Вертикально фрезерный станок 6т12: 6Т12 станок консольно-фрезерный вертикальный. Паспорт, характеристики, схемы, описание
Содержание
Вертикальный консольно-фрезерный станок 6Т12 – Станко-Тех
Описание
Назначение станка и область применения.
Вертикальный консольно-фрезерный станок 6Т12 российского производства, предназначен для широкого применения на любых производственных площадях. Используется на крупных промышленных заводах, в ремонтных мастерских и металлообрабатывающих предприятиях.
Вертикальный консольно-фрезерный станок 6Т12 очень хорошо себя зарекомендовал как надежный, простой в эксплуатации и универсальный. Вертикальный консольно-фрезерный станок 6Т12 относится к универсальному технологическому оборудованию, используемому на серийных и индивидуальных предприятиях.
На вертикальном консольно-фрезерном станке 6Т12 можно выполнять различные фрезерные операции, такие как: обработка вертикальных и горизонтальных плоскостей, пазов, углов, зубчатых колес, рамок и других технологических форм.
Возможности станка могут быть расширены с помощью использования различных приспособлений: универсальной делительной головки (УДГ), поворотных столов и разнообразного инструмента.
Вертикальный консольно-фрезерный станок 6Т12 выполнен на литом чугунном основании. Прочная конструкция способна выдерживать рассчитанные нагрузки. Конструкция станка обеспечивает необходимый уровень безопасности работы на нем и соответствует всем современным требованиям безопасности работы.
В стандартном исполнении вертикальный консольно-фрезерный станок 6Т12 оснащается электродвигателем мощностью 7,5 кВт. Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту. Частота вращения шпинделя изменяется передвижением трех зубчатых блоков по шлицевым валам. Коробка скоростей сообщает шпинделю различные частоты вращения. Вертикальная подача стола осуществляется при помощи специальной консоли.
Максимальная грузоподъемность фрезерного стола 400 кг. Ускоренные перемещения рабочих движений вертикального консольно-фрезерного станка 6Т12 получаются включением муфты ускоренного хода и электродвигателя подач, движение с которого через конические зубчатые колеса передается на вал, а затем через колесо сообщается зубчатому венцу муфты, свободно обкатывающемуся на валу и взаимодействующему с электромагнитной муфтой включения ускоренного хода.
Вид климатического исполнения станка соответствует классу УХЛ4. Вертикальный консольно-фрезерный станок 6Т12 оснащается системой подачи СОЖ в зону реза. Станок имеет 3 режима работы:
- 1 – автоматический (предназначен для работы с заданными циклами),
- 2 – толчковый (предназначен для работы по слесарной разметке и перемещения стола с деталью),
- 3 – ручной (универсальный режим с использованием быстрых и ручных перемещений).
Рабочие части приводов выполнены из легированной стали, изнашиваемые части изготавливаются из антифрикционного материала, что значительно увеличивает срок службы станка.
Вертикальный консольно-фрезерный станок 6Т12 соответствует всем строгим нормам безопасности эксплуатации.
Бренд
Производитель Россия
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| НАИМЕНОВАНИЕ ПАРАМЕТРА, РАЗМЕРНОСТЬ | ВЕЛИЧИНА ПАРАМЕТРА |
|---|---|
| Размеры рабочей поверхности стола, мм | 320 x 1250 |
| Наибольшая масса детали, устанавливаемой на столе станка (вместе с приспособлением), кг | 400 |
| Наибольшее перемещение стола, мм: продольное (координата X) поперечное (координата Y) вертикальное (установочное) | 800 320 420 |
| Расстояние от шпинделя до стола, мм | 30-450 |
| Расстояние от шпинделя до станины, мм | 380 |
Подачи стола мм/мин.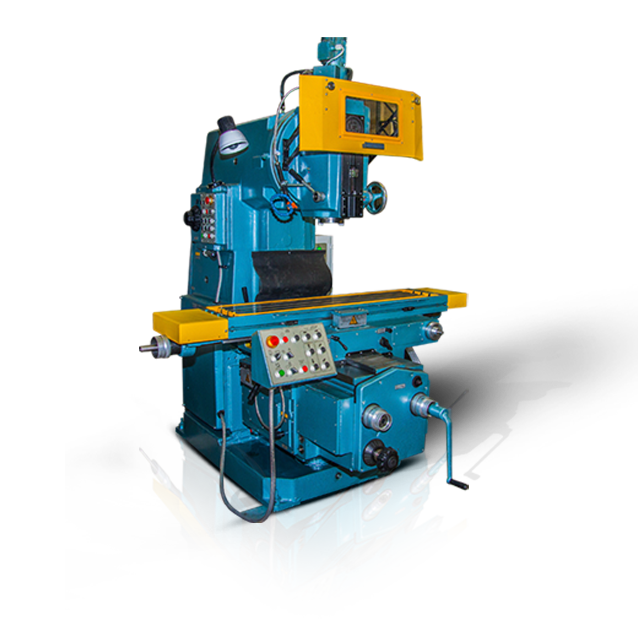 (X,Y) (X,Y) | 12,5-1600 |
| Подачи стола мм/мин. Z | 4,1-530 |
| Диапазон частот вращения шпинделя, об/мин | 31,5-1600 |
| Конус шпинделя | 50 |
| Мощность главного двигателя, квт | 7,5 |
| Двигатель стола, квт | 3 |
| Габаритные размеры (ДхШхВ), мм | 2280 х 1965 х 2265 |
| Класс точности | Н |
| Масса с электрооборудованием, кг | 3250 |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Стандартная комплектация вертикального консольно-фрезерного станка 6Т12:
- станок в сборе,
- защитное устройство,
- система подачи СОЖ,
- рукоятка ручных перемещений,
- маховик ручного управления,
- светильник,
- инструкция на русском языке на станок 6Т12.
ОПЦИОНАЛЬНЫЕ КОМПЛЕКТУЮЩИЕ
Дополнительная комплектация вертикального консольно-фрезерного станка 6Т12:
- тиски станочные,
- универсальная делительная головка УДГ,
- поворотный стол (Ø 250 мм, Ø 400 мм),
- рабочий инструмент,
- комплект оправок,
- комплект втулок,
- цанговый патрон.

Vishion Tool & Machine Company
Vishion Tool & Machine Company — Список оборудования
Инструмент и станок Vishion — Наше оборудование
Дом
СПИСОК ОБОРУДОВАНИЯ
ОБОРУДОВАНИЕ С ЧПУ
OKK MCV-520 Обрабатывающий центр с ходом стола 40 x 20 дюймов
Вертикальный обрабатывающий центр FADAL VMC 15 с ходом стола 20 x 16 дюймов
HAAS MODEL HL-2BB Токарный центр большого диаметра мощностью 30 л.с.
LEBLOND MAKINO 40 x 23 Table Travel с полной 4-й осью
LEBLOND MAKINO 40 x 23 Перемещение стола с полной 4-й осью
ШЛИФОВАЛЬНЫЕ СТАНКИ
Плоскошлифовальный станок CHEVALIER 6 x 18 дюймов
Плоскошлифовальный станок CHEVALIER 12 x 24 дюйма
Плоскошлифовальный станок CHEVALIER 12 x 36 дюймов
BROWN & SHARPE 612 Micro Master плоскошлифовальный станок
TAFT PIERCE Номер один плоскошлифовальный станок
Универсальная круглошлифовальная машина STUDER 460 SU
DOALL D-6 Плоскошлифовальный станок
Плоскошлифовальный станок HARIG 612
FEINMECHANIK D812 Однолезвийный шлифовальный станок
BALDOR 6-дюймовый двухсторонний шлифовальный станок с поворотным столом
Двусторонняя шлифовальная машина BALDOR на подставке
BROWN & SHARPE Универсальная шлифовальная машина для инструментов и режущих инструментов
Ленточно-шлифовальный станок ENGEL Sunstrand, модель 506
BLANCHARD 60 GRINDER
CAMUT V2 ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК 83 x 20
СТАНКИ
Токарный станок WHACHEON 18 x 60 дюймов, модель WL-460 с цифровой системой считывания Sony, модель LH 32
Токарный станок MORI-SEIKE 20″ x 60″ MR 1500 с цифровым считыванием Разрешение 0,0005″
Токарный станок MORI-SEIKE 24 x 80 дюймов (зазор 33 дюйма) MH-2000G
MONARCH TOOLMAKER Токарный станок Модель 10EE
MONARCH TOOLMAKER Токарный станок Модель 10EE
HARRISON TOOLMAKER Токарный станок Модель 10AA
CLAUSING Токарный станок Модель 6913
ФРЕЗЕРНЫЕ СТАНКИ
Ручной горизонтальный фрезерный станок OKK MH-3P
HERBERT-DEVLIEG Номер 2B-36 Spiramatic Jigmill с цифровым считыванием . 0001 Разрешение
0001 Разрешение
Вертикально-фрезерный станок WELLS INDEX Модель 747 с цифровым считыванием
Вертикально-фрезерный станок WELLS INDEX Модель 747 с цифровым считыванием
Вертикально-фрезерный станок WELLS INDEX Модель 747 с цифровым считыванием
Вертикально-фрезерный станок BRIDGEPORT, серия II, с цифровым считыванием
Вертикально-фрезерный станок BRIDGEPORT, с головкой 2J, с цифровым считыванием
Вертикально-фрезерный станок BRIDGEPORT, серия I
Вертикально-фрезерный станок HURCO-SMI
TRI-ONICS Millman с цифровым считывателем
Вертикально-фрезерный станок LAGUN Модель FTV-1S с цифровым дисплеем
Вертикально-фрезерный станок WEBB Model 5 VH с цифровым считыванием
Вертикально-фрезерный станок WEBB Model 5 VH с цифровым считыванием
ЭЛЕКТРИЧЕСКИЙ СТАНОК
ELOX Model 8-2012-DR EDM, W/TCV-50 Control с инструментальными принадлежностями 3R, вращающийся
Шпиндель и насадки Orbi-Cut
ХОНОВАЛЬНЫЙ СТАНОК
Хонинговальный станок SUNNEN, модель MBB 1650
ПРОВЕРОЧНОЕ ОБОРУДОВАНИЕ
Состоит из гранитных пластин, циферблатных индикаторов, высотомеров, нутромеров, компараторов, микрометров и т. д.
д.
ПИЛЫ
УЭЛЛС БРОС. Горизонтальная ленточная отрезная пила Модель 1000
JOURNEYMAN Вертикальная контурная ленточная пила со сварочным аппаратом
SCOTCHMAN CPO350PKPD Холодная пила с регулируемой скоростью
СВАРОЧНЫЙ МАШИН
ЭСАБ 352AC/DC
Сварочный аппарат TIG AC/DC 600 AMP AIRCO
Сварочный аппарат IDEAL MIG, модель R35-250
ТЕПЛОВАЯ АРКА PAK-5XT
БУРОВЫЕ МАШИНЫ
Настольная дрель HAMILTON Precision Sensitive
Универсальный стол ROCKWELL 15-97 9 дюймов
WILLIS 24-дюймовая напольная модель с редуктором, тип инструментальной комнаты
Радиальная буровая установка WILLIS диаметром 10 дюймов с четырехфутовой рукояткой
ПОГРУЗЧИК ОБОРУДОВАНИЯ
Вилочный подъемник Clark
грузоподъемностью 5000 фунтов
8000 фунтов Yale Fork Lift
Гидравлический подъемник 1500 фунтов
Ручной подъемник 500 фунтов
РАЗНОЕ
Весы BEAM — портативные, грузоподъемность 700 фунтов
SKAT BLAST-Система сухой струйной очистки
Vishion Tool and Machine, Inc.

http://www.vishiontool.com
Преимущества вертикально-фрезерного станка
Глупость — основной строительный блок вселенной.
— Фрэнк Заппа
Введение
В отличие от токарных станков, которые известны уже тысячи лет, фрезерным станкам меньше двухсот лет. Поскольку они требуют гораздо большей мощности, чем токарные станки с ручным приводом, их внедрение пришлось ждать до изобретения промышленной энергии воды и пара. Кроме того, сначала должны были быть доступны все их механические компоненты, такие как точно подогнанные направляющие, большие отливки, способные противостоять силам резания, калиброванные ходовые винты и режущие инструменты из закаленной стали.
Эли Уитни приписывают изобретение первого фрезерного станка примерно в 1818 году, но устройство поддержки колена и стойки универсального фрезерного станка Джозефа А. Брауна (позднее из Брауна и Шарпа) датируется 1862 годом и знаменует собой важный шаг в развитие машины. Во второй половине девятнадцатого века фрезерные станки постепенно заменили формовочные и строгальные станки, которые имеют одноточечные резцы токарного типа, которые перемещаются по заготовке по прямой линии и соскребают металл одним движением за раз. Фрезерные станки с их непрерывным режущим действием не только удаляют металл быстрее, чем строгальные станки, но и выполняют дополнительные операции, такие как нарезание спиралей для зубчатых колес и спиральных сверл. Сегодня фрезерные станки значительно превосходят по количеству формовочные и строгальные станки. Американцы в Новой Англии, а затем и на Среднем Западе постоянно добавляли функции, ведущие к созданию современного фрезерного станка.
Фрезерные станки с их непрерывным режущим действием не только удаляют металл быстрее, чем строгальные станки, но и выполняют дополнительные операции, такие как нарезание спиралей для зубчатых колес и спиральных сверл. Сегодня фрезерные станки значительно превосходят по количеству формовочные и строгальные станки. Американцы в Новой Англии, а затем и на Среднем Западе постоянно добавляли функции, ведущие к созданию современного фрезерного станка.
Еще одно важное событие произошло в 1930-х годах, когда Рудольф Банноу и Магнус Вальстрем представили вертикальный фрезерный станок в стиле Бриджпорт. Эта конструкция обеспечивает универсальность и экономичность вместо более высоких скоростей съема металла, характерных для традиционных горизонтально-фрезерных станков. Из-за этой универсальности сегодня существует больше мельниц типа Бриджпорт, чем мельниц любой другой конструкции. Горизонтальные фрезы в настоящее время обычно предназначены для производственных применений, где требуется высокая скорость съема металла на идентичных деталях, а не для прототипирования и небольших тиражей. Машины в стиле Бриджпорт также называют коленно-колонными машинами и револьверными мельницами. Ключевые особенности этих машин включают в себя:
Машины в стиле Бриджпорт также называют коленно-колонными машинами и револьверными мельницами. Ключевые особенности этих машин включают в себя:
- Колено-колонная опора для фрезерного стола, обеспечивающая вертикальное перемещение заготовки относительно инструмента.
- Седло, поддерживающее стол и обеспечивающее возвратно-поступательное движение вертикальной колонны.
- Цельная инструментальная головка, которая удерживает двигатель, приводные шкивы и шпиндель.
- В конечном итоге были добавлены скользящие суппорты или домкраты, позволяющие перемещать головку инструмента внутрь или наружу относительно вертикальной колонны. Некоторые станки имеют приспособления для наклона головки инструмента из стороны в сторону или назад вперед.
Станок в стиле Бриджпорт имеет много преимуществ по сравнению с горизонтально-фрезерным станком более старой конструкции:
- Самым большим преимуществом является способность пиноли легко выдвигать и втягивать фрезу без проворачивания для подъема и опускания фрезерного стола.
 Это ускоряет производство и снижает утомляемость оператора. Выдвижная пиноль позволяет оператору быстро извлечь инструмент, чтобы удалить стружку из отверстия или проверить его ход. Тактильная обратная связь через рукоятку подачи пиноли или маховик также сообщает оператору, как инструмент режет, и позволяет ему оптимизировать ручную подачу с меньшей опасностью поломки инструмента. Вертикальное перемещение стола по-прежнему доступно для высокоточной регулировки глубины или когда требуется большее усилие на инструменте.
Это ускоряет производство и снижает утомляемость оператора. Выдвижная пиноль позволяет оператору быстро извлечь инструмент, чтобы удалить стружку из отверстия или проверить его ход. Тактильная обратная связь через рукоятку подачи пиноли или маховик также сообщает оператору, как инструмент режет, и позволяет ему оптимизировать ручную подачу с меньшей опасностью поломки инструмента. Вертикальное перемещение стола по-прежнему доступно для высокоточной регулировки глубины или когда требуется большее усилие на инструменте. - Вторым по величине преимуществом является способность станка в стиле Бриджпорт выполнять разрезы под углом. На горизонтально-фрезерном станке либо фреза изготавливается под углом, либо заготовка должна располагаться под углом к оси шпинделя. На станке типа Bridgeport оператору достаточно наклонить шпиндель, чтобы выполнить рез под углом. Конечно, Bridgeport также может использовать угловой резак или монтировать работу под углом.
- Вертикально-фрезерные станки должны использовать меньшие режущие инструменты, чем горизонтальные фрезерные станки, поскольку они имеют менее жесткие и массивные отливки и двигатели меньшей мощности.
 Тем не менее, они могут достигать тех же конечных результатов, что и горизонтальная мельница, только медленнее.
Тем не менее, они могут достигать тех же конечных результатов, что и горизонтальная мельница, только медленнее. - Вертикально-фрезерные станки менее сложны, чем горизонтальные, потому что цельная инструментальная головка устраняет необходимость в сложных зубчатых передачах внутри вертикальной колонны.
- Фрезерные станки типа Bridgeport обычно имеют двигатели мощностью от 1 до 5 лошадиных сил и меньшие отливки, чем большинство горизонтальных фрезерных станков. Из-за этого они обычно стоят меньше.
- Колено-колонные фрезы предлагают универсальность и экономичность вместо высокой производительности съема металла традиционных горизонтально-фрезерных станков.
- обеспечивают лучший обзор фрезы концевой фрезы.
Фрезы типа Bridgeport
Существует от 15 до 36 конструкций или стилей фрезерных станков, в зависимости от того, кто ведет подсчет, но основное внимание в этом исследовании уделяется вертикальному коленному станку в стиле Бриджпорт, поскольку он чаще всего используется в мастерских, занимающихся прототипированием и научно-исследовательскими работами. Они превосходят по численности все остальные конструкции вместе взятые. Этот дизайн может предложить так много, что его копируют во всех промышленно развитых странах. Когда-то не менее тринадцати отдельных испанских компаний строили заводы в стиле Бриджпорта. Практическое знание вертикально-фрезерного станка типа Bridgeport также является хорошим началом для работы с любым другим фрезерным станком.
Они превосходят по численности все остальные конструкции вместе взятые. Этот дизайн может предложить так много, что его копируют во всех промышленно развитых странах. Когда-то не менее тринадцати отдельных испанских компаний строили заводы в стиле Бриджпорта. Практическое знание вертикально-фрезерного станка типа Bridgeport также является хорошим началом для работы с любым другим фрезерным станком.
Токарные и фрезерные станки дополняют друг друга. В то время как токарные станки вращают заготовку и производят цилиндрический разрез, фрезерные станки перемещают заготовку во вращающуюся фрезу и выполняют прямой разрез. Токарные и фрезерные станки способны просверливать отверстия большого диаметра, но фрезерные станки лучше подходят для размещения отверстий в любом месте на поверхности изделия. Хотя иногда можно обойтись только токарным или фрезерным станком, хорошо оборудованная мастерская должна иметь оба станка.
При резке на токарном станке инструмент находится в постоянном контакте с заготовкой и выполняет непрерывный рез. Фрезерные станки как раз наоборот. Они используют многозубые режущие инструменты, и их режущее действие прерывистое, так как каждый зуб откусывает. Металл снимается мелкими отдельными стружками. В отличие от режущих инструментов токарных станков, концевые фрезы, наиболее распространенный режущий инструмент для фрез Бриджпорта, нельзя затачивать вручную, поскольку они должны быть идеально симметричными. Для их заточки требуются специальные приспособления и фасонные шлифовальные круги. Магазины поменьше отправляют свои ножи для заточки.
Фрезерные станки как раз наоборот. Они используют многозубые режущие инструменты, и их режущее действие прерывистое, так как каждый зуб откусывает. Металл снимается мелкими отдельными стружками. В отличие от режущих инструментов токарных станков, концевые фрезы, наиболее распространенный режущий инструмент для фрез Бриджпорта, нельзя затачивать вручную, поскольку они должны быть идеально симметричными. Для их заточки требуются специальные приспособления и фасонные шлифовальные круги. Магазины поменьше отправляют свои ножи для заточки.
Добавление цифрового считывания (DRO) очень удобно для любого фрезерного станка. Это снижает необходимость многократно останавливать мельницу для проведения измерений и снижает вероятность ошибок. При сбросе на ноль УЦИ отображает точное смещение от контрольной точки на заготовке, что позволяет оператору работать непосредственно с размерами на рабочем чертеже.
Для производства используются большие и дорогие фрезерные станки с тремя и более осями, управляемые компьютером. Некоторые станки выполняют все операции, включая автоматическую смену инструмента. Однако сегодня существует промежуточная ступень между ручной мельницей и полностью автоматизированной. Добавление компьютера, цифровых устройств считывания и приводов к осям X и Y мельницы в стиле Бриджпорт делает это. Мало того, что эта усовершенствованная машина может неустанно выполнять все свои существующие повторяющиеся функции, она также добавила новые возможности. Теперь на фрезе можно гравировать (заводить инструмент, чтобы вырезать цифры и буквы разных размеров и шрифтов), вырезать радиусы и углы без поворотного стола, делать островки, карманы, вырезать эллипсы и рамки. Ввод положения, диаметра и количества отверстий автоматизирует вырезание шаблона отверстий под болты; система делает математику. Компьютер также может автоматически компенсировать уменьшение диаметра повторно заточенных фрез, экономя время и деньги. Систему можно программировать вручную через панель управления, использовать сохраненные программы, «обучать» новым задачам, запоминая серию ручных операций, когда оператор делает первую деталь, или принимать файлы из программ САПР.
Некоторые станки выполняют все операции, включая автоматическую смену инструмента. Однако сегодня существует промежуточная ступень между ручной мельницей и полностью автоматизированной. Добавление компьютера, цифровых устройств считывания и приводов к осям X и Y мельницы в стиле Бриджпорт делает это. Мало того, что эта усовершенствованная машина может неустанно выполнять все свои существующие повторяющиеся функции, она также добавила новые возможности. Теперь на фрезе можно гравировать (заводить инструмент, чтобы вырезать цифры и буквы разных размеров и шрифтов), вырезать радиусы и углы без поворотного стола, делать островки, карманы, вырезать эллипсы и рамки. Ввод положения, диаметра и количества отверстий автоматизирует вырезание шаблона отверстий под болты; система делает математику. Компьютер также может автоматически компенсировать уменьшение диаметра повторно заточенных фрез, экономя время и деньги. Систему можно программировать вручную через панель управления, использовать сохраненные программы, «обучать» новым задачам, запоминая серию ручных операций, когда оператор делает первую деталь, или принимать файлы из программ САПР.