Устройство коробки скоростей фрезерного станка: Коробка скоростей фрезерного станка вертикально-фрезерного. Фрезерные станки — особенности
Содержание
Коробка скоростей фрезерного станка вертикально-фрезерного. Фрезерные станки — особенности
Коробка скоростей для вертикально-фрезерного станка в основном используется в вертикально-фрезерном станке цементной производственной линии и вертикально-фрезерном станке средней скорости производственной линии угледобычи. Технические характеристики коробки скоростей для вертикально-фрезерного станка.
Коробки скоростей и подач:
Регулирование скорости главного движения осуществляется при помощи коробок скоростей. Их конструируют в виде самостоятельных узлов или встроенными в корпусные детали, например в станины, в шпиндельные бабки. Коробки скоростей современных, в частности универсальных станков, имеют большое число ступеней и большой диапазон регулирования скоростей. Они должны быть простыми и компактными, иметь малый вес, минимальное число валов, передач, высокий КПД, низкий уровень шума. Конструкция коробок должна быть технологичной, надежной в эксплуатации, удобной в ремонте и в обслуживании.
Закономерность геометрического ряда частот вращения шпинделя позволяет проектировать коробки скоростей наиболее простой структуры, состоящей из элементарных двухваловых механизмов, последовательно соединенных между собой в одну или несколько кинематических цепей. Такая структура называется множительной, так как кинематические условия настройки этих приводов определяются свойствами множительных групп передачи, а общее число скоростей получается перемножением чисел скоростей элементарных двухваловых передач.
Рассмотрим устройство шестиступенчатой коробки скоростей (рис. 1). Для передачи вращения от вала I к валу Il служит множительный механизм с трехвенцовым блоком, а от вала Il к валу Ill — с двухвенцовым блоком. В результате последовательного соединения, этих элементарных механизмов при одной скорости ведущего вала I ведомый вал III (или шпиндель) может иметь шесть различных скоростей.
Коробка скоростей предназначена для изменения частоты вращения шпинделя и передачи движения на коробку подач.
Коробки скоростей могут состоять из следующих механизмов:
Механизм передвижных блоков шестерен – предназначен для изменения частоты вращения шпинделя.
Механизм перебора – предназначен для изменения диапазона частоты вращения шпинделя.
Механизм реверса – предназначен для нарезания правых и левых резьб (изменения вращения ходового винта).
Механизм увеличения шага нарезаемой резьбы – предназначен для нарезания резьбы с шагом больше, чем шаг ходового винта.
Коробки подач предназначены для изменения частоты вращения ходового винта и ходового вала. Могут состоять из следующих механизмов:
Механизм корригированных колес.
Множительный механизм.
Основные типы коробок скоростей и подач:
Построенные на основе множительных передач.
Передачи с составной структурой.
Коробки скоростей с перебором.
Привод с многоскоростными электродвигателями.
Автоматические коробки скоростей.
Передачи с бесступенчатым регулированием.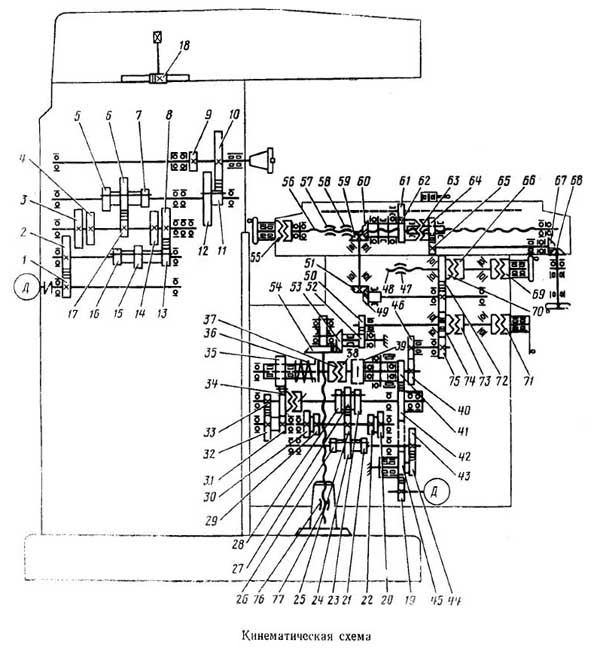
Фрезерные станки — особенности
Фрезерные станки служат для обработки плоских, призматических и криволинейных поверхностей, а также для нарезания зубьев на зубчатых колесах, спиральных канавок на режущих инструментах (сверла, зенкера и т. д.).
Наибольшее распространение имеют горизонтально-фрезерные и вертикально-фрезерные станки.
Горизонтально-фрезерный станок имеет следующие основные узлы: станина, консоль, или кронштейн, шпиндель, хобот, стол, коробка скоростей, поперечные салазки, вал привода механизма коробки подач.
Станина изготовляется из чугуна и имеет коробчатую форму. Она предназначена для крепления всех частей станка и поэтому по своей конструкции должна быть очень прочной и жесткой. В верхней части станины имеются тщательно обработанные горизонтальные направляющие для хобота. Передняя поверхность станины представляет собой точно обработанные вертикальные направляющие, по которым перемещается консоль.
Благодаря коробчатой форме станины внутри нее располагали -я электродвигатель, механизмы привода, коробки скоростей, механизм подачи, шпиндель. Станина своей нижней частью опирается на фундамент и прикрепляется к нему с помощью фундаментных болтов.
Станина своей нижней частью опирается на фундамент и прикрепляется к нему с помощью фундаментных болтов.
Консоль (кронштейн) представляет собой жесткую массивную Опору для стола. Консоль отливается из чугуна и тщательно нарабатывается так, чтобы она могла легко перемещаться по вертикальным направляющим станины. На верхней части консоли имеются направляющие для салазок, по которым стол перемещается в поперечном направлении.
Стол фрезерного станка служит для перемещения (подачи) обрабатываемой заготовки. Он состоит из верхнего (продольного) юла и салазок поперечного стола.
Салазки перемещаются вместе с продольным столом по направляющим консоли в поперечном направлении с помощью винтового механизма. Так осуществляется поперечная подача.
В верхней части салазок имеются продольные направляющие, вдоль которых, также с помощью винтового механизма, перемещается верхний (продольный) стол. Так производится продольная подача.
Для вертикальной подачи, т. е. перемещения заготовки вверх или вниз, служит винтовой механизм, с помощью которого передвигается вся консоль по вертикальным направляющим станины.
Шпиндель фрезерного станка представляет собой полый стальной вал, служащий для закрепления фрезерной оправки с дисковой фрезой или длинного стального стержня с резьбой на конце, так называемого „натяга» с торцовой фрезой и для сообщения режущему инструменту (фрезе) вращательного движения (движения резания).
В передней части отверстие шпинделя имеет коническую форму, чтобы в него плотно входила коническая часть фрезерной оправки. Этим достигается точная установка фрезы относительно шпинделя и прочное ее закрепление.
Хобот служит для того, чтобы поддерживать второй конец фрезерной оправки, закрепленной в шпинделе. Расстояние фрезы от шпинделя при ее установке зависит от ширины обрабатываемой заготовки.
Чтобы закрепить оправку на требуемом расстоянии от шпинделя, хобот может быть передвинут вдоль горизонтальных направляющих станины и закреплен в нужном положении.
Для обработки со снятием большой стружки хобот скрепляют с консолью посредством металлических пластин (поддержек). Этим достигается большая жесткость закрепления инструмента и устойчивость станка при работе.
Этим достигается большая жесткость закрепления инструмента и устойчивость станка при работе.
Коробка скоростей фрезерного станка дает возможность изменять число оборотов шпинделя при неизменной скорости вращения вала электродвигателя». Ее принципиальное устройство аналогично устройству коробки скоростей токарного станка.
В коробке скоростей помещается также реверсивный механизм, состоящий из нескольких зубчатых колес. Благодаря ему достигается изменение направления вращения шпинделя (обратный ход).
Коробка подач фрезерного станка предназначена для изменения скорости механической подачи стола во всех трех направлениях.
Этот механизм состоит из цилиндрических и конических зубчатых колес и кулачковых муфт сцепления. Он помещается внутри консоли станка. Механизм коробки подач имеет независимое движение, не связанное с движением шпинделя.
Движение к коробке подач передается от общего электродвигателя через зубчатые колеса и посредством раздвижного (телескопического) карданного вала.
У современных фрезерных станков коробка подач получает движение от дополнительного электродвигателя, который специально обслуживает только механизмы подачи. Через коробку подач вращательное движение может быть передано к каждому из трех винтов для осуществления механической продольной, поперечной и вертикальной подач. Комбинируя положения рукояток, управляющих коробкой подач, можно получать различные скорости подач.
Механические подачи стола включаются посредством кулачковых муфт. Когда механические подачи выключены, подача стола на каждом из трех направлений осуществляется вручную с помощью рукояток и маховичков.
Вертикально-фрезерный станок устроен так же, как и горизонтальный, отличаясь от него вертикальным расположением шпинделя и отсутствием хобота и подвески. Различное расположение шпинделей горизонтально и вертикально-фрезерных станков вызывает некоторую разницу и в применяемых фрезах и в способах обработки.
Горизонтально-фрезерные станки, у которых стол, кроме поступательного перемещения в трех направлениях, может еще и поворачиваться на некоторый угол вокруг вертикальной оси, называют универсально-фрезерными. Для измерения угла поворота стола служит специальное кольцо с делениями, называемое лимбом.
Для измерения угла поворота стола служит специальное кольцо с делениями, называемое лимбом.
Кроме фрезерных станков с одним шпинделем, в производстве применяются многошпиндельные фрезерные станки, продольно-фрезерные, а также специальные фрезерные станки для нарезания резьб (резьбофрезерные), для нарезания зубьев на шестернях (зубофрезерные) и другие.
Вертикально-фрезерный станок FP-48SPN
Вертикально-фрезерный станок FP-48SPN предназначен для обработки деталей или корпусов из различных материалов в условиях мелкосерийного производства, а так же в ремонтных мастерских.
В данной модели предусмотрена тонкая подача шпинделя и регулировка глубины сверления. На станке можно выполнять сверление, фрезерование, нарезку резьбы и другие операции обработки осевым режущим инструментом.
Характеристика станка
Напряжение 400В
Потребляемая мощность 1500Вт
Макс. диаметр сверления 45мм
Диапазон оборотов шпинделя 80-1250 об/мин (6ст.)
Угол наклона фрезерной головки ±90 градусов
Размер стола 800х240мм
Размер основания 400х635мм
Общая высота 1400мм
Конус шпинделя Мк4
Поперечный ход стола 205мм
Продольный ход стола 585мм
Ход шпинделя 130мм
Вылет шпинделя 260мм
Макс. расстояние от шпинделя до стола 425мм
расстояние от шпинделя до стола 425мм
Одно деление нониуса – продольный ход 0,02мм
Одно деление нониуса – поперечный ход 0,02мм
Одно деление нониуса – тонкая подача шпинделя 0,02мм
Т-образный паз стола 16мм
Масса 310кг
Основные узлы и детали оборудования.
1. Электродвигатель главного привода.
2. Фрезерная головка с коробкой передач.
3. Пульт управления.
4. Ручка переключения диапазона скоростей шпинделя.
5. Ручка переключения скорости вращения шпинделя.
6. Шпиндель.
7. Ручка зажима подачи шпинделя.
8. Защитный экран.
9. Стол.
10. Маховик ручной поперечной подачи стола.
11. Маховик ручной продольной подачи.
12. Ручка перемещения фрезерной головки.
13. Ручка подачи шпинделя.
14. Маховичок микроподачи шпинделя.
15. Маховичок выбора скорости подачи шпинделя.
16. Стойка станка.
17. Основание.
Корпусные детали станка FP – 48 SP, стол 9 и основание 17 изготовлены из чугуна, что придаёт станку жёсткость и устойчивость к вибрациям.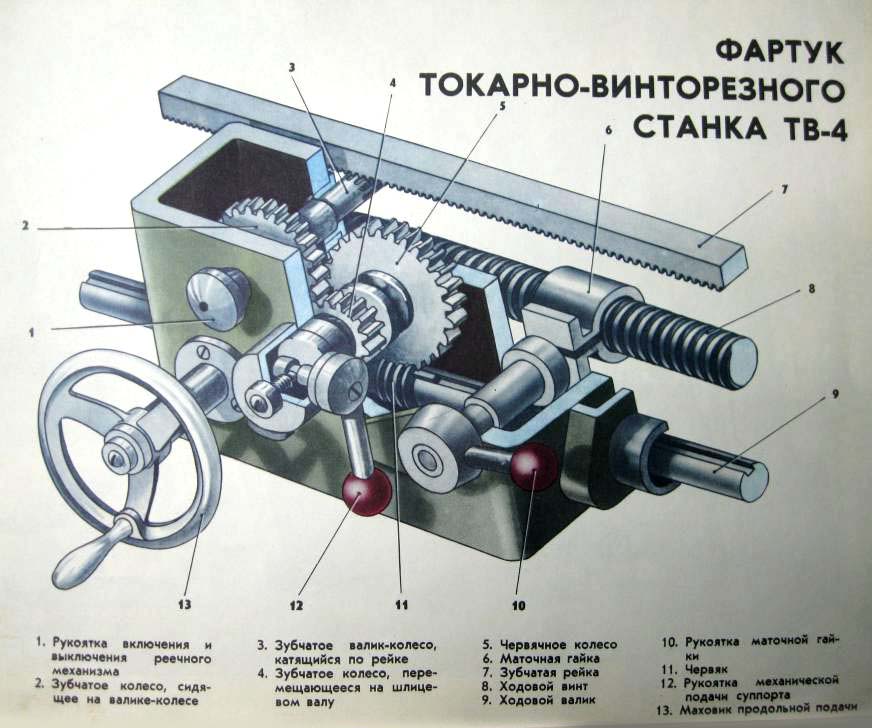 Главный привод фрезерного станка обеспечивается асинхронным двигателем 1, который соединён с коробкой передач. Фрезерная головка 2 с коробкой передач сконструирована так, что может наклоняться вправо и влево, на стойке фрезерного станка, для работы шпинделя под углом. Стойка фрезерного станка установлена на основании 17, составной частью которого является крестообразный подвижный стол. Продольная подача стола производится вручную с помощью моховика 11. Поперечная подача стола производится вручную с помощью моховика 10.Внимание! Перед первым включением станка на нём должны быть проведены пусконаладочные работы. Станок должен быть подключён к трёхфазной электрической сети с напряжением 380 В.
Главный привод фрезерного станка обеспечивается асинхронным двигателем 1, который соединён с коробкой передач. Фрезерная головка 2 с коробкой передач сконструирована так, что может наклоняться вправо и влево, на стойке фрезерного станка, для работы шпинделя под углом. Стойка фрезерного станка установлена на основании 17, составной частью которого является крестообразный подвижный стол. Продольная подача стола производится вручную с помощью моховика 11. Поперечная подача стола производится вручную с помощью моховика 10.Внимание! Перед первым включением станка на нём должны быть проведены пусконаладочные работы. Станок должен быть подключён к трёхфазной электрической сети с напряжением 380 В.
Ручками 2 и 3 переключения скорости вращения шпинделя выберите самые низкие обороты. Переключателем режимов работы станка выберите режим сверления. Кнопкой 3 (См. рис. ниже) включения вращения шпинделя по часовой стрелке в режиме сверления включите станок, в случае, если нет посторонних звуков, постепенно увеличивайте обороты шпинделя. Установив максимальные обороты шпинделя, оставьте работать станок без нагрузки в течение 15 минут.
Установив максимальные обороты шпинделя, оставьте работать станок без нагрузки в течение 15 минут.
Внимание! Не переключайте скорость вращения шпинделя до полной его остановки!
В случае возникновения каких-либо проблем свяжитесь с сервисной службой компании «ПРОМА» для получения консультаций или для заказа технического обслуживания вашего оборудования.
1. Тумблер переключения режимов работы станка (Сверление / нарезание резьбы).
2. Кнопка включения вращения шпинделя против часовой стрелки в режиме сверления.
3. Кнопка включения вращения шпинделя по часовой стрелке в режиме сверления.
4. Кнопка выключения вращения шпинделя в режиме сверления.
5. Кнопка включения вращения шпинделя против часовой стрелки в режиме сверления.
6. Кнопка включения вращения шпинделя по часовой стрелке в режиме сверления.
7. Кнопка выключения вращения шпинделя в режиме сверления.
8. Кнопка аварийного выключения станка.
9. Индикаторная лампа наличия напряжения на станке.
Индикаторная лампа наличия напряжения на станке.
Шпиндель фрезерного станка 6Н83
Шпиндель фрезерного станка 6Н83 смонтирован на трех подшипниках. В передней и средней опорах расположены роликовые конические подшипники, в передней-класса А, в средней — В, а в задней — шариковый класса В. Третья опора повышает виброустойчивость шпиндельного узла. Зазоры в опорах устраняются с помощью гайки 1 при стягивании внутренних колец подшипников. При наличии осевых нагрузок, направленных от задней опоры к передней, передний подшипник разгружается, что снижает его жесткость. При температурном удлинении шпинделя уменьшается натяг в обоих конических подшипниках.
Шпиндель фрезерного станка имеет различные скорости вращения, регулируемые коробкой скоростей.
Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки.
Устанавливать на шпиндель фрезерного станка более трех проушечных дисков для фрезерования рамных шипов и проушин запрещается.
Перед установкой на шпиндель фрезерного станка фрезы обязательно балансируются. Широко применяется балансировка фрез на шлифованных призматических линейках, установленных на массивных опорах
С какой частотой вращается шпиндель фрезерного станка, если скорость резания равна 90 м / мин, а диаметр фрезы 80 мм.
На определенных скоростях оборотов шпинделя фрезерного станка, освещаемого обычной лампой накаливания, его вращение становится незаметным.
Наиболее точное центрирование на шпинделе фрезерного станка обеспечивают фрезерные головки с коническим посадочным отверстием.
Наиболее точное центрирование на шпинделе фрезерного станка обеспечивают фрезерные головки с коническим посадочным отверстием Крепление по фиг.
Почему на определенной частоте вращения шпинделя фрезерного станка в условиях цехового освещения его вращение становится незаметным.
На рис. 27 показана конструкция шпинделя фрезерного станка. Шпиндель 2 с помощью шариковых подшипников устанавливается в полом стакане суппорта станка. В верхней части шпинделя предусмотрено коническое гнездо 6 для закрепления насадки с режущим инструментом.
В верхней части шпинделя предусмотрено коническое гнездо 6 для закрепления насадки с режущим инструментом.
Наиболее точное центрирование фрезы на шпинделе фрезерного станка и, следовательно, наименьшее биение зубьев в работе обеспечивают фрезы с коническим посадочным отверстием.
Коробка скоростей для вертикально-фрезерного станка в основном используется в вертикально-фрезерном станке цементной производственной линии и вертикально-фрезерном станке средней скорости производственной линии угледобычи. Технические характеристики коробки скоростей для вертикально-фрезерного станка.
1.Коробка скоростей фрезерного станка вертикально-фрезерного принимает два этапа(коническая планетарная передача) ведущего типа, и фрезерный станок серии JLP принимает три этапа(коническая планетарная передача с параллельным валом) ведущего типа. Эти редукторы расцениваются как строительный материал промешленного стандарта со номером стандарта JC/T878.4-2001 по стандартизации комитета государственного управления промышленности строительных материалов.
2.Вертикально-фрезерный редуктор JLX-JLP серии связан с электрическим двигателем. Сначала мощность на входе горизонтальная и на выходе вертикальная. Затем ведущий километровый столб выполняет работу.
3. Коническая зубчатая шестерня, параллельная шестерня вала, солнечная шестерня, планетарная шестерня принимают цементирование и закалочную зубошлифованную технологию. Их твердость поверхности от 58 до 62HRC. Степень точности выше шестого класса (GB10095). Зубчатое колесо с внутренним зацеплением занимается повышением качества термообработки (280-320HB).
Ремонт коробки скоростей фрезерного станка.
Этапы ремонта коробки скоростей фрезерного станка
Важным рабочим элементом фрезерного станка является коробка скоростей – основной приводной механизм, передающий движение от электродвигателя. Ремонт коробки скоростей – трудоёмкий процесс, который может осуществляться как единичная операция, так и входить в комплексный капитальный ремонт фрезерных станков . Осуществляется ремонт в строго технологической последовательности и разбит на несколько этапов.
Ремонт коробки скоростей – трудоёмкий процесс, который может осуществляться как единичная операция, так и входить в комплексный капитальный ремонт фрезерных станков . Осуществляется ремонт в строго технологической последовательности и разбит на несколько этапов.
Техническое обоснование разборки и ремонта фрезерного станка
В процессе эксплуатации фрезерного станка могут выявиться признаки износа коробки скоростей, то есть утраты ею изначальных эксплуатационных качеств. Это может выражаться в сбое работы всего механизма или отдельных его узлов. Необходимость и целесообразность ремонта коробки скоростей определяется специалистами, осуществляющими техническое обслуживание станка.
Подготовка к ремонту коробки скоростей фрезерного станка
Перед тем, как начать ремонт коробки скоростей, специалист должен ознакомиться с технической документацией станка, указывающей на взаимодействие узлов каждого агрегата и их назначение. Особенное внимание нужно обратить на способы крепления отдельных деталей. Визуальный осмотр ремонтируемого узла, с целью выявления видимых дефектов, проводиться перед его разборкой. Составляются порядок, схема и технологическая метода, по которым будет произведены разборка, ремонт и сборка коробки скоростей.
Визуальный осмотр ремонтируемого узла, с целью выявления видимых дефектов, проводиться перед его разборкой. Составляются порядок, схема и технологическая метода, по которым будет произведены разборка, ремонт и сборка коробки скоростей.
До начала разборки, станок отключают от электропитания, освобождают площадку от вспомогательных механизмов и деталей, очищают сам станок от стружки, пыли, смазочных материалов и охлаждающей жидкости.
Разборка коробки скоростей на фрезерный станок
Разборка коробки скоростей – является важным этапом ремонтных работ. Необходимо знать, что вскрытие, частичный или полный разбор коробки нарушает плотность соединений. Производить демонтаж частей узла нужно с помощью специального инструмента. Следует следить за тем, чтобы в ходе демонтажа деталей не происходило перекосов, заклинивания или деформации сборных элементов ремонтируемого узла. При необходимости, для отделения отдельных частей механизма с усилием, можно применить удары молотком, но не напрямую по детали, а по промежуточным подставкам из дерева или мягкого металла.
Процесс начинают со съёма защитного кожуха, отсоединения коробки от шпиндельной бабки или передачи/муфты, которыми связана коробка со шпинделем. Так же следует убрать защитные ограждения и крышки для доступа к сборочным единицам.
Демонтируют реверсивный электродвигатель, клиноременную и зубчатую передачи, многодисковую электромагнитную муфту. Расположение взаимопараллельных деталей фиксируют с помощью впрессовки штифтов.
По ходу разборки ремонтируемого узла, демонтируемые детали маркируются и складываются в отдельные ёмкости. Маркировка производиться на нерабочих торцах деталей цифровыми обозначениями, которые дублируются на схеме. Это облегчает в дальнейшем процесс сборки узла.
Выявление нерабочих частей
После демонтажа всех деталей, производиться их очистка, промывка. Это позволяет выявить скрытые дефекты, сколы, трещины. Производиться дефектация деталей – оценка состояния частей, определение уровня их износа, с последующей сортировкой.
Ремонт и сборка
Следующий этап – замена нерабочих, восстановление изношенных деталей и подгонка их под ремонтируемый узел. Последующая сборка коробки скоростей осуществляется согласно схемам, составленным в ходе разборки, строго соблюдаются последовательность и нумерация деталей. Проверяются крепления, устанавливаются защитные приспособления.
Последующая сборка коробки скоростей осуществляется согласно схемам, составленным в ходе разборки, строго соблюдаются последовательность и нумерация деталей. Проверяются крепления, устанавливаются защитные приспособления.
Подготовка к эксплуатации коробки скоростей на фрезерный станок
После восстановления, необходимо произвести монтаж коробки скоростей на фрезерный станок, подключить её к плунжерному насосу, обеспечивающему смазку деталей. Возможно, понадобиться дополнительная регулировка коробки скоростей.
Произвести комплексный ремонт станка в Ярославле могут квалифицированные специалисты нашей компании ООО «ПКФ РемСтан».
Фрезерные станки для обработки деталей редуктора ветряных электростанций
Машины
ФОКС Т
ОРИКС Т
АКСИА
ФОКС
ВЕРСА
ОРИКС
Подпишитесь на нашу рассылку
Компания *
Страна *
AfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzechiaDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БиссауГайанаГаитиОстров Херд d and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthelemySaint Елена, Вознесение и Тристан-да-КуньяСент-Китс и НевисСент-ЛюсияСент-Мартин (французская часть)S aint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Арабские ЭмиратыСоединенное Королевство Великобритании и Северной ИрландииМалые отдаленные острова СШАСоединенные Штаты АмерикиУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Эл. адрес *
адрес *
Этот сайт защищен reCAPTCHA, и к нему применяются Политика конфиденциальности и Условия обслуживания Google.
*
Я прочитал и принимаю политику конфиденциальности и условия использования
Конфигурация файлов cookie
Выберите из следующих вариантов, какие файлы cookie вы хотите сохранить, для этого активируйте те, которые вы хотите получать, и деактивируйте остальные. Вы также можете включить / отключить все, нажав на соответствующую опцию.
Настройки файлов cookie сохранены правильно.
Произошла ошибка при сохранении настроек cookie.
Принять/отклонить все файлы cookie
Аналитические файлы cookie
Файлы cookie, которые хранят неличную информацию для записи статистической информации о посещениях Интернета.

Маркетинговые файлы cookie
Файлы cookie, необходимые для определенных маркетинговых действий, включая просмотр видео с таких платформ, как YouTube, Vimeo и т. д.
Файлы cookie социальных сетей
Файлы cookie, связанные с отображением информации из социальных сетей или с обменом веб-контентом в социальных сетях.
Общие | Необходима рекомендация по вязкости коробки передач фрезерного станка | Практик-механик
Элки
Пластик
#1
Здравствуйте,
У меня есть фрезерный станок MAS FU 2A, который я чищу и обслуживаю. Одной из следующих работ в списке дел является промывка коробок передач и заливка нового масла.
Не удалось выяснить, какое масло рекомендует производитель. То, что получилось, я могу описать только как Mystery Oil. Возникло справедливое подозрение, что он был заправлен тем, что было под рукой.
Вероятно, я выберу MOBIL DTE или Shell Omala S2. Они, без сомнения, лучше всего, что было доступно, когда машина была новой.
Но вот что я понятия не имею, какой класс вязкости должен входить в класс . Мое предположение, что это, вероятно, находится в диапазоне 68 — 100 — 150 .
Вот почему я хотел бы знать , что другие используют в своих фрезерных станках Скорость шпинделя Коробка передач и Коробка передач с механической подачей
Заранее спасибо, любая помощь или совет приветствуются.
Фил в Монтане
Нержавеющая сталь
#2
Не используйте Mystery Oil, в основном ацетон ….Фил
павт
Нержавеющая сталь
#3
Фил из Монтаны сказал:
Не используйте Mystery Oil, в основном ацетон.
…Фил
Нажмите, чтобы развернуть…
Я почти уверен, что он не имел в виду марку, масло чуда. Скорее, он имел в виду, что вытекшее масло является загадкой.
Карлхеррнштайн
Алюминий
#4
Я бы начал с ISO68, если есть протечки, залейте более густое масло.
ослепление
Нержавеющая сталь
#5
Привет
Я прошел через эту эпопею на своих машинах. Я дошел до консультации с трибологом в крупной нефтяной компании.
Вы уже сказали, что современные масла лучше, чем все, что было в наличии, когда машина сошла с завода.
Я использую редукторное масло класса ISO68 или 90 без противозадирных присадок. Масло EP содержит серу и другие продукты, которые разъедают материалы типа латуни/бронзы.
Дазз
JS
Нержавеющая сталь
#6
Мое предложение: ConocoPhillips Syncon R&O 46 или 68. …..Работает 150 в HBM
…..Работает 150 в HBM
АльфаГТА
Алмаз
#7
Тип и вязкость масла зависят от того, что оно смазывает. Если ваша коробка передач также смазывает подшипники шпинделя, то, по моему мнению, вам нужно что-то более легкое, а не трансмиссионное масло.
Рекомендовать AW 46 (противоизносное гидравлическое масло) Содержит присадки для предотвращения износа шестерен, и оно достаточно легкое, чтобы быть хорошей смазкой для близко вращающихся подшипников шпинделя…. не влияет на бронзовые втулки.
Ура Росс
Элки
Пластик
#8
Спасибо за предложения.
Да, насчет загадочного масла, я имел в виду, что это загадка, что это за масло. Вышло достаточно густое масло.
Но машина тоже немного плачет на некоторых крышках и валах. Ничего, что я не могу исправить. Вероятно, они дополняли его многочисленными видами различных масел.
Эй, по крайней мере, в нем было масло, и, насколько мне известно, он не высох. Когда я промываю его керосином, я ожидаю обнаружить множество утечек, которые собираюсь устранить.
Я, скорее всего, выберу MOBIL DTE Heavy Medium или DTE Heavy, также у меня есть местный поставщик. Это всегда удобно.
DTE Heavy Medium — это 68, а DTE Heavy — 100. Не могу найти никакой информации о том, является ли DTE Heavy Medium маслом без противозадирных присадок или нет. DTE Heavy рекламируется как масло без противозадирных присадок. Можно предположить, что это то же самое для его родного брата? Потому что я думаю, что 68 лучше подойдет после просмотра типов масел, рекомендованных в постах выше 9. 0007
0007
Элки
Пластик
#9
Мои поиски в Google привели к предложению гидравлического масла Shell Tellus S2 46 для некоторых коробок передач машин.
К сожалению, я не нашел никакой информации от производителя об этой машине. Лучше всего было бы полагаться на то, что из этого получилось, что также ненадежно.
Масло вышло довольно густое, я полагаю, они добавили более густое масло из-за просачивания.
Хммм, да
