Устройство вертикально сверлильного станка: Устройство вертикально-сверлильного станка
|
Навигация:
Топ: Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного… Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров… Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья…
Интересное: Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы. Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений… Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски…
Дисциплины:
|
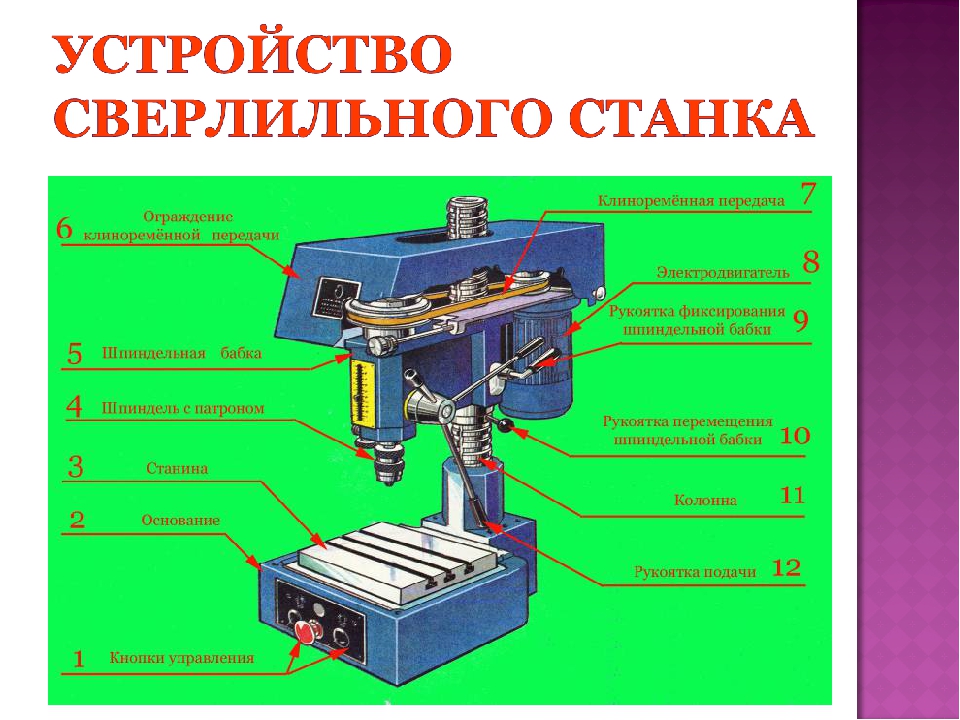
⇐ ПредыдущаяСтр 8 из 16Следующая ⇒ Вертикально – сверлильные станки (рис. Сверлильный станок состоит из: станины А; коробки подач Б; коробки скоростей В; стола Г; основания Д; шпинделя Е.
Рисунок 50 — Общий вид вертикально-сверлильного станка Станина А предназначена для соединения между собой всех узлов станка. Отлита из серого чугуна и представляет собой коробку прямоугольного сечения, установленную вертикально на основании Д. На верхнем конце станины установлена коробка скоростей В. Коробка скоростей представляет собой чугунный корпус, внутри которого расположены зубчатые передачи и механизмы переключения скоростей. Служит для сообщения шпинделю Е различных частот вращения. По направляющим станины может перемещаться коробка подач Б и стол А. Коробка подач предназначена для осуществления различных подач шпинделя. Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки. Подъем и опускание стола осуществляется рукояткой 1. Выбор режима резания при обработке отверстий Обработка отверстия на сверлильных станках совершается в результате двух движений: вращения инструмента вокруг его оси Dг (главное движение резания) и осевого перемещения инструмента Ds (движение подачи). Элементами режима резания при обработке отверстия являются: – скорость главного движения резания ν, м/мин, вычисляемая по формуле: ν = π∙D∙n/1000, (10) где D – диаметр инструмента (сверла, зенкера, развертки), мм; n – частота вращения шпинделя, мин-1; – подача за один оборот заготовки Sо, мм/об – величина перемещения инструмента за один оборот: Sо = Sz· z, (11) где Sz – подача инструмента за время его поворота на одно режущее лезвие (зуб) инструмента, мм/зуб; z – число режущих лезвий; при нарезании резьбы Sо = Sр, где Sр – шаг нарезаемой резьбы; – глубина резания t, мм: при сверлении глубина резания равна половине диаметра сверла t = D/2; при рассверливании, зенкеровании, развертывании t = (D – d) / 2, (12) где D и d– диаметры обработанного и обрабатываемого отверстий соответственно. Значения элементов режима резания назначают в зависимости от марки обрабатываемого материала, вида технологической обработки, материала режущей части инструмента, требований к обрабатываемому отверстию. При этом обычно пользуются справочными таблицами, номограммами или проводят расчеты по формулам теории резания.
СОДЕРЖАНИЕ СТАНОЧНОЙ ПРАКТИКИ Цель практики: знания видов обработки резанием, режущих инструментов и приспособлений, устройства и назначения токарно-винторезного и горизонтально–фрезерного станков; умения выбирать вид обработки в зависимости от формы обрабатываемой поверхности; первичные умения настраивать станок на заданный режим обработки; первичные навыки точения и фрезерования поверхностей. Работа проводится на токарно-винторезном и вертикально-фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место. В содержание работы входят перечисленные далее упражнения и комплексная работа. Оборудование и оснащение рабочих мест:станки токарно-винторезные – 1Б61А, 1К62, CDS 6240; станок токарный с ЧПУ – СКЕ 6150Z; станки сверлильные – 2А125, 2М112, КОРВЕТ-43, PROFI G10525; станок вертикально-расточной – 2Е78П; станок радиально-сверлильный – Z3732Х8; станки шлифовальные – 3Б623В, 3Г71, 3Д423: станки фрезерные – 6Н11, 6Н81; станок отрезной – UE-250S; станок хонинговальный – 3К333; станок универсально-заточный – 3А64Д; тумбочки инструментальные; ящики для инструментов; шкафы металлические. Упражнения в управлении токарным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач. Установка заготовок в трехкулачковом самоцентрирующем патроне и в центрах на оправках. Установка, выверка и закрепление резцов. Упражнения в управлении суппортом (ручное и механическое движения подачи). Упражнение в пользовании штангенциркулем. Снятие пробной стружки на длине 4–5 мм по заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка резца на глубину резания по лимбу. Точение цилиндрической поверхности детали с механической подачей резца. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке. ⇐ Предыдущая3456789101112Следующая ⇒ Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰). Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни…
|
 ..
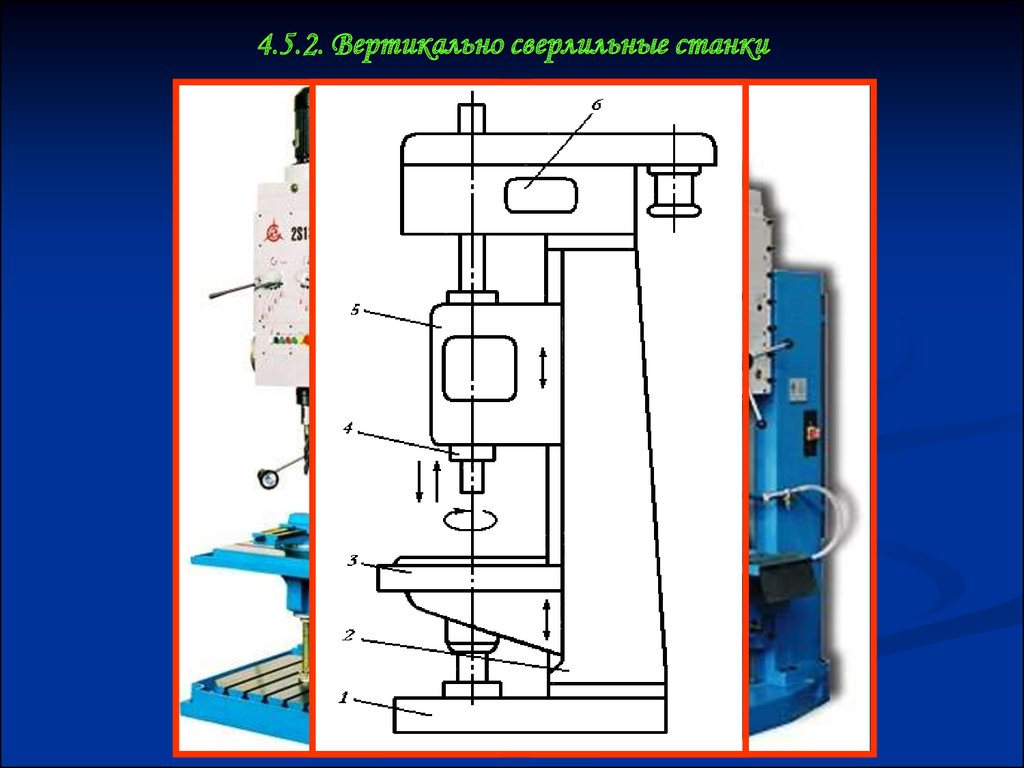
.. 50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси. Управление коробками скоростей и подач осуществляется рукоятками; ручная подача –штурвалом 2.
Управление коробками скоростей и подач осуществляется рукоятками; ручная подача –штурвалом 2.

 ..
..2118 станок вертикально-сверлильный одношпиндельный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикально-сверлильного станка 2118
Производителем вертикально-сверлильного станка 2118 является Новочеркасский станкостроительный завод, основанный в в 1938 году.
С января 1957 завод специализировался на выпуске только револьверных станков. Завод выпускал токарно-револьверные станки: 1Н318, 1Н325, 1Г325, 1Д325, 1Е325, 1325Ф3.
Станки, выпускаемые Новочеркасским станкостроительным заводом
- 1Г325 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 25
- 1Д325П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 25
- 1Н318, 1Н318р — станок токарно-револьверный с вертикальной осью револьверной головки, Ø 18
- 1Н325 — станок токарно-револьверный с вертикальной осью револьверной головки, Ø 25
- 1325Ф30 — станок токарно-револьверный с горизонтальной осью револьверной головки с ЧПУ, Ø 320
- 2118 — станок вертикально-сверлильный, Ø 18
2118 станок вертикально-сверлильный одношпиндельный универсальный.
 Назначение и область применения
Назначение и область применения
Универсальный вертикально-сверлильный станок 2118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Сверлильный станок 2118 предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным выпуском продукции..
Основные технические характеристики сверлильного настольного станка 2118
Изготовитель — Новочеркасский станкостроительный завод.
Основные размеры станка соответствуют — ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 150 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 300.
 .3100 об/мин
.3100 об/мин - Конец шпинделя — Морзе 2
- Мощность электродвигателя: 1,0 кВт
- Масса станка: 450 кг
Габарит рабочего пространства сверлильного станка 2118
Габарит рабочего пространства сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Кинематическая схема сверлильного станка 2118
Кинематическая схема сверлильного станка 2118
Конструкция сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя.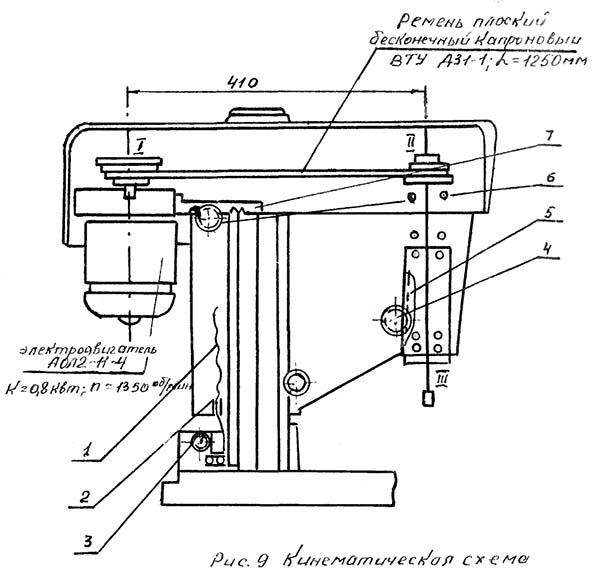 После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
Установка планки производится в соответствии с требуемой глубиной сверления.
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.
Охлаждение сверлильного станка 2118
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка сверлильного станка 2118
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
Схема расположения подшипников сверлильного станка 2118
Схема расположения подшипников сверлильного станка 2118
Схема смазки сверлильного станка 2118
Схема смазки сверлильного станка 2118
Электрооборудование и электрическая схема сверлильного станка 2118
Электрическая схема сверлильного станка 2118
Читайте также: Заводы производители сверлильных станков в России
2118 станок вертикально-сверлильный одношпиндельный универсальный.
 Видеоролик.
Видеоролик.
Технические характеристики станка 2118
| Наименование параметра | 2н118 | 2118 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…650 | 0.. .650 .650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 — 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 — 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |
- Барун В.
 А. Работа на сверлильных станках,1963
А. Работа на сверлильных станках,1963 - Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы
Связанные ссылки. Дополнительная информация
Вертикально-сверлильный станок 2Н118: устройство,схемы,характеристика
- Устройство вертикально-сверлильного станка
- Органы управления вертикально-сверлильного станка
- Кинематическая схема вертикально-сверлильного станка
- Электрическая схема вертикально-сверлильного станка
- Коробка скоростей вертикально-сверлильного станка
- Коробка подач вертикально-сверлильного станка
- Сверлильная головка вертикально-сверлильного станка
- Техническая характеристика вертикально-сверлильного станка
Вертикально-сверлильный станок 2Н118 предназначен для выполнения сверлильных работ с максимальным диаметром сверления- 18 мм. Кроме этого, возможно выполнение и других работ: рассверливание, зенкерование, развертывание и нарезание резьбы.
Кроме этого, возможно выполнение и других работ: рассверливание, зенкерование, развертывание и нарезание резьбы.
Устройство вертикально-сверлильного станка
- Колона, стол, плита;
- Коробка скоростей;
- Коробка подач;
- Сверлильная головка;
- Шпиндель станка;
- Система охлаждения;
- Электрооборудование
Органы управления вертикально-сверлильного станка
- Местное освещение
- Насоса СОЖ
- Автоматический выключатель
- Ручка управлением механизмом подачи
- Включение механической подачи
- Переключение подач
- Кнопочная станция
- Переключение скоростей
- Зажим сверлильной головки
- Регулировочные болты клина сверлильной головки
- Зажим стола
- Регулировочные болты клина стола
- Подъем стола
- Квадрат валика механизма подъема сверлильной головки
- Кулачки настройки циклов работы
- Подключение станка к электросети
Кинематическая схема вертикально-сверлильного станка 2Н118
Электрическая схема вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка при помощи двух тройных блоков шестерен 1 и 2 передает шпинделю девять различных скоростей.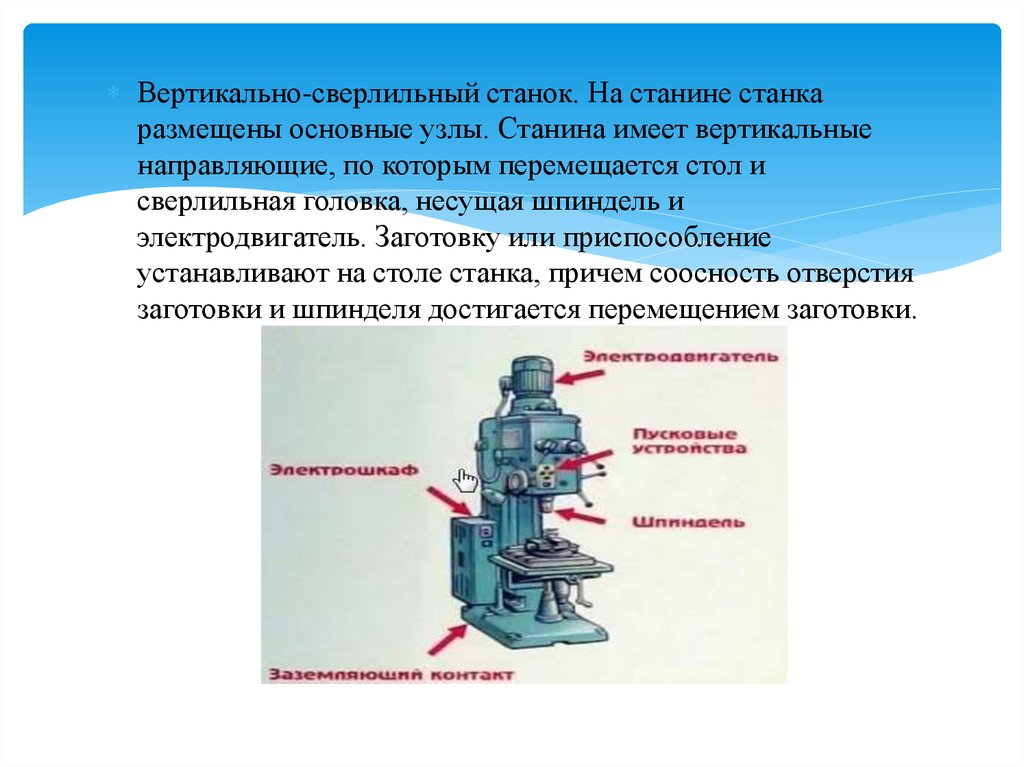
Механизм коробки скоростей состоит из электродвигателя, расположенного вертикально и зубчатой передачи 5. За счет этой передачи, возможно изменить передаточное отношения, тем самым изменить диапазон частоты вращения шпинделя.
Выходной вал коробки скоростей 8 изготовлен в форме гильзы со шлицевым отверстием, передающим крутящий момент шпинделю станка.
Переключение скоростей осуществляется при помощи рукоятки 10, которая имеет три положения по окружности и три осевых положения. Рукоятка через шестерни 11, 12 и рейку 13 перемещает штанги 14 и 15, которые связанные с вилками 16 и 17.Вилки, в свою очередь, осуществляют переключение подвижных блоков 1 и 2.
Коробка подач вертикально-сверлильного станка
Коробка подач вертикально-сверлильного станка состоит из трех валов смонтированных в отдельном литом корпусе 1.
Коробка подач обеспечивает шесть подач при помощи подвижного тройного блока 2 и двойного блока 3. Вращение коробки подач передается от зубчатого колеса, сидящей на гильзе шпинделя на шестерню 4.
Третий вал 5 через зубчатую передачу передает крутящий момент на шариковую муфту и червяк механизма подач. Шариковая муфта предназначена для выключения подачи при достижении необходимой глубины сверления. Она же также выполняет функцию предохранительного устройства при перегрузке по усилию подачи.
Переключение скоростей осуществляется с помощью рукоятки 13, которая имеет два осевых положения и три круговых. Конструкция механизмов переключения подач и скоростей идентична.
Смазка как коробки подач, так и других механизмов, осуществляется от шестеренчатого насоса 12.
Сверлильная головка вертикально-сверлильного станка
Сверлильная головка вертикально-сверлильного станка это чугунный корпус, в который устанавливаются следующие узлы станка:
- Коробка скоростей станка;
- Коробка подач станка;
- Шпиндельная бабка;
- Механизм подач
Основной частью узла сверлильной головки является механизм подач, состоящий из червячной передачи 1, горизонтального вала с реечной шестерней , лимба 3, штурвала 4,кулачковой муфты 5 и храповой муфты 6.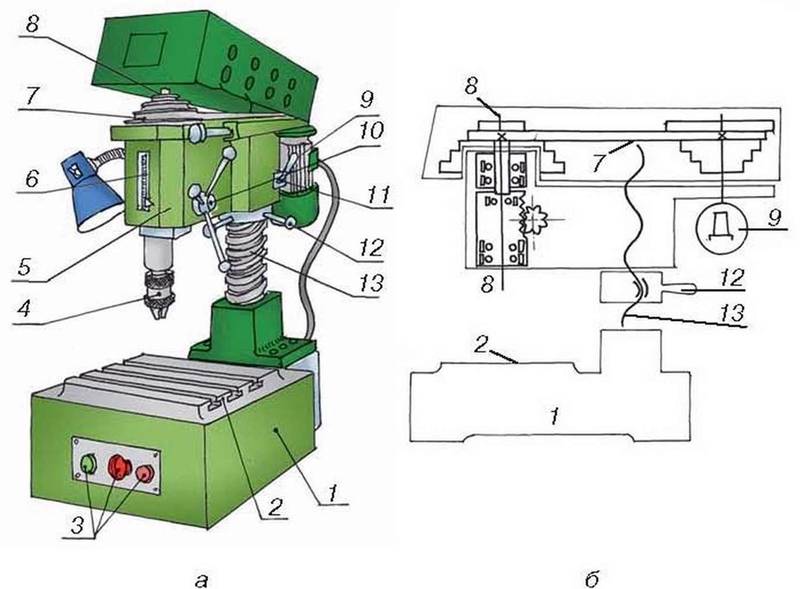
Механизм подач выполняет следующие функции:
- Ручной подвод режущего инструмента к заготовки;
- Включение и выключение рабочей подачи;
- Ручной отвод шпинделя;
- Ручная подача для нарезания резьбы
Техническая характеристика вертикально-сверлильного станка 2Н118
| Основные параметры | 2Н118 |
|---|---|
| Наибольший диаметр сверления,мм | 18 |
| Расстояние от конца шпинделя до стола,мм: | |
| наибольшее | 650 |
| наименьшее | 0 |
| Шпиндель | |
| Конус шпинделя | Морзе 2 |
| Наибольшее осевое перемещение,мм | 150 |
| Вылет шпинделя,мм | 200 |
| Цена деления лимба,мм | 1 |
| Наибольшее перемещение шпиндельной головки,мм | 300 |
| Стол | |
| Наибольшее перемещение стола,мм | 350 |
| Перемещение стола на 1 оборот рукоятки,мм | 2,4 |
| Электродвигатель | |
| Мощность,кВт | 1,5 |
| Число оборотов в минуту | 1420 |
| Габариты станка,мм | |
| длина | 870 |
| ширина | 590 |
| высота | 2080 |
| Вес станка,кг | 450 |
Настольно-сверлильный станок гс 2112
Настольно-сверлильный станок 2сс1,2сс1м
Вертикально-сверлильный станок 2Н118
Поделитесь информацией с друзьями в социальных сетях
6
из 6.
Оценок: 556.
Вертикально-сверлильный станок
– Tommy Industrial
IRONWORKER LLC УСЛОВИЯ ПРОДАЖИ
Настоящие условия применяются ко всем заказам, заключенным между любым дистрибьютором или любым конечным пользователем Товаров, в зависимости от обстоятельств («Покупатель») и ООО МЕТАЛЛУРГ. («Продавец»). Настоящие положения и условия и любая форма коммерческого предложения Продавца, представленная вместе с ним или отдельно, в дальнейшем вместе именуются «Соглашение». Продавец должен принимать заказы, продавать Товары и вести бизнес только на этих условиях. Любые дополнительные или отличные условия в заказе на покупку Покупателя или другой документации о покупке считаются существенными изменениями настоящего Соглашения, и Продавец настоящим уведомляет о своем возражении против них. Термин «Товары» означает все товары, проданные и/или предоставленные Продавцом Покупателю, будь то товары, материалы, продукты, которые должны быть изготовлены и доставлены, услуги, которые должны быть оказаны, или любое их сочетание.
Цена. Если на лицевой стороне настоящего документа указано какое-либо ценовое предложение, такое ценовое предложение действительно только в течение тридцати (30) дней с даты такого предложения. После этого цена Товаров, проданных по настоящему Соглашению, будет ценой Продавца, действующей на дату отгрузки. Все цены указаны на условиях F.O.B., дистрибьюторской сети Продавца, если не указано иное. Если какое-либо ценовое предложение включает доставку или фрахт любого рода, покупатель несет ответственность за любую сумму, превышающую указанную сумму. Если фактическая стоимость доставки или фрахта меньше указанной суммы, выручка считается заработанной.
Цены также не включают федеральные, региональные или местные налоги или другие государственные сборы, связанные с продажей, покупкой, производством, доставкой, хранением, переработкой, использованием или потреблением любых Товаров, указанных в настоящем документе. Цены указаны и оплачиваются в долларах США.
Аннулирование. Покупатель не может приостанавливать или отменять заказы, размещенные у Продавца, кроме как с предварительного письменного согласия Продавца и только в том случае, если Покупатель возмещает Продавцу все убытки, понесенные в связи с такой приостановкой или отменой, включая, помимо прочего, все случайные и косвенные убытки и расходы, возникающие в связи с этим. Указание Покупателя приостановить или отменить любой заказ может рассматриваться как отказ, в результате чего Покупатель несет немедленную ответственность за убытки, расходы и другой понесенный ущерб.
Доставка. Право собственности и риск потери Товара переходят к Покупателю после доставки Товара Продавцом обычному перевозчику для доставки. Если Покупатель не указывает инструкции по доставке, Покупатель настоящим уполномочивает Продавца организовать доставку от имени Покупателя, и Покупатель несет ответственность за все расходы и расходы, связанные с этим. Все временные рамки, указанные Продавцом в устной или письменной форме, являются добросовестными оценками ожидаемой даты доставки Товаров. Продавец должен прилагать коммерчески разумные усилия для выполнения заказов Покупателя в указанные сроки, но ни при каких обстоятельствах Продавец не несет ответственности за любые убытки, связанные с неспособностью Продавца соблюсти любые такие сроки или сроки, включая, помимо прочего, случайные или косвенные убытки, возникающие в связи с этим.
Продавец должен прилагать коммерчески разумные усилия для выполнения заказов Покупателя в указанные сроки, но ни при каких обстоятельствах Продавец не несет ответственности за любые убытки, связанные с неспособностью Продавца соблюсти любые такие сроки или сроки, включая, помимо прочего, случайные или косвенные убытки, возникающие в связи с этим.
Осмотр и приемка. Покупатель должен осмотреть все Товары в течение пяти (5) дней после их получения. Оплата Покупателем представляет собой окончательное принятие Товаров и действует как отказ Покупателя от прав на осмотр или отклонение товаров, если не согласовано иное. Если Покупатель отказывается от какого-либо товара, Покупатель должен сначала получить Номер разрешения на возврат товара («RGAN»), прежде чем возвращать какой-либо товар Продавцу. В возврате товара без РГАН будет отказано. Продавец не несет ответственности за любые транспортные расходы, повреждения товаров или любые другие расходы или обязательства, связанные с товарами, возвращенными без RGAN. Продавец имеет право заменить соответствующее предложение. Покупатель несет ответственность за все расходы по доставке к Покупателю и обратно, а также расходы на переупаковку, если таковые имеются, если Покупатель отказывается принять отгрузку. Если Товары возвращаются в непригодном для продажи состоянии, Покупатель несет ответственность за полную стоимость Товаров. Покупатель не имеет права возвращать товары по специальному заказу. Любые Товары, возвращенные по настоящему Соглашению, облагаются комиссией за пополнение запасов, равной 35% от цены счета.
Продавец имеет право заменить соответствующее предложение. Покупатель несет ответственность за все расходы по доставке к Покупателю и обратно, а также расходы на переупаковку, если таковые имеются, если Покупатель отказывается принять отгрузку. Если Товары возвращаются в непригодном для продажи состоянии, Покупатель несет ответственность за полную стоимость Товаров. Покупатель не имеет права возвращать товары по специальному заказу. Любые Товары, возвращенные по настоящему Соглашению, облагаются комиссией за пополнение запасов, равной 35% от цены счета.
Ограниченная гарантия. Продавец гарантирует первоначальному конечному пользователю, что Товары, изготовленные или предоставленные Продавцом в соответствии с настоящим Соглашением, не будут иметь дефектов материалов или изготовления в течение двенадцати (12) месяцев с даты покупки при условии, что Товары установлены. , использоваться и обслуживаться в соответствии с любым руководством по эксплуатации или техническими инструкциями, предоставленными Продавцом или поставляемыми с Товарами, если применимо. Первоначальный конечный пользователь должен письменно уведомить Продавца о любом предполагаемом дефекте Товара до истечения гарантийного срока. Первоначальный конечный пользователь также должен получить RGAN от Продавца до возврата любых Товаров Продавцу для гарантийного обслуживания в соответствии с настоящим параграфом. Продавец не несет никакой ответственности за Товары, возвращенные без RGAN. Первоначальный конечный пользователь несет ответственность за все затраты и расходы, связанные с возвратом Товара Продавцу для гарантийного обслуживания. В случае дефекта Продавец по своему усмотрению отремонтирует или заменит дефектные Товары или возместит первоначальному конечному пользователю покупную цену таких дефектных Товаров. Товары не подлежат замене или возврату по истечении 30 дней с даты получения. Вышеупомянутая гарантия является единственным обязательством Продавца и исключительным средством правовой защиты первоначального конечного пользователя в отношении любых дефектных Товаров.
Первоначальный конечный пользователь должен письменно уведомить Продавца о любом предполагаемом дефекте Товара до истечения гарантийного срока. Первоначальный конечный пользователь также должен получить RGAN от Продавца до возврата любых Товаров Продавцу для гарантийного обслуживания в соответствии с настоящим параграфом. Продавец не несет никакой ответственности за Товары, возвращенные без RGAN. Первоначальный конечный пользователь несет ответственность за все затраты и расходы, связанные с возвратом Товара Продавцу для гарантийного обслуживания. В случае дефекта Продавец по своему усмотрению отремонтирует или заменит дефектные Товары или возместит первоначальному конечному пользователю покупную цену таких дефектных Товаров. Товары не подлежат замене или возврату по истечении 30 дней с даты получения. Вышеупомянутая гарантия является единственным обязательством Продавца и исключительным средством правовой защиты первоначального конечного пользователя в отношении любых дефектных Товаров. Эта ограниченная гарантия не распространяется на: (a) наборы штампов, инструменты и пильные полотна; (b) периодическое или плановое техническое обслуживание и настройка, (c) ремонт или замена Товаров в связи с их естественным износом, (d) дефекты или повреждения Товаров, возникшие в результате неправильного использования, неправильного обращения, небрежного обращения или несчастных случаев, (f) дефекты или повреждение Товаров в результате ненадлежащих или несанкционированных переделок, модификаций или изменений; и (f) любые Товары, которые не были установлены и/или не обслуживались в соответствии с инструкцией по эксплуатации или техническими рекомендациями, предоставленными Продавцом.
Эта ограниченная гарантия не распространяется на: (a) наборы штампов, инструменты и пильные полотна; (b) периодическое или плановое техническое обслуживание и настройка, (c) ремонт или замена Товаров в связи с их естественным износом, (d) дефекты или повреждения Товаров, возникшие в результате неправильного использования, неправильного обращения, небрежного обращения или несчастных случаев, (f) дефекты или повреждение Товаров в результате ненадлежащих или несанкционированных переделок, модификаций или изменений; и (f) любые Товары, которые не были установлены и/или не обслуживались в соответствии с инструкцией по эксплуатации или техническими рекомендациями, предоставленными Продавцом.
ИСКЛЮЧЕНИЕ ДРУГИХ ГАРАНТИЙ. ВЫШЕУПОМЯНУТАЯ ОГРАНИЧЕННАЯ ГАРАНТИЯ ЗАМЕНЯЕТ ВСЕ ОСТАЛЬНЫЕ ГАРАНТИИ, ЯВНЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ. ЛЮБЫЕ И ВСЕ ДРУГИЕ ЯВНЫЕ, ПРЕДУСМОТРЕННЫЕ ЗАКОНОМ ИЛИ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, ВКЛЮЧАЯ, ПОМИМО ПРОЧЕГО, ЛЮБЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ЛЮБОЙ КОНКРЕТНОЙ ЦЕЛИ ЯВНО ОТКАЗЫВАЮТСЯ. НЕ ПРЕДОСТАВЛЯЕТСЯ НИКАКИХ ГАРАНТИЙ, ВЫХОДЯЩИХ ЗА ТУ, ЧТО ЯВНО СОДЕРЖИТСЯ ЗДЕСЬ.
НЕ ПРЕДОСТАВЛЯЕТСЯ НИКАКИХ ГАРАНТИЙ, ВЫХОДЯЩИХ ЗА ТУ, ЧТО ЯВНО СОДЕРЖИТСЯ ЗДЕСЬ.
ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ПРОДАВЕЦ НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ИЛИ ЛЮБОЙ ДРУГОЙ СТОРОНОЙ ЗА ЛЮБОЙ СЛУЧАЙНЫЙ, КОСВЕННЫЙ ИЛИ ОСОБЫЙ УЩЕРБ (ВКЛЮЧАЯ, ПОМИМО ПРОЧЕГО, УПУЩЕННУЮ ПРИБЫЛЬ ИЛИ ПРОСТОИ), ВОЗНИКШИЙ В СВЯЗИ С ТОВАРОМ ИЛИ СВЯЗАННЫМ С ТОВАРОМ, ЛЮБЫМ НАРУШЕНИЕМ ПРОДАВЦА ИЛИ ЕГО НАРУШЕНИЙ АГЕНТЫ НАСТОЯЩЕГО СОГЛАШЕНИЯ ИЛИ ПО ЛЮБОЙ ДРУГОЙ ПРИЧИНЕ, НА ОСНОВЕ КОНТРАКТА, ДЕЛИКТА ИЛИ ЛЮБОЙ ДРУГОЙ ТЕОРИИ ОТВЕТСТВЕННОСТИ. СРЕДСТВА ЗАЩИТЫ ПОКУПАТЕЛЯ В ОТНОШЕНИИ ЛЮБОЙ ПРЕТЕНЗИИ, ВОЗНИКАЮЩЕЙ В СООТВЕТСТВИИ С НАСТОЯЩИМ СОГЛАШЕНИЕМ, СТРОГО ОГРАНИЧЕНЫ СУММОЙ, УПЛАЧЕННОЙ ПОКУПАТЕЛЕМ ЗА ТОВАР.
Форс-мажор. Продавец не несет ответственности за любую задержку в доставке или недоставку Товаров по причинам, не зависящим от разумного контроля Продавца, включая, помимо прочего, стихийные бедствия, военные или террористические действия, действия противника, боевые действия, забастовки, трудовые затруднения, эмбарго, непоставка или несвоевременная поставка материалов, деталей и оборудования или задержки транспортировки не по вине Продавца, задержки, вызванные гражданскими властями, правительственными постановлениями или распоряжениями, пожаром, молнией, стихийными бедствиями или любой другой причиной, не зависящей от Продавца. разумный контроль. В случае любой такой задержки исполнение будет отложено на такой период времени, который может быть разумно необходим для компенсации задержки.
разумный контроль. В случае любой такой задержки исполнение будет отложено на такой период времени, который может быть разумно необходим для компенсации задержки.
Технические характеристики. Продавец может, по своему усмотрению, вносить изменения в конструкцию, технические характеристики или компоненты Товаров для повышения безопасности таких Товаров или, если, по мнению Продавца, такие изменения будут полезны для их эксплуатации или использования. Покупатель не может вносить какие-либо изменения в спецификации Товара, если только Продавец не одобрит такие изменения в письменной форме, и в этом случае Продавец может взимать дополнительные сборы за внедрение таких изменений.
Установка. Если Покупатель приобретает какие-либо Товары, требующие установки, Покупатель должен за свой счет выполнить все приготовления и подключения, необходимые для установки и эксплуатации Товаров. Покупатель должен установить Товары в соответствии с любыми инструкциями Продавца и возместить Продавцу любые и все убытки, требования, иски, основания для иска, претензии и расходы (включая фактические гонорары и расходы на адвокатов), возникающие прямо или косвенно из-за неспособности Покупателя правильно установить Товар.
Работы других; Устройства безопасности. Если иное не согласовано с Продавцом в письменной форме, Продавец не несет ответственности за труд или работу, выполняемую Покупателем или другими лицами, любого характера, связанную с проектированием, производством, изготовлением, использованием, установкой или поставкой Товаров. Покупатель несет единоличную ответственность за оснащение и требование использования своими сотрудниками и клиентами всех устройств безопасности, ограждений и безопасных рабочих процедур, требуемых законом и/или изложенных в руководствах и инструкциях, предоставленных Продавцом. Покупатель несет ответственность за ознакомление со всеми руководствами по эксплуатации, ANSI или аналогичными стандартами безопасности, правилами OSHA и другими источниками стандартов и правил безопасности, применимых к использованию и эксплуатации Товаров.
Средства правовой защиты. Каждое из прав и средств правовой защиты Продавца по настоящему Соглашению является кумулятивным и дополняет любые другие или дополнительные средства правовой защиты, предусмотренные в соответствии с настоящим Соглашением или по закону или по праву справедливости.
Гонорары адвокатов. В случае необходимости судебного иска для взыскания денежных средств, причитающихся с Покупателя, или для обеспечения соблюдения любого положения настоящего Соглашения, Покупатель несет ответственность перед Продавцом за все расходы и расходы, связанные с этим, включая фактические гонорары и расходы Продавца на адвокатов.
Применимое право/место проведения. Настоящее Соглашение должно толковаться и регулироваться в соответствии с законодательством штата Висконсин без применения принципов коллизионного права. Каждая сторона соглашается с тем, что все действия или разбирательства, вытекающие из настоящего Соглашения или связанные с ним, должны возбуждаться, рассматриваться и рассматриваться только в судах штата, заседающих в округе Марафон, штат Висконсин, или в Федеральном суде США по Западному округу штата Висконсин. Каждая сторона отказывается от любого права, которое она может иметь, отстаивать доктрину «неудобного форума» или возражать против места проведения разбирательства в той мере, в какой любое судебное разбирательство возбуждено в соответствии с настоящим разделом. Каждая сторона соглашается и отказывается от любых возражений против осуществления личной юрисдикции над ней судами, описанными в этом разделе. КАЖДАЯ СТОРОНА ОТКАЗЫВАЕТСЯ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ, ОТ ПРАВА НА СУДЕБНОЕ РАЗБИРАТЕЛЬСТВО ПРИСЯЖНЫХ.
Каждая сторона соглашается и отказывается от любых возражений против осуществления личной юрисдикции над ней судами, описанными в этом разделе. КАЖДАЯ СТОРОНА ОТКАЗЫВАЕТСЯ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ, ОТ ПРАВА НА СУДЕБНОЕ РАЗБИРАТЕЛЬСТВО ПРИСЯЖНЫХ.
Краткое изложение правил возврата.
- 5 дней приемки с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются.
- Вы должны получить номер RGAN, выданный IRONWORKER LLC, ПРЕЖДЕ чем возвращать какие-либо материалы.
- Возвратные материалы должны быть получены в ООО «Айронворкер» в новом состоянии и в оригинальной упаковке.
- Измененные предметы возврату не подлежат.
- Покупатель несет ответственность за все расходы по доставке.
- Ко всем возвратам применяется комиссия за пополнение запасов в размере 35%.
IRONWORKER LLC делает все возможное, чтобы наши опубликованные спецификации, изображения, цены и доступность продукции были максимально точными и своевременными. Приносим свои извинения за возможные расхождения. IRONWORKER LLC оставляет за собой право вносить любые изменения, которые сочтет необходимыми в ходе ведения бизнеса, включая, помимо прочего, цены, спецификации продукта, количество и доступность продукта.
Приносим свои извинения за возможные расхождения. IRONWORKER LLC оставляет за собой право вносить любые изменения, которые сочтет необходимыми в ходе ведения бизнеса, включая, помимо прочего, цены, спецификации продукта, количество и доступность продукта.
Для обслуживания клиентов и технической поддержки: Пожалуйста, свяжитесь с одним из наших компетентных членов команды по телефону: 1-844-895-3316 или напишите нам по электронной почте [email protected]
Сверлильные станки — Оборудование для обработки стекла BENTELER
Сверлильные станки BENTELER для листового стекла подходят для всех операций сверления и фрезерования в единичном и серийном производстве, даже для стекла с покрытием. Станки BENTELER гарантируют высокую повторяемость при минимальном времени настройки, что обеспечивает оптимальную экономическую эффективность и высокую гибкость.
tecDriller
Портальный сверлильный станок BENTELER — это надежный технологический сверлильный станок, который особенно подходит для больших размеров стекла с покрытием и без покрытия. От одной шпиндельной пары до макс. две пары шпинделей, портальный сверлильный станок охватывает все обычные продукты. Оси с ЧПУ и превосходная повторяемость гарантируются с минимальным временем настройки для оптимальной экономической эффективности и высокой гибкости.
От одной шпиндельной пары до макс. две пары шпинделей, портальный сверлильный станок охватывает все обычные продукты. Оси с ЧПУ и превосходная повторяемость гарантируются с минимальным временем настройки для оптимальной экономической эффективности и высокой гибкости.
Преимущества
Высокая точность:
- Динамическое позиционирование с ЧПУ координатов отверстий
- Автоматическое смещение инструмента и калибровочная система
Гибкость:
- Две независимые пары со шлифовальными SPINDLES
- Две независимые пары совильных SPINDLES
- . -1
- Устройство автоматической смены инструмента на 10 или 20 позиций
- Полностью закрытый сверлильный шпиндель
- Отдельный фрезерный шпиндель
- Современное управление ЧПУ
- Удобный пользовательский интерфейс для программирования схемы отверстий
- Полностью автоматические программы для сверления и зенкерования программное обеспечение
- Макс.
 размер стекла: 3.300 x 20.000 мм
размер стекла: 3.300 x 20.000 мм - Толщина стекла: 3 – 21 мм
- Скорость позиционирования: 64 м/мин
- Скорость фрезерования: 600 мм/мин
- переменные контуры резки, без ограничений по инструментам
- по сравнению с обычным фрезерованием: коэффициент обработки 2,0
- автоматическое удаление стекла из стандартных вырезов
- подходит для обработки многослойного стекла
- водяная завеса для защиты окружающих компонентов машины
- контролируемое улавливание абразивного песка
- лучистая энергия поглощается
- удельный расход воды в отдельных резервуарах
- высокое качество кромок
- шпиндель для закатки / отделки
- Макс.
 размер стекла: 3300 x 20000 мм
размер стекла: 3300 x 20000 мм - Мин. размер стекла: 250 x 450 мм
- Макс. рабочая скорость: 15 м/мин
- машинная рама и компоненты особенно стабильной конструкции для бурения с низкой вибрацией с высокой точностью и для высокой повторяемости. дополнительные сверлильные шпиндели
- автоматическая заточка инструмента
- запатентованный сверлильный шпиндель Benteler сверлильные двигатели с уплотняющим сжатым воздухом для длительного срока службы во влажной и абразивной среде
- дополнительная высокоскоростная система удаления воды, поэтому сверление без технологической воды на поверхности стекла и защита чувствительной поверхности стекла Простое и удобное управление
- дополнительная обработка с ЧПУ в направлениях X, Y и Z с автоматическим измерением и калибровкой система для полностью автоматического и точного позиционирования сверла
- автоматическая замена инструмента для смены инструмента с минимальными потерями производительности
- ручной сверлильный стол
- переносной сверлильный стол
- Макс.
 размер стекла: 1300 x 2300 мм
размер стекла: 1300 x 2300 мм - Повторяемость размещения отверстия: ± 0,02 мм
- Скорость позиционирования: 40 м/мин
- Количество пар сверлильных шпинделей на станок: 1 – 7
- подходит для плоских и фигурных стаканов
- может использоваться как отдельная машина или в сочетании с вертикальной моечной машиной
- Передний и задний шпиндели одновременно
- Сверление и зенкерование
- Сверление и зенкерование можно выполнять одновременно
- Зенковка может выполняться с задней и передней стороны стекла
- Макс.
 размер стекла: 3500 x 2500 мм
размер стекла: 3500 x 2500 мм - Мин. размеры стекла: 250 x 600 мм
- рабочая толщина: 3–19 мм
Надежность процесса:
Простое управление:
Технические данные
Области применения
Архитектурное стекло
Гидроабразивная резка
С помощью этой опции можно производить внутренние и внешние разрезы за короткое время цикла с высокой точностью. Качество кромки может быть повышено, а вырезы могут быть облицованы благодаря дополнительному фрезерно-фальцовальному шпинделю.
Преимущества
Технические характеристики
Области применения
Архитектурное стекло
Автомобильное стекло
Техническое стекло
Многошпиндельные сверлильные станки
Многошпиндельный сверлильный станок BENTELER — это надежное и очень быстрое решение для ваших задач по сверлению. Сверлильный станок может быть оснащен семью шпиндельными парами. Оси с ЧПУ гарантируют высокую повторяемость с минимальным временем настройки для оптимальной экономической эффективности и высокой гибкости.
Преимущества
Высокая точность
Надежность процесса:
Исполнения с:
Технические характеристики
Архитектурное стекло
Автомобильное стекло
Техническое стекло
Вертикально-сверлильный станок
Вертикально-сверлильный станок BENTELER быстро и точно выполняет ваши задачи по сверлению. Сверлильный станок автоматически меняет инструменты пяти различных размеров. Кроме того, машина имеет прочную конструкцию с коррозионностойкой механической конструкцией и подходит для плоских и фигурных стекол.
Преимущества
быстрое и точное сверление
Гибкость:
Надежность процесса: пять различных размеров с автоматической сменой инструментов
- 6
Технические характеристики
Области применения
Архитектурное стекло
Техническое стекло
ИСО — 25.080.40 — Машины сверлильные
ИСО — 25.080.40 — Машины сверлильные
Перейти к основному содержанию
Фильтр:
Опубликовано
В разработке
Снято
Удалено
| Стандарт и/или проект 703 | Стадия | ТК |
|---|---|---|
ISO 2423:1982 Условия приемки радиально-сверлильных станков с регулируемой по высоте стрелой. Проверка точности | 90,93 | ИСО/ТК 39/ПК 2 |
ISO 2772-1:1973 Условия испытаний вертикально-сверлильных станков коробчатого типа. | 95,99 | ИСО/ТК 39/ПК 2 |
ISO 2772-2:1974 Условия испытаний вертикально-сверлильных станков коробчатого типа. Проверка точности. Часть 2. Практические испытания | 95,99 | ИСО/ТК 39/ПК 2 |
ISO 2772:2019 Условия испытаний вертикально-сверлильных станков коробчатого типа. Проверка точности | 60,60 | ИСО/ТК 39/ПК 2 |
ISO 2773-1:1973 Условия испытаний вертикально-сверлильных станков колонного типа. | 90,92 | ИСО/ТК 39/ПК 2 |
ISO 2773-2:1973 Условия испытаний вертикально-сверлильных станков колонного типа. Проверка точности. Часть 2. Практические испытания | 90,92 | ИСО/ТК 39/ПК 2 |
ISO/DIS 2773 Условия испытаний вертикально-сверлильных станков колонного типа. Проверка точности | 40,60 | ИСО/ТК 39/ПК 2 |
ISO 3190:1975 Условия испытаний револьверных и одношпиндельных координатно-сверлильных станков с вертикальным шпинделем. | 90,93 | ИСО/ТК 39/ПК 2 |
ISO 3686-1:2000 Условия испытаний высокоточных револьверных и одношпиндельных координатно-сверлильных станков со столом фиксированной высоты с вертикальным шпинделем. Проверка точности. Часть 1. Одностоечные станки | 90,93 | ИСО/ТК 39/ПК 2 |
ISO 3686-2:2000 Условия испытаний высокоточных револьверных и одношпиндельных координатно-сверлильных станков со столом фиксированной высоты с вертикальным шпинделем.  |
 Проверка точности. Часть 1. Геометрические испытания
Проверка точности. Часть 1. Геометрические испытания Проверка точности. Часть 1. Геометрические испытания
Проверка точности. Часть 1. Геометрические испытания Проверка точности
Проверка точности