Устройство резака пропанового: Газовый резак: устройство, виды, особенности выбора
Содержание
Газовый резак: устройство, виды, особенности выбора
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
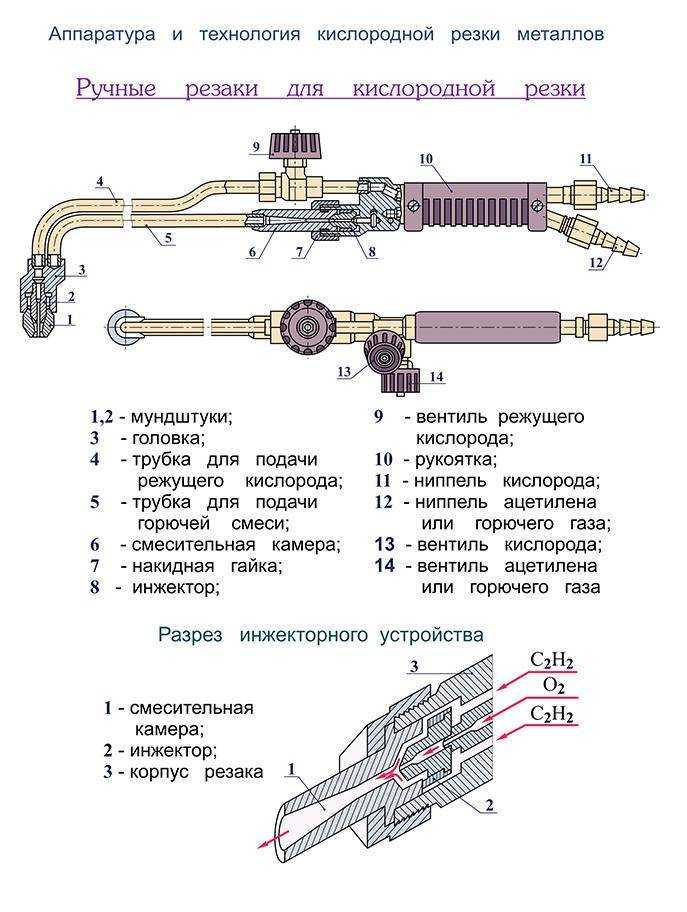
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
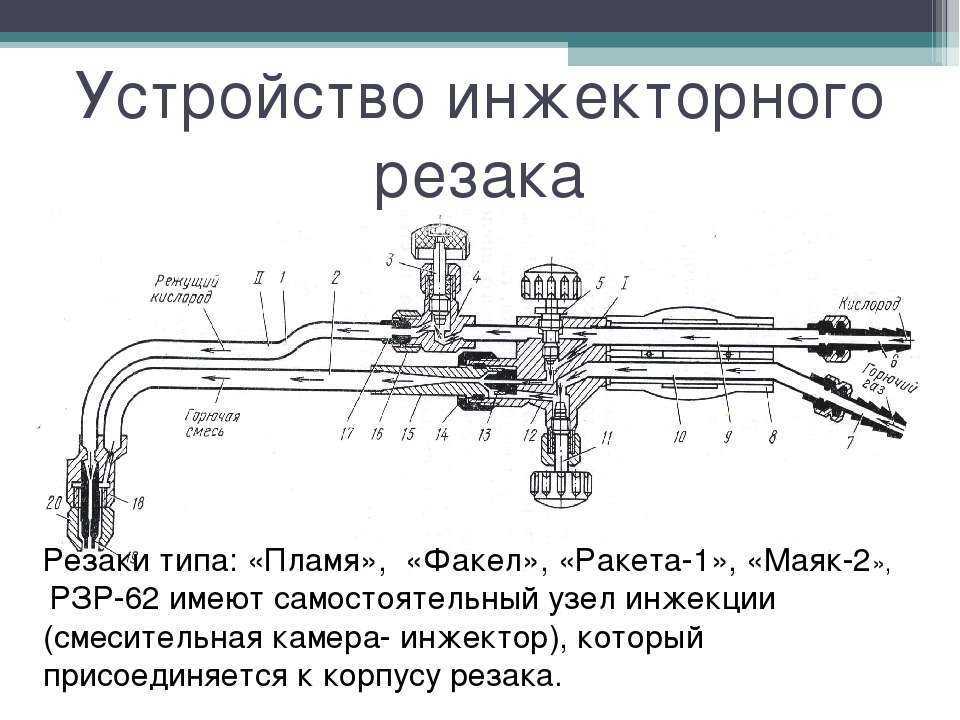
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
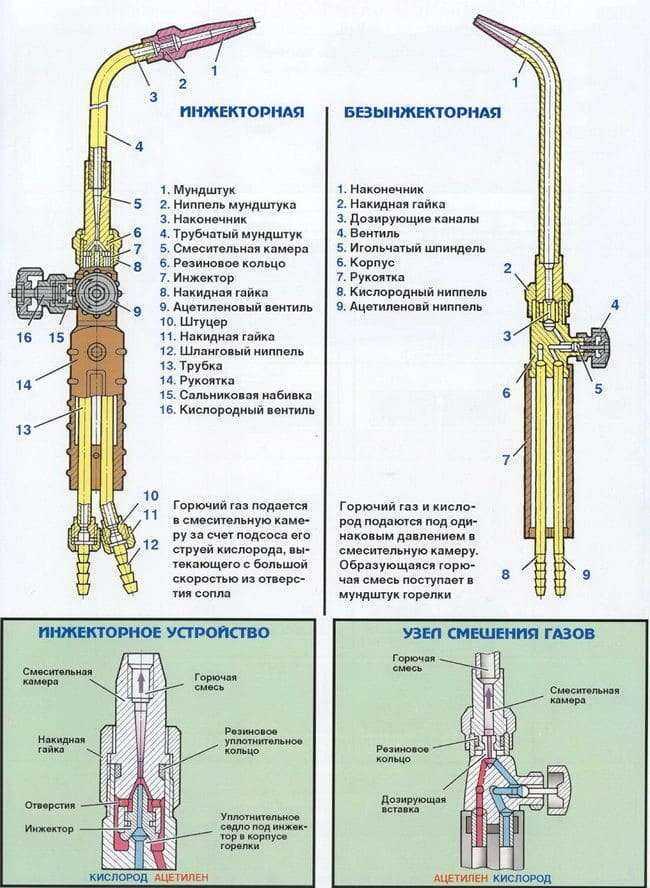
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.
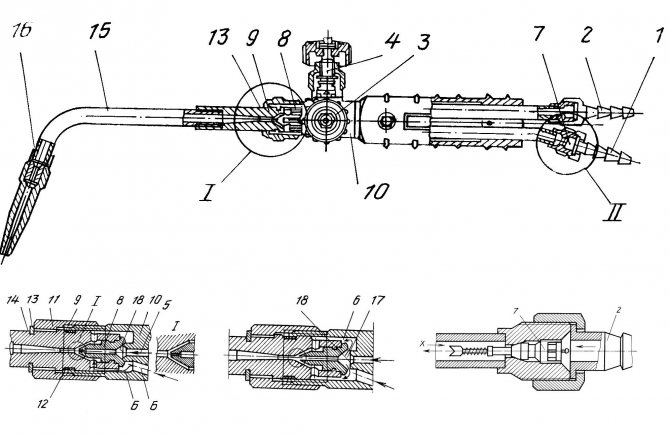
Фото 2. Внешний вид инжекторной газокислородной горелки
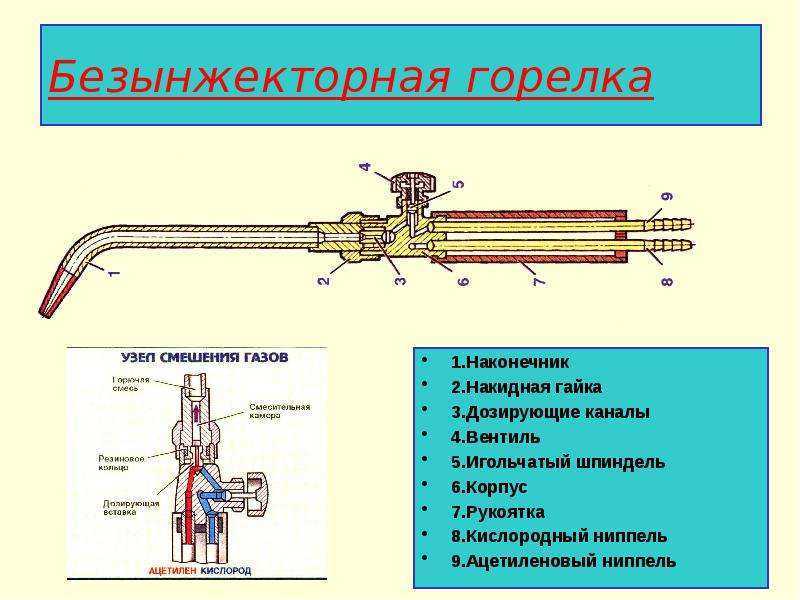
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки.
 Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.

- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
Правила выбора:
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий.
 Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
Ее размер должен быть не менее 40 мм, чтобы был удобный обхват. - Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
Последовательность работ:
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
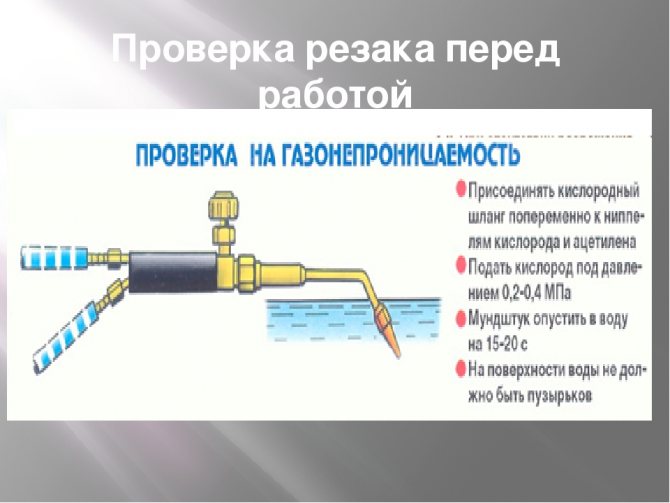
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.
Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.

- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.
Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
цены, оптом в ПТК 001.020.174
Резак пропановый Р3П-03Р предназначен для ручной разделительной резки листового и сортового металла из низкоуглеродистых сталей толщиной до 300 мм. На резаке установлена ручка из высокотемпературного штампованного пластика, выдерживающая температуру до 200°С, благодаря чему можно работать в тонких рукавицах.
Запорные вентили изготовлены из нержавеющей стали. На штоке вентилей установлен уплотнитель из фторопласта. Данная конструкция позволяет легко подтянуть сальниковую гайку, чтобы добиться необходимого плавного открытия вентилей.
Резак поставляется в сборе с внутренними латунными мундштуками №2П, 3П, 4П с шлицевыми пазами для выхода подогревающего пламени и медным наружным №1П. Давление газа на входе и расход зависит от установленного внутреннего мундштука. В руководстве по эксплуатации указаны ориентировочные данные.
Маркировка внутренних мундштуков и толщина разрезаемого металла:
- №1П (8–15 мм) – мундштук не входит в комплект поставки к резаку, приобретается отдельно.
- №2П (15–30 мм)
- №3П (30–50 мм)
- №4П (50–100 мм)
- №5П (100–200 мм) – мундштук не входит в комплект поставки к резаку, приобретается отдельно.
- №6П (200–300 мм) – мундштук не входит в комплект поставки к резаку, приобретается отдельно.
Маркировка наружных мундштуков:
- №1П (до 200 мм) — медный наружный мундштук №1П предназначен для внутренних мундштуков №1П, 2П, 3П и 4П.
- №2П (200–300 мм) — медный наружный мундштук №2П предназначен только для внутренних мундштуков №5П и 6П. Мундштук не входит в комплект поставки к резаку, приобретается отдельно.
Особенности резака пропанового Р3П-03Р:
- Резак с клапаном кислорода режущего (КР).
- Резак укомплектован ниппелями, что позволяет использовать резинотканевые рукава с внутренним диаметром 6 и 9 мм без дополнительных переходников, накидными гайками M16х1,5 для подачи кислорода и M16х1,5LH для подачи пропана.
- Товар поставляется в индивидуальной упаковке, что исключает бой и обеспечивает сохранность комплектации во время транспортировки и хранения на складе.
- Для защиты от противотока газа, а также от обратного удара пламени рекомендуется устанавливать клапана КОК (кислород) и КОГ (горючий газ) на входные штуцеры резака.

Комплектация:
- Резак пропановый Р3П-03Р – 1 шт.
- Мундштук наружный пропановый №1П – 1 шт.
- Мундштук внутренний №2П, 3П, 4П – по 1 шт.
- Ниппель универсальный диаметром 6/9 мм – 2 шт.
- Гайка накидная M16х1,5 – 1 шт.
- Гайка накидная M16х1,5LH – 1 шт.
- Руководство по эксплуатации – 1 шт.
Технические характеристики
| Применяемый горючий газ: | Пропан-Бутан |
| Толщина разрезаемого металла, мм: | до 300 |
| Давление кислорода на входе, МПА (кгс/см²): | 3,0–10,0 |
| Давление пропана на входе, МПА (кгс/см²): | 1,0–1,5 |
| Расход кислорода, м³/ч: | 3,0–33,2 |
| Расход пропана, м³/ч: | 0,41–1,92 |
| Угол наклона головки резака: | 90° |
| Длина резака, мм: | 580 |
| Вес нетто, кг: | 0,76 |
| Габариты резака в сборе, мм: | 520х10х80 |
| Вес брутто, кг: | 0,84 |
| Размер индивидуальной упаковки, мм: | 560х160х60 |
Документы
Гусеничные резаки / Труборезы / Фаскорезы
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
Комплект газорезательной горелки BLUEROCK CG-30 — моторизованная горелка с гусеницей 12 футов в комплекте
CG-30 ГАЗОВАЯ РЕЗКА ПОРТАТИВНАЯ ГУСЕНИЧНАЯ ГОРЕЛКА
от BLUEROCK® Инструменты
Увеличить pСейчас:
$899,00
Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
BLUEROCK CG-211C Моторизованный магнитный станок для резки труб Газовая горелка Резак Набор
BLUEROCK ® Tools Модель CG-211C СТАНОК ДЛЯ РЕЗКИ ТРУБ
Повышение производительностиСейчас:
1 183,00 долл.
 США
СШАБыстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
BLUEROCK CG-211Y Ручная труборезная машина для снятия фаски с газовой горелкой Комплект резаков для резки труб
CG-211Y СТАНОК ДЛЯ РЕЗКИ ТРУБ, ПОРТАТИВНАЯ ГУСЕНИЧНАЯ ГОРЕЛКА
Повышение производительности за счет точной резки трубТеперь:
$594,00
Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
BLUEROCK CG-211C Стартовый набор направляющих ремня со стальной лентой для точных вертикальных и горизонтальных разрезов
BLUEROCK CG-211C Набор направляющих стальной ленты
Технические характеристики:2,5 метра (98 дюймов) Сталь b
Сейчас:
$399,00
Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
Цепь BLUEROCK CG-211Y Extra 3 метра / 118 дюймов для ручной машины для резки труб, газовой горелки
Цепь BLUEROCK ® CG-211Y Extra 3 метра / 118 дюймов для ручной резки труб, снятия фаски Machi
Сейчас:
$149.
 00
00Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
ВОССТАНОВЛЕННЫЙ BLUEROCK CG-211C Моторизованный магнитный станок для резки труб Газовая горелка Резак для резки труб
Наши отремонтированные инструменты могут иметь незначительные потертости, дефекты, признаки легкого использования и/или быть переупакованы. А
Сейчас:
$1049,00
Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
Запасные гусеницы BLUEROCK для гусеничного резака CG-30 — горелка для резки металла
ЗАПАСНАЯ ТРАССА для гусеничного резака CG-30 — гусеничная горелка для резки металла от BLUEROCK® Tools
Это
Сейчас:
$204,00
Быстрый просмотр
ИНСТРУМЕНТЫ BLUEROCK
Режущие насадки для CG-30, CG-211, CG-211Y ВСЕХ РАЗМЕРОВ G02 Ацетилен и G03 Пропан
Ацетиленовые и пропановые насадки для резаков BLUEROCK CG-30, CG-211, CG-211Y
Пл
Сейчас:
$15,95
Lil Orbits Propane Model SS-2400 GSII с воронкой HP2404 Mini 2400 в час
LI Орбиты
12 828 долларов США 00
12 828,00 долларов СШАЦена за единицу за
Сэкономьте 2 180,76 долларов США
Стоимость доставки рассчитывается при оформлении заказа.
Название по умолчанию — 12 828,00 долларов США. Количество
СОВЕРШЕННО НОВАЯ газовая машина SS2400-GII была переработана, чтобы соответствовать последним канадским газовым стандартам, а также текущим стандартам ETL и NSF.
Система быстросменных бункеров
Используя систему быстросменных бункеров, машина SS2400 может производить пончики 4 разных размеров. Просто замените комбинацию чаши бункера и поршня, чтобы получить другой размер.
Вот что вы можете производить:
- Двойной бункер SS2404 производит 2400 мини-пончиков в час (диаметром 1–5/8 дюйма или 41 мм)
- Бункер HP14S производит 560 маленьких пончиков в час (диаметром 2-1/4 дюйма или 57 мм)
- Бункер HP716S производит 480 средних пончиков в час (диаметром 2-1/2 дюйма или 63 мм)
- Бункер HP916S производит 360 больших пончиков в час (диаметром 3 дюйма или 76 мм)
Характеристики
- Надежная конструкция.
 .. работает со стандартным баллоном с пропаном. Включает множество отказоустойчивых устройств для предотвращения неправильного использования. Все газовые компоненты перечислены в списке A.G.A. Все электрические шкафы перечислены в ETL. Протестировано на соответствие стандартам CSA/TSSA и NSF.
.. работает со стандартным баллоном с пропаном. Включает множество отказоустойчивых устройств для предотвращения неправильного использования. Все газовые компоненты перечислены в списке A.G.A. Все электрические шкафы перечислены в ETL. Протестировано на соответствие стандартам CSA/TSSA и NSF. - Quick Hookup… Просто наполните машину маслом, подсоедините газовую линию к баллону с пропаном, подключите кабель питания к специально разработанному инвертору, который питается от 12-вольтовой батареи, и готово.
- Полностью автоматизирован… готовит с обеих сторон, а затем автоматически переворачивает приготовленный продукт на приемный лоток.
- Простота в эксплуатации… новый оператор может стать квалифицированным за считанные минуты! Обучающее видео прилагается к машине.
- Переменная скорость… Твердотельный регулятор скорости варьируется от 1 пончика в минуту до 2400 пончиков в час.