Устройство станка токарного 16к20: Токарный станок 16К20: устройство,характеристика,схемы станка
Содержание
Токарно-винторезный станок 16к20 | ИП Юлдашева Т.А.
Технические характеристики
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт.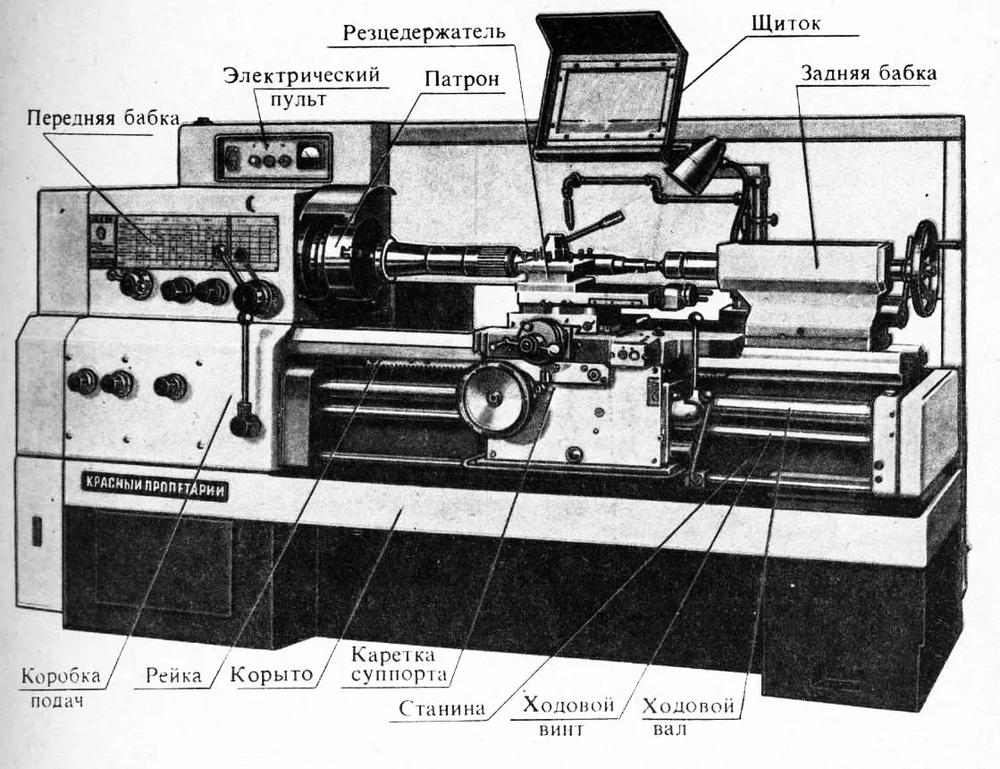 Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025. .1,4 .1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
О станке
Станок токарно-винторезный 16К20 универсальный предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб.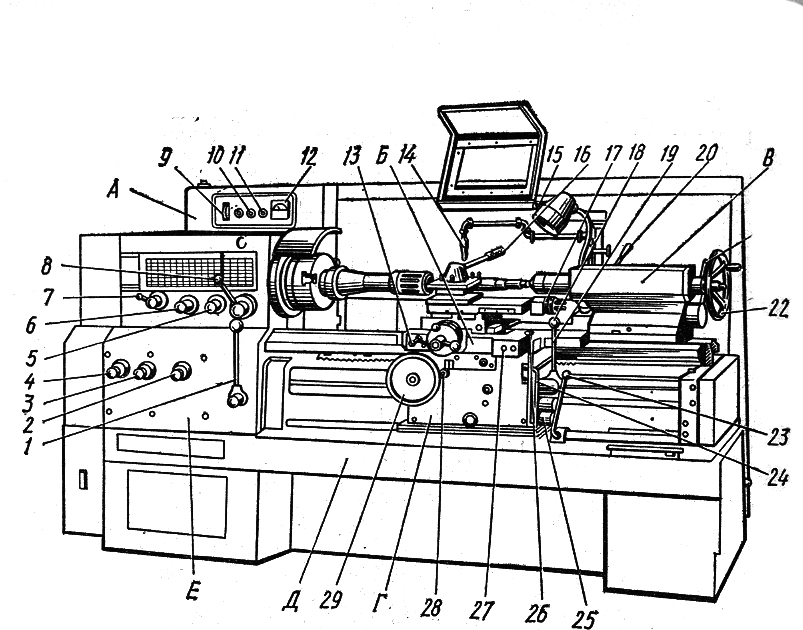 Обрабатываемые детали устанавливаются в центрах или патроне.
Обрабатываемые детали устанавливаются в центрах или патроне.
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Механизм шпиндельной бабки станка позволяет получить 4 ряда чисел оборотов шпинделя: два ряда с пределами 12 40 и 50 160 об/мин, при включенных переборах 1:32 и 1:8 и два ряда с пределами 200 630 и 500 1600, при включенных переборах 1:2 и 1,25:1. В этом случае переборы 1:32 и 1:8 выключаются.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка 16К20
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС)
К – поколение станка или обозначение завода — производителя:
А, К — Станкостроительный завод Красный Пролетарий
Б — Средневолжский станкостроительный завод
В — Астраханский станкостроительный завод
ВТ — Витебский станкостроительный завод
Д — Алма-Атинский станкостроительный завод им. 20-летия Октября
Е, Л- Ереванское станкостроительное ПО
20 – высота центров над станиной (220 мм)
Буквы в конце обозначения модели
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Модификации токарного винторезного станка 16К20
1Д62М – первая модель серии станков с высотой центров 200 мм ДИП200
1А62 – следующая модель серии, станок выпускался на поточной линии с 1949 по 1956 год.
1А625 — станок с увеличенным диаметром обработки (500 мм), выпускался Фрунзенским машиностроительным заводом В.И. Ленина, г. Фрунзе (в настоящее время г.Бишкек)
1Б62 — следующая модель серии, станок выпускался в 60-е годы
1К62 — станок заменил модель 1А62 и выпускался с 1956 года по 1971 год. Выпускался, также, Челябинским станкостроительным заводом им. Орджоникидзе
1К625 — станок с увеличенным диаметром обработки (500 мм)
16К20, 16К25 — следующее поколение серии, станок заменил модели 1К62 и 1К625, выпуск станков начался в 1971 году. В связи с выпуском новой модели в 1972—73 проводилась реконструкция завода. Производство станков модели 16к20 прекращено в середине 80-х.
16Л20, 16Л20П, 16Л20К — станок выпускался Ереванским станкостроительным заводом им. Дзержинского
16К20М — станок токарный механизированный продукционный
Начал выпускаться с 1975 года. Станок предназначен для обработки при помощи гидрокопировального устройства наружных, внутренних и торцовых поверхностей ступенчатого и криволинейного профиля в центрах или патроне, а также для нарезания резьб.
Станок применяется в серийном и крупносерийном производстве на предприятиях машиностроения, точного машиностроения, приборостроения, централизованного ремонта техники и выпуска запчастей, специализированных инструментальных производств.
Станок обладает возможностями высокопроизводительной пооперационной и окончательной обработки в полуавтоматическом цикле широкой номенклатуры деталей нормальной точности.
Станок создан на базе серийно выпускаемого станка модели 16К20 с высокой степенью унификации функциональных узлов и деталей и обладает жесткостью, устойчивостью, точностью, безопасностью работы и долговечностью.
Наличие гидрокопировального устройства заднего расположения и нормального переднего суппорта расширяет технологические возможности станка. Первую деталь можно изготовить как на обычном универсальном станке и использовать ее в качестве образца или плоского шаблона.
В зависимости от наладки на станке устанавливается поводковый патрон с плавающим центром или с электромеханическим зажимом.
Задняя бабка с зажимом пиноли при помощи электромеханического привода и патроны с электромеханическим зажимом позволяют повысить производительность труда в 1,6 раза по сравнению с базовой моделью за счет сокращения вспомогательного времени.
16К20Г — станок нормальной точности с выемкой в станине
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
16К20ВФ1 — станок высокой точности с цифровой индикацией
Станок предназначен для выполнения разнообразных чистовых токарных работ с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали, а также нарезания метрической, дюймовой, модульной и питчевой резьб.
Область применения станка — единичное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей.
Класс точности станка — В, достигаемая шероховатость поверхности Ra 0,32 мкм.
Гидростатические опоры шпинделя обеспечивают стабильность точностных параметров обработанного изделия и длительную стойкость режущего инструмента. Плавность перемещения каретки при минимальной подаче обеспечивается с помощью поддува сжатого воздуха под направляющие каретки.
Механизированное перемещение верхней части суппорта повышает производительность труда, точность и чистоту обработки. На станке с использованием устройства цифровой индикации улучшены условия настройки на диаметральный размер.
Устройство цифровой индикации контролирует перемещение поперечного суппорта и на цифровом табло показывает его положение относительно произвольно выбранного станочником начала координат.
Основные преимущества устройства цифровой индикации
отсчет показаний с круговых лимбов и линейных шкал заменяется фиксированием размеров на одной цифровой шкале;
устраняется необходимость в проведении рабочим арифметических расчетов, которые обычно выполняются в уме, либо на бумаге при выборе начального положения;
устраняется необходимость в проведении интерполяции.
Средний уровень звука А не превышает 80 дБА.
Корректированный уровень звуковой мощности рА не превышает 96 дБА.
Российские и зарубежные аналоги токарного станка 16К20
МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20, 16В20П — Ø 445 — производитель Астраханский станкостроительный завод
МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
КА-280 — Ø 400 — производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co. , Ltd. SMTCL Китай
, Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
CU400, CU400M, C400TM — Ø 440 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
16К20 — универсальный токарно-винторезный станок
16К20 — универсальный токарный станок
Токарно-винторезный станок 16К20 предназначен для выполнения широкого спектра токарных работ с деталями наиболее типичных размеров: обтачивания, расточки цилиндрических и конических поверхностей, сверления, зенкерования и т.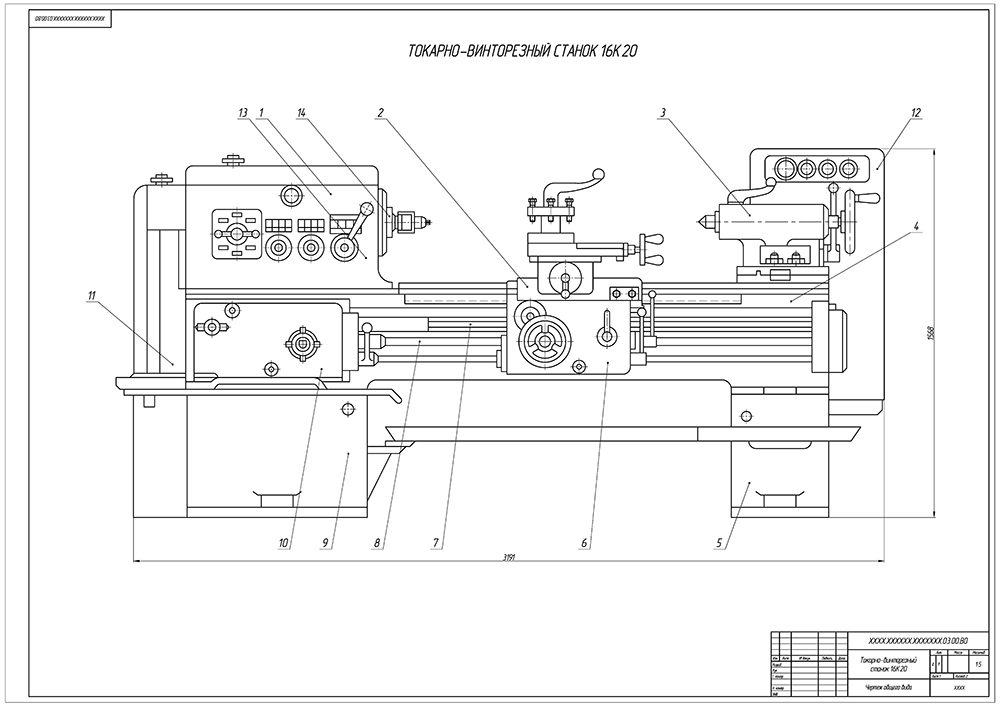 п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.
п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.
Массово станок 16К20 производился на Московском станкостроительном заводе «Красный пролетарий» им.А.И.Ефремова с 1971 по 1988 год. Изначально он пришёл на смену уже устаревшему тогда агрегату 1К62. Первая экспериментальная партия была выпущена в 1971 году. В 1972 году токарно-винторезный станок был удостоен золотой медали на промышленной ярмарке в Лейпциге. А к концу 1973 года агрегат вышел в массовое производство.
За эти годы токарный станок 16К20 стал самым распространённым токарно-винторезным станком сначала в СССР, а позже на территории СНГ и сопредельных государств. Позже его заменили на новый универсальный агрегат МК056, который по праву стал его приемником.
Особенности станка 16К20 и принцип работы:
- Жесткая станина, выполненная в коробчатой форме, стоит на основании монолитного типа, она снабжена шлифованными калеными направляющими;
- Детали, подвергаемые токарной обработке, крепятся в патроне либо в центрах;
- Стабильность фиксации резца в агрегате обеспечивается особой конструкцией его держателя;
- Шпиндель установлен на подшипниках качения прецизионной группы;
- Безопасность использования оборудования гарантируется комплексом блокировочных и ограждающих механизмов;
- Простота установления показателя передвижения поперечных и резцовых салазок при эксплуатации обеспечена линейками (масштабными), которые оснащаются визирами;
- На фартуке установки имеется качественное устройство отключения подачи суппорта.

В конструкции токарного станка 16К20 шпиндель устанавливается на специальные прецизионные подшипники качения, которые требуют регулировки в процессе эксплуатации. Благодаря такой конструкции обеспечивается требуемая жесткость, а так же высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 имеет класс точности Н, которая будет обеспечиваться даже в режиме ударных нагрузок.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″).
Включение, отключение, реверс и торможение шпинделя при работе станка выполняются без остановки электродвигателя за счёт фрикционной муфты, которая управляется двумя сблокированными рукоятками, имеющими три положения:
- Нейтральное положение — торможение шпинделя ленточным тормозом, отключение от входного вала;
- Правое положение — реверс шпинделя, работа в обратном направлении;
- Левое положение — шпиндель работает в прямом направлении;
При этом двигатель вращается в одном направлении не останавливаясь.
С помощью правой рукоятки на шпиндельной бабке станка механизм коробки скоростей позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. А в каждом диапазоне левой рукояткой можно выбрать одну из шести скоростей, благодаря чему шпиндель получает 4 х 6 = 24 скорости, две из которых — 500 и 630 об/мин. — повторяются.
Выходной вал коробки скоростей токарного станка соединен с коробкой подач с помощью сменных зубчатых колес, что позволяет перемещать суппорт в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьбы. А для того, чтобы без проблем нарезать точную резьбу конструкция имеет непосредственное соединение ходового винта с входным валом коробки подач.
Суппорт станка 16К20 имеет масштабные линейки с визирами, помогающими определить величину перемещения резцовых и поперечных салазок при работе. При этом удачная конструкция резцедержателя улучшает стабильность фиксации.
Фартук 16К20 имеет специальный механизм выключения подачи суппорта — падающий червяк. Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Применение на производстве
На сегодняшний день токарно-винторезный станок 16К20 по своим характеристикам относится среднему классу. Диаметр заготовки над станиной — Ø 400 мм, РМЦ — 710, 1000, 1400, 2000 мм. Для обработки прутка в шпинделе предусмотрено сквозное отверстие Ø 52 мм (максимальный диаметр прутка Ø 50 мм).
Применяется модель, как правило, в ремонтных и инструментальных производственных цехах, либо на единичном и мелкосерийном производстве, обычно при выполнении чистовых и полу-чистовых работ.
Виды выполняемых станком 16К20 работ и операций:
- обтачивание
- растачивание
- сверление
- зенкерование
- развертывание
- подрезка торцов
- нарезание резьб
Основные преимущества универсального токарного станка 16К20 — это надежность, выносливость, отличная производительность, точность обработки, простота обслуживания. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Все о маслах для токарных станков и способах их использования
Главная > Блог > Без рубрики > Все о маслах для токарных станков и способах их использования
Станки имеют ряд сложных движущихся частей, и токарные станки не являются исключением. В передней бабке токарного станка есть двигатель, приводящий в движение шпиндель, который может вращаться тысячи раз в минуту.
Добавьте к этому направляющую для задней бабки на станине токарного станка, и вы получите множество движущихся частей, все из которых создают трение — и теоретически им требуется немного масла, чтобы все двигалось.
Так какое масло использовать? Требуются ли для токарных станков специальные масла, и если да, то что делает их особенными? В этом посте мы немного расскажем о маслах для токарных станков, что они из себя представляют и как их использовать.
Различные масла для вашего токарного станка
Сначала короткая версия: вы не можете просто залить старое моторное масло в свой токарный станок и назвать его хорошим. Вам понадобится определенная вязкость вашего масла, и вы захотите, чтобы оно соответствовало определенному стандарту.
Эти стандарты установлены Международной организацией по стандартизации (ISO), и во всей отрасли применяются одни и те же стандарты. Это немного упрощает ситуацию; вам просто нужно определить, какая вязкость масла вам нужна для вашего токарного станка, и найти масло, соответствующее этому стандарту.
Немного запутались в стандартах масла? Узнайте больше информации здесь :
Какова рекомендуемая вязкость масла для токарных станков? Предпочтительным стандартом для большинства машинистов является гидравлическое трансмиссионное масло без моющих присадок ISO 68. Смущенный? Давайте немного разберемся.
ISO 68
Как уже упоминалось, это относится к вязкости масла, измеренной по стандартам ISO. Правильная вязкость масла имеет решающее значение для обеспечения того, чтобы масло достигало всех необходимых деталей и обеспечивало их плавное движение.
Гидравлика
Гидравлические масла и гидравлические жидкости способствуют передаче мощности в гидравлических системах. Они также, как правило, основаны на минеральном масле. Минеральные масла получают из нефти, но с помощью несколько иного процесса — обычно процесса дистилляции.
Без моющих средств
Моторное масло в вашем автомобиле, вероятно, содержит ряд присадок, известных как моющие средства. Эти присадки предназначены для того, чтобы поддерживать чистоту и чистоту работы двигателя, притягивая любые случайные частицы и позволяя им улавливаться масляным фильтром. Эта система хорошо работает в большинстве автомобилей, но не идеальна для небольших и более чувствительных двигателей. Недетергентные масла не содержат каких-либо присадок.
Сложите все это вместе, и что вам нужно для вашего станка? Масло с довольно высокой вязкостью, ISO 68, на основе минерального масла, предназначенное для использования в гидравлических системах и без каких-либо присадок.
Масло для токарных станков и советы по обслуживанию
- Не используйте смазку!
Избегайте использования смазки на токарном станке. Смазка будет притягивать стружку и стружку, задерживая их на токарном станке, вызывая образование липких отложений и дополнительный износ. Если вы видите что-то похожее на пресс-масленку, это почти наверняка означает масло.
- Используйте немного смазки!
Я знаю — мы только что сказали обратное! Есть одна часть, которая может время от времени нуждаться в смазке — главный шпиндель, где он проходит через подшипники на передней бабке. В большинстве руководств по эксплуатации для этой части требуется небольшое количество смазки, но используйте ее экономно.
- Масла для направляющих скольжения
Масло ISO 68 является наиболее часто используемым токарным маслом для передних бабок. Направляющие на станине токарного станка могут потребовать чего-то более легкого, чтобы предотвратить застревание в середине тонкой регулировки. Однако сначала попробуйте свое масло ISO 68, если оно действительно работает, и вы можете избавить себя от необходимости покупать совершенно другое масло.
Заключение
Когда речь заходит о конкретных марках масла для токарных станков, вы обнаружите, что у каждого ценного слесаря есть своя любимая марка. В конце концов, однако, правильная вязкость имеет гораздо большее значение, чем бренд.
C6150 Токарный станок — Китай Горизонтальный обычный ручной токарный станок по металлу Производитель —
Запросить сейчас
Следующий продукт
Описание продукта:
1. Направляющая станины с суперзвуковой закалкой и прецизионной шлифовкой.
