Вес электрода 4мм: ESAB ОК 46.00 4мм, 6.6кг – купить электроды в магазинах «Всё для Сварки»
Содержание
Электроды УОНИ-13/55 ф 4мм (СЗСМ) уп.5,5кг
Основное назначение электродов УОНИ-13/55
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах.
Условное обозначение электродов
|
Нормативная документация |
Классификация |
Условное обозначение |
|---|---|---|
|
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-001-50133500-2015 |
ISO 2560 E 51 5 B20 AWS A5.1 E7015 |
Э50А-УОНИ-13/55-⌀1,6-УД Е 516-Б20 |
Рекомендуемое значение тока (А)
|
Положение шва | |||
|---|---|---|---|
|
Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
1,6 |
30-50 |
30-45 |
30-45 |
|
2,0 |
40-60 |
40-55 |
40-55 |
|
2,5 |
70-90 |
60-80 |
60-80 |
|
3,0 |
100-130 |
90-120 |
90-120 |
|
4,0 |
160-190 |
130-160 |
130-160 |
|
5,0 |
180-240 |
160-200 |
- |
|
6,0 |
210-290 |
- |
- |
Характеристики плавления электродов Э50А УОНИ-13/55
|
Коэффициент наплавки, г/Ач |
9,5 |
|
Расход электродов на 1 кг наплавленного металла, кг |
1,5 |
Основные характеристики металла шва и наплавленного металла
|
Механические свойства металла шва |
Кол-во |
|---|---|
|
Временное сопротивление разрыву, МПа, σв |
>= 490,000 |
|
Относительное сужение, %, ψ |
>= 45,000 |
|
Относительное удлинение, %, δ5 |
>= 22,000 |
|
Предел текучести, МПа, σт |
>= 375,000 |
|
Работа удара -20°C, Дж, KV-20 |
>= 47,000 |
|
Угол загиба, ° |
>= 150,000 |
|
Ударная вязкость -20°C, Дж/см2, KCU-20 |
>= 60,000 |
|
Ударная вязкость +20°C, Дж/см2, KCU+20 |
>= 120,000 |
|
Ударная вязкость -40°C, Дж/см2, KCU-40 |
>= 40,000 |
|
Ударная вязкость -50°C, Дж/см2, KCV-50 |
>= 34,000 |
|
Химический состав наплавленного металла |
Массовая доля элементов, % |
|---|---|
|
углерод, C |
<= 0,100 |
|
марганец, Mn |
0,900 — 1,500 |
|
фосфор, P |
<= 0,030 |
|
сера, S |
<= 0,030 |
|
кремний, Si |
0,250 — 0,600 |
Технологические особенности сварки:
Сварку производят только на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой: 300±10°C 1 час
Сертификаты
1. Национальная ассоциация контроля и сварки (НАКС)
2. Федеральное автономное учреждение «Российский Речной Регистр» (РРР)
3. Российский Морской Регистр Судоходства (РМРС)
4. Система сертификации ГОСТ Р госстандарт России (ГОСТ Р)
Сварочные электроды АНО-4. | МеханикИнфо
Сварочные электроды АНО-4 технические характеристики.
Оцените запись
Марка электродов АНО-4 является одной из самых популярных и востребованных в мире. Сварочные электроды, данной марки, подходят для углеродистых сортов стали с временным сопротивлением тока до 450 Мпа.
При изготовлении готовые электроды упаковывают в герметичные пачки весом по 1, 2.5, 5 кг. Конечно же могут быть и другие весовые упаковки, в зависимости от производителя и заказчика. Вы можете ниже ознакомится с таблицей, в которой указаны упаковки различной весовой категории и вес электрода АНО-4 1 шт.
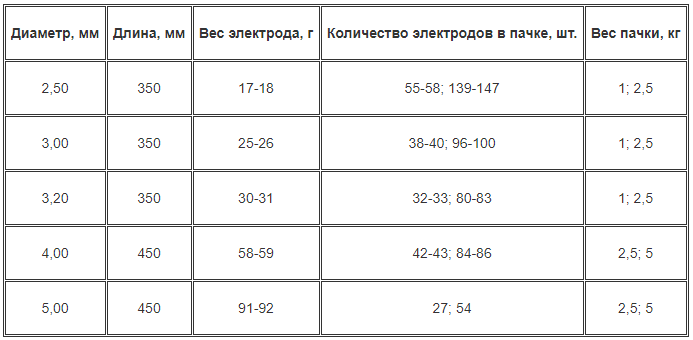
Таблица 1.
Технические характеристики сварочных электродов АНО-4.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,50 | 350 | 17-18 | 55-58 | 139-147 | — |
| 3,00 | 350 | 25-26 | 38-40 | 96-100 | 192-200 |
| 3,20 | 350 | 30-31 | 32-33 | 80-83 | 161-166 |
| 4,00 | 450 | 58-59 | — | 42-43 | 84-86 |
| 5,00 | 450 | 91-92 | — | 27 | 54 |
В зависимости от завода – изготовителя возможна поставка сварочных электродов заказчику различных диаметров: 2, 2.5, 3, 3.2, 4, 5, 6 мм. Самыми популярными из них являются электроды с диаметрами: 3, 4, 5 мм.
Самыми популярными из них являются электроды с диаметрами: 3, 4, 5 мм.
С помощью этих электродов можно производить дуговую и ручную сварку металла, постоянным либо переменными токами.
Технические характеристики.
Для данного типа электродов используют: рутиловое и рутил-карбонатное покрытие;
Сорта свариваемых сталей: Ст 1, Ст 2, Ст 3;
Тип тока: переменный, постоянный;
Коэффициент определяющий расход сварочного электрода на 1 кг наплавленного металла: 1.6 ~1,7 кг;
Коэффициент наплавки составляет: 8,5 г/А·ч.
В зависимости от типа электродов будут меняться силы тока.
Для сварочных электродов типа Э46 АНО-4 силы тока будут находится в пределах, которые указаны в таблице 2.
Читайте также:
Самые распространенные электроды в строительстве.
Электроды тип э 42 46 50.;
Электроды ОК 46.00 технические характеристики.;
Сварочные электроды ЦЛ-11 технические характеристики.;
Электроды УОНИ-13/55 технические характеристики.
 Электроды тип э 42 46 50.;
Электроды тип э 42 46 50.;
Таблица 2.
Тип электродов Э46 АНО-4. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2,0 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 60-100 |
| 3,0 | 90-140 | 80-100 | 80-120 |
| 4,0 | 160-210 | 140-180 | 140-180 |
| 5,0 | 170-270 | 160-200 | — |
| 6,0 | 220-320 | — | — |
Стандарты для производства сварочных электродов АНО-4: ГОСТ 9466-75, ГОСТ 9467-75.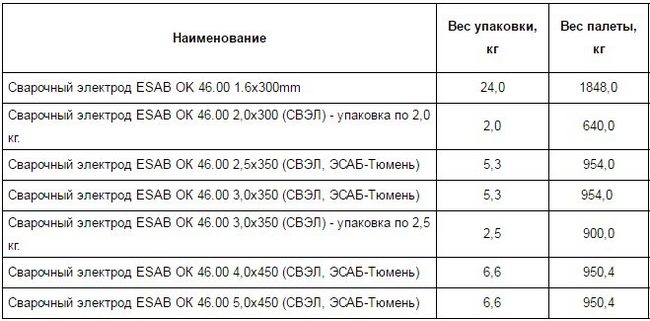 Украинский стандарт: ДСТУ 2770-94, ДСТУ 2651.
Украинский стандарт: ДСТУ 2770-94, ДСТУ 2651.
При сварочных работах с электродами типа АНО-4, химический состав образуемого шва должен состоять из стандартного ряда элементов приведенных в таблице 3.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Марганец, Mn | Кремний, Si | Сера, S | Фосфор, P |
| не более | не более | |||
| ≤ 0,12 | 0,35-0,70 | 0,15-0,30 | 0,035 | 0,035 |
Сварочные электроды АНО-4 технические характеристики.
Главными отличиями и достоинствами этих электродов являются:
— Удаление шлака с поверхности шва;
— Легкий и быстрый поджиг дуги, благодаря нанесенному ионизирующему элементу;
— Малая склонность к образованию пор внутри шва.
Примечание: Возможна сварка влажного металла, плохо очищенного и металла с коррозией.
ЧИТАЙТЕ ТАКЖЕ:
Heiz24.
 de
de
Datenschutz-Einstellungen
Einstellungen, die Sie hier vornehmen, werden auf Ihrem Endgerät im «Local Storage» gespeichert und sind beim nächsten Besuch unseres Onlineshops wieder aktiv. Sie können diese Einstellungen jederzeit ändern (Fingerabdruck-Icon связывает unten).
Informationen zur Cookie-Funktionsdauer sowie Details zu technisch notwendigen Cookies erhalten Sie in unserer Datenschutzerklärung.
Alle ab-/auswählen
YouTube
Weitere Informationen
Um Inhalte von YouTube auf dieser Seite zu entsperren, ist Ihre Zustimmung zur Datenweitergabe und
Speicherung von Drittanbieter-Cookies des Anbieters YouTube (Google) erforderlich.
Dies erlaubt uns,
unser Angebot sowie das Nutzererlebnis für Sie zu verbessern und interessanter auszugestalten.
Оне
Ihre Zustimmung findet keine Datenweitergabe an YouTube statt, jedoch können die Funktionen von YouTube
dann auch nicht auf dieser Seite verwendet werden.
Информация:
Einbetten von Видео
Verarbeitende Firma:
Google Inc.
Nutzungsbedingungen:
Ссылка
ReCaptcha
Weitere Informationen
Um Formulare auf dieser Seite absenden zu können, ist Ihre Zustimmung zur Datenweitergabe und Speicherung von Drittanbieter-Cookies des Anbieters Google erforderlich.
Защитите от повторной проверки reCAPTCHA, чтобы получить данные от Google для проверки формул-СПАМа, имейте в виду.
Dieser Dienst erlaubt uns die sichere Bereitstellung von Online-Formularen für unsere Kunden und schließt gleichzeitig SPAM-Bots aus, welche ansonsten unsere Services beeinträchtigen könnten.
Sie werden nach Ihrer Zustimmung unter Umständen dazu aufgefordert, eine Sicherheitsabfrage zu beantworten, um das Formular absenden zu können.
Stimmen Sie nicht zu, ist eine Nutzung dieses Formulars leider nicht möglich. Nehmen Sie bitte über einen altern Weg zu uns Kontakt auf.
Nehmen Sie bitte über einen altern Weg zu uns Kontakt auf.
Информация:
Остановка спам-ботов
Verarbeitende Firma:
Google Inc.
Nutzungsbedingungen:
Ссылка
Гугл
Weitere Informationen
Um Daten Google zu übermitteln, ist Ihre Zustimmung zur Datenweitergabe und Speicherung von Drittanbieter-Cookies des Anbieters Google erforderlich. Dies erlaubt uns, unser Angebot sowie das Nutzererlebnis für Sie zu verbessern und interessanter auszugestalten.
Информация:
Google Bewertungen
Verarbeitende Firma:
гугл
Nutzungsbedingungen:
Ссылка
Alle ab-/auswählen
Datenschutz-Einstellungen
Sie möchten diesen Inhalt sehen? Aktivieren Sie den gewünschten Inhalt einmalig oder legen Sie eine dauerhafte Freigabe fest. Bei Zustimmung werden Daten beim genannten Drittanbieter abgerufen. Dabei werden unter Umständen Drittanbieter-Cookies auf Ihrem Endgerät gespeichert. Sie können diese Einstellungen jederzeit ändern (Fingerabdruck-Icon связывает unten). Weitere Details finden Sie in unserer Datenschutzerklärung.
Bei Zustimmung werden Daten beim genannten Drittanbieter abgerufen. Dabei werden unter Umständen Drittanbieter-Cookies auf Ihrem Endgerät gespeichert. Sie können diese Einstellungen jederzeit ändern (Fingerabdruck-Icon связывает unten). Weitere Details finden Sie in unserer Datenschutzerklärung.
ЭЛЕКТРОД СВАРОЧНЫЙ 4ММ (1коробка-100шт) AS R-143 Аскайнак 6013
Общее описание
AS R-143 представляет собой рутиловый электрод с толстым покрытием. Поскольку количество его основных компонентов выше, чем у АС Р-116, свойства металла шва соответственно выше. Металл шва имеет высокую стойкость к растрескиванию. Шлак легко удаляется, и он дает высококачественные, гладкие и превосходные швы. Его легко наносить и наносить повторно, что делает его идеальным и простым в использовании электродом
Классификация и типичный состав металла сварного шва
| AWS A5.1 | : | E6013 |
| : | E 42 0 RR 12 |
| C | Si | Mn | 0,08 | 0,35 | 0,65 |
|
Механические свойства металла шва, типовые
| 9 0077 Предел текучести | : | 480 | (Н/мм²) | ||
|---|---|---|---|---|---|
| Прочность на растяжение | : | 550 | (Н/мм²) | ||
| Удлинение (L=5d) | : | 25 | (%) | ||
| Удар (ISO-V) | : 9 0079 | 60 | (Джоуль) | (0°C) | |
| 40 | (Джоуль) | (–20°C) |
Примечание : Температура повторной сушки 70-80°C / 1 час
Разрешения и сертификаты
Сертификаты Lloyd
ABS | BV | DNV |
Сертификаты
СЕ | ДБ | ТЮВ | ГОСТ | СЕПРО |
Области применения и материалы для сварки
AS R-143 представляет собой электрод общего назначения, особенно используемый для сварки низко- и среднеуглеродистых конструкционных сталей от St 33 до St 52. 3. Машиностроение, мостовые конструкции; сварка корпусов котлов, автомобильных кузовов, стальной мебели, работы с металлическими листами, тонкие листы и мелкий ремонт являются одними из областей его применения.
3. Машиностроение, мостовые конструкции; сварка корпусов котлов, автомобильных кузовов, стальной мебели, работы с металлическими листами, тонкие листы и мелкий ремонт являются одними из областей его применения.
| Общие конструкционные стали: |
| DIN: St 33, St 34, St 37, St 44, St 44-2, St 44-3, St 52, St 52-3 EN: S185, S235, S275, S355 DIN: St 37-4, St 44-4, St 52-4 EN: P235TR2 — P355T2 |
| Мелкозернистая сталь: |
| DIN: StE 255 — StE 420 EN: S255N — S420N DIN: WStE 255 EN: P255NH |
| Стали для повышенных температур: |
| DIN: St 35-8, St 45-8 EN: P235G1TH — P255G1TH |
| Материалы труб: |
| DIN: StE 210-7 — StE 360-7 EN: L210 — L360NB DIN: StE 290-7 TM-StE 360-7 TM EN: L290MB — L360MB DIN: X42, X46, X52, X60 (API 5LX) |
| Стали для котлов и сосудов под давлением: | DIN: HI, HII, HIII EN: P235GH, P265GH, P285NH DIN: 17 Mn 4, 19 Mn 6 EN: P295GH, P355GH |
| Корабельные плиты: |
| DIN: A, B, D DIN: Ah42 — Eh46 |
| Литая сталь: |
| DIN: ГС-38, ГС-45, ГС-52 EN: GE200, GE240, GE260 |
Параметры сварки/Информация об упаковке и диаметре
Тип тока и полярность: Мин.