Вес одного электрода 4 мм: Сколько штук электродов в 1 килограмме?
Содержание
Электроды сварочные «ЛЭЗ» УОНИ 13/55, ⌀ 2, 2.5, 3, 4, 5, 6 мм
Артикул: ЛЭЗ УОНИ 13/55
ID: 00134406
Цена: Уточняйте у менеджера
Доступность: На складе
Производитель: ЛЭЗ
Диаметр электрода
— Выберите —
2 мм
2,5 мм
3 мм
4 мм
5 мм
6 мм
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Электроды сварочные УОНИ 13/55 широко применяются для сварки стальных конструкций из низколегированных и углеродистых сталей. Электроды отлично справляются со сваркой ответственных и особо ответственных конструкций, которые эксплуатируются при высоких нагрузках.
Электроды отлично справляются со сваркой ответственных и особо ответственных конструкций, которые эксплуатируются при высоких нагрузках.
Электроды УОНИ 13/55 выполнены из проволоки марки Св-08А (углеродистая сталь). Допускается эксплуатация во всех пространственных положениях кроме сварки сверху вниз, постоянным током обратной полярности. Покрытие электродов относится к основному типу. В состав входит фторид кальция, различные фтористые соединения, а также карбиды.
Сварочные электроды «ЛЭЗ» УОНИ 13/55 являются наиболее высококачественными по своим характеристикам электроды, в сравнении как с зарубежными, так и отечественными аналогами. Все благодаря тому, что сварочные швы, полученные с использованием этих электродов, имеют высокий уровень выносливости к образованию кристаллизационных трещин и обладают чрезвычайно малым содержанием водорода.
Химический состав наплавленного металла:
- Углерод не более 0,12 %;
- Марганец 0,70 — 1,20 %;
- Кремний 0,20 — 0,50 %;
- Сера не более 0,030 %;
- Фосфор не более 0,030 %.
Сварочные электроды УОНИ 13/55
Сварка электродами УОНИ 13/55
Сварочные работы
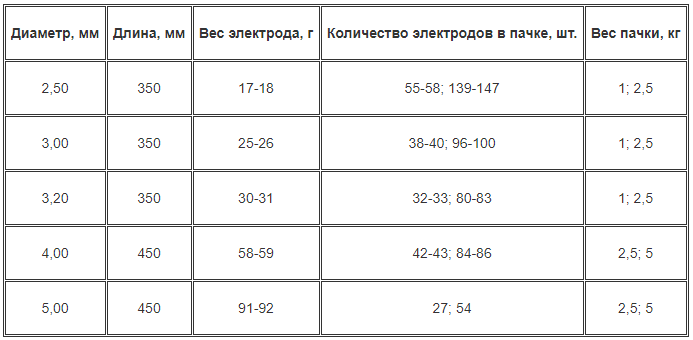
Допустимое содержание влаги в электродном покрытии перед использованием не более 0,3 %, в случае превышения данного значения электроды требуется прокалить при температуре 350 °C в течении 1 часа. Расход электродов на 1 кг наплавленного металла — 1,7 кг. Электроды «ЛЭЗ» УОНИ 13/55 поставляются диаметром 2, 2,5, 3, 4, 5 или 6 мм.
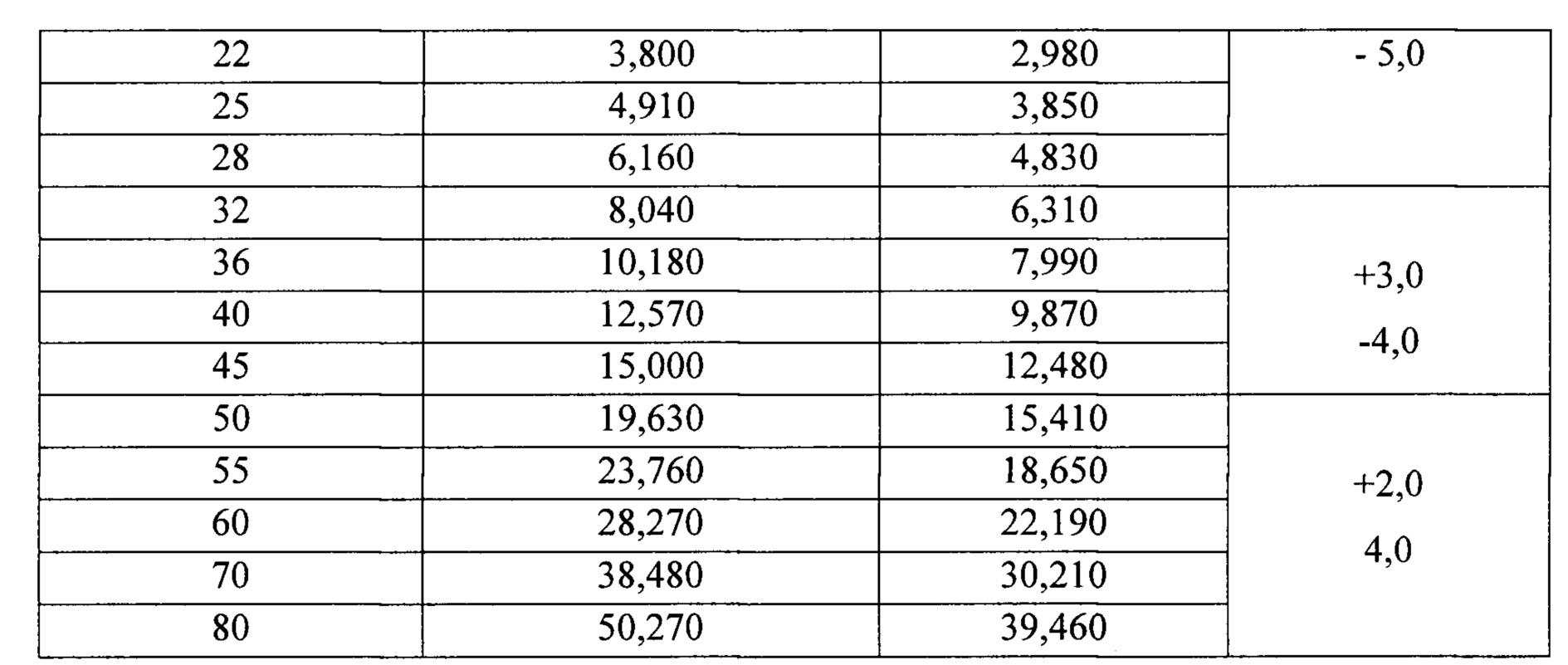
Вес одного стержня зависит от его диаметра, электроды расфасованы в упаковки по 5 кг. Сварочные электроды «ЛЭЗ» УОНИ 13/55 соответствуют требованиям ГОСТ 9466-75 и ГОСТ 9467-75. Производитель: Лосиноостровский электродный завод («ЛЭЗ»), Россия.
Сфера применения
Сварочные электроды «ЛЭЗ» УОНИ 13/55 широко используются для изготовления и ремонта металлических конструкций, подверженных большим нагрузкам. Электроды активно применяются в сфере тяжелой и легкой промышленности, логистике и капитальном строительстве.
Электроды активно применяются в сфере тяжелой и легкой промышленности, логистике и капитальном строительстве.
Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2,0 | 40-60 | 40-60 | 40-60 |
| 2,5 | 55-80 | 50-65 | 45-65 |
| 3,0 | 90-120 | 80-100 | 70-90 |
| 4,0 | 130-150 | 130-140 | 110-130 |
| 5,0 | 180-210 | 160-180 | — |
| 6,0 | 210-240 | — | — |
Рекомендуемые товары
Электроды сварочные «ЛЭЗ» МР-3С (синие), ⌀ 2, 2.
 5, 3, 4, 5, 6 мм
5, 3, 4, 5, 6 мм
Сварочные электроды «ЛЭЗ» МР-3С (синие) – это наиболее популярный тип электродов для проведения сварочных работ, ког..
Электроды сварочные «ЛЭЗ» ОЗС-12, ⌀ 2, 2.5, 3, 4, 5 мм
Сварочные электроды ОЗС-12 применяются для сварки стальных конструкций, труб, деталей котлов, а также различных элементо..
Электроды ЦЧ-4 ф 4мм (СЗСМ) уп.5,5кг
Основное назначение электродов ЦЧ-4
Для холодной сварки, ремонтной наплавки и заварки дефектов литья в деталях из серого, высокопрочного и ковкового чугунов, а также сварка таких чугунов со сталью. Наплавка первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварку производят короткими валиками длиной 25-30 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С ; для деталей из ковкого и высокопрочного чугунов длина валика может быть увеличина до 80-100 мм. Сварка и наплавка в нижнем и наклонном положениях, постоянным током обратной полярности.
Условное обозначение электродов
|
Нормативная документация |
Классификация |
Условное обозначение |
|---|---|---|
|
ГОСТ 9466-75, ТУ 1272-005-50133500-2008 |
ЦЧ-4-⌀3,0 |
Рекомендуемое значение тока (А)
|
Положение шва | |||
|---|---|---|---|
|
Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
3,0 |
80-120 |
- |
- |
|
4,0 |
130-170 |
- |
- |
|
5,0 |
180-240 |
- |
- |
|
6,0 |
220-280 |
- |
- |
Характеристики плавления электродов ЦЧ-4
|
Коэффициент наплавки, г/Ач |
10,8 |
|
Расход электродов на 1 кг наплавленного металла, кг |
1,8 |
Основные характеристики металла шва и наплавленного металла
|
Механические свойства металла шва |
Кол-во |
|---|---|
|
Твёрдость по Бринеллю, HB |
<= 220,000 |
|
Химический состав наплавленного металла |
Массовая доля элементов, % |
|---|---|
|
углерод, C |
<= 0,250 |
|
марганец, Mn |
<= 2,500 |
|
фосфор, P |
<= 0,070 |
|
сера, S |
<= 0,040 |
|
кремний, Si |
<= 0,800 |
|
ванадий, V |
8,000 — 10,000 |
Технологические особенности сварки:
Сварку производят короткими валиками длиной 25-30 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С; для деталей из ковкого и высокопрочного чугунов длина валика может быть увеличина до 80-100 мм.
Прокалка перед сваркой: 185±15°C 1 час
Сертификаты
Система сертификации ГОСТ Р госстандарт России (ГОСТ Р)
310-16 Электрод – Электроды и сплавы
Перейти к содержимому
Посмотреть техническое описание продукта
Посмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
AWS/ASME A 5.4 E 310-16
EN 1600: E 25.20 R 32
DIN 8556: E 25.20 R 26
ISO 3581: E 25.20 R 26
NFA 81-343: EZ 25.20 R 26
ХАРАКТЕРИСТИКИ И ПРИМЕНЕНИЕ |
- Идеально подходит для соединения неизвестных марок нержавеющей стали, особенно при высоких температурах.
- Электрод с плавным ходом для сварки нержавеющей стали типа 310 и особенно для сварки разнородных сталей.
- Высокое содержание сплава позволяет использовать его при высоких температурах для защиты от окалины.
- Сверхнизкий уровень разбрызгивания сводит к минимуму необходимость очистки.
- Металл сварного шва немагнитен.
Анализ всего металла сварного шва (типовой вес %) |
Микроструктура: Полностью аустенитный с ферритным числом 0.
Цвет флюса: Бордовый
| C 9001 3 | Мн | Си | С | Р | Кр | Ni | Мо | Медь | Фе |
| .09 | 2,2 | . 4 4 | .008 | .018 | 26 | 21 | .2 | .1 | бал |
Типичные механические свойства |
Неразбавленный наплавленный металл Максимальное значение До:
Прочность на растяжение: 84 000 фунтов на квадратный дюйм (580 МПа)
Предел текучести: 59 000 фунтов на квадратный дюйм (4) 10 МПа)
Удлинение: 37%
Энергия удара 100 Дж: 68°F (20°C), 60 Дж: -320°F (-196°C)
Твердость: Бринелля 200, Rockwell B88
Сварочный ток и инструкции |
Рекомендуемый ток: Обратный постоянный ток (+) или переменный ток
| Диаметр (мм) | 1/16 (1,6) | 5/64 (2,0) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4,0) |
| Минимальная сила тока | 25 | 30 | 55 | 75 | 90 |
| Максимальная сила тока | 35 | 50 | 75 | 110 | 140 |
Методы сварки: Свариваемый материал должен быть очищен от всех загрязнений. Сохраняйте короткую дугу и используйте стрингеры, а не технику плетения.
Сохраняйте короткую дугу и используйте стрингеры, а не технику плетения.
Позиции сварки: Плоско, горизонтально, вертикально вверх, над головой
Скорость наплавки:
Диаметр (мм) | Длина (мм) | Сварной металл/электрод | электродов на фунт (кг) Weldmetal | Время дуги осаждения мин/фунт (кг) | Настройки силы тока | Скорость восстановления |
1/16 (1,6) | 10″ (250) | 0,13 унции (3,6 г) | 125 (275) | 55 (121) | 30 | 100% |
5/64 (2,0) | 12″ (300) | 0,14 унции (4 г) | 114 (251) | 47 (103) | 40 | 100% |
3/32 (2,5) | 12″ (300) | 0,3 унции. | 50 (109) | 35 (76) | 65 | 100% |
1/8 (3,25) | 14″(350) | 0,7 унции (20 г) | 22 (49) | 21 (46) | 95 | 100% |
5/32 (4,0) | 14″ (350) | 1 унция (29 г) | 15 (33) | 18 (40) | 120 | 100% |
 (9г)
(9г)
ПРИМЕРНАЯ УПАКОВКА ЭЛЕКТРОДА И РАЗМЕРЫ |
| Диаметр (мм) | 1/16 (1,6) | 5/64 (2,0) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4,0) |
| Длина (мм) | 10″ (250) | 12″ (300) | 12″ (300) | 14″ (350) | 14″ (350) |
| Электроды / фунт | 67 | 42 | 28 | 13 | 9 |
| Электроды / кг | 147 | 92 | 62 | 29 | 20 |
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
Этот веб-сайт использует файлы cookie
Этот веб-сайт использует файлы cookie для улучшения вашего опыта. Продолжая просматривать этот веб-сайт, вы подтверждаете, что согласны с этим. Принять Отклонить Подробнее
Продолжая просматривать этот веб-сайт, вы подтверждаете, что согласны с этим. Принять Отклонить Подробнее
Wilkinson Star 247. GeKa — 7018-1 LASERB 50 электродов (2,5 мм) 2 кг
ЭТОТ ПРОДУКТ ПРОДАЕТСЯ ПАРТИЯМИ ПО 6 УПАКОВОК В КОРОБКЕ
Доступность:
В наличии
Код заказа:
3010102200
Марка:
ПРОВОДА И ЭЛЕКТРОДЫ
Электрод с низким содержанием водорода в вакуумной упаковке, подходящий для сварки в нерабочем положении. Превосходная прочность и ударная вязкость для использования в различных отраслях промышленности, а также для буферных слоев при наращивании высокоуглеродистых сталей. Сварочные отложения с очень низким содержанием водорода и извлечением металла около 110%.
Характеристики и области применения
Подходит для сварки в неустановленном положении, за исключением сварки в вертикальном положении вниз
Превосходная прочность и вязкость поля металлоконструкций, котельная , контейнеров, машиностроения и вертикального строительства, а также для использования при сварке низкочистых и высокоуглеродистых сталей
Подходит для формирования сварочных буферных слоев при наплавке высокоуглеродистых сталей
Сварочные отложения с очень низким содержанием водорода
Извлечение металла сварного шва около 110% 03
Типовые классы основного материала
S235JR-E295, E335, S235J2G3-S355J2G3, C22, C35, P235T1-P355T1, P235T2,P355T2, L210-L360, L290MB-L360MB, P235G1 ТХ, P255G1TH, P235GH-P355GH, S235JRS1- S235J4S, S315G1S -S355G3S, S255N-S355N, P255NH-P355NH, S255NL-S355NL, GE200 GE300
API 5L: A, B, X42, X46, X52, X56, X60
| Стандарты | Тип тока |
| EN ISO 2560-A — E 42 5 B 42 H5 | DC (+) |
AWS A5. 1 — E7018-1 h5 1 — E7018-1 h5 |
| Химический состав металла сварного шва, % (типичный) | |||
| С | Си | Мн | |
| 0,08 | 0,5 | 1.1 | |
| Механические свойства | |||
| Предел текучести (Н/мм2) | Прочность на растяжение (Н/мм2) | Ударная вязкость | Удлинение (Lo=5do)(%) |
| мин. 420 | 510 — 630 | мин. 47 Дж | мин. 24 24 |
| Диаметр x длина (мм) | Сварочный ток (А) | Упаковка Вес (кг) | Коробка Вес (кг) |
2,50 х 350 3,20 х 450 4,00 х 450 5,00 х 450 | 80 — 100 100 — 140 130 — 190 190 — 240 | 2 3 3 3 | 12 18 18 18 |
Ответственность: Несмотря на то, что были предприняты все разумные усилия для обеспечения точности содержащейся информации. Эта информация может быть изменена без предварительного уведомления и может рассматриваться только как подходящая для общего ознакомления.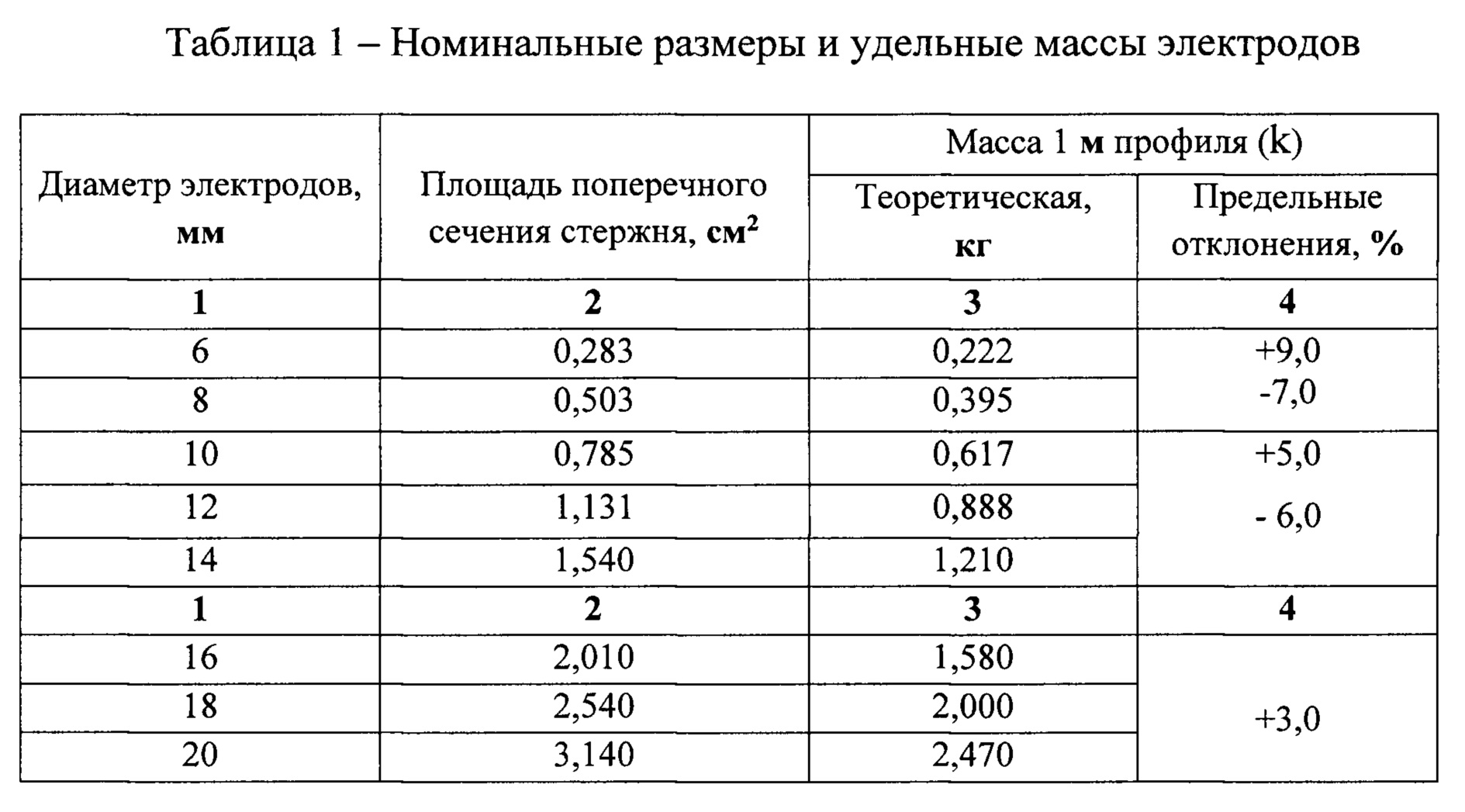
Электрод с низким содержанием водорода в вакуумной упаковке, подходящий для сварки в нерабочем положении. Превосходная прочность и ударная вязкость для использования в различных отраслях промышленности, а также для буферных слоев при наращивании высокоуглеродистых сталей. Сварочные отложения с очень низким содержанием водорода и извлечением металла около 110%.
Особенности и применение
Подходит для сварки в нерабочем положении, за исключением сварки в вертикальном положении вниз
Отличная прочность и ударная вязкость
Подходит для использования в области стальных конструкций, котлов, контейнеров, машиностроения и вертикального строительства, а также для использования при сварке низкочистых и высокоуглеродистых сталей
Подходит для формирования сварочного буфера слоев при наплавке высокоуглеродистых сталей
Наплавки с очень низким содержанием водорода
Извлечение металла сварного шва около 110%
Требование повторной сушки в течение не менее 2 часов при температуре от 300°C до 350°C
Электроды в вакуумной упаковке
Типовые марки основного материала
S235JR-E295, E335, S235J2G3-S355J2G3, C22, C35, P235T1 -P355T1, P235T2, P355T2, L210-L360, L290MB-L360MB, P235G1TH, P255G1TH , P235GH-P355GH, S235JRS1- S235J4S, S315G1S-S355G3S, S255N-S355N, P255NH-P355NH, S255NL-S355NL, GE200 GE300
API 5L: A, B, X42, X46, X52, X 56, Х60
| Стандарты | Тип тока |
| EN ISO 2560-A — E 42 5 B 42 H5 | DC (+) |
AWS A5. 1 — E7018-1 h5 1 — E7018-1 h5 |
| Химический состав металла сварного шва, % (типичный) | |||
| С | Си | Мн | |
| 0,08 | 0,5 | 1.1 | |
| Механические свойства | |||
| Предел текучести (Н/мм2) | Прочность на растяжение (Н/мм2) | Ударная вязкость | Удлинение (Lo=5do)(%) |
| мин. 420 | 510 — 630 | мин. 47 Дж | мин.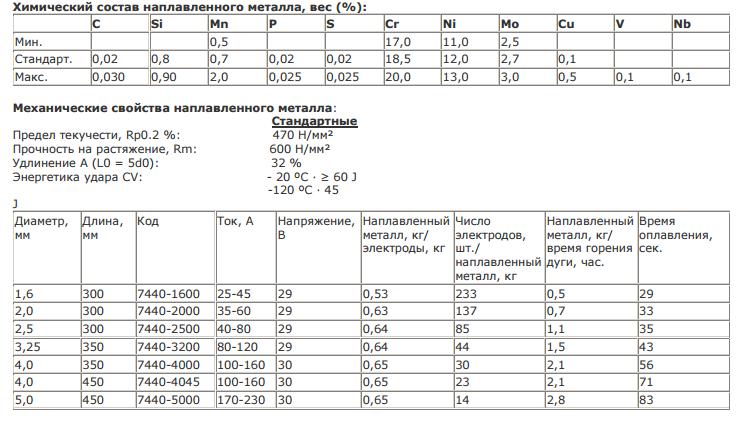  |