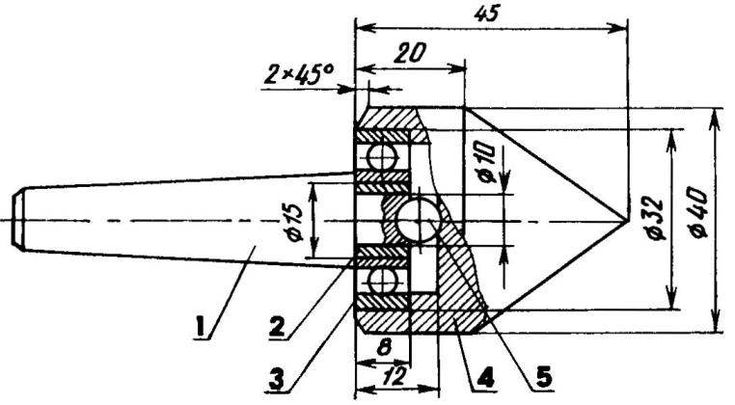 Увеличивает внутреннюю память ЧПУ на 1,8 ГБ.
Увеличивает внутреннюю память ЧПУ на 1,8 ГБ.
Считыватель DXF (P56)
Открывайте файлы DXF на SINUMERIK ONE, чтобы легко перенести данные в вашу программу. Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Работа маховика (M08)
Запуск запрограммированных движений путем поворота маховика. Вы управляете скоростью подачи, перемещая ручной генератор импульсов на панели управления, и фактическая запрограммированная траектория перемещается. Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Выполнение из внешнего хранилища (P75)
Позволяет использовать внешнее запоминающее устройство для запуска и редактирования программ. Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Запуск имитации во время обработки (P22)
Графика трехмерной твердотельной модели в реальном времени во время выполнения программы. Это отличный способ проверить ход вашей работы, особенно когда вы используете много охлаждающей жидкости.
ShopTurn (P17)
Настоящее диалоговое программирование, которое можно выполнять прямо в цеху. Напишите полные программы обработки деталей или вставьте элемент в другую программу. С помощью анимированных элементов, подсказок, динамической графики, постоянных циклов и контекстно-зависимой справки вы сможете легко создавать программы. Вам не придется возвращаться к человеку, который запрограммировал деталь, чтобы исправить или добавить в вашу программу.
Обнаружение остаточного материала (P13)
SINUMERIK ONE автоматически распознает ситуации Rest Machining.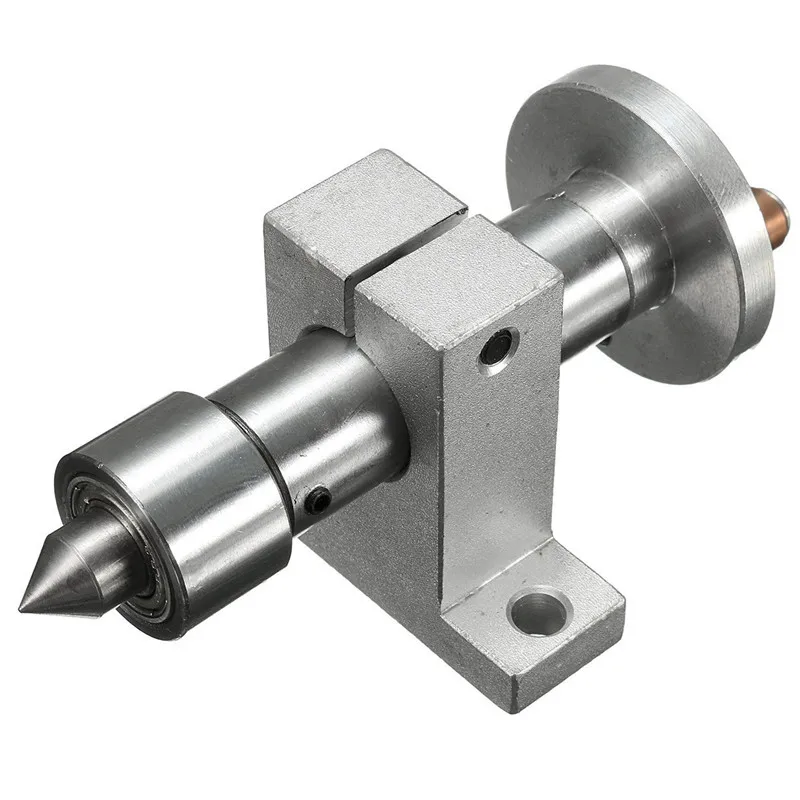 Просто вызовите постоянный цикл Остаточная обработка, введите несколько простых входных данных, а система управления сделает все остальное.
Просто вызовите постоянный цикл Остаточная обработка, введите несколько простых входных данных, а система управления сделает все остальное.
Сопоставьте инструмент с операцией для быстрой обработки: большой инструмент для дробления, меньший инструмент для областей, недоступных большому инструменту. Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
Access MyMachine OPC UA (P67)
Стандарт OPC UA (унифицированная архитектура) особенно подходит для обмена данными на разных уровнях, поскольку он не зависит от конкретных операционных систем, имеет безопасные процедуры передачи и лучшее семантическое описание данных.
OPC UA не только делает данные доступными, но также предоставляет информацию о данных (например, типы данных). Это обеспечивает машинно-интерпретируемый доступ к данным.
SINUMERIK ONE Характеристики и опции
Аппаратура управления
SINAMICS S120 Combi Drive
Силовой модуль со встроенной подачей, модули двигателей для 4 осей (шпиндель и 3 оси подачи).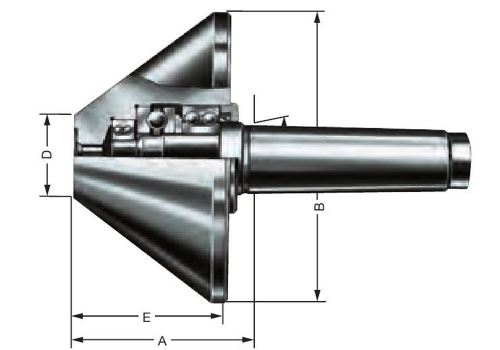 Комбинированный привод имеет встроенные внешние вентиляторы внутри радиатора, установленного на задней панели привода. Он имеет встроенную функцию управления тормозом для стояночного тормоза двигателя и датчик температуры, который активирует сигнал тревоги, если температура превышает установленный порог.
Комбинированный привод имеет встроенные внешние вентиляторы внутри радиатора, установленного на задней панели привода. Он имеет встроенную функцию управления тормозом для стояночного тормоза двигателя и датчик температуры, который активирует сигнал тревоги, если температура превышает установленный порог.
SINUMERIK ONE PPU 1740-1900
SINUMERIK ONE предлагает модульность, открытость, гибкость и унифицированные структуры для программирования операций и визуализации. Он имеет встроенную приводную систему SINAMICS S120 и ПЛК S7-1500 для приложений со средней и высокой производительностью. Он предлагает высокую гибкость, отличные динамические характеристики, точность и оптимальную интеграцию в сети.
Панель управления машиной (MCP398C)
Элегантная минималистичная модель MCP-398C оснащена кнопками для управления работой машины. Хорошо расположенные и четко обозначенные клавиши позволяют выбирать X, Y, Z или шпиндель, выбирать режимы работы, такие как Jog, Auto, Manual Data Automatic (MDA), и активировать различные двигатели, включая шнековый, охлаждающий, промывочный, скиммер и охладитель шпинделя. и т.д…
и т.д…
Осевой двигатель SIMOTICS S-1FK2
SIMOTICS S-1FK2 — это синхронные двигатели с постоянными магнитами с высокой перегрузочной способностью и встроенной системой энкодера для управления скоростью и положением. Для подключения к сервосистеме SINAMICS S120 используются отдельные кабели питания и обратной связи. Двигатель оснащен 22-битным абсолютным энкодером и подключается к приводу с помощью усовершенствованного интерфейса DRIVE-CLIQ.
Шпиндельный двигатель SIMOTICS M-1PH8
SIMOTICS M-1PH8 — это компактный асинхронный асинхронный шпиндельный двигатель, способный выдерживать экстремальные рабочие циклы и короткое время нарастания. Он исключительно точен с точки зрения скорости, крутящего момента и позиционирования. Для подключения к сервосистеме SINAMICS S120 используются отдельные кабели питания и обратной связи. Двигатель оснащен 22-битным инкрементным энкодером, он подключается к приводу с помощью расширенного интерфейса DRIVE-CLIQ.
Элементы управления
Примечание: (O) = необязательно
Общее управление
- Сенсорный экран
- 19-дюймовый сенсорный экран со светодиодной подсветкой
- Панорамирование, масштабирование, сведение пальцев, поворот и сканирование, перелистывание вверх/вниз, пролистывание вверх/вниз
- Функции шпинделя:
- Нарезание резьбы с постоянным или переменным шагом
- Нарезание резьбы с компенсационным патроном и жесткое нарезание резьбы
- Клавиша контекстно-зависимой справки, которую вы нажимаете для подробных объяснений
- Подсказки — всплывающие описания в программах, которые появляются автоматически
- Имена инструментов позволяют легко распознавать доступные инструменты и назначать родственные инструменты
- Динамические изображения меняются при выборе поля
- Простое преобразование дюймов/мм
- Цвета шрифта упорядочивают G-коды для быстрой проверки
- Знакомое управление файлами для хранения и поиска программ в узнаваемом интерфейсе
- Рабочий язык на базе Linux
- Открытая архитектура позволяет добавлять приложения, уточнять постоянные циклы
- Программируемые клавиши интуитивно помогают вам во время работы, а небольшое количество аппаратных клавиш назначено функциям машины
- Встроенная клавиатура и калькулятор , который появляется автоматически при необходимости.
- Несколько каналов — 4 канала; 6 осей стандартного управления (для 12 осей требуется дополнительное оборудование)
- Языковая поддержка — английский, немецкий, испанский, китайский и другие
Анимированные элементы
При работе с SINUMERIK ONE вы будете сталкиваться с анимированными элементами. Эти умные мини-видеоролики помогут вам мгновенно понять основную проблему, позволяя вам реагировать быстро и уверенно.
Редактор контуров
Этот мощный инструмент работает со всеми методами программирования SINUMERIK ONE. Используйте графические элементы для создания даже сложных форм. Автоматически вычисляет пересечения и точки касания.
Также используйте Contour Editor для работы с элементами в файлах DXF. Откройте данные чертежа в Редакторе контуров, затем используйте определение траектории инструмента и даже отредактируйте геометрию.
Операция программирования
- Постоянные циклы упрощают программирование с заполнением пробелов
- Обнаружение ошибок в процессе объяснение простым языком
- Математические вычисления в полях ввода данных
- Простой переход между экранами программирования, ручного и автоматического управления ЧПУ
- Выбираемые виды — каркас или модель
- Сводка программы — легко проверяйте даже самые большие программы
- Простой перезапуск программы с точки остановки
- Простое создание программ — объедините G-код и диалоговое программирование в одной программе
- Часы рабочего времени
- Показать G-код во время выполнения программы
- Мягкие ограничения для предотвращения столкновений
- Быстрое время обработки блока
- Часы рабочего времени
- Выбор программирования для стиля, соответствующего вашей работе и вашему цеху — ISO, DIN, ShopTurn, programGUIDE
- Автоматическая установка следующего инструмента в диалоговом режиме ShopTurn
- Программирование макросов — вызов и выполнение, основные программы и подпрограммы
- Остаточная обработка обнаруживает и обрабатывает материал, оставшийся от инструмента и геометрии детали.

Powerful Program Simulations
- Истинное представление геометрии деталей и инструментов.
- 3D-графика с масштабированием и поворотом угла обзора. (О)
- Органы управления скоростью программы, покадровой операцией и остановом/запуском.
- Расчет времени обработки.
- Запуск моделирования различных программ во время выполнения задания.
Используйте моделирование:
- При программировании проверьте точность программы.
- Перед запуском рассчитать время цикла и проверить наличие сбоев.
- Во время работы, чтобы вы могли видеть ход выполнения программы, когда охлаждающая жидкость мешает вам видеть фактическую деталь и инструмент (O)
Измерение инструмента
Измерение интегрировано в режим толчковой подачи, поэтому вы можете легко и быстро настраивать инструменты.
Мощный УЦИ (ручной режим) Подпрограммы
Деталь устанавливается вручную или с помощью щупа.
Настройки инструментов
Настройка инструментов проста благодаря значкам и анимированным элементам, которые определяют ваш выбор. Вы определяете количество канавок, угол заточки, режущие кромки, угол держателя, тип инструмента и даже стойкость инструмента. Представление журнала показывает, какие инструменты находятся в магазине.
Инструмент, шпиндель, M-код (TSM)
Одна клавиша дает доступ к таким функциям, как загрузка инструментов, активация рабочей координаты или включение шпинделя. В отличие от громоздкого MDI других средств управления производством, все операции выполняются с помощью ответов на диалоговые подсказки. Это значительно упрощает настройку.
Возврат из толчкового режима (REPOS)
Во время выполнения программ SINUMERIK ONE может остановить текущую операцию, а острие инструмента можно отвести от поверхности детали, что позволит вам осмотреть инструмент или деталь. функция REPOS позволяет вернуться к детали, где обработка была остановлена.
функция REPOS позволяет вернуться к детали, где обработка была остановлена.
Запуск в середине программы
Случается всякое, отключение электроэнергии, поломка инструмента, непредвиденные перемещения. SINUMERIK ONE дает вам беспрецедентную возможность вернуться к тому состоянию, в котором вы были в детали, с высокой степенью уверенности и с минимальными затратами труда. Мощный поиск по блоку и точка прерывания объединяются, чтобы вы начали именно с того места, где остановились, или в точке раньше… просто чтобы убедиться. Эта мощная процедура позволяет даже втягивать/извлекать инструмент, который может определить точное местоположение и правильную скорость для восстановления метчика, застрявшего из-за незапланированного прерывания.
Опции управления
Примечание: (O) = необязательно
Считыватель DXF (P56) (O)
Открывайте файлы DXF на SINUMERIK ONE, чтобы легко перенести данные в свою программу. Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Выполнение из внешней памяти (P75) (O)
Позволяет использовать внешнее запоминающее устройство для запуска и редактирования программ. Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Обнаружение остаточного материала (P13) (O)
SINUMERIK ONE автоматически распознает ситуации остаточной обработки, просто вызовите постоянный цикл остаточной обработки, введите несколько простых входных данных, а система ЧПУ сделает все остальное.
Сопоставьте инструмент с операцией для быстрой обработки: большой инструмент для дробления, меньший инструмент для областей, недоступных большому инструменту. Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
ShopTurn (P17) (O)
Настоящее диалоговое программирование, которое можно выполнять прямо в цеху. Напишите полные программы обработки деталей или вставьте элемент в другую программу. С помощью анимированных элементов, подсказок, динамической графики, постоянных циклов и контекстно-зависимой справки вы сможете легко создавать программы. Вам не придется возвращаться к человеку, который запрограммировал деталь, чтобы исправить или добавить в вашу программу.
Одновременный 3D-запуск (P22) (O)
3D-графика твердотельной модели в реальном времени во время выполнения программы. Это отличный способ проверить ход вашей работы, особенно когда вы используете много охлаждающей жидкости.
Ход маховика (M08) (O)
Запуск запрограммированных движений путем поворота маховика. Вы управляете скоростью подачи, перемещая ручной генератор импульсов на панели управления, и фактическая запрограммированная траектория перемещается.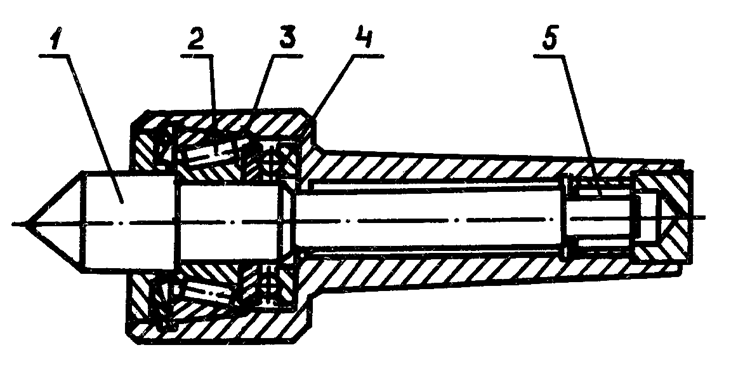 Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Загрузки
[.tcsi-resources]
Токарные станки Toolroom
Токарные станки
Упрощение перехода от ручного управления к ЧПУ
Токарные станки для начинающих
Токарные станки Haas серии TL доступны по цене, просты в использовании и обеспечивают точное управление и гибкость системы ЧПУ Haas. Поскольку их очень легко освоить и использовать — даже без знания G-кода — они идеально подходят для начинающих мастерских или в качестве первого шага к обработке с ЧПУ.
8″-10″
CHUCK SIZE
2.3″-3.5″
SPINDLE BORE
1800-3000
TOOLROOM LATHES
TL-1
CNC Toolroom Токарный станок с максимальной производительностью 16 x 30 дюймов
ТОЛЬКО CNY
Узнать больше
Сборка и цена
TL-2
Токарный станок с ЧПУ Toolroom с максимальной производительностью 16 x 48 дюймов
ТОЛЬКО CNY
Узнать больше
Сборка и цена
ИНСТРУМЕНТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАЗОВАНИЯ
TL-1-EDU
Токарный станок с ЧПУ Инструментальный токарный станок Эксклюзивно для обучения, с максимальной производительностью 16 x 30 дюймов
ТОЛЬКО CNY
Узнать больше
Сборка и цена
«Мои станки Haas работают очень хорошо, я был очень удивлен точностью TL-1. Когда я делаю ляпы и тюнеры, я постоянно держу несколько десятых».
Когда я делаю ляпы и тюнеры, я постоянно держу несколько десятых».
Эрик Аптаграфт | Владелец | Аптаграфт, ООО
ЭЛЕКТРОННЫЕ Маховички
Опция E-Handwheels для токарных станков Toolroom серии TL обеспечивает точное, простое «ручное» управление обеими осями для позиционирования, резки и многого другого. Выполняйте подачу или быстрое перемещение с помощью кнопок толчковой подачи, регулируйте подачу на оборот, задавайте шаг толчковой подачи и даже фаску — все это с помощью электронных маховичков.
МОДЕЛИРОВАННЫЙ СТАНОК ДЛЯ ИНСТРУМЕНТОВ
Станок Haas TL-1 идеально подходит для начинающих мастерских или для перехода от ручной токарной обработки к станку с ЧПУ. В этом видео Эрик Вуд и Брайан О’Фаллон обсуждают некоторые ключевые особенности модернизированного станка Haas TL-1.
Отображение изображений и видео
Марк демонстрирует мощную функцию мультимедийного дисплея Haas M130. Управляя M130, вы можете отображать установочные листы, списки инструментов, рабочие инструкции и даже видеоролики — и все это из вашей программы.
Устранение неполадок циклов G71 и G72
Марк демонстрирует, как быстро устранять неполадки циклов черновой обработки на токарном станке и избегать этих загадочных «немонотонных» аварийных сигналов. Он также объясняет токарные циклы Типа I и Типа II и показывает, как запустить проблемную программу в Графике, просто изменив один G-код.
Слова могут рассказать очень многое. Посмотрите эту галерею фотографий, чтобы увидеть свой станок Haas со всех сторон.
ПОСМОТРЕТЬ ГАЛЕРЕЮ
От самого удобного в отрасли управления до нашей инновационной опции электронных маховиков и широкого выбора инструментов — мы даем вам возможность настроить вашу машину так, чтобы она работала на вас. Ведь вы лучше всех знаете, что вам нужно. Узнайте больше обо всем, что может предложить Haas.
Обзор функций
Готовы создать свой новый токарный станок Haas?
Давайте найдем подходящую машину для вашего магазина и сделаем ее индивидуальной, добавив опции и функции, которые вам подходят.
