Устройство станка: Устройство токарного станка
Содержание
Устройство ленточнопильного станка по металлу | Полезные статьи ПАО «Долина»
Такое оборудование широко известно в деревообработке, но и для скоростной резки металла созданы похожие станки. Самые лучшие модели уже сейчас демонстрируют высокую эффективность и качество исполнения операций. Типичный станок представляет собой конструкцию из следующих частей:
- станина;
- портал;
- пильная рама;
- узел держателей режущего полотна;
- привод;
- система управления.
Полотно, сваренное в кольцо, является главным рабочим инструментом станка, а из-за формы его называют лентой. Потому и станки ленточнопильные. Электродвигатель вращает пильное полотно через редуктор, заготовки располагаются на столе, а держатели фиксируют ленту в правильном положении для точной резки. Стандартные модели оборудования относительно компактные, малошумные, конструкция проста в обслуживании.
Технические особенности
ПАО «Кувандыкский завод КПО «Долина» проектирует и выпускает широкий модельный ряд ленточнопильных станок по металлу. Станки этой серии способно быстро и точно резать широкий диапазон металлов и сплавов за один проход. Это касается как единичных заготовок, так и обработки пакетов. Все комплектующие и расходные материалы отечественного производства всегда в наличии на складе завода-изготовителя. В связи с этим стоимость отечественного ленточнопильного станка ниже, чем импортного. По желанию заказчика станок можно дополнительно оснастить автоматической подачей заготовки, верхним прижимом, системой автоматического натяжения полотна, гексагональными тисками и т.п.
Станки этой серии способно быстро и точно резать широкий диапазон металлов и сплавов за один проход. Это касается как единичных заготовок, так и обработки пакетов. Все комплектующие и расходные материалы отечественного производства всегда в наличии на складе завода-изготовителя. В связи с этим стоимость отечественного ленточнопильного станка ниже, чем импортного. По желанию заказчика станок можно дополнительно оснастить автоматической подачей заготовки, верхним прижимом, системой автоматического натяжения полотна, гексагональными тисками и т.п.
Срок эксплуатации выпускаемого оборудования составляет 20 лет.
Модельный ряд ленточнопильных станков для металла производства ПАО «Долина» представляет собой целую линейку вариантов. Все модели станков выпускаются серийно с полуавтоматической подачей, но по требованию клиента станок может быть укомплектован целиком автоматической подачей. Так же возможно, изготовление специального ленточнопильного станка согласно технического задания. Характерные черты ленточнопильных станков этого производителя ПАО «Долина» — пульт управления на отдельной стойке, ЧПУ с сенсорным дисплеем, портальная рама с линейными направляющими, шнековое устройство удаления отходов, автоподача заготовок с дополнительными тисками, защитное отключение привода, верхний прижим заготовок при пакетной резке, очистка пилы без отдельного привода и поворотный стол для резки под углом.
Характерные черты ленточнопильных станков этого производителя ПАО «Долина» — пульт управления на отдельной стойке, ЧПУ с сенсорным дисплеем, портальная рама с линейными направляющими, шнековое устройство удаления отходов, автоподача заготовок с дополнительными тисками, защитное отключение привода, верхний прижим заготовок при пакетной резке, очистка пилы без отдельного привода и поворотный стол для резки под углом.
Как заказать
В зависимости от модели ленточнопильного станка диаметр обрабатываемой заготовки может доходить до 2000 мм. Чтобы обзавестись ленточнопильным станком или сразу партией, надо выбрать подходящую модель на сайте и подать заявку, после чего с клиентом свяжутся компетентные специалисты и уточнят все детали. За дополнительную плату по желанию заказчика технические специалисты завода-изготовителя проведут пусконаладочное работы.
Завод оказывает услуги по обслуживанию всего выпускаемого оборудования, как в гарантийный так и в постгарантийный период. Потенциальных клиентов консультируют, помогая сделать оптимальный выбор станка под производственные требования. Доставка оборудования выполняется не только в пределах РФ, но и по всему миру. При необходимости таможенное оформление проведут специалисты завода.
Доставка оборудования выполняется не только в пределах РФ, но и по всему миру. При необходимости таможенное оформление проведут специалисты завода.
Как работает 5 осевой фрезерный станок с чпу. Устройство станка с чпу 5 осей.
Содержание:
- Что такое 5-осевая обработка на станке с ЧПУ?
- Оси чпу станка в 5 координатной системе?
- А что же насчет двух других осей?
- Конфигурации 5 осевых станков
- Сколько же осей обработки вам нужно?
- Так сколько осей вам нужно?
- Зачем использовать 5-осевую обработку?
- 5 осей против 3 + 2 оси станка
- Сравним технологию 5-осевой обработки и 3D-печати
- Как получить максимальную эффективность при 5 осевой обработки
- Важность 5-осевого управления и программного обеспечения
- Предотвращение аварий в 5-осевой обработке
- Проверка инструмента на 5-осевом станке
- 5-осевая обработка: Соответствует ли принципу «сделать за 1 раз»?
- Техника обработки при 5-осевом фрезеровании
Всем привет, Друзья! С Вами 3DTool!
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров
Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
Говоря простыми словами, 5-осевая обработка — это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
-
Максимальная приближенность к принципу – одна обработка за одну установку (иногда называемой «сделано за один раз»), что сокращает время выполнения и повышает эффективность.
-
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол. -
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z — это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это рыскание (поворот) мухи в нашем примере.
Это рыскание (поворот) мухи в нашем примере.
Если вам сложно представить шесть осей, описанных выше, вот схема:
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:
Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).
Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы имеете дело со станками, которые имеют, скажем, более одного вращающегося шпинделя, у вас уже есть больше осей», — объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.
«Например, у нас есть станки со вторыми шпинделями и нижними револьверными головками. На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
«Детали, которые вы делаете, по-прежнему 5-осевые», — добавляет Уэйд Андерсон, специалист по продажам продукции в Okuma America.
«Такой компонент, как аэрокосмический клапан, может быть сделан на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту деталь на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам второй X и Z. Все эти модификации дают большее количество осей, но сама деталь имеет всю ту же пяти-осевую геометрию» — пояснил Андерсон.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:
Финн привел следующий пример:
«Лопатка турбины — это поверхность свободной формы и может она быть довольно сложной. Наиболее эффективный способ выполнить обработку лопасти, подобной этой, — использовать 5-осевую обработку инструментом по спирали вокруг аэродинамического профиля лезвия. Конечно, можно использовать и 3х-осевую обработку, если вы выставите лопасть на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр.
Однако важно помнить, что количество нужных вам осей зависит не только от детали. «Выбор конфигурации в основном диктуется самой деталью, но нужно не забывать и того, что хочет заказчик», — сказал Андерсон.
Заказчик может принести деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать: «Это идеальная деталь для 5-осевого обрабатывающего станка », но они могут планировать в будущем делать детали, которые будут работать лучше на одном из MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может предоставить заказчику возможность выполнять множество видов других работ, что является частью их долгосрочного плана».
«Еще одна вещь, которую следует учитывать, — это размер рабочей зоны», — добавил Финн.
«Какой максимальный размер детали вы можете вставить в станок и при этом выполнять смену инструмента и смену деталей? В этом заключается понимание возможностей машины и того, что она сможет и не сможет сделать».
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой — это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена — ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая — также называемая непрерывной или одновременной 5-осевой обработкой — включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.
Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Вторая – так же называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство — актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.
Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
«Я не думаю, что аддитивное производство полностью захватит рынок, но я думаю, что теперь появилась возможность для разработки деталей, которые не могли быть созданы в прошлом», — сказал Финн.
«Конечно, есть и останутся детали, требующие обработки выборкой. Например, детали с очень жестким допуском на круглость».
«Можно напечатать почти полностью готовый элемент, но для достижения необходимого допуска этот элемент все же может потребоваться обработать на станке», — добавил Финн.
Означают ли это, что будущее производство будет представлять собой гибрид 3D — принтер / 5-осевой ЧПУ станок?
Андерсон не уверен в этом: «Реальное применение 3D-печати вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, в том, чтобы, например, 3D-принтер с технологией SLS сделал то, что он делает лучше всего, и фрезерный станок сделал то, что делает лучше всего, работая над общим результатом посредством автоматизации».
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
«Количество порошка, которое вы пропускаете при лазерном спекании, например, на 13кг детали, может составлять 70–140 кг», — сказал Андерсон.
«Если это входит в машину, где все объединено, то не существует проверенного способа заново использовать весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи 3D-печати с 5- осевой обработкой, чаще всего касаются сотрудничества технологий, нежели конкуренции. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», — заключил Финн.
Каталог 3D принтеров
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь станок, но могут не понимать, что он из себя представляет в полном объеме. Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Андерсон соглашается: «Это душераздирающее зрелище для компании, подобной нашей. Когда мы видим компанию, которая идет ва-банк, получает оборудование, устанавливают его. По разным причинам они приобретают многофункциональный станок с 5 или более осями и используют его как 3-осевой станок. Это происходит постоянно».
Схема горизонтального обрабатывающего центра Okuma MU-10000H.
«Во многом это зависит от персонала», — добавил Андерсон. «Требуется обучение и понимание того, как использовать машину. Иногда трудно думать об обработке детали с верхним, нижним, главным шпинделем и вспомогательным шпинделем, и все в процессе, одновременно.»
«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но освоить его сложно», — заключил Андерсон.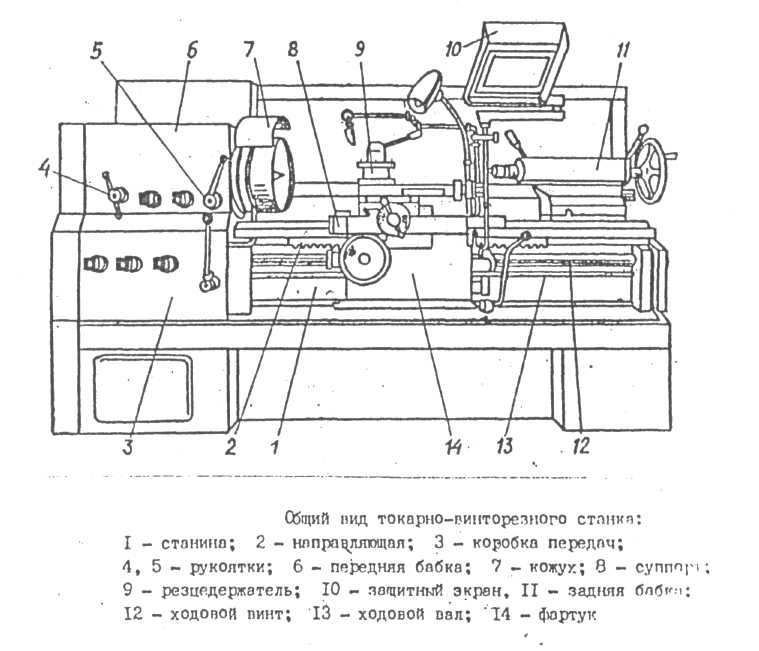
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на станке и время отклика очень важны, чтобы избежать короткого замыкания или перерегулирования при обработке», — сказал Финн. «Контроллер в станке должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки».
Mazak’s MAZATROL SmoothX с ЧПУ.
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно», — заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
«Если вы, например, занимаетесь аэрокосмическими деталями, вы должны работать с программными пакетами высокого класса», — сказал Андерсон.
«Если вы просто делаете небольшие алюминиевые формы компонентов для литья под давлением в автомобильной компании, или все, что вы делаете, это сверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если, же вы режете детали, которые требуют системы CAM для создания программ резки, вы должны инвестировать в систему CAM, которая дополняет возможности станка», — добавил Финн.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа просчитает на каждое движение инструмента вероятность столкновения с чем-либо», — сказал Андерсон.
«При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет».
Система предотвращения столкновений Okuma работает в режиме реального времени.
«Существует программное обеспечение, которое будет выполнять моделирование работы станка», — прокомментировал Финн.
«Так что это важно, особенно когда дело касается дорогих запасных частей. Вам не нужно столкновение, которое может привести к тому, что вы сломаете деталь, либо кто-то получит травму или повредит станок».
«Vericut предлагает программное обеспечение для виртуального 3D-мониторинга, которое будет делать то же самое, только на автономном компьютере», — добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления станка, вы запускаете свою программу обработки деталей через Vericut, и она проверит все траектории и убедится, что станок будет делать то, что, как вы думаете, он должен сделать».
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз» ?
Понятие «сделано за раз» — конечная цель в производстве: вы загружаете кусок материала в станок, запускаете программу и снимаете полностью готовую деталь.
Как и возможность минимизировать время подготовки, задача принципа «сделано за раз» — имеет смысл, даже если в конкретном случае она практически не достижима.
При этом 5-осевая обработка приближает нас к цели «сделано за раз» больше, чем любой другой процесс; даже детали после 3D-печати требуют пост-обработки. В этом контексте основным ограничением 5-осевой обработки являются зажимные приспособления.
«Большая часть движений 5-осевой работы лежит вокруг зажимного механизма», — сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое зажимное приспособление паршивое, я никогда не получу того, что задумывал».
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
«Например, станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Техника обработки при 5-осевом фрезеровании
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это касается обработки детали. Как правило, проблема, которая их тормозит, заключается не в создании идеи, а в чем-то другом. Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок, 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
- По электронной почте: [email protected]
- По телефону: 8(800)775-86-69
- Или на нашем сайте: http://3dtool.ru
Не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
Станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер
Сэр Джозеф Уитворт, баронет
Джеймс Нэсмит
Генри Модсли
Джозеф Брама
- Похожие темы:
- шлифовальный станок
расширитель
токарный станок
сверлильный станок
буровая машина
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
станок , любая стационарная машина с механическим приводом, которая используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до желаемой формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до желаемой формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Великобритания пыталась сохранить свое лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании.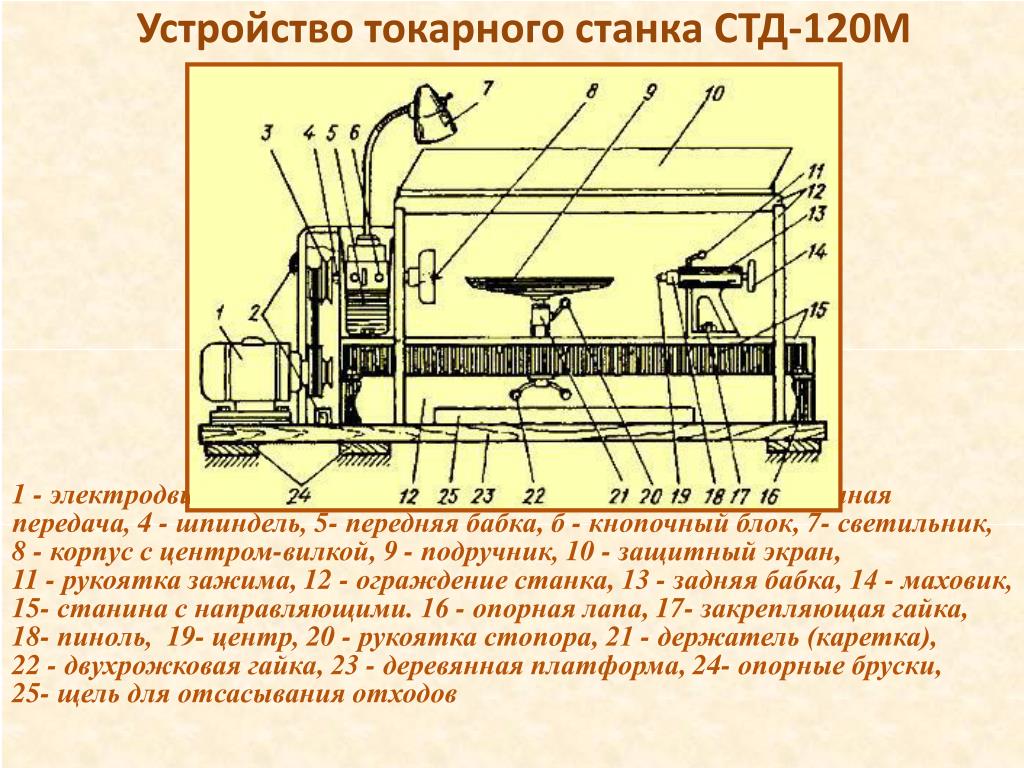 Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков — шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.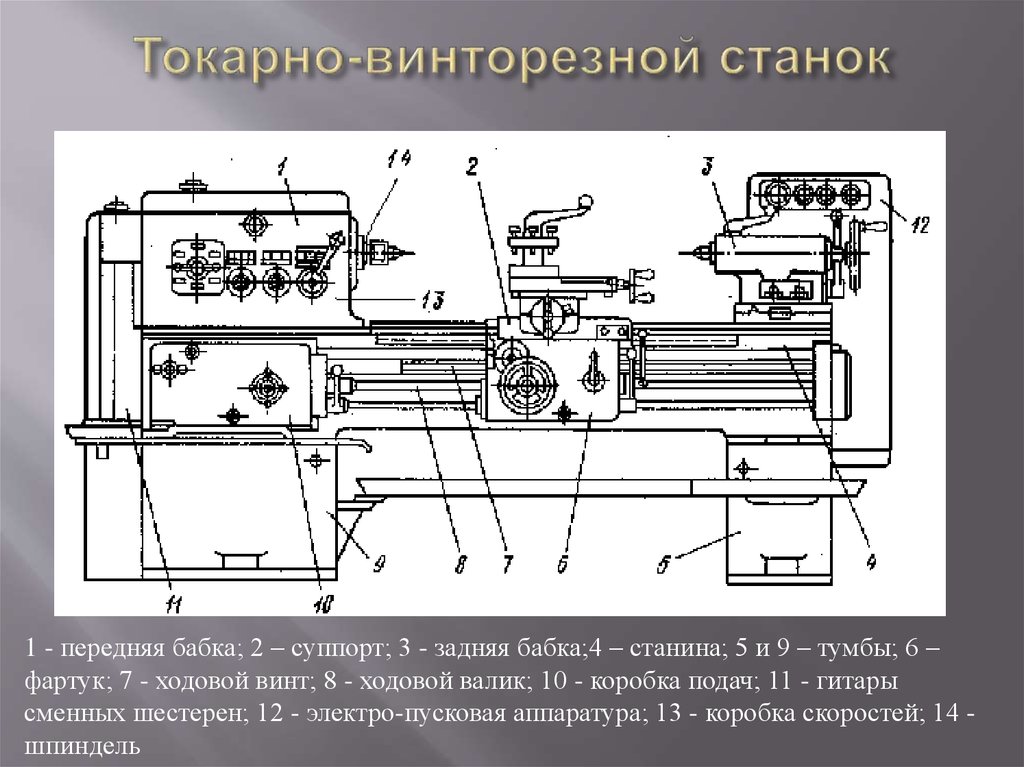
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Станкостроение | Ассоциированный специалист по прикладным наукам (AAS)
Ассоциированный специалист по прикладным наукам (A.A.S.)
- Подать заявку сегодняПодать заявку
- Запланировать посещениеПосетить
- Запрос информацииИнформация
Об этой программе
Малые и средние производственные предприятия нуждаются в квалифицированных механиках и инструментальщиках, чтобы обеспечить бесперебойную работу производственных линий. Изучая технологию станкостроения, вы узнаете, что нужно, чтобы играть жизненно важную роль в этой востребованной области. Курсовая работа охватывает все аспекты работы станков от теории и проектирования до программирования ЧПУ. Узнайте, как настраивать фрезерные и токарные операции и управлять ими. Используйте специализированное программное обеспечение для создания деталей, изготовленных по индивидуальному заказу. Благодаря практическому обучению в ультрасовременных лабораториях вы приобретете продвинутые навыки, которые позволят вам работать в самых разных профессиях в механических мастерских и производственных отраслях, столь же разнообразных, как и ваши интересы.
Изучая технологию станкостроения, вы узнаете, что нужно, чтобы играть жизненно важную роль в этой востребованной области. Курсовая работа охватывает все аспекты работы станков от теории и проектирования до программирования ЧПУ. Узнайте, как настраивать фрезерные и токарные операции и управлять ими. Используйте специализированное программное обеспечение для создания деталей, изготовленных по индивидуальному заказу. Благодаря практическому обучению в ультрасовременных лабораториях вы приобретете продвинутые навыки, которые позволят вам работать в самых разных профессиях в механических мастерских и производственных отраслях, столь же разнообразных, как и ваши интересы.
Следующие шаги…
Вы на пути к тому, чтобы стать создателем завтрашнего дня.
Бесшовный путь от младшего специалиста до степени бакалавра
95%
Общее место
 pct.edu/academics/assessment-research-planning">Assessment, Research, and Planning Office</a> (2014-2020)</p>
»/>
pct.edu/academics/assessment-research-planning">Assessment, Research, and Planning Office</a> (2014-2020)</p>
»/>
Обширный практический опыт
Карьера
- Инструментальщик
- Машинист
- Техник ЧПУ
- Помощник по производству
Курсы
В Penn College мы считаем, что ваш образовательный опыт должен выходить за рамки специальных навыков. Готовность к реальному миру
означает использование более широкого подхода, который развивает коммуникативные навыки, вдохновляет на сотрудничество и поощряет
знакомство с искусством, историей и наукой.
Специализация требует глубоких знаний и высокого уровня владения языком. Студенты учатся и
применять основные концепции, навыки и методы.
- Мельничные приложения (MTT128)
- Токарные станки (MTT129)
- Введение в CAD/CAM (CIM102)
- Обработка и программирование с ЧПУ I (CIM104)
- Обработка и программирование с ЧПУ II (CIM124)
- CAD/CAM (CIM220)
- Контроль качества с помощью GD&T (MTT131)
- Применение станков (MTT213)
- Проектирование и изготовление светильников (MTT222)
- Электроэрозионная обработка (CIM205)
- Абразивная обработка и термообработка (MTT216)
- Введение в металлургию (MSC106)
Точки зрения — это точки зрения, предлагающие различные способы понимания, взаимодействия и
влияющие на мир. Учащиеся определяют, объясняют и используют подходы, используемые учеными и
Учащиеся определяют, объясняют и используют подходы, используемые учеными и
профессионалов для изучения, анализа или понимания проблем и предложения решений.
- Физика с технологическими приложениями (PHS114)
- Core Applied Arts Perspective (AAP) или
- Core Arts Perspective (ARP) или
- Core Global & Cultural Diversity Perspective (CDP) или
- Основная историческая перспектива (HIP) или
- Основная перспектива социальных наук (SSP)
Основы практических, интеллектуальных и социальных навыков: общение,
сотрудничество, критическое и этическое мышление, количественное мышление и технологическая грамотность
которые имеют решающее значение для каждого учащегося на каждом этапе образования и на каждом этапе жизни.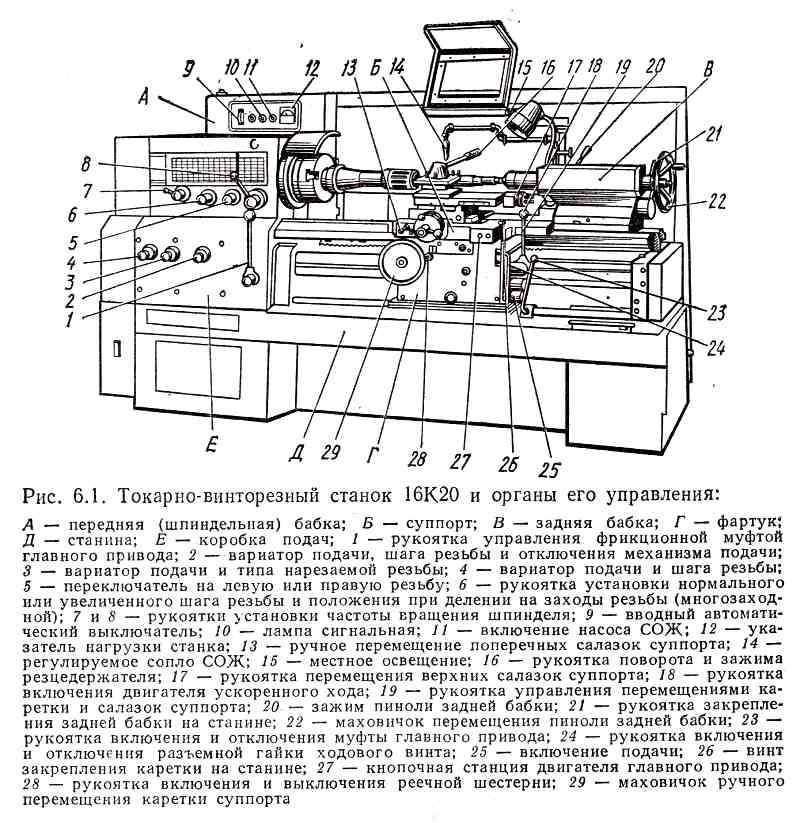
- Высшая алгебра и тригонометрия I (MTh281)
- Английский состав I (ENL111)
- Информация, технологии и общество (CSC124)
- Технические и профессиональные коммуникации (ENL201)
Посмотреть список целей и курсов
Избранное видео
Центр технологий обработки Ларри А. Уорда
Благодаря щедрому пожертвованию выпускника Ларри Уорда в размере более 1 миллиона долларов в лаборатории механической обработки была проведена обширная реконструкция, включая 50 новых станков для лаборатории площадью 14 299 квадратных футов.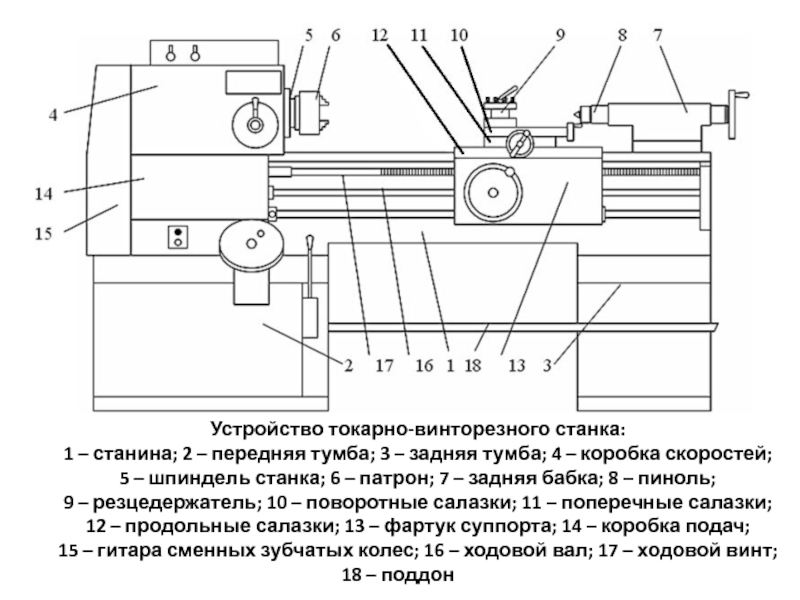 Проверьте это!
Проверьте это!
Профили производителей
Расписание туров
Увидеть — значит поверить.
Думаешь, Пенсильванский колледж тебе подойдет? Запланируйте посещение и узнайте, что такое практическое обучение.
Январь
27
День открытых дверей
Пятница, 27 января
8:30 – 2
:30 вечера
фев
25
День открытых дверей
Суббота, 25 февраля
8:30 – 2
:30 вечера
март
17
День открытых дверей
Пятница, 17 марта
8:30 – 2
:30 PM
другие даты
март
26
День открытых дверей
Воскресенье, 26 марта
8:30 – 2
:30 вечера
апр
14
День открытых дверей
Пятница, 14 апреля
8:30 – 2
:30 вечера
апр
29
День открытых дверей
Суббота, 29 апреля
8:30 – 2
:30 PM
Другие концерты в пути.
А теперь давайте подберем для вас экскурсию. Позвоните, пообщайтесь или напишите по электронной почте для вариантов.
Нужна другая дата?
Давайте сейчас подберем для вас тур. Позвоните, пообщайтесь или напишите по электронной почте для вариантов.
Контактный телефон
Приемная комиссия
- DJG, Rm. 1068
- +1.570.327.4761
- +1.800.367.9222
- [email protected]
Если вы не можете посетить ни одну из этих дат Свяжитесь с приемной по телефону 570.320.2400
Отраслевые партнеры
Работайте с экспертами, чтобы стать экспертом
Прочные корпоративные партнерские отношения Penn College влияют на каждый шаг вашего пути — от первого дня в классе и лабораториях до трудоустройства (часто до выпуска) и далее.
Стажировка
Ваши знания на практике
Стажировки имеют ключевое значение для подготовки к карьере. Примените свои знания на рабочем месте и узнайте об отрасли из первых рук.
Примените свои знания на рабочем месте и узнайте об отрасли из первых рук.
Узнать больше
Студенческий опыт
Сообщество как класс
Команда Baja SAE безраздельно властвует… снова
Команда Penn College недавно зарекомендовала себя как лучшая в мире, одержав две победы!
Подробнее
Связанные программы
Следуй своей страсти
Студенческая жизнь
Станьте лидером и проверьте свои навыки
Baja SAE
Присоединяйтесь к другим учащимся различных специальностей и применяйте свои навыки для создания автомобиля для участия в регулярных соревнованиях Baja SAE.
SkillsUSA
Участие в SkillsUSA дает студентам возможность участвовать в более чем 80 национальных соревнованиях.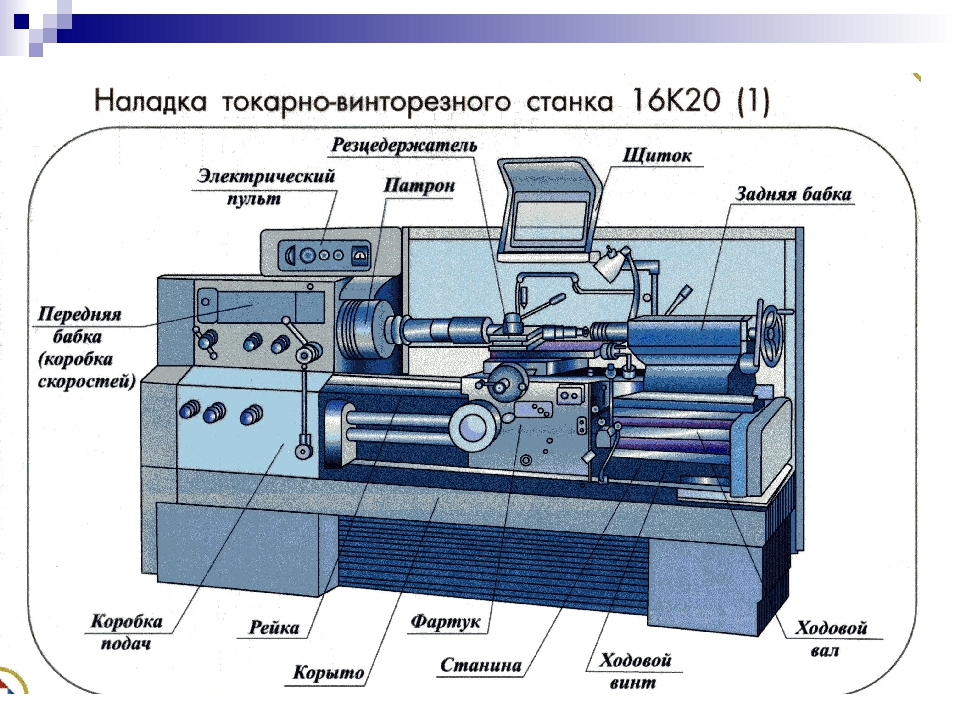
Студенческие организации Пенсильванского колледжа
Учеба в колледже — это больше, чем просто занятия в классе. Присоединяйтесь к одному из 65+ клубов и организаций или создайте свой собственный.
Новости
13.12.2022
Президент/выпускник компании учреждает студенческие стипендии
Основатель и президент производственной компании Troy, выпускник Пенсильванского технологического колледжа …
12.12.2022
Студенты Penn College лидируют в производственных стипендиях
Студенты Пенсильванского технологического колледжа получили более трети всех стипендий от фонда, посвященного квалифицированным …
22.11.2022
Гости Пенн Стейт Дюбуа получили впечатляющее представление о главном кампусе
Руководители Пенн Стейт Дюбуа во вторник осмотрели главный кампус Пенсильванского колледжа, заглянув и . ..
..
Посмотреть все
Учеба за границей
Получите глобальный опыт
Познакомьтесь с миром через Williamsport. Получите образование за границей и получите практический опыт изучения своей отрасли в глобальном масштабе.
Узнать больше
Дополнительная информация
Аккредитованный испытательный/сертификационный институт Национального института металлообработки (NIMS).
На эту специальность распространяются стандарты перевода, установленные Колледжем (см. http://www.pct.edu/catalog/TransferringCredits). Исключения должны быть одобрены деканом школы.
Просмотр общей информации о передаче
Инструменты
Предполагается, что учащиеся имеют по крайней мере рекомендуемые инструменты. Это сведет к минимуму время, затрачиваемое на ожидание в очереди, чтобы получить или вернуть основные инструменты в комнату. Инструкторы помогут определить, какие инструменты необходимы в течение первого дня занятий. Бесплатные шкафчики расположены в лабораторной зоне. Студенты должны предоставить свои собственные замки. В конце весеннего семестра шкафчики должны быть очищены, а замки сняты, иначе персонал колледжа уберет и выбросит эти предметы.
Это сведет к минимуму время, затрачиваемое на ожидание в очереди, чтобы получить или вернуть основные инструменты в комнату. Инструкторы помогут определить, какие инструменты необходимы в течение первого дня занятий. Бесплатные шкафчики расположены в лабораторной зоне. Студенты должны предоставить свои собственные замки. В конце весеннего семестра шкафчики должны быть очищены, а замки сняты, иначе персонал колледжа уберет и выбросит эти предметы.
Необходимые инструменты для автоматизированного производства и обработки
Униформа
Не носите свободную одежду, которая может попасть в машину; Рекомендуются короткие рукава или туго закатанные рукава. Длинные волосы должны быть убраны назад и надежно закреплены. Магазинные фартуки следует носить, чтобы уменьшить износ одежды. Во время пребывания в лаборатории следует носить защитные очки и защитную обувь.
Униформа и инструменты можно приобрести в магазине The College Store.
Альтернативный зачет относится к академическим зачетным единицам, полученным с помощью средств, отличных от традиционного завершения курса колледжа, включая: зачет на экзамене, артикуляцию, подтверждение компетентности, полученной в старшей школе, опыт работы/жизни и продвинутое размещение.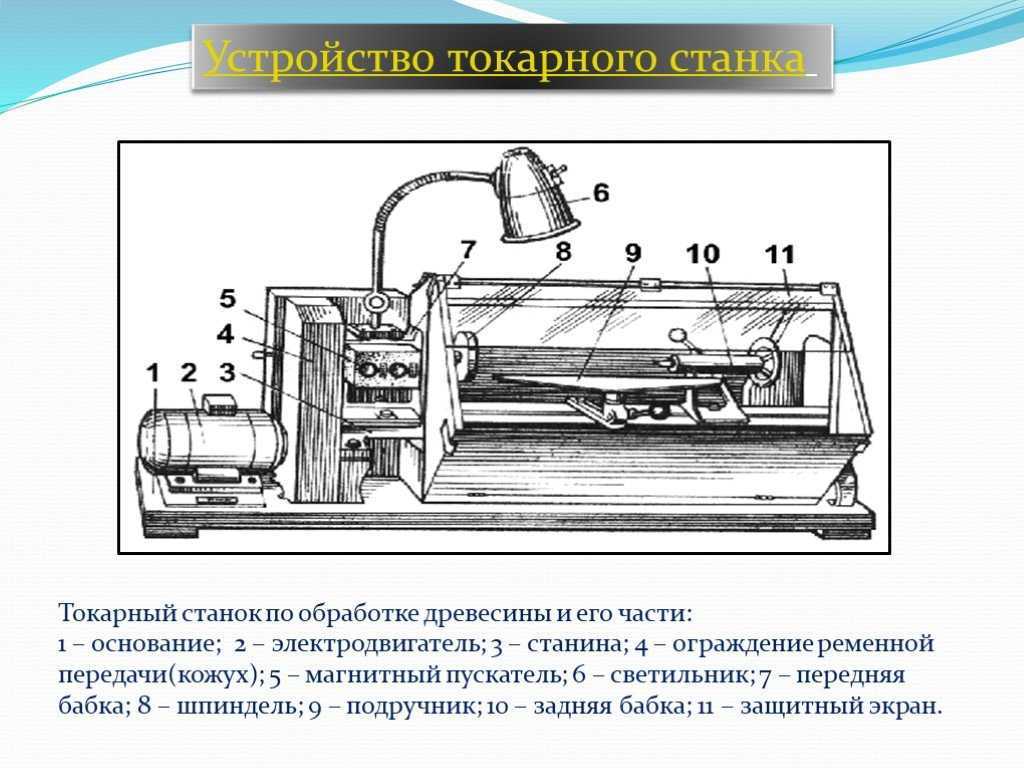
Посетите страницу «Альтернативные варианты кредита» для ознакомления с требованиями и процедурами, а также для получения информации о кредите через Advanced Placement.
- Г-н Кейт Блер, 86 лет, Инженер-технолог , L-3 Communications
- Г-н Уолтер Богуслав, Инженер-технолог , Harold Beck & Sons
- Г-н Майкл Браун, ’89, ’96, Инженер-технолог , Keystone Friction Hinge
- Г-н Энтони Цицеро, Региональный менеджер, TRAK Станки
- Г-н Майкл А. Фитцджеральд, Президент/генеральный директор , Acero Precision & Altus Spine
- Г-н Кеннет Ф. Хили, ’90, ’01, Исполнительный вице-президент и технический директор , PMF Industries Inc.
- Г-н Роберт Лаззари, Старший инженер-технолог , Johnson Controls Navy Systems
- Г-н Зак Мазур, Инженер-технолог , Busch Manufacturing
- Гленн Пуарье, Вице-президент по продажам и маркетингу , MetalKraft 9060 Industries Г-н Гэри Славик, Менеджер , Bihler of America
- Г-н Крис Вашингер, ’92, Инженер по продажам и применению , Iscar Metals Inc.